Gambaran Umum Perusahaan
2.1 Sejarah dan Perkembangan Perusahaan
PT. Petnesia Resindo atau lebih dikenal dengan PT. PNR berdiri pada bulan Desember 1994, berproduksi mulai Januari 1996, dan diresmikan pada tanggal 6 Juni 1996. Perusahaan yang berlokasi di Jl. Moch. Toha Km.1 Tanggerang ini, merupakan salah satu perusahaan yang bergerak di industri kimia. Produk yang dihasilkan adalah resin (biasa dikenal dengan bijih plastik) dengan jenis Polyethylen Terephtalate atau lebih dikenal dengan PET. Jenis resin ini merupakan bahan dasar yang digunakan dalam industri botol kemasan.
PT. PNR sendiri merupakan anak perusahaan dari Mitsui Chemical Inc. yang merupakan perusahaan pemilik saham terbesar dan juga hak pembuatan merk atas produk dari PT. PNR. Dengan lisensi teknologi dari Mitsui Chemical Inc. dan Toray Industri Inc., pemilik saham terbesar kedua, PT. PNR telah berhasil membuat produk yang memenuhi standar internasional dan dipasarkan ke mancanegara termasuk Jepang. Kapasitas produksi per tahun yang dimiliki PT. PNR mencapai 85.000 metric ton.
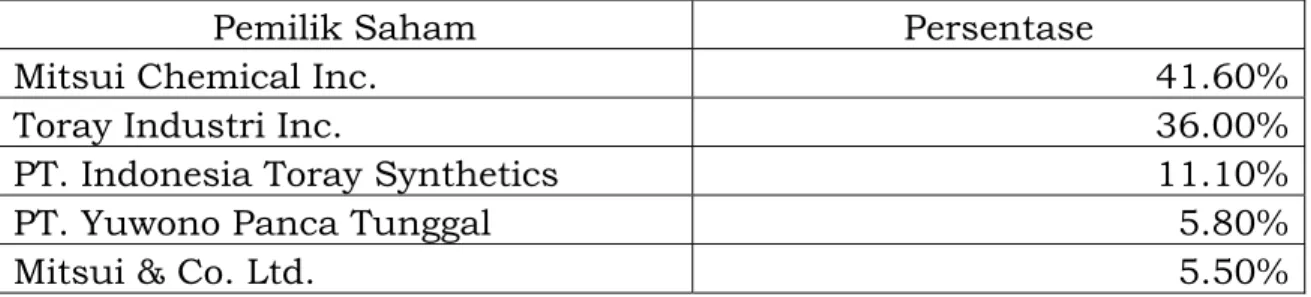
PT. PNR memiliki modal sebesar US$ 28.600.000 dengan kepemilikan saham sebagai berikut :
Tabel 2.1 : Data Pemilik Saham PT. PNR
Pemilik Saham Persentase
Mitsui Chemical Inc. 41.60%
Toray Industri Inc. 36.00%
PT. Indonesia Toray Synthetics 11.10%
PT. Yuwono Panca Tunggal 5.80%
Mitsui & Co. Ltd. 5.50%
Sumber : Company Profile PT. Petnesia Resindo
Pada awal berdirinya PT. PNR, perusahaan ini hanya melakukan produksi polimerisasi padat dari PET resin. Bahan baku yang dibutuhkan, yaitu hasil dari polimerisasi cair, pada waktu itu diperoleh dengan cara melakukan impor dari Jepang. Pada tahun 1997, PT. PNR mengembangkan usahanya dengan melakukan instalasi Liquid State Polymerization (LSP) yang akan melakukan produksi polimerisasi cair. Dengan pembangunan LSP ini maka PT. PNR tidak perlu lagi melakukan impor atas produk polimerisasi cair untuk proses produksi di Solid State Polymerization (SSP). Pada tahun 2001, PT. PNR melakukan peningkatan kemampuan produksi dari LSP, yang juga diikuti penambahan 1 plant baru di SSP menjadi 3 plant. Peningkatan kemampuan ini berdampak pada peningkatan kapasitas produksi PT. PNR yang awalnya hanya 30.000 ton/tahun menjadi 85.000 ton/tahun.
Dari keseluruhan PET resin yang diproduksi oleh PT. PNR, ± 80% dijual ke pasar ekspor dan hanya ±20 % saja yang dijual ke pasar local.
2.2 Visi dan Misi Perusahaan 2.2.1 Visi PT. PNR
Visi dari PT. PNR adalah “PT. Petnesia Resindo berusaha melakukan pengembangan mutu produksi agar dapat memberikan produk yang dapat memenuhi kepuasan pelanggan secara ekonomis dan stabil.”.
2.2.2 Misi PT. PNR Misi dari PT. PNR
• Inovasi yang berkelanjutan untuk memenangkan kompetisi global • Menjamin kepuasan pelanggan atas kualitas produk
• Keselamatan karyawan dan kawasan kerja serta kepedulian terhadap lingkungan.
• Ekspansi bisnis secara kontinyu dan pembelajaran strategi bisnis. • Meningkatkan permintaan atas produk PET Resin di kawasan Asia.
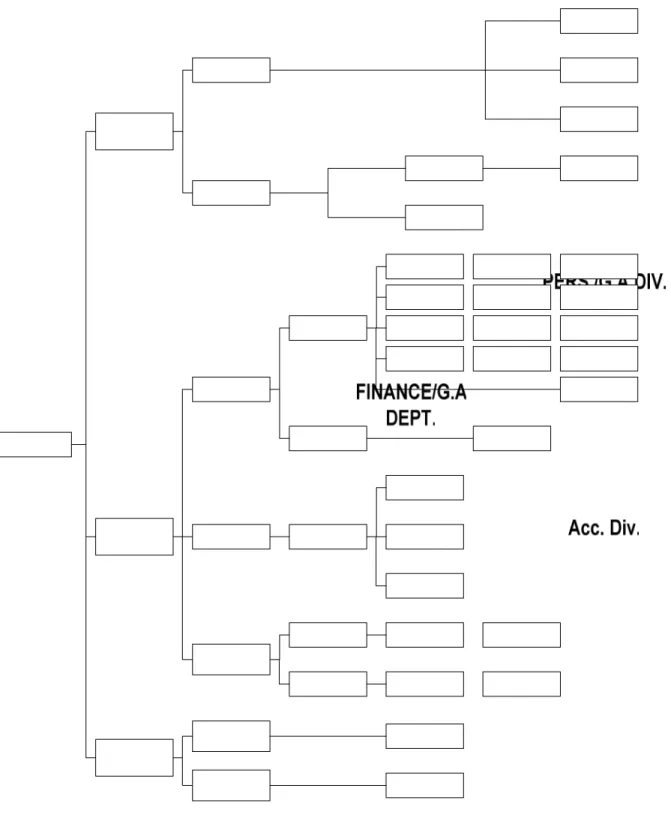
2.3 Struktur Organisasi
Gambar 2.1 Struktur Organisasi PT. PNR Sumber : Data PT. PNR
Dari gambar struktur organisasi diatas, job description masing-masing adalah : 1. Presiden Direktur
a. Menetapkan visi dan misi perusahaan
b. Menentukan strategi bisnis yang akan dilakukan perusahaan 2. Personal & General Affair Division
a. Memotivasi karyawan dan mengembangkan karyawan melalui training dan education agar menjadi karyawan yang sesuai dengan kebutuhan perusahaan.
b. Bertanggung jawab atas administrasi dan pencatatan seluruh surat-surat masuk dan keluar dari seluruh divisi di PT. Petnesia Resindo. c. Memproses perselisihan perburuhan yang terjadi sesuai peraturan
perundangan yang berlaku.
d. Merencanakan, mengorganisasikan, dan melaksanakan pemeriksaan kesehatan berkala pada seluruh karyawan.
3. Accounting Division
a. Mempersiapkan pembayaran pajak bulanan b. Mempersiapkan laporan pajak bulanan
c. Mempersiapkan dokumen dan data-data untuk audit pajak d. Mengontro jadawal penerimaan A/R
4. Production Division
a. Mengelola seksi produksi dan segala aktivitasnya.
b. Mengelola semua peralatan yang ada dalam proses produksi c. Mengelola sumber daya manusia dalam divisi produksi
d. Membuat laporan seluruh aktivitas yang ada di divisi produksi 5. PPQC Division
a. Mengelola semua peralatan seperti forklift dan lain-lain hingga selalu siap pakai.
b. Membuat laporan kebutuhan palet, mengontrol finished product monthly report, packing, LSP dan SSP balance
c. Instruksi pemuatan dan kontrol pengiriman PET sesuai dengan delivery order yang dibuat oleh Marketing/Sales Department.
6. Maintenance & Engineering Division
a. Mengkoordinasikan, mengusulkan dan mengevaluasi pekerjaan mechanical foreman, electronical supervisor dan teknisi.
b. Merencanakan pengadaan spare parts, dan melakukan kontrol atas statusnya.
c. Melakukan kontrol periodik atas dana aktual 7. Sales/Marketing Division
a. Melakukan kontrol distribusi produk untuk ekspor maupun domestik b. Melakukan penjadwalan pengiriman produk
c. Melakukan kualifikasi produk dengan bekerjasama dengan divisi PPC dan Produksi
d. Mempersiapkan dan melakukan kontrol atas dokumen-dokumen yang dibutuhkan dalam setiap pengiriman.
8. Purchasing/Logistic Division
b. Melakukan kontrol atas pengiriman barang impor c. Melakukan kontro atas penggunaan bulk liner
2.4 Proses Produksi
Proses produksi PET resin di PT. PNR terbagi atas 2 tahap besar, yaitu Liquid State Polymerization (LSP) yang dilanjutkan dengan Solid State Polymerization (SSP). Flow diagram dari proses produksi yang terjadi di PT. PNR dicantumkan di lampiran.
2.4.1 Liquid State Polymerization
Proses awal yang terjadi pada LSP adalah Terephtalate Purified Acid, yang didatangkan dengan container truck dimasukkan ke dalam tank dengan didorong menggunakan blower, yang selanjutnya dibawa ke hooper dengan didorong gas N2.
Proses yang serupa juga terjadi pada Isophtalic Acid (IPA).
Dari masing-masing hooper, TPA dan IPA masuk ke auto feeder yang berguna sebagai pengontrol laju TPA dan IPA, ditimbang di autoscale, dan masuk ke dalam slurry mixer yang mencampur IPA, PTA, dan Ethylen Glicol (EG). EG adalah bahan baku utama lainnya yang berbentuk cairan kimia. Bahan ini diperoleh dengam mengimpor dari negara timur tengah.
Setelah melalui proses mixing, kemudian dilanjutkan dengan proses esterifikasi yang pertama. Dalam reactor esterifikasi yang pertama, suhu akan diatur pada 265OC dan tekanan 0.9 Kgf/cm2G, kemudian ditambah dengan katalisator Antimony dan Cobalt. Hasil sampingan dari esterifikasi yaitu gas yang mengandung EG dan air akan masuk kedalam kolom destilasi untuk memisahkan EG dan air. EG kemudian akan digunakan
kembali sementara H2O cair akan diolah di unit pengolahan limbah PT. ITS. Hasil dari
proses esterifikasi pertama ini adalah BHT (bis-β-hydroxyethylterephtalate) dengan rantai kimia yang masih pendek.
Proses selanjutnya adalah esterifikasi kedua, dimana suhu akan dinaikkan menjadi 276OC dan akan ditambahkan katalisator DEG dan Phosporic. Hasil dari proses esterifikasi ini adalah BHT dengan rantai kima yang lebih panjang. BHT kemudian akan didorong dengan bantuan gear pump dan melalui proses filterisasi dan dilanjutkan ke proses polikondensasi yang pertama.
Pada 3 tahap polikondensasi, BHT akan mengalami proses pemanasan yang bertahap dalam kondisi vakum dan hal yang diperhatikan dalam proses ini adalah peningkatan viskositas (IV) sampai tingakat yang diinginkan pada hasilnya (polimer). Tingkay IV ini dikontrol oleh viscosimeter dan polimer akan didorong oleh gear pump ke dalam filter polimer sebelum dimasukkan ke diehead.
Di dalam diehead, polimer yang masih berupa lelehan akan diubah menjadi bentuk strand. Strand yang keluar dari diehead akan mengalami proses quenching (pendinginan mendadak) dengan Processed Chilled Water (PCW) dalam suhu 15OC, dan diteruskan ke proses peletisasi di peletizer. Pada peletizer, strand masuk ke dalam cutter dan dipotong-potong sesuai ukuran yang diinginkan. PET yang sudah dipotong-potong ini kemudian dsebut chip (pellet). Untuk mengurangi kadar air dalam pellet, pellet kemudian dimasukkan ke dalam dryer dengan menggunakan conveyor water. Didalam dryer, pellet kemudian akan dihembuskan udara dengan tekanan tinggi supaya benar-benar kering. Kemudian dimasukkan ke vibrating screen, yang memisahkan pellet dengan ukuran memenuhi standar dan yang tidak. Pelet yang memenuhi standar
kemudian dikirim menggunakan blower kedalam silo penyimpanan sebelum kemudian melalui proses Solid State Polymerization (SSP).
2.4.2 Solid State Polymerization
Terdapat 3 line produksi dengan proses produksi yang sama pada Solid State Polymerization (SSP). Paroduk hasil dari LSP yang berupa pellet kemudian ditransfer ke hooper dengan menggunakan blower. Dari hooper, pellet kemudian ditransfer ke dalam solidaire, yang di dalamnya pellet akan mengalami proses pemanasan smpai suhu 115O
C dengan menggunakan steam. Steam disini tidak mengalami kontaklangsung dengan pellet, karena proses pemanasan terjadi diluar solidaire, yaitu dengan mengalirkan steam panas diluarnya sehingga berfunsi seperti jaket pemanas.
Dari solidaire, pellet kemudian mengalami proses pra-kristalisasi di dryer dengan mengalami pemanasan sampai ke suhu 150OC. Pemanasan disini dilakukan dengan media N2 yang dikontakkan langsung dengan pellet. Penggunaan N2 ini juga bertujuan agar
serbuk-serbuk yang dihasilkan selama proses distribusi sebelumnya terbawa dan tertangkap oleh bag filter.
Dari dryer pellet kemudian dimasukkan ke dalam torus disc dengan bantuan rotary feeder. Dalam torus disc pellet kembali mengalami proses pemanasan mencapai suhu 209OC. Pada proses pemanasan disini panas diperoleh dari disc yang sudah dialiri oli panas (hot oil). Dimana dalam torus disc pellet mengalami proses pengadukan sekaligus pemanasan.
Setelah melalui torus disc, pellet masuk ke dalam finisher tower dimana didalamnya terjadi proses pemanasan kembali dengan media N2 dan juga jaket steam dari
luar reaktor. Dalam finisher tower, suhu dapat mencapai 209-216OC. Pelet yang telah melewati proses finalisasi di finisher tower inilah yang merupakan produk akhir atau disebut PET resin. PET resin ini kemudian mengalami proses pendinginan dengan metode double pipe, dimana PET resin selama pendistribusiannya ke proses packing melalui pipa yang diapit 2 pipa lainnya yang dialiri air dingin, sehingga suhu maksimal PET resin yang dikemas adalah 60OC.
2.4.3 Mesin-mesin Proses Produksi
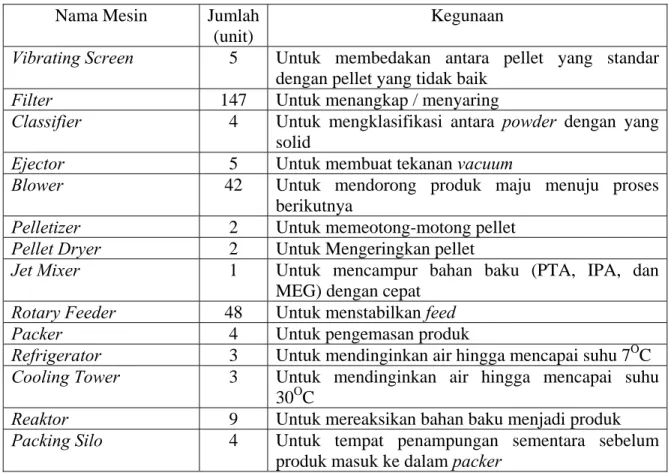
Dalam proses produksinya, PT. Petnesia Resindo sudah melakukan otomasi yang menyeluruh, dimana hampir diseluruh proses produksinya tidak ada operator yang terlibat langsung dengan produk. Proses produksi terpusat di ruang kontrol, dimana operator menjalankan dan mengawasi jalannya seluruh proses produksi dengan komputer. Berikut adalah mesin-mesin yang digunakan oleh PT. Petnesia Resindo dalam proses produksi mereka :
Tabel 2.2 Daftar Nama Mesin Produksi PT. Petnesia Resindo Nama Mesin Jumlah
(unit)
Kegunaan
Vibrating Screen 5 Untuk membedakan antara pellet yang standar dengan pellet yang tidak baik
Filter 147 Untuk menangkap / menyaring
Classifier 4 Untuk mengklasifikasi antara powder dengan yang solid
Ejector 5 Untuk membuat tekanan vacuum
Blower 42 Untuk mendorong produk maju menuju proses berikutnya
Pelletizer 2 Untuk memeotong-motong pellet Pellet Dryer 2 Untuk Mengeringkan pellet
Jet Mixer 1 Untuk mencampur bahan baku (PTA, IPA, dan MEG) dengan cepat
Rotary Feeder 48 Untuk menstabilkan feed
Packer 4 Untuk pengemasan produk
Refrigerator 3 Untuk mendinginkan air hingga mencapai suhu 7OC Cooling Tower 3 Untuk mendinginkan air hingga mencapai suhu
30OC
Reaktor 9 Untuk mereaksikan bahan baku menjadi produk Packing Silo 4 Untuk tempat penampungan sementara sebelum
produk masuk ke dalam packer Sumber : Dokumentasi PT. PNR
Mesin-mesin ini merupakan jantung utama dalam keberhasilan PT. Petnesia Resindo. Kapasitas produksi yang besar dan frekuensi kerja yang tinggi, tentunya harus diikuti dengan perhatian yang lebih terhadap performa mesin. Dalam sistem perawatannya, PT. Petnesia Resindo menggunakan sistem Preventive Maintenance, Predictive Maintenance, dan Breakdown Maintenance.
Preventive maintenance yang dilakukan PT. PNR adalah dengan melakukan perawatan berkala terhadap mesin-mesin yang ada. Periode perawatan yang diberlakukan berbeda-beda, dan mengacu pada panduan perawatan mesin yang diperoleh sejak pembeliannya.
Untuk predictive maintenance, PT. PNR selalu melakukan kontrol atas performa mesin. Kontrol yang dilakukan bukan hanya dari pusat kontrol tetapi juga melalui patroli lapangan. Kontrol ini dimaksudkan apabila ditemukan adanya kejanggalan dan diindikasikan merupakan gejala kerusakan mesin, maka PT. PNR akan segera menindak lanjuti. Hal inilah yang disebut predictive maintenance, karena tidak perlu menunggu mesin sampai rusak. Yang terakhir adalah breakdown maintenance, dimana perbaikan akan dilakukan setelah mesin yang ada benar-benar rusak.