DIONISIUS Y.
DIONISIUS Y.
MECHANICAL ENGINEERING STUDENT MECHANICAL ENGINEERING STUDENT
YK STATE UNIVERSITY YK STATE UNIVERSITY
TERIMA KASIH KEP
TERIMA KASIH KEPADAADA SELURUH PENULIS SELURUH PENULIS SUMBER REFERSUMBER REFERENSIENSI
Yk, 2013 Yk, 2013
D
Dii oonnii sisi uus Ys Y.. © ©YYk k 20201313
1
1
PENUANGAN LOGAM
PENUANGAN LOGAM
A.A. PrPrososes Pes Penengegecocorarann
Proses pengecoran merupakan proses manufaktur dengan memanaskan Proses pengecoran merupakan proses manufaktur dengan memanaskan logam hingga mencapai titik cair dan menuangkan cairan logam tersebut ke logam hingga mencapai titik cair dan menuangkan cairan logam tersebut ke dalam cetakan sehingga berbentuk seperti rongga cetakan. Pengecoran terdiri dalam cetakan sehingga berbentuk seperti rongga cetakan. Pengecoran terdiri dari dua jenis, antara lain
dari dua jenis, antara lain ingot castingingot casting dandan shape castingshape casting.. Ingot Ingot castingcasting merupakan pengecoran dengan bentuk sederhana, di mana hasilnya merupakan pengecoran dengan bentuk sederhana, di mana hasilnya digunakan sebagai bahan baku untuk proses pengerjaan lebih lanjut seperti digunakan sebagai bahan baku untuk proses pengerjaan lebih lanjut seperti rolling
rolling atauatau forging forging. Sedangkan. Sedangkan shape castingshape castingsendirsendirii merumerupakan pengecpakan pengecoranoran dengan bentuk geometri yang lebih kompleks dan mendekati bentuk akhir dengan bentuk geometri yang lebih kompleks dan mendekati bentuk akhir produk yang diharap
produk yang diharapkan.kan.
Dasar dari proses pengecoran yaitu, penuangan cairan logam ke dalam Dasar dari proses pengecoran yaitu, penuangan cairan logam ke dalam cetakan, membiarkan cairan logam untuk membeku, dan mengeluarkan hasil cetakan, membiarkan cairan logam untuk membeku, dan mengeluarkan hasil pengecoran
pengecoran dari dari cetakan. cetakan. Hal-hal Hal-hal yang yang diperlukan diperlukan dalam dalam pengecoran pengecoran antaraantara lain:
lain:
1
1.. MeMenynyiaiapkpkaan pn polola.a. 2
2.. MeMembmbuauat t cecetatakkanan.. 3.
3. MenMencaicairkarkan ln logaogam dm di di dapuapur pr peleeleburburan.an. 4.
4. MenMenuanuangkagkan cain cairan lran logaogam ke dam ke dalam rolam ronggngga cetaa cetakankan.. 5.
5. MenMenungunggu pgu prosroses pees pendindinginginan nan dan pdan pembembekuekuan.an. 6.
6. MembonMembongkagkar r cetcetakaakan n untuk untuk mmempemperoleroleh eh pprodrodukuk pengecoran.
pengecoran. 7.
7. MemMemberbersihsihkan kkan kotootoran pran pada pada prodroduk peuk pengengecorcoran.an. 8.
8. MeMengngujuji pi proroduduk pk penengegecocoraran.n.
Hasil proses pengecoran berupa
Hasil proses pengecoran berupa net shapenet shape (bentuk akhir) dan(bentuk akhir) dan near netnear net shape
shape (mendekati bentuk akhir).(mendekati bentuk akhir). Net Net shapeshape adalah produk yang ukuran danadalah produk yang ukuran dan geometri benda tersebut sesuai dengan keinginan, sehingga tidak memerlukan geometri benda tersebut sesuai dengan keinginan, sehingga tidak memerlukan proses
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
geometri hampir sesuai keinginan, sehingga dibutuhkan proses lebih lanjutgeometri hampir sesuai keinginan, sehingga dibutuhkan proses lebih lanjut untuk memperoleh detail dan ukuran yang diinginkan.
untuk memperoleh detail dan ukuran yang diinginkan. Proses pengerjaan lanjutan pada
Proses pengerjaan lanjutan pada near net shapenear net shape adalah permesinan atauadalah permesinan atau machining
machining//cuttingcutting. Proses permesinan meliputi bubut, frais, dan bor. Hasil. Proses permesinan meliputi bubut, frais, dan bor. Hasil akhir permukaan dan ukuran produk dari proses permesinan juga lebih baik akhir permukaan dan ukuran produk dari proses permesinan juga lebih baik daripada proses pengecoran.
daripada proses pengecoran.
B.
B. PerPeralaalatan tan dan dan BahBahan Pan Penuenuangangan Lan Logaogamm
1.
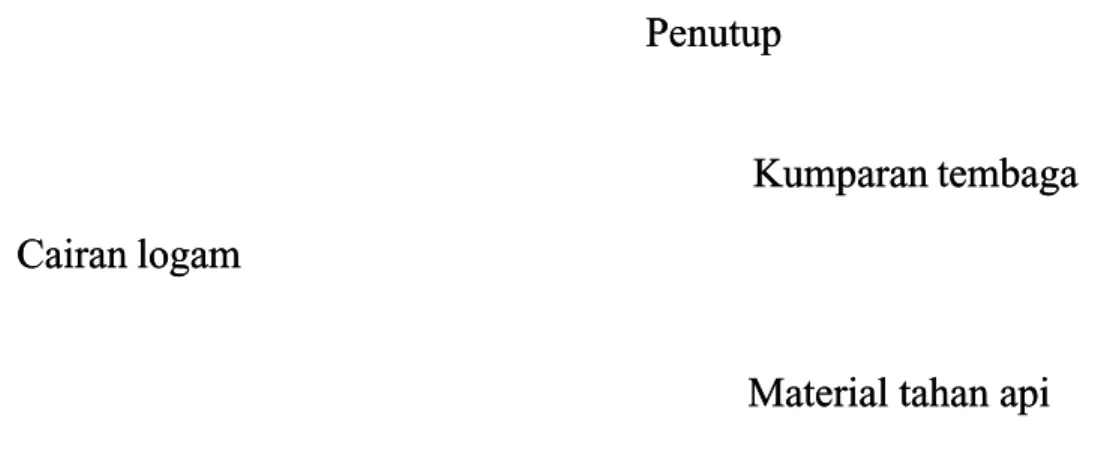
1. PerPeralaalatan Ptan Penuenuanganganan aa.. DDaappuur r iinndduukksisi..
Dapur induksi merupakan alat yang digunakan untuk melebur Dapur induksi merupakan alat yang digunakan untuk melebur logam. Proses peleburan dengan dapur induksi memiliki hasil logam. Proses peleburan dengan dapur induksi memiliki hasil kemurnian dan
kemurnian dan kualitas yang tinggi. Dapur indkualitas yang tinggi. Dapur induksi menggunakanuksi menggunakan arusarus bolak-balik/
bolak-balik/alternating current alternating current (AC) yang lewat melalui kumparan(AC) yang lewat melalui kumparan tembaga sehingga menghasilkan medan magnet. Arus induksi tersebut tembaga sehingga menghasilkan medan magnet. Arus induksi tersebut memanaskan dan mencairkan logam secara cepat. Selain itu gaya memanaskan dan mencairkan logam secara cepat. Selain itu gaya medan magnet menyebabkan sebuah aksi pencampuran yang terjadi medan magnet menyebabkan sebuah aksi pencampuran yang terjadi
Penutup Penutup
Kumparan tembaga Kumparan tembaga
Material tahan api Material tahan api Cairan logam
Cairan logam
Gambar 1. Dapur Induksi Gambar 1. Dapur Induksi Sumber: Mikell P. Groover,
Sumber: Mikell P. Groover, Fundamentals of Modern Manufacturing:Fundamentals of Modern Manufacturing: Materials,
Materials, Processes, Processes, and and Systems.Systems. 4th e4th ed., d., John John WileyWiley & Son& Sons,s, Inc., New Jersey, 2010, p. 247
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
3
3
padapada cairan cairan logam. logam. Kapasitas Kapasitas dari dari dapur dapur induksi induksi yang yang digunakandigunakan sebesar satu ton. Keunggulan dalam penggunaan dapur listrik yaitu: sebesar satu ton. Keunggulan dalam penggunaan dapur listrik yaitu:
Kemurnian bahan tuangan sesuai dengan komposisi yangKemurnian bahan tuangan sesuai dengan komposisi yang diharapkan.
diharapkan.
Pengendalian suhu peleburan lebih mudah Pengendalian suhu peleburan lebih mudah dikontrol.dikontrol.
MampuMampu mempememperbaikrbaiki mutu logai mutu logam yang bem yang berawal darrawal dari bahani bahan bermutu rendah.
bermutu rendah.
Mempermudah proses peleburan.Mempermudah proses peleburan.
Dapat mengurangi jumlah pekerja.Dapat mengurangi jumlah pekerja.
Lapisan tahan api yang digunakan untuk melapisi dapur induksi Lapisan tahan api yang digunakan untuk melapisi dapur induksi merupakan bahan yang memiliki sifat-sifat antara lain:
merupakan bahan yang memiliki sifat-sifat antara lain:
Kemampuan tahan api yang tinggi.Kemampuan tahan api yang tinggi.
Isolator listrik yang baik.Isolator listrik yang baik.
Memiliki kestabilan kimia terhadap logam cair Memiliki kestabilan kimia terhadap logam cair dan terak.dan terak.
Mampu dibentuk dan dipadatkan.Mampu dibentuk dan dipadatkan.
Tahan aus.Tahan aus.
b.
b. TheThermrmocoocoupluple.e. Thermocouple
Thermocouplemerupakan alat yang digunakan untuk mengukurmerupakan alat yang digunakan untuk mengukur suhu cairan logam. Alat
suhu cairan logam. Alat ini dihubungkan dengan komputer danini dihubungkan dengan komputer dan printer printer sehingga hasil pengukuran dapat langsung dibaca oleh operator dapur sehingga hasil pengukuran dapat langsung dibaca oleh operator dapur induksi pada saat proses peleburan. Apabila spesifikasi cairan logam induksi pada saat proses peleburan. Apabila spesifikasi cairan logam yang diinginkan telah terpenuhi, alat ini dapat memberikan sinyal yang diinginkan telah terpenuhi, alat ini dapat memberikan sinyal yang akan tercantum pada monitor serta alarm akan
yang akan tercantum pada monitor serta alarm akan berbunyi.berbunyi.
c.
c. LaLadldle.e. Ladle
Ladle merupakan wadah yang digunakan untuk memindahkanmerupakan wadah yang digunakan untuk memindahkan dan menuangkan cairan logam dari dapur peleburan menuju cetakan dan menuangkan cairan logam dari dapur peleburan menuju cetakan atau
atauladleladlelain.lain. Ladle Ladle berbahan baja yang permukaan bagian dalamnya berbahan baja yang permukaan bagian dalamnya dilapisi dengan material tahan panas. Lapisan material tahan panas dilapisi dengan material tahan panas. Lapisan material tahan panas
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
4
4
yang dipakai adalah tanah liat. Ada tiga macamyang dipakai adalah tanah liat. Ada tiga macam ladleladleyang digunakan,yang digunakan, antara lain:
antara lain:
Crane ladle. Crane ladle.
Crane ladle
Crane ladle merupakanmerupakan ladleladle yang perpindahannyayang perpindahannya menggunakan
menggunakan cranecrane.. Crane ladleCrane ladle dikaitkan dengan pengait (dikaitkan dengan pengait (hook hook )) pada
pada cranecrane, kemudian gerakannya dikontrol oleh operator. Bagian, kemudian gerakannya dikontrol oleh operator. Bagian crane ladle
crane ladleyaitu, rodayaitu, rodahandlehandle pemutar, pemutar,gear boxgear box, transmisi, lubang, transmisi, lubang kait, dan saluran penyalur (cerat).
kait, dan saluran penyalur (cerat). Kapasitas volume dari
Kapasitas volume dari crane ladlecrane ladle sekitar 400-500 liter.sekitar 400-500 liter. Crane ladle
Crane ladle digunakan untuk menuang cairan logam ke cetakandigunakan untuk menuang cairan logam ke cetakan berukuran
berukuran besar. besar. Selain Selain ituitu crane ladlecrane ladle juga juga berfungsi berfungsi sebagaisebagai perantara
perantara dapur dapur induksi induksi dengandengan ladleladle lain yang berkapasitas lebihlain yang berkapasitas lebih kecil.
kecil.
Ladle Ladlesatu orang.satu orang. Ladle
Ladlesatu orang adalahsatu orang adalah ladleladledengan satu buahdengan satu buah handlehandle yangyang diangkat secara manual oleh seorang operator. Kapasitas dari diangkat secara manual oleh seorang operator. Kapasitas dari ladleladle jenis
jenis ini ini sangat sangat kecil kecil yaitu yaitu sekitar sekitar 4-5 4-5 liter. liter. Oleh Oleh karena karena itu,itu, ladleladle satu orang berfungsi untuk menuang cetakan yang kecil.
satu orang berfungsi untuk menuang cetakan yang kecil.
Ladle Ladledua orang.dua orang. Ladle
Ladle dua orang adalahdua orang adalah ladleladle dengan dua buahdengan dua buah handlehandle yangyang diangkat secara manual oleh dua operator.
diangkat secara manual oleh dua operator. Ladle Ladleini berkapasitas 10ini berkapasitas 10 liter. Fungsi
liter. Fungsi ladleladle dua orang untuk menuang cetakan yang cukupdua orang untuk menuang cetakan yang cukup besar. besar. 2 2.. BBaahhaann a a. . PPiig g iirroonn.. Pig iron
Pig iron merupakan bahan baku utama pembuatan besi danmerupakan bahan baku utama pembuatan besi dan baja.
baja. Pig ironPig iron dihasilkan dari proses peleburan bijih besi dengandihasilkan dari proses peleburan bijih besi dengan kokas sebagai bahan bakar dan batu kapur sebagai
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
5
5
peleburanpeleburan bijih bijih besi, besi, kokas, kokas, dan dan batu batu kapur kapur menggunakanmenggunakan blastblast furnace
furnace..
b.
b. FlFluux.x. Flux
Flux merupakan bahan yang digunakan untuk mengikatmerupakan bahan yang digunakan untuk mengikat kontaminasi atau kotoran pada cairan logam sehingga membentuk kontaminasi atau kotoran pada cairan logam sehingga membentuk slag
slag.. FluxFlux berbahan berbahan dasardasar limestonelimestone atau batu kapur yang dapatatau batu kapur yang dapat bereaksi terhadap kotoran.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
6
6
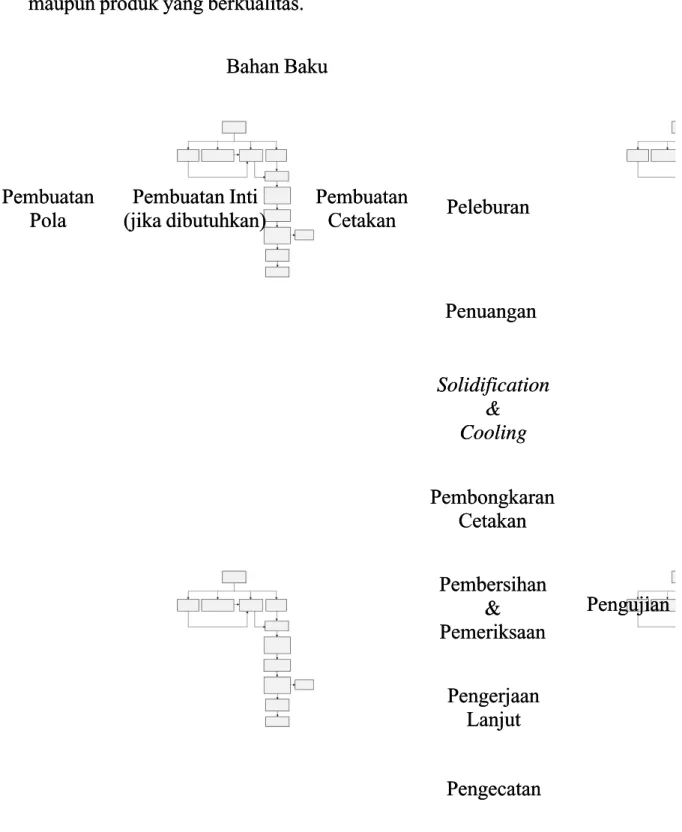
C.C. KeKegigiatatan Pean Pengngececororan Loan Logagamm
Industri pengecoran logam meliputi berbagai macam kegiatan. Tentu Industri pengecoran logam meliputi berbagai macam kegiatan. Tentu saja kegiatan yang dilakukan ini saling berhubungan, sehingga didapat hasil saja kegiatan yang dilakukan ini saling berhubungan, sehingga didapat hasil maupun produk yang berkualitas.
maupun produk yang berkualitas.
Pembuatan Inti Pembuatan Inti (jika dibutuhkan) (jika dibutuhkan) Pembuatan Pembuatan Pola Pola Pembuatan Pembuatan Cetakan
Cetakan PeleburanPeleburan
Penuangan Penuangan Bahan Baku Bahan Baku Solidification Solidification & & Cooling Cooling Pembongkaran Pembongkaran Cetakan Cetakan Pembersihan Pembersihan & & Pemeriksaan Pemeriksaan Pengujian Pengujian Pengecatan Pengecatan Pengerjaan Pengerjaan Lanjut Lanjut Gambar 2.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
7
7
Berikut uraian singBerikut uraian singkatkat tentang kegiatan intentang kegiatan industri pengecoran logdustri pengecoran logam yangam yang dilakukan antara lain:
dilakukan antara lain: 1.
1. MeMenynyiaiapkpkan an babahahan bn bakakuu..
Pemilihan bahan baku harus dilakukan dengan Pemilihan bahan baku harus dilakukan dengan mempertimbangkan aspek teknis, sehingga memenuhi syarat sebagai mempertimbangkan aspek teknis, sehingga memenuhi syarat sebagai bahan
bahan baku baku untuk untuk memperoleh memperoleh hasil hasil produk produk yang yang maksimal. maksimal. BahanBahan baku
baku yang yang disiapkan disiapkan antara antara lain lain untuk untuk pembuatan pembuatan cetakan cetakan pasir,pasir, pembuatan pola, pembuatan inti, d
pembuatan pola, pembuatan inti, dan logam yang akan dilebuan logam yang akan dilebur.r. 2.
2. PePembmbuauatatan n popolala..
Pola merupakan model yang dibuat sesuai dengan bentuk produk Pola merupakan model yang dibuat sesuai dengan bentuk produk yang diinginkan. Pola sebaiknya dibuat dengan pertimbangan tertentu, yang diinginkan. Pola sebaiknya dibuat dengan pertimbangan tertentu, misal tipe pola harus disesuaikan dengan geometri dari produk yang misal tipe pola harus disesuaikan dengan geometri dari produk yang akan dibuat
akan dibuat. Selain itu . Selain itu ukuran poukuran pola jugala juga diperbesar untudiperbesar untuk mengatasik mengatasi penyusutan maupun
penyusutan maupun jika perlu jika perlu dilakukan proses dilakukan proses permesinan. Pola permesinan. Pola yangyang dibua
dibuatt dapat dapat digundigunakan akan terus terus (beru(berulang-lang-ulangulang) d) danan bahanbahan yang yang dipakdipakaiai berupa kayu, plastik, mau
berupa kayu, plastik, maupun logam.pun logam. 3
3.. PPeemmbbuuaattaan in innttii.. Inti (
Inti (corecore) merupakan bagian yang dimasukkan ke cetakan) merupakan bagian yang dimasukkan ke cetakan apabila produk
apabila produk yang akan yang akan dibuat memiliki ludibuat memiliki lubang atau bang atau rongga.rongga. SelainSelain itu inti juga dapat digunakan untuk membuat kantong pada bagian luar itu inti juga dapat digunakan untuk membuat kantong pada bagian luar coran. Inti dibuat dari pasir yang dibentuk dan diikat menggunakan coran. Inti dibuat dari pasir yang dibentuk dan diikat menggunakan bahan perekat.
bahan perekat. 4.
4. PePembmbuauatatan cen cetatakkanan.. Jenis c
Jenis cetakaetakan yang n yang digudigunakan nakan adalaadalah cetah cetakan skan sekaliekali pakaipakai ((expendable mold expendable mold ). Bahan yang digunakan sebagian besar merupakan). Bahan yang digunakan sebagian besar merupakan pasir.
pasir. Namun, Namun, pasir pasir yang yang dipakai dipakai harus harus memiliki memiliki syarat-syarat syarat-syarat tertentutertentu supaya dapat dib
supaya dapat dibuat atau uat atau dibentuk menjadi dibentuk menjadi cetakan.cetakan. Proses pembuatanProses pembuatan cetakan pasir dilakukan menggunakan tangan (
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
8
8
5.5. PePelelebuburaran n lologgamam..
Peleburan dilakukan setelah cetakan siap untuk dituang. Proses Peleburan dilakukan setelah cetakan siap untuk dituang. Proses peleburan
peleburan dilakukan dilakukan dengan dengan dapur dapur induksi. induksi. Bahan Bahan utama utama yangyang digunakan adalah
digunakan adalah pig iron pig iron dandan scrapscrap.. Selain bSelain bahan teahan tersebursebut, ada bahat, ada bahann tambahan yang dimasukkan yaitu
tambahan yang dimasukkan yaitu flux flux..
6
6.. PPeennuuaannggaann..
Proses penuangan dilakukan apabila logam yang dilebur telah Proses penuangan dilakukan apabila logam yang dilebur telah memiliki komposisi yang pas dan mencapai suhu yang diinginkan. memiliki komposisi yang pas dan mencapai suhu yang diinginkan. Proses penuangan dengan menggunakan alat yang dikenal dengan Proses penuangan dengan menggunakan alat yang dikenal dengan istilah
istilahladleladle..
7.
7. Solidification Solidificationdandancoolingcooling..
Proses ini merupakan tahap di mana cairan logam mencapai fase Proses ini merupakan tahap di mana cairan logam mencapai fase ccaaiirr ++ ppaaddaatt ((liquid liquid ++ solid solid )) hihingngga ga papadadatt ((solid solid ). Setelah padat, logam). Setelah padat, logam dibiarkan dingin
dibiarkan dingin hingga mencapai suhu hingga mencapai suhu ruangan.ruangan. Pada tahap ini logamPada tahap ini logam akan mengalami penyusutan.
akan mengalami penyusutan. 8.
8. PePembmbonongkgkararan can cetetakakanan..
Proses pembongkaran dilakukan setelah logam telah padat dan Proses pembongkaran dilakukan setelah logam telah padat dan dingin. Pada coran yang besar pembongkaran dapat menggunakan dingin. Pada coran yang besar pembongkaran dapat menggunakan crane
crane..
9.
9. PePembmberersisihahan dn dan an pepememeririksksaaaan.n.
Hasil coran yang telah diangkat dari cetakan kemudian Hasil coran yang telah diangkat dari cetakan kemudian dibersihkan dari pasir yang masih menempel. Proses pembersihan dibersihkan dari pasir yang masih menempel. Proses pembersihan selanjutnya berupa pemotongan bagian
selanjutnya berupa pemotongan bagian gating system, sepertigating system, seperti pouring pouring cup, sprue, runner,
cup, sprue, runner, dandan riser riser . Sisa hasil pengecoran tersebut dapat. Sisa hasil pengecoran tersebut dapat digunakan sebagai bahan baku peleburan. Setelah dibersihkan, coran digunakan sebagai bahan baku peleburan. Setelah dibersihkan, coran diperiksa apakah terdapat cacat (
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
9
9
10.10. PenguPengujian jian hasil hasil pengepengecorancoran..
Pengujian merupakan proses pekerjaan untuk mengetahui sifat Pengujian merupakan proses pekerjaan untuk mengetahui sifat mekan
mekanis danis dan kualikualitas hasil pentas hasil pengecorgecoran. Pengan. Pengujian yaujian yang dilang dilakukankukan bersifat
bersifat merusakmerusak ((destructivedestructive), sepert), seperti uji tarik maupi uji tarik maupun uji tekan.un uji tekan. OlehOleh karena itu, ada beberapa pemesan menambah jumlah produk pesanan karena itu, ada beberapa pemesan menambah jumlah produk pesanan sehingga dapat digunakan sebagai sampel pengujian.
sehingga dapat digunakan sebagai sampel pengujian.
11.
11. PenPengergerjaajaan ln lanjanjut.ut.
Proses ini dilakukan apabila bentuk dan ukuran yang diinginkan Proses ini dilakukan apabila bentuk dan ukuran yang diinginkan belum sesuai atau ada pengerjaan khusus pada coran. Proses pengerjaan belum sesuai atau ada pengerjaan khusus pada coran. Proses pengerjaan ini antara lain, menggerinda, membubut, mengefrais, dan mengebor. ini antara lain, menggerinda, membubut, mengefrais, dan mengebor. Selain itu, untuk produk pengecoran tertentu juga dilakukan proses Selain itu, untuk produk pengecoran tertentu juga dilakukan proses perakitan.
perakitan. Sebagai Sebagai contoh contoh pemasangan pemasangan pintu pintu drainase drainase dengan dengan bingkaibingkai pintu (
pintu ( frame frame).). 12
12.. PePengngececatatanan..
Pengecatan merupakan proses pengerjaan yang dilakukan guna Pengecatan merupakan proses pengerjaan yang dilakukan guna meningkatkan p
meningkatkan penampilan penampilan produk produk pengecoran. Hal engecoran. Hal ini supayaini supaya produkproduk tersebut terlihat lebih menarik dan memiliki nilai
tersebut terlihat lebih menarik dan memiliki nilai tambah tersendiri.tambah tersendiri.
D.
D. PrPrososes es PePenunuanangagan n LoLogagamm CaCairir
Proses penuangan merupakan bagian di mana rongga cetakan diisi Proses penuangan merupakan bagian di mana rongga cetakan diisi dengan cairan logam yang telah dilebur. Proses ini memiliki syarat yang dengan cairan logam yang telah dilebur. Proses ini memiliki syarat yang harus dipenuhi. Syarat-syarat ini ditinjau dari sifat dan jenis logam cair itu harus dipenuhi. Syarat-syarat ini ditinjau dari sifat dan jenis logam cair itu sendiri, proses pemindahan atau pengangkutan cairan logam menuju cetakan, sendiri, proses pemindahan atau pengangkutan cairan logam menuju cetakan, maupun dari cetakan yang dibuat. Selain itu proses penuangan juga memiliki maupun dari cetakan yang dibuat. Selain itu proses penuangan juga memiliki parameter
parameter yang yang harus harus dicermati. dicermati. Eksekusi, Eksekusi, cara cara atau atau teknik teknik menuang menuang jugajuga harus dilakukan dengan tepat. Apabila ketentuan tersebut diabaikan, dapat harus dilakukan dengan tepat. Apabila ketentuan tersebut diabaikan, dapat mengakibatkan kegagalan dalam pengecoran, hasil pengecoran mengalami mengakibatkan kegagalan dalam pengecoran, hasil pengecoran mengalami cacat (
cacat (defect defect ), kecelakaan kerja, serta merugikan dalam aspek ekonomi), kecelakaan kerja, serta merugikan dalam aspek ekonomi maupun energi.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
0
0
Setelah proses penuangan, cairan logam mengalami mekanisme Setelah proses penuangan, cairan logam mengalami mekanisme solidification
solidification (pema(pemadatandatan). ). DalamDalam proseprosess solidificationsolidification terdapat hal penting,terdapat hal penting, yaitu mengenai lamanya waktu supaya logam membeku, arah pemadatan dan yaitu mengenai lamanya waktu supaya logam membeku, arah pemadatan dan proses
proses penyusutan penyusutan ((shrinkageshrinkage). Selama proses). Selama proses solidificationsolidification, struktur butir, struktur butir dan serat (
dan serat (grain structuregrain structure) pada logam yang mulai padat terbentuk. Karakter) pada logam yang mulai padat terbentuk. Karakter dari
dari grain structuregrain structure tersebut dipengaruhi oleh komposisi logam itu sendiri.tersebut dipengaruhi oleh komposisi logam itu sendiri. Oleh karena itu, agar memperoleh hasil coran yang maksimal, pekerja atau Oleh karena itu, agar memperoleh hasil coran yang maksimal, pekerja atau foundrymen
foundrymenharus memahami dan menerapkan faktor-faktor teknis harus memahami dan menerapkan faktor-faktor teknis penuanganpenuangan logam.
logam. E.
E. DaDasasar r TeTeorori i PePenunuanangagann 1.
1. PenPenuanuangan Lgan Logaogam Caim Cairr Proses pen
Proses penuangauangan dilakukan dilakukan setelah proses pelen setelah proses peleburanburan.. PelebuPeleburanran dilakukan menggunakan dapur induksi. Panas yang dihasilkan digunakan dilakukan menggunakan dapur induksi. Panas yang dihasilkan digunakan untuk
untuk meningkatkan meningkatkan suhu logasuhu logam hingga m hingga mencapai titik lebmencapai titik lebur, sehinggur, sehinggaa mampu mengubah logam padat ke logam cair. Selain itu panas juga mampu mengubah logam padat ke logam cair. Selain itu panas juga digunakan untuk meningkatkan temperatur cairan logam hingga mencapai digunakan untuk meningkatkan temperatur cairan logam hingga mencapai suhu penuangan yang diharapkan.
suhu penuangan yang diharapkan.
Cairan logam kemudian dituang melalui
Cairan logam kemudian dituang melalui pouring pouring cupcup lalu mengalirlalu mengalir melewati
melewati gating systemgating system dan memenuhi seluruh rongga cetakan. Prosesdan memenuhi seluruh rongga cetakan. Proses penuangan berhasil dengan
penuangan berhasil dengan catatan bahwa cairan catatan bahwa cairan logam harus logam harus mengalir kemengalir ke dalam selu
dalam seluruh bagiaruh bagian ronggn rongga cetakan sebelum mea cetakan sebelum membekumbeku.. Faktor yanFaktor yangg memengaruhi penuangan antara lain, suhu penuangan, kecepatan memengaruhi penuangan antara lain, suhu penuangan, kecepatan penuangan, dan kar
penuangan, dan karakter aliran.akter aliran. a.
a. SuSuhu hu pepenunuanangagan.n. Suhu penuan
Suhu penuangan merupakan suhu gan merupakan suhu didi mana cairan logam mana cairan logam siapsiap dituang ke dalam cetakan. Hal ini sangat penting untuk mengetahui dituang ke dalam cetakan. Hal ini sangat penting untuk mengetahui perbedaan
perbedaan antara antara suhu suhu penuangan dan penuangan dan suhu suhu pembekuan. pembekuan. SehinggaSehingga diketahui berapa besar panas yang berkurang ketika penuangan diketahui berapa besar panas yang berkurang ketika penuangan hingga mulai pembekuan.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
1
1
b.
b. Kecepatan penuangan.Kecepatan penuangan.
Kecepatan penuangan berarti kecepatan volume cairan logam Kecepatan penuangan berarti kecepatan volume cairan logam ketika proses penuangan. Apabila kecepatan terlalu rendah, cairan ketika proses penuangan. Apabila kecepatan terlalu rendah, cairan logam dapat membeku sebelum mencapai seluruh rongga cetakan. logam dapat membeku sebelum mencapai seluruh rongga cetakan. Sebaliknya, jika kecepatan terlalu tinggi dapat terjadi masalah pada Sebaliknya, jika kecepatan terlalu tinggi dapat terjadi masalah pada sifat aliran logam cair.
sifat aliran logam cair. c.
c. KaKararaktkter aer aliliraran.n.
Aliran fluida memiliki dua karakter yaitu aliran turbulensi Aliran fluida memiliki dua karakter yaitu aliran turbulensi dan aliran laminar. Turbulensi merupakan sifat aliran fluida yang dan aliran laminar. Turbulensi merupakan sifat aliran fluida yang tak menentu pada besar dan arah kecepatan di seluruh fluida. tak menentu pada besar dan arah kecepatan di seluruh fluida. Aliran turbulensi bersifat tidak tenang dan tidak teratur daripada Aliran turbulensi bersifat tidak tenang dan tidak teratur daripada aliran laminar yang lebih tenang dan lancar.
aliran laminar yang lebih tenang dan lancar. Pada proses penuanganPada proses penuangan aliran turbulensi sebaiknya dihindari. Aliran turbulensi cenderung aliran turbulensi sebaiknya dihindari. Aliran turbulensi cenderung meningkatkan pembentukan logam oksida yang bisa terjebak pada meningkatkan pembentukan logam oksida yang bisa terjebak pada saat pembekuan, sehingga mengurangi kualitas hasil pengecoran. saat pembekuan, sehingga mengurangi kualitas hasil pengecoran. Turbulensi juga dapat menyebabkan dinding cetakan terkikis. Turbulensi juga dapat menyebabkan dinding cetakan terkikis. Kikisan
Kikisan tersebtersebut but berdamerdampak pak pada pada aliraalirann logamlogam cair. cair. Erosi Erosi yangyang terjadi akan memengaruhi geometri hasil pengecoran.
terjadi akan memengaruhi geometri hasil pengecoran.
2.
2. FlFluiuiditditasas CaCairiran Loan Logagamm
Fluiditas (
Fluiditas ( fluidity fluidity) merupakan kemampuan cairan logam untuk) merupakan kemampuan cairan logam untuk mengalir ke dalam dan mengisi rongga cetakan sebelum logam tersebut mengalir ke dalam dan mengisi rongga cetakan sebelum logam tersebut membeku. Seberapa mampu cairan logam untuk mengalir dan memenuhi membeku. Seberapa mampu cairan logam untuk mengalir dan memenuhi rongga cetakan perlu diketahui. Tingkat fluiditas cairan logam dapat rongga cetakan perlu diketahui. Tingkat fluiditas cairan logam dapat diketahui melalui pengujian fluiditas logam. Sifat dan tingkat mampu alir diketahui melalui pengujian fluiditas logam. Sifat dan tingkat mampu alir ini merupakan hal penting yang harus diperhatikan. Ada dua faktor dasar ini merupakan hal penting yang harus diperhatikan. Ada dua faktor dasar yang terdapat pada fluiditas. Faktor tersebut antara lain, karakter cairan yang terdapat pada fluiditas. Faktor tersebut antara lain, karakter cairan logam dan parameter pengecoran logam.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
2
2
a.
a. KarKaraktakter caer cairairan logn logam yam yang mang memeemengangaruhruhi flui fluidiiditas.tas.
Komposisi logam.Komposisi logam.
Komposisi logam memengaruhi fluiditas, khususnya mengenai Komposisi logam memengaruhi fluiditas, khususnya mengenai mekanisme penge
mekanisme pengerasan logam. rasan logam. FluiditasFluiditas terbaik dipterbaik diperoleh dari eroleh dari logam- logam-logam y
logam yangang membeku membeku pada suhpada suhu konstu konstanta. Keanta. Ketika pentika pengerasagerasann terjadterjadii di a
di atas btas batasatas suhusuhu pembepembekuan, kuan, maka maka bagian bagian yang yang telah telah beku beku akanakan mengg
mengganggu anggu aliran paliran pada baada bagiangian yang yang masih camasih cair. Hal iir. Hal ini tentni tentuu mengu
mengurangi flrangi fluiditauiditas.s. Selain memSelain memengarengaruhi mekauhi mekanisme pemnisme pembekuabekuann logam
logam, kom, komposisi posisi logam logam juga mjuga menentenentukan ukan jumlajumlah panh panasas yangyang dibutuhkan untuk memadatkan dan memadukan logam dari
dibutuhkan untuk memadatkan dan memadukan logam dari bentuk cair.bentuk cair. Panas ini dapat disebut dengan istilah
Panas ini dapat disebut dengan istilah heat of fusionheat of fusion..
Viskositas logam.Viskositas logam.
Viskositas atau kekentalan merupakan lawan dari fluiditas. Viskositas atau kekentalan merupakan lawan dari fluiditas. Semakin kental cairan maka fluiditas cairan tersebut semakin rendah. Semakin kental cairan maka fluiditas cairan tersebut semakin rendah. Viskositas juga memiliki kepekaan terhadap suhu.
Viskositas juga memiliki kepekaan terhadap suhu.
Tegangan permukaan.Tegangan permukaan.
Tegangan permukaan yang tinggi pada logam cair dapat Tegangan permukaan yang tinggi pada logam cair dapat mengurangi fluiditas. Hal ini karena, lapisan oksida pada permukaan mengurangi fluiditas. Hal ini karena, lapisan oksida pada permukaan logam cair memiliki pengaruh buruk terhadap fluiditas.
logam cair memiliki pengaruh buruk terhadap fluiditas.
TingkatTingkatinclusioninclusion.. Inclusion
Inclusion merupakan kotoran maupun pasir yang terbawa olehmerupakan kotoran maupun pasir yang terbawa oleh cairan logam.
cairan logam. Inclusion Inclusion memiliki dampak yang merugikan terhadapmemiliki dampak yang merugikan terhadap fluiditas. Apabila cairan mengandung pasir atau kotoran, maka cairan fluiditas. Apabila cairan mengandung pasir atau kotoran, maka cairan terseb
tersebut memiliut memiliki viskositki viskositas lebih tinggas lebih tinggi sehingi sehinggaga fluidfluiditasnyitasnyaa menjamenjadidi lebih rendah.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
3
3
Pola pemadatan.Pola pemadatan.
Cara bagaimana pemadatan juga memengaruhi fluiditas. Selain Cara bagaimana pemadatan juga memengaruhi fluiditas. Selain itu, fluiditas juga berbanding terbalik dengan perbedaan suhu itu, fluiditas juga berbanding terbalik dengan perbedaan suhu pembekuan.
pembekuan. Semakin Semakin pendek pendek perbedaan perbedaan suhu suhu pembekuan pembekuan makamaka semakin tinggi fluiditas cairan logam. Sebaliknya jika semakin panjang semakin tinggi fluiditas cairan logam. Sebaliknya jika semakin panjang perbedaan
perbedaan suhu suhu pembekuan pembekuan maka maka fluiditas fluiditas cairan cairan logam logam semakinsemakin rendah.
rendah. b.
b. Parameter pengecoran logamParameter pengecoran logam yang memengaruhi fluidyang memengaruhi fluiditas.itas.
Desain cetakan.Desain cetakan.
Desain dan ukuran dari
Desain dan ukuran dari gating systemgating system ((sprue, runner,sprue, runner, dandan riser riser )) akan memengaruhi fluiditas.
akan memengaruhi fluiditas.
Bahan dan karakter permukaan cetakan.Bahan dan karakter permukaan cetakan.
Cetakan yang konduktivitas termal tinggi dan permukaan kasar Cetakan yang konduktivitas termal tinggi dan permukaan kasar memiliki fluiditas yang semakin rendah. Meskipun pemanasan pada memiliki fluiditas yang semakin rendah. Meskipun pemanasan pada cetakan dapat meningkatkan fluiditas, namun hanya akan cetakan dapat meningkatkan fluiditas, namun hanya akan memperlambat pendinginan. Dengan demikian, pengecoran yang memperlambat pendinginan. Dengan demikian, pengecoran yang dilakukan akan menghasilkan butir-butir kasar dan tingkat kekuatan dilakukan akan menghasilkan butir-butir kasar dan tingkat kekuatan yang rendah.
yang rendah.
TingkatTingkatsuperheat superheat .. Superheat
Superheat merupakan peningkatan suhu logam di atas titik cair.merupakan peningkatan suhu logam di atas titik cair. Suhu penuangan logam yang lebih tinggi daripada suhu pada titik cair Suhu penuangan logam yang lebih tinggi daripada suhu pada titik cair logam akan meningkatkan waktu logam untuk tetap dalam keadaan logam akan meningkatkan waktu logam untuk tetap dalam keadaan cair, sehingga memungkinkan logam untuk mengalir lebih lanjut cair, sehingga memungkinkan logam untuk mengalir lebih lanjut sebelum pembekuan. Namun, hal ini cenderung memperburuk masalah sebelum pembekuan. Namun, hal ini cenderung memperburuk masalah pengecoran
pengecoran seperti seperti pembentukan pembentukan oksida, oksida, porositas porositas gas, gas, dan dan peresapanperesapan cairan logam ke dalam pori-pori antara butir-butir pasir. Akibatnya cairan logam ke dalam pori-pori antara butir-butir pasir. Akibatnya permukaan
permukaan coran coran mengandung mengandung partikel partikel pasir, pasir, sehingga sehingga membuatmembuat permukaan coran lebih
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
4
4
Kecepatan penuangan.Kecepatan penuangan.
Kecepatan penuangan yang semakin rendah akan mengurangi Kecepatan penuangan yang semakin rendah akan mengurangi tingkat fluiditas. Hal ini karena penuangan yang lambat akan tingkat fluiditas. Hal ini karena penuangan yang lambat akan mempercepat pendinginan. Apabila penuangan terlalu cepat juga akan mempercepat pendinginan. Apabila penuangan terlalu cepat juga akan menimbulkan turbulensi.
menimbulkan turbulensi.
Perpindahan panas.Perpindahan panas.
Perpindahan panas pada siklus penuangan, pembekuan, dan Perpindahan panas pada siklus penuangan, pembekuan, dan pendinginan
pendinginan merupakan merupakan pertimbangan pertimbangan penting penting dalam dalam pengecoranpengecoran logam. Aliran panas di lokasi berbeda merupakan gejala kompleks dan logam. Aliran panas di lokasi berbeda merupakan gejala kompleks dan tergantung pada beberapa faktor yang menghubungkan material coran, tergantung pada beberapa faktor yang menghubungkan material coran, cetakan, dan parameter pengecoran. Contoh pengecoran pada bagian cetakan, dan parameter pengecoran. Contoh pengecoran pada bagian yang tipis, kecepatan aliran logam harus tinggi untuk menghindari yang tipis, kecepatan aliran logam harus tinggi untuk menghindari pembekuan
pembekuan prematur. prematur. Namun Namun aliran aliran logam logam yangyang terlalu terlalu cepatcepat menyebabkan turbulensi yang berlebih. Turbulensi dapat merusak menyebabkan turbulensi yang berlebih. Turbulensi dapat merusak proses pengecoran.
proses pengecoran.
3.
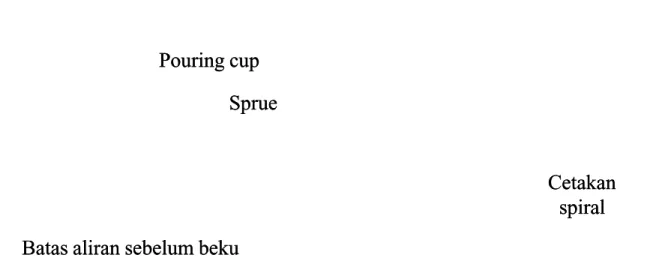
3. StaStandandar Pr Pengengujiujianan FluFluiditiditasas CaiCairan ran LogLogamam
Fluiditas suatu cairan logam dapat diketahui dengan membuat Fluiditas suatu cairan logam dapat diketahui dengan membuat cetakan berbentuk
cetakan berbentuk spiralspiral atau lilitan, lalu menuatau lilitan, lalu menuangkan cairan logangkan cairan logam yangam yang ingin diu
ingin diuji ke ji ke dalam cetakdalam cetakan tersebut.an tersebut. Prinsip dari Prinsip dari metode tes metode tes fluiditasfluiditas spira
spiral adalah membiarl adalah membiarkankan cairan logam agcairan logam agarar mengamengalir di sepanjang saluralir di sepanjang salurann spiral pada suhu ruangan. Acuan tingkat fluiditas cairan logam yang spiral pada suhu ruangan. Acuan tingkat fluiditas cairan logam yang dituang ke cetakan berbentuk spiral tersebut merupakan jarak yang dapat dituang ke cetakan berbentuk spiral tersebut merupakan jarak yang dapat ditempuh cairan logam sebelum membeku dan berhenti mengalir. Semakin ditempuh cairan logam sebelum membeku dan berhenti mengalir. Semakin panjang lintasan yang dapat
panjang lintasan yang dapat diisi oleh cairan diisi oleh cairan logam, maka tingkat fluiditaslogam, maka tingkat fluiditas logam ca
logam cair tersebir tersebut semakiut semakin tinggn tinggi.i. PanjaPanjang dari alng dari aliran logiran logam yangam yang mengisi cetakan spiral tersebut dikenal dengan istilah indeks fluiditas mengisi cetakan spiral tersebut dikenal dengan istilah indeks fluiditas (( fluidity index fluidity index).).
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
5
5
Hasil dari pengu
Hasil dari pengujian fluiditjian fluiditasas dapat ditdapat diterapkerapkanan ke proses pengeke proses pengecorancoran.. Data hasil pengujian tersebut bermanfaat sebagai acuan dan pertimbangan, Data hasil pengujian tersebut bermanfaat sebagai acuan dan pertimbangan, antara lain:
antara lain: 1.
1. MeMenenentntukukan an kokompmpososisi isi lologagam.m. 2.
2. MeMenenentntukukan an babahahan n cecetatakakan.n. 3.
3. MeMerarancncanang cg cetetakakan an dadann gating systemgating system.. 4.
4. MeMenenentntukukan an susuhu hu pepenunuanangagan.n. 5.
5. MeMenenentntukukan kean kececepapatatan penn penuauangnganan..
4.
4. Solidification Solidificationdan Pendinginan Logamdan Pendinginan Logam
Solidification
Solidification(pembekuan) merupakan proses perubahan bentuk cair(pembekuan) merupakan proses perubahan bentuk cair logam kembali ke bentuk padat. Proses
logam kembali ke bentuk padat. Proses solidificationsolidificationmemiliki perbedaanmemiliki perbedaan antara jenis logam murni (
antara jenis logam murni ( pure pure metalmetal) dan logam paduan () dan logam paduan (alloyalloy). Logam). Logam murni memiliki suhu pembekuan yang konstan. Sedangkan suhu murni memiliki suhu pembekuan yang konstan. Sedangkan suhu pembekuan
pembekuan logam logam paduan paduan tidak tidak konstan konstan atau atau berupa berupa taksiran. taksiran. TaksiranTaksiran suhu pembekuan logam paduan ini tergantung pada sistem paduan dan suhu pembekuan logam paduan ini tergantung pada sistem paduan dan komposisi paduan. Hal ini karena masing-masing unsur logam memiliki komposisi paduan. Hal ini karena masing-masing unsur logam memiliki sifat yang berbeda.
sifat yang berbeda.
Pouring cup Pouring cup
Sprue Sprue
Batas aliran sebelum beku Batas aliran sebelum beku
Cetakan Cetakan spiral spiral
Gambar 10. Pengujian Fluiditas dengan Cetakan Spiral Gambar 10. Pengujian Fluiditas dengan Cetakan Spiral Sumber: Mikell P. Groover,
Sumber: Mikell P. Groover, Fundamentals of Modern Manufacturing: Materials,Fundamentals of Modern Manufacturing: Materials, Processes, and Systems.
Processes, and Systems. 4th ed., Joh4th ed., John Wileyn Wiley & Sons, Inc., New Jer& Sons, Inc., New Jersey,sey, 2010, p. 213
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
6
6
Tahap yang dilalui dari suhu penuangan hingga mencapai suhuTahap yang dilalui dari suhu penuangan hingga mencapai suhu ruangruang yaitu, pendinginan cairan logam atau
yaitu, pendinginan cairan logam atau liquid coolingliquid cooling ((liquid liquid ), pembekuan), pembekuan atau
atau freezing freezing ((liquid + solid liquid + solid ), dan pendinginan logam padat atau), dan pendinginan logam padat atau solidsolid cooling
cooling ((solid solid ). Pembekuan dan pendinginan logam disebabkan oleh aksi). Pembekuan dan pendinginan logam disebabkan oleh aksi pendinginan dinding
pendinginan dinding cetakan, sehingga cairan logam mcetakan, sehingga cairan logam membentuk cangkangembentuk cangkang padat.
padat. Laju pembekuan dan pendLaju pembekuan dan pendinginan logam ini berawal dari luar logaminginan logam ini berawal dari luar logam menuju tengah logam. Oleh karena itu, semakin tebal suatu coran maka menuju tengah logam. Oleh karena itu, semakin tebal suatu coran maka semakin lama coran tersebut padat dan dingin. Selain itu kecepatan semakin lama coran tersebut padat dan dingin. Selain itu kecepatan pendinginan
pendinginan suatu suatu coran coran juga juga dipengaruhi dipengaruhi oleh oleh sifat sifat termal termal dari dari logamlogam coran tersebut untuk memindahkan panas ke cetakan.
coran tersebut untuk memindahkan panas ke cetakan.
Gambar 11. Struktur Logam Tuang Murni Gambar 11. Struktur Logam Tuang Murni Sumber: Mikell P. Groover,
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
7
7
Pada prosesPada proses solidificationsolidification juga juga terjadi terjadi pembentukan pembentukan struktur struktur butirbutir maupun serat (
maupun serat (grain structuregrain structure). Gambar 11 dan 12 menunjukkan). Gambar 11 dan 12 menunjukkan graingrain structure
structure dari logam murni dan logam paduan. Struktur dari logam hasildari logam murni dan logam paduan. Struktur dari logam hasil penuangan
penuangan memiliki memiliki kulit kulit atau atau cangkang cangkang yang yang terbentuk terbentuk karenakarena pendinginan cepat. Hal ini karena
pendinginan cepat. Hal ini karena dinding cetakan berada pada suhu dinding cetakan berada pada suhu ruangruang atau lebih dingin daripada suhu logam cair. Pendinginan cepat pada kulit atau lebih dingin daripada suhu logam cair. Pendinginan cepat pada kulit coran ini menghasilkan struktur yang halus dan terlihat acak. Proses coran ini menghasilkan struktur yang halus dan terlihat acak. Proses
pendinginan
pendinginan berlanjut berlanjut dan dan membentuk membentuk serat serat ((graingrain) yang berkembang) yang berkembang menuju bagian tengah dari coran. Arah pembentukan serat ini berlawanan menuju bagian tengah dari coran. Arah pembentukan serat ini berlawanan dengan arah perpindahan panas. Arah perpindahan panas (
dengan arah perpindahan panas. Arah perpindahan panas (heat transfer heat transfer )) dari dalam menuju ke luar atau cetakan, sedangkan arah pembentukan dari dalam menuju ke luar atau cetakan, sedangkan arah pembentukan serat dari sisi paling tepi coran menuju ke dalam coran.
serat dari sisi paling tepi coran menuju ke dalam coran. Pembentukan
Pembentukan graingrain ke dalam terlihat seperti duri atau tulang darike dalam terlihat seperti duri atau tulang dari logam padat. Struktur yang terdapat pada logam murni (gambar 11) logam padat. Struktur yang terdapat pada logam murni (gambar 11) membentuk cabang pada tengah-tengah logam dan disebut
membentuk cabang pada tengah-tengah logam dan disebut columnarcolumnar grains
grains. Sedangkan. Sedangkan grain structuregrain structure pada pada logam logam paduan paduan (gambar (gambar 12)12) terbentuk secara terpisah. Hal ini terjadi karena komposisi logam paduan terbentuk secara terpisah. Hal ini terjadi karena komposisi logam paduan yang tidak seimbang. Komposisi yang tidak seimbang tersebut dinyatakan yang tidak seimbang. Komposisi yang tidak seimbang tersebut dinyatakan dalam hasil akhir pengecoran berupa pemisahan (
dalam hasil akhir pengecoran berupa pemisahan (segregationsegregation) elemen.) elemen. Pemisahan yang terjadi pada logam paduan dapat disebut sebagai
Pemisahan yang terjadi pada logam paduan dapat disebut sebagai ingotingot segregation
segregation..
Gambar 12. Struktur Logam Tuang Paduan Gambar 12. Struktur Logam Tuang Paduan Sumber: Mikell P. Groover,
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
8
8
5.5. PenPenyusyusutautan n LogLogamam
Sifat logam yang panas akan mengalami pemuaian. Ketika logam Sifat logam yang panas akan mengalami pemuaian. Ketika logam panas
panas mengalami mengalami proses proses pendinginan pendinginan menuju menuju suhu suhu ruang, ruang, logam logam tersebuttersebut akan mengalami penyusutan (
akan mengalami penyusutan (shrinkageshrinkage). Penyusutan logam menyebabkan). Penyusutan logam menyebabkan ukuran coran berubah, terjadi retakan, maupun terjadi perubahan bentuk. ukuran coran berubah, terjadi retakan, maupun terjadi perubahan bentuk. Pada saat logam menuju suhu ruang (pendinginan), logam cair mengalami Pada saat logam menuju suhu ruang (pendinginan), logam cair mengalami tiga penyusutan berbeda:
tiga penyusutan berbeda: 1.
1. PenPenyusyusutautan voln volume sume saat loaat logam mgam mendendingingin dain dari masri massa caisa cairr menuju suhu pemadatan (
menuju suhu pemadatan ( freezing temperatur freezing temperaturee).). 2.
2. PenyuPenyusutan sutan volumvolume loge logam saam saat tat terjaderjadi pei perubarubahan han fase fase caircair menjadi padat. Penyusutan ini disebut
menjadi padat. Penyusutan ini disebut solidification shrinkagesolidification shrinkage.. Pada penyusutan tahap dua ini, cetakan harus ditambah dengan Pada penyusutan tahap dua ini, cetakan harus ditambah dengan cairan logam untuk mengisi susut. Ini merupakan fungsi dari cairan logam untuk mengisi susut. Ini merupakan fungsi dari penggunaan
penggunaanriser riser .. 3.
3. PenyuPenyusutan sutan volumvolume dae dari kri keadaan eadaan padat padat menujmenuju suu suhu hu ruangruang.. Penyusutan tahap tiga ini dapat diantisipasi dengan aturan Penyusutan tahap tiga ini dapat diantisipasi dengan aturan penyusutan ketika pola cetakan
penyusutan ketika pola cetakan dirancang.dirancang.
Jumlah penyusutan paling besar terjadi selama pendinginan coran Jumlah penyusutan paling besar terjadi selama pendinginan coran menuju suhu ruang. Besar penyusutan tergantung pada jenis logam yang menuju suhu ruang. Besar penyusutan tergantung pada jenis logam yang digunakan. Untuk mengurangi kerusakan coran akibat penyusutan, harus digunakan. Untuk mengurangi kerusakan coran akibat penyusutan, harus dicermati bagaimana arah pembekuan terjadi. Selain itu aspek yang dicermati bagaimana arah pembekuan terjadi. Selain itu aspek yang memengaruhi proses pembekuan, seperti tingkat ketebalan dari benda memengaruhi proses pembekuan, seperti tingkat ketebalan dari benda kerja, penggunaan komponen pendingin, dan sistem saluran yang kerja, penggunaan komponen pendingin, dan sistem saluran yang dirancang harus diperhatikan.
dirancang harus diperhatikan. 6.
6. Sistem Sistem SaluraSaluran pada n pada CetakaCetakan Pasin Pasirr
Cetakan pasir harus memiliki sistem saluran (
Cetakan pasir harus memiliki sistem saluran (gating systemgating system).). GatingGating system
system pada cetakan pasir adalah saluran atau jaringan untuk mengarahkan pada cetakan pasir adalah saluran atau jaringan untuk mengarahkan cairan logam yang dituang agar mengalir dan mengisi seluruh rongga cairan logam yang dituang agar mengalir dan mengisi seluruh rongga cetakan.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
1
1
9
9
dengan hati-hati.dengan hati-hati. Gating systemGating system juga juga harus harus didesain didesain untuk untuk menahanmenahan kotoran maupun terak selama
kotoran maupun terak selama penuangan.penuangan. Tujuan
Tujuan gating systemgating system adalah membuat cetakan terisi penuh secepatadalah membuat cetakan terisi penuh secepat mungkin dengan tingkat turbulensi minimal dan menyediakan sedikit mungkin dengan tingkat turbulensi minimal dan menyediakan sedikit logam panas untuk mengisi (
logam panas untuk mengisi ( feed feed ) coran selama pemadatan untuk) coran selama pemadatan untuk mencegah cacat penyusutan. Fungsi dari
mencegah cacat penyusutan. Fungsi dari gating systemgating system pada cetakan pada cetakan pasirpasir antara lain:
antara lain:
Sebagai perangkap kotoran pada cairan logam.Sebagai perangkap kotoran pada cairan logam.
Mencegah kerusakan pada rongga cetakan utama pada saatMencegah kerusakan pada rongga cetakan utama pada saat penuangan.
penuangan.
Mencegah terjadinya pendinginan cepat.Mencegah terjadinya pendinginan cepat.
Mencegah supaya tidak ada gas yang terjebak di dalamMencegah supaya tidak ada gas yang terjebak di dalam rongga cetakan.
rongga cetakan.
Mencegah terjadinya turbulensi cairan logam.Mencegah terjadinya turbulensi cairan logam. 7.
7. BagBagian daian dan Ketn Ketententuan dauan dalam Mlam Meraerancancang Sing Sistestem Salum Saluranran
Gambar 13. Bagian dan Sistem Saluran Cetakan Gambar 13. Bagian dan Sistem Saluran Cetakan Pasir Pasir Su
Sumbmberer: S: S. K. Kalalpapakjkjiaian,n, S.S.R. R. SchSchmimid, d, dadann H. H. MuMusa,sa, Manufacturing Manufacturing Engineering
Engineering and and TechnologyTechnology. 6th e. 6th ed.d. in SI in SI units., Punits., Prentirentice Hallce Hall,, Singapore, 2009, p. 263
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
0
0
Pouring basin Pouring basin (( pouring cu pouring cupp).). Pouring basin
Pouring basin (( pouring pouring cupcup) terletak di atas) terletak di atas downsprue/spruedownsprue/sprue pada pada cope
cope cetakan.cetakan. Pouring basinPouring basin didesain berbentuk seperti cawan dandidesain berbentuk seperti cawan dan digunakan sebagai lubang penuangan. Fungsi daripada
digunakan sebagai lubang penuangan. Fungsi daripada pouring pouring basinbasin adalah mengurangi percikan dan turbulensi cairan logam, serta adalah mengurangi percikan dan turbulensi cairan logam, serta memastikan logam cair yang masuk ke
memastikan logam cair yang masuk ke spruesprue tidak terputus pada saattidak terputus pada saat penuangan.
penuangan. Selama Selama penuangan penuangan logam logam cair cair dilakukan dilakukan secara secara teratur teratur padapada pouring
pouring basinbasin,, drossdross (campuran antara oksida dan logam) akan(campuran antara oksida dan logam) akan mengapung dan tidak akan masuk ke rongga cetakan. Diameter
mengapung dan tidak akan masuk ke rongga cetakan. Diameter pouring pouring basin/cup
basin/cupsebaiknya tiga kali ukuran diametersebaiknya tiga kali ukuran diameter spruesprue..
Sprue. Sprue.
Downsprue
Downsprueatauatauspruesprueadalah saluran masuk vertikal yang berbentukadalah saluran masuk vertikal yang berbentuk tirus di mana cairan logam akan turun mengalirinya. Bentuk tirus dari tirus di mana cairan logam akan turun mengalirinya. Bentuk tirus dari sprue
sprue didesain agar cairan logam selalu mengalir melewati dindingdidesain agar cairan logam selalu mengalir melewati dinding spruesprue ((choked choked ), sehingga tidak ada celah bagi udara untuk ikut masuk dan), sehingga tidak ada celah bagi udara untuk ikut masuk dan terjebak ke dalam rongga cetakan maupun cairan logam. Tujuan terjebak ke dalam rongga cetakan maupun cairan logam. Tujuan merancang
merancang spruesprue supaya aliran logam cair mencapai kecepatan yangsupaya aliran logam cair mencapai kecepatan yang diperlukan. Selain itu dapat mencegah pembentukan
diperlukan. Selain itu dapat mencegah pembentukan drossdross yang berlebih.yang berlebih. Sprue
Sprue juga juga dapat dapat berfungsi berfungsi sebagaisebagai riser riser untuk pengecoran-pengecoranuntuk pengecoran-pengecoran kecil. Aliran cepat yang menyebabkan turbulensi harus dihindari, namun kecil. Aliran cepat yang menyebabkan turbulensi harus dihindari, namun pengisian
pengisian cetakan cetakan yang yang lebih lebih cepat cepat dari dari waktu waktu pembekuan pembekuan jugajuga dibutuhkan. Diameter
dibutuhkan. Diameter spruespruesebaiknya jangan terlalu besar.sebaiknya jangan terlalu besar.
Runner. Runner. Runner
Runner merupakan saluran horizontal yang membawa cairan darimerupakan saluran horizontal yang membawa cairan dari downsprue
downsprue menujumenuju gategate dan rongga cetakan.dan rongga cetakan. Runner Runner menghubungkanmenghubungkan downsprue
downsprue dengandengan gategate. Posisi yang paling efektif adalah meletakkan. Posisi yang paling efektif adalah meletakkan runner
runner pada pada bagianbagian copecope cetakan. Pengecoran padacetakan. Pengecoran pada part part sederhana dapatsederhana dapat menggunakan satu
menggunakan satu runner runner saja. Namun, pengecoran padasaja. Namun, pengecoran pada part part yangyang kompleks dapat menggunakan sistem
kompleks dapat menggunakan sistem runner runner ganda.ganda. Runner Runner juga berfungsi juga berfungsi sebagai penahan
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
1
1
padapada permukaan permukaan logam, logam, sehingga sehingga mencegahmencegah drossdross masuk ke ronggamasuk ke rongga cetakan.
cetakan.
Riser. Riser. Riser
Riser atauatau feeder feeder menurut letak penempatannya terdiri dari dua jenis,menurut letak penempatannya terdiri dari dua jenis, yaitu
yaitu open riser open riser dandan blind riser blind riser .. Open riser Open riser terletak dipermukaan cetakan.terletak dipermukaan cetakan. Riser
Riser jenis jenis ini memiliki ini memiliki dua fungsi. dua fungsi. Pertama sebagai Pertama sebagai tempat penyimpanantempat penyimpanan (reservoir) cairan logam untuk menyuplai cairan logam tambahan pada (reservoir) cairan logam untuk menyuplai cairan logam tambahan pada saat terjadi penyusutan (
saat terjadi penyusutan (shrinkageshrinkage) selama proses pembekuan) selama proses pembekuan ((solidificationsolidification). Kedua sebagai indikator apabila rongga cetakan penuh.). Kedua sebagai indikator apabila rongga cetakan penuh. Sedangkan jenis
Sedangkan jenis riser riser yang berada di dalam cetakan atau dikenal sebagaiyang berada di dalam cetakan atau dikenal sebagai blind riser
blind riser hanya berfungsi sebagai reservoir saja.hanya berfungsi sebagai reservoir saja. Riser Riser sebagai reservoirsebagai reservoir dapat mencegah terjadinya
dapat mencegah terjadinya porosity porosity pada pada hasil hasil pengecoran. Namun,pengecoran. Namun, blindblind riser
riser merupakan fitur desain yang lebih baik dan mampu menjaga panasmerupakan fitur desain yang lebih baik dan mampu menjaga panas lebih lama daripada
lebih lama daripada open riser open riser .. Aturan dasar perancangan
Aturan dasar perancangan riserriser:: 1.
1. Riser Riser harus tidak membeku sebelum coran utama. Aturan iniharus tidak membeku sebelum coran utama. Aturan ini biasanya
biasanya terpenuhi terpenuhi dengan dengan menghindari menghindari penggunaanpenggunaan riser riser berukuran
berukuran kecil kecil dan dan memakaimemakai riser riser silinder dengan rasio yangsilinder dengan rasio yang kecil antara tinggi terhadap penampang.
kecil antara tinggi terhadap penampang. Riser Riser bola bola merupakanmerupakan bentuk
bentuk riser riser yang paling efektif, namunyang paling efektif, namun riser riser bola bola sulit sulit untukuntuk dikerjakan.
dikerjakan. 2
2.. VVoolluummee riser riser harus cukup besar untuk menyediakan sejumlahharus cukup besar untuk menyediakan sejumlah logam cair yang cukup guna mengganti penyusutan pada coran. logam cair yang cukup guna mengganti penyusutan pada coran. 3.
3. PertPertememuauan an antntarara ca cororan an dadann riser riser sebaiknya tidak menghasilkansebaiknya tidak menghasilkan lokasi yang panas di mana penyusutan
lokasi yang panas di mana penyusutan porosity porositydapat terjadi.dapat terjadi. 4.
4. Riser Riser harus ditempatkan sedemikian rupa sehingga cairan logamharus ditempatkan sedemikian rupa sehingga cairan logam dapat disalurkan menuju lokasi di mana paling diperlukan.
dapat disalurkan menuju lokasi di mana paling diperlukan. 5
5.. PPoossiissii riser riser harus cukup tekanan untuk menggerakkan cairanharus cukup tekanan untuk menggerakkan cairan logam ke dalam lokasi cetakan di mana itu diperlukan. logam ke dalam lokasi cetakan di mana itu diperlukan.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
2
2
Pemakaian
Pemakaian riser riser berguna untuk logam yang memiliki berat j berguna untuk logam yang memiliki berat j enisenis tinggi seperti baja dan besi
tinggi seperti baja dan besi tuang.tuang. 6
6.. TTeekkaannaan n ddaarrii riser riser dapat menekan pembentukan rongga dandapat menekan pembentukan rongga dan mendorong rongga terisi sempurna.
mendorong rongga terisi sempurna. 7.
7. LLogogaam ym yanang mg menengigisisi riser riser harus panas untuk mengoptimalkanharus panas untuk mengoptimalkan logam pengisi berdasarkan pembekuan terarah.
logam pengisi berdasarkan pembekuan terarah.
Gate. Gate. Gate
Gate merupakan bagian yang menghubungkanmerupakan bagian yang menghubungkan runner runner dan ronggadan rongga cetakan. Berikut adalah pertimbangan dalam
cetakan. Berikut adalah pertimbangan dalam merancangmerancang gategate:: 1
1.. MMuullttiippeell gategate lebih baik digunakan untuk coran berukuran besar.lebih baik digunakan untuk coran berukuran besar. Multipel
Multipel gategate memiliki keunggulan untuk memperbolehkanmemiliki keunggulan untuk memperbolehkan penuangan pada suhu yang lebih rendah. Selain itu, multipel
penuangan pada suhu yang lebih rendah. Selain itu, multipel gategate juga juga mengurangi gradien penurunan suhu pengecoran. Hal ini karena mengurangi gradien penurunan suhu pengecoran. Hal ini karena jumlah
jumlah gategate yang banyak dapat mempercepat pengisian ronggayang banyak dapat mempercepat pengisian rongga cetakan serta mencegah
cetakan serta mencegah cold shot dancold shot danmisrun..misrun 2.
2. Gate Gate sebaiknya diletakkan pada bagian yang tebal cari coran.sebaiknya diletakkan pada bagian yang tebal cari coran. 3.
3. Gate Gate paling paling efektif efektif berada berada padapada dragdrag cetakan, dan diletakkancetakan, dan diletakkan menyudut berlawanan arah dengan aliran logam pada
menyudut berlawanan arah dengan aliran logam pada runner runner .. 4
4.. PePerrtetemumuan an anantatarraa gategate dan rongga cetakan sebaiknya dibuatdan rongga cetakan sebaiknya dibuat fillet fillet .. Penggunaan
Penggunaan fillet fillet dapat mengurangi turbulensi.dapat mengurangi turbulensi. 5
5.. PaPannjajang ng miminnimimalalgategatesebaiknya 3-5 kali diametersebaiknya 3-5 kali diameter gategate.. 6
6.. PPeennaammppaanngg gategate sebaiknya cukup besar untuk bisa mengisi ronggasebaiknya cukup besar untuk bisa mengisi rongga cetakan, namun juga lebih kecil daripada penampang
cetakan, namun juga lebih kecil daripada penampang runner runner .. 7.
7. Gate Gate yang melengkung sebaiknya dihindari. Namun bilayang melengkung sebaiknya dihindari. Namun bila gategate melengkung diperlukan, buatlah dan letakkan sedikit bagian
melengkung diperlukan, buatlah dan letakkan sedikit bagian gategateyangyang lurus dekat dengan rongga cetakan.
lurus dekat dengan rongga cetakan. 8
8.. HiHinndadarri i dedesasainin gategate yang akan memercikkan logam ke dalam ronggayang akan memercikkan logam ke dalam rongga cetakan.
cetakan. 9.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
3
3
1010.. BeBersrsihihkakann gategate, beri perlakuan yang sama seperti pada rongga, beri perlakuan yang sama seperti pada rongga cetakan.
cetakan.
Garis pemisah (Garis pemisah ( parting line parting line).). Garis pemisah atau
Garis pemisah atau parting parting lineline merupakan garis atau bidang yangmerupakan garis atau bidang yang memisahkan
memisahkan copecope dandan dragdrag. Garis pem. Garis pemisah ini sebisah ini sebaiknyaiknyaa berupberupa bidana bidangg datar daripada berupa kontur tertentu. Apabila memungkinkan garis datar daripada berupa kontur tertentu. Apabila memungkinkan garis pemisah
pemisah sebaiknya sebaiknya berada berada di di ujung ujung coran coran daripada daripada di di bidang bidang datar datar padapada tengah coran. Hal ini agar logam cair tidak menekan keluar melalui garis tengah coran. Hal ini agar logam cair tidak menekan keluar melalui garis pemisah
pemisah serta serta tidak tidak terlihat terlihat pada pada garis garis pemisah. pemisah. Penentuan Penentuan garis garis pemisahpemisah sangat penting karena dapat memengaruhi desain cetakan, kemudahan sangat penting karena dapat memengaruhi desain cetakan, kemudahan mencetak, jumlah dan bentuk inti (
mencetak, jumlah dan bentuk inti (corecore) yang dibutuhkan, dan) yang dibutuhkan, dan gatinggating system
system. Pola dengan bagian permukaan yang kritis atau kompleks. Pola dengan bagian permukaan yang kritis atau kompleks sebaiknya diletakkan terbalik atau di bagian bawah, hal ini karena sebaiknya diletakkan terbalik atau di bagian bawah, hal ini karena kemungkinan besar terjadi
kemungkinan besar terjadi porosity porosity berada di bagian atas coran. berada di bagian atas coran.
Ventilasi (vent Ventilasi (vent ).).
Selain sistem penyaluran tidak jarang cetakan pasir dilengkapi Selain sistem penyaluran tidak jarang cetakan pasir dilengkapi dengan lubang ventilasi. Lubang ventilasi berfungsi untuk melepas gas dan dengan lubang ventilasi. Lubang ventilasi berfungsi untuk melepas gas dan udara yang ada di dalam cetakan ketika cairan logam mengalir ke dalam. udara yang ada di dalam cetakan ketika cairan logam mengalir ke dalam. Di samping itu gas dan udara di dalam cetakan juga bisa keluar melalui Di samping itu gas dan udara di dalam cetakan juga bisa keluar melalui pori-pori alami pada din
pori-pori alami pada dinding cetakan pasir tersebut.ding cetakan pasir tersebut. 8.
8. LaLangngkakah Kerh Kerja Pja Penuenuanangagan Ben Besi Tusi Tuanangg
Proses peleburan.Proses peleburan.
Bahan baku peleburan berupa
Bahan baku peleburan berupa scrapscrap dimasukkan ke dapur induksi,dimasukkan ke dapur induksi, kemudian dapur induksi tersebut dinyalakan. Peleburan logam untuk kemudian dapur induksi tersebut dinyalakan. Peleburan logam untuk penuangan
penuangan pertama pertama diawali diawali dengan dengan proses proses pemanasan pemanasan dapur dapur induksiinduksi selama 3-4
selama 3-4 jam. Pemanasan di jam. Pemanasan di dalam dapur dalam dapur juga bisa ditambjuga bisa ditambahah dengandengan menggunakan bara api pembakaran tempurung kelapa, untuk mempercepat menggunakan bara api pembakaran tempurung kelapa, untuk mempercepat proses pemanasan.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
4
4
Proses penuangan kedua dan selanjutnya, cairan logam pada dapurProses penuangan kedua dan selanjutnya, cairan logam pada dapur induksi saat proses peleburan dan penuangan yang pertama atau induksi saat proses peleburan dan penuangan yang pertama atau sebelumnya harus disisakan sekitar 15-20 kg. Hal ini dilakukan sebagai sebelumnya harus disisakan sekitar 15-20 kg. Hal ini dilakukan sebagai preheating
preheating, sehingga pemanasan dapat dicapai selama 45-60 menit , sehingga pemanasan dapat dicapai selama 45-60 menit saja.saja.
Proses pengukuran suhu cairan logam.Proses pengukuran suhu cairan logam. Suhu penuangan pada
Suhu penuangan pada gray cast irongray cast iron antara 1380-1450 °C,antara 1380-1450 °C, sedangkan untuk
sedangkan untuk ductile cast ironductile cast iron antara 1455-1570 °C. Suhu penuanganantara 1455-1570 °C. Suhu penuangan diukur dengan menggunakan
diukur dengan menggunakan thermocouplethermocouple. Sampel cairan logam dituang. Sampel cairan logam dituang ke dalam cawan ukur, lalu kurva suhu penuangan dan suhu pendinginan ke dalam cawan ukur, lalu kurva suhu penuangan dan suhu pendinginan dapat dibaca oleh operator pada layar komputer. Apabila cairan logam siap dapat dibaca oleh operator pada layar komputer. Apabila cairan logam siap untuk dituang, pada layar akan menunjukkan tanda bahwa cairan siap untuk dituang, pada layar akan menunjukkan tanda bahwa cairan siap untuk dituang.
untuk dituang.
Proses pengikatan kotoran pada cairan logam.Proses pengikatan kotoran pada cairan logam. Setelah suhu penuangan siap,
Setelah suhu penuangan siap, flux flux dimasukkan ke cairan logamdimasukkan ke cairan logam menggunakan pencedok atau sekop.
menggunakan pencedok atau sekop. SlagSlag yang terbentuk kemudianyang terbentuk kemudian diangkat dari dalam dapur. Cairan logam dalam dapur lalu dituang ke diangkat dari dalam dapur. Cairan logam dalam dapur lalu dituang ke dalam
dalam crane ladlecrane ladle. Sebelum digunakan, syarat. Sebelum digunakan, syarat crane ladlecrane ladle juga juga harusharus dalam keadaan panas. Pemanasan pada
dalam keadaan panas. Pemanasan pada crane ladlecrane ladledilakukan dengan kayudilakukan dengan kayu yang dibakar dan dimasukkan ke dalam
yang dibakar dan dimasukkan ke dalam crane ladlecrane ladle. Hal tersebut. Hal tersebut dilakukan agar suhu cairan logam tidak turun dengan cepat.
dilakukan agar suhu cairan logam tidak turun dengan cepat. Cairan logam yang telah dituang ke dalam
Cairan logam yang telah dituang ke dalam crane ladlecrane ladle kemudiankemudian diberi
diberi flux flux lagi. Pembentukanlagi. Pembentukan slagslag pada pada permukaan permukaan cairan cairan logam logam dapatdapat dimanfaatkan sebagai lapisan penahan suhu cairan logam dan filter pada dimanfaatkan sebagai lapisan penahan suhu cairan logam dan filter pada saat penuangan.
D
Dii oonnii sisi uus Ys Y.. ©
©YYk k 20201313
2
2
5
5
Proses penuangan logam cair.Proses penuangan logam cair.
Bagaimana cara menuang cairan logam akan memengaruhi hasil dan Bagaimana cara menuang cairan logam akan memengaruhi hasil dan kualitas coran. Cara penuangan yang tidak tepat dapat menyebabkan kualitas coran. Cara penuangan yang tidak tepat dapat menyebabkan kecelakaan kerja bagi penuang itu sendiri. Beberapa teknik dasar dalam kecelakaan kerja bagi penuang itu sendiri. Beberapa teknik dasar dalam penuangan antara lain sebag
penuangan antara lain sebagai berikut:ai berikut:
Penuang harus dalam keadaan tenang.Penuang harus dalam keadaan tenang.
Gunakan perlengkapan keselamatan kerja sesuai standar.Gunakan perlengkapan keselamatan kerja sesuai standar.
Jangan menuang cairan logam yang terlalu beratJangan menuang cairan logam yang terlalu berat
menggunakan tangan atau secara manual. Saran menggunakan tangan atau secara manual. Saran penggunaan
penggunaan untukuntuk ladleladle satu orang maksimal 18 kg,satu orang maksimal 18 kg, ladleladle dua orang maksimal 90 kg dan apabila lebih dapat dua orang maksimal 90 kg dan apabila lebih dapat menggunakan
menggunakancrane ladlecrane ladle..
Ketika menuang denganKetika menuang dengan ladleladle satu orang, tahan pemegangsatu orang, tahan pemegang
cawan menggunakan lutut. Posisi salah satu tangan berada cawan menggunakan lutut. Posisi salah satu tangan berada sedekat mungkin dengan
sedekat mungkin dengan ladleladle, sehingga mudah untuk, sehingga mudah untuk mengendalikan
mengendalikanladleladle..
KetKetikaika menmenuanuang deg dengangann ladleladle dua orang, pastikan untukdua orang, pastikan untuk
tetap kompak antara kedua penuang. tetap kompak antara kedua penuang.
Pada cetakan berukuran besar dapat dilakukan penuanganPada cetakan berukuran besar dapat dilakukan penuangan
secara bersamaan dengan dua
secara bersamaan dengan dua ladleladle atau lebih. Tentu sajaatau lebih. Tentu saja jumlah
jumlah pembuatanpembuatan pouring pouring cupcup juga juga disesuaikan disesuaikan dengandengan jumlah penuangan yang diinginkan. Selain itu
jumlah penuangan yang diinginkan. Selain itu gating systemgating system juga harus menyesuaikan pola p
juga harus menyesuaikan pola penuangan tersebut.enuangan tersebut.
Penuangan pada cetakan dalam jumlah banyak dilakukanPenuangan pada cetakan dalam jumlah banyak dilakukan
berurutan dari ujung
berurutan dari ujung satu hingga ujung satu hingga ujung lain. Selain lain. Selain itu, paraitu, para penuang juga harus saling men
penuang juga harus saling menyokong (yokong (back upback up).).
Gunakan cawan atau tangkai yang kuat sebagaiGunakan cawan atau tangkai yang kuat sebagai ladleladle..
Jaga kebersihan area penuangan dan sediakan cukup ruangJaga kebersihan area penuangan dan sediakan cukup ruang
untuk pijakan serta pergerakan tubuh. untuk pijakan serta pergerakan tubuh.