1
Mahasiswa Jurusan Teknik Elektro UNDIP 2Dosen Jurusan Teknik Elektro UNDIP
MAKALAH SEMINAR KERJA PRAKTEK
AUTOMATIC LOOP CONTROL PADA CANTILEVER INTERMEDIATE MILL Dinas Perawatan Listrik Pabrik Batang Kawat ( Wire Rod Mill )
PT. Krakatau Steel Cilegon Dwi Afiat Abrianto1, Sumardi2
Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Jl. Prof. Sudharto, Tembalang, Semarang, Indonesia
Abstrak: Cantilever Intermediate Mill adalah salah satu stand di Divisi Wire Rod Mill (WRM) PT. Krakatau Steel Cilegon, yang merupakan stand perantara antara Roughing Mill dengan Finishing Mill. Selain bertugas untuk mereduksi ketebalan batang kawat, stand ini juga bertugas untuk mengontrol tegangan (tension) billet sebelum memasuki Finishing Mill. Stand Cantilever Intermediate Mill ini terdiri dari 4 buah work roll yang disusun horizontal-vertical. Di antara work roll tersebut dipasang loop scanner yang bertugas mengatur ketinggian lengkungan (loop) billet agar tidak terjadi tegangan (tension) yang berlebih. Jika terjadi tegangan (tension) yang melewati batas, batang kawat yang dihasilkan akan mengalami cacat (berdiameter tidak sempurna) sehingga kualitasnya akan menurun. Oleh karena itu, diperlukan suatu sistem otomatis untuk menjaga keseimbangan ketinggian lengkungan (loop) billet saat melewati work roll. yang disebut automatic loop control. Sebagai kontrolernya digunakan sistem PLC (Programmable Logic Controller) buatan dari ABB (Asea Brown Boveri) tipe MasterPiece 200. Laporan Kerja Praktek ini akan membahas tentang automatic loop control pada Cantilever Intermediate Mill pada proses produksi Pabrik Batang Kawat (Wire Rod Mill) PT. Krakatau Steel Cilegon.
Kata-kunci : Cantilever Intermediate Mill, automatic loop control, Programmable Logic Controller (PLC).
PT. Krakatau Steel merupakan perusahaan yang bergerak dalam bidang industri manufaktur yang bergerak dalam bidang pengecoran baja. PT. Krakatau Steel sudah banyak menghasilkan produk seperti: kawat baja, baja profil, plat baja maupun beja beton.
Pada Pabrik Batang Kawat (Wire Rod Mill) keutuhan diameter dari batang kawat yang dihasilkan merupakan hal yang penting. Cantilever Intermediate Mill merupakan salah satu stand yang terdapat di Divisi Wire Rod Mill, yang digunakan untuk menentukan keutuhan diameter batang kawat baja. Pada stand tersebut, terdapat sistem pengontrol lengkungan (loop) billet yang disebut automatic loop control, yang digunakan untuk mengatur kecepatan motor work roll agar tidak terjadi tegangan (tension) pada billet.
TUJUAN
Makalah Kerja Praktek ini bertujuan untuk mengetahui sistem automatic loop scanner secara umum pada Pabrik Batang Kawat (Wire Rod Mill) PT. Krakatau Steel Cilegon.
BATASAN MASALAH
Dalam makalah kerja praktek ini, dibahas hal-hal yang bersifat umum yang menyangkut tentang sistem automatic loop scanner pada Cantilever Intermediate Mill di Divisi Wire Rod Mill (WRM) PT. Krakatau Steel Cilegon.
DASAR TEORI
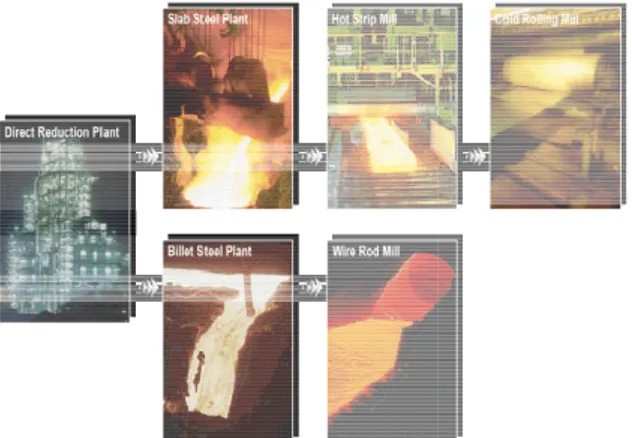
Unit Produksi PT.Krakatau Steel Cilegon PT. Krakatau Steel merupakan industri baja terbesar di Indonesia. Perusahaan yang didirikan pada tanggal 31 Agustus 1970 ini mempunyai fasilitas produksi mencakup 6 pabrik utama, yaitu Pabrik Besi Spons (Direct Reduction Plant), Pabrik Slab Baja (Slab Steel Plant), Pabrik Billet Baja (Billet Steel Plant), Pabrik Baja Lembaran Panas (Hot Strip Mill), Pabrik Baja Lembaran Dingin (Cold Rolling Mill), dan Pabrik Baja Batang Kawat (Wire Rod Mill).
Gambar 1. Proses Produksi PT.Krakatau Steel
Wire Rod Mill (WRM)
Pada Divisi WRM, untuk menghasilkan produk-produknya digunakan bahan baku berupa baja billet dengan ukuran penampang
130x130 mm sampai 180x180 mm dan panjang 9 m.
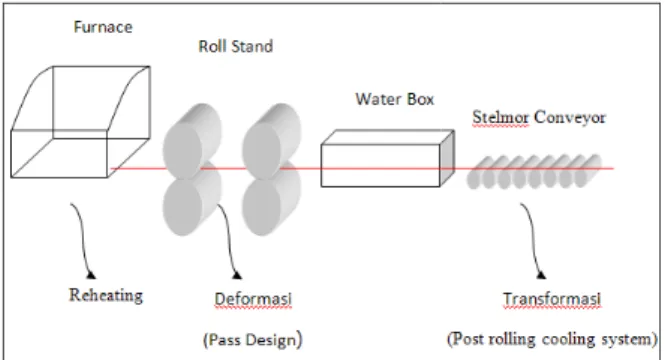
Proses utama produksi
batang kawat baja dibagi menjadi 3 tahap, yaitu reheating, deformasi dan transformasi
1) Tahap Reheating (pemanasan)
Pada tahap ini, billet dipanaskan dalam furnace dengan suhu mencapai 1
1200o C sesuai dengan grade
masing billet. Pengaturan dan pengawasan temperatur ini dilakukan pada
2) Tahap Deformasi
Setelah dipanaskan, billet akan mengalami proses deformasi atau pembentukan yaitu billet akan direduksi dari ukuran
awal square 130x130 mm atau
menjadi batang kawat dengan diameter 5.5 20 mm round. Proses reduksi ini terjadi pada 6 stand dengan tingkat reduksi yang berbeda beda. Stand-stand tersebut antara lain yaitu: a. Pre-roughing mill
Pre-roughing mill terdiri dari 4 horizontal-vertical stand, yang berfungsi untuk mereduksi billet
180x180 mm menjadi
dengan ukuran 105x105 mm. Untuk penggunaan billet dengan penampang 130x130 mm, 2 stand
digunakan (dummy). b. Roughing mill
Roughing Mill terdiri dari 8 horizontal stand ex Schl Jerman, dimana 4 stand terbuka sedangkan 4 stand tipe tertutup. Stand R
masing-masing digerakkan oleh motor DC berfungsi untuk mereduksi transfer bar dari Pre-Roughing
105 x 105 mm menjadi
Proses Produksi PT.Krakatau Steel
M, untuk menghasilkan produknya digunakan bahan baku berupa penampang square 130x130 mm sampai 180x180 mm dan panjang 9 Proses utama produksi billet menjadi dibagi menjadi 3 tahap, yaitu , deformasi dan transformasi.
(pemanasan)
dipanaskan dalam furnace dengan suhu mencapai 1150o C – grade dari masing-Pengaturan dan pengawasan temperatur ini dilakukan pada Pulpit 1.
akan mengalami au pembentukan yaitu ukuran penampang atau 180x180 mm menjadi batang kawat dengan diameter
5.5-Proses reduksi ini terjadi pada dengan tingkat reduksi yang
berbeda-tersebut antara lain yaitu: terdiri dari 4
, yang berfungsi berpenampang mm menjadi transfer bar dengan ukuran 105x105 mm. Untuk dengan penampang stand pertama tidak
terdiri dari 8 two-high ex Schloeman-Siemag stand pertama tipe stand berikutnya Stand Roughing yang masing digerakkan oleh motor DC berfungsi untuk mereduksi transfer dengan ukuran 105 x 105 mm menjadi bar dengan
ukuran 43 x 43 mm yang selanjutnya merupakan input untuk
Mill.
c. Intermediate mill
Dua stand pertama dari Mill adalah two
tipe close housing Siemag Jerman.
d. Cantilever intermediate mill Empat stand
Intermediate Mill
dari tipe horizontal stand horizontal-vertical (cartridge) Danieli Morgardshammar e. Pre-finishing blo
Pre-finishing block
twist) yang berfungsi untuk
mereduksi bar dari terdiri dari 2 set roll yang terpasang dengan su mill line di mana setiap
tegak lurus membentuk sudut 90 dengan set roll
pengaturan seperti kondisi no-twist
horizontal-vertical stand f. Finishing bloc
No-Twist Finishing block 10 set roll tungsten carbide berfungsi untuk mereduksi bar menjadi produk akhir. Seperti Finishing, setiap
dengan sudut 45
saling tegak lurus membentuk sudut 90o dengan set roll
Gambar 2. Proses pembuatan batang kawat 3) Tahap Transformasi
Tahap transformasi merupakan pengaturan perubahan struktur dari struktur austenit
ferrit/perlit yang nantinya akan
menentukan sifat mekanis dari batang kawat dilakukan dengan pendinginan ukuran 43 x 43 mm yang selanjutnya merupakan input untuk Intermediate
ntermediate mill
pertama dari Intermediate two-high horizontal stand close housing dari Schloeman-Siemag Jerman.
antilever intermediate mill
stand berikutnya di
Intermediate Mill telah dimodernisasi horizontal stand mejadi tipe vertical (cartridge) dari Morgardshammar Swedia. finishing block mill
inishing block (tipe V mill/No-) yang berfungsi untuk mereduksi bar dari Intermediate,
set roll tungsten carbide yang terpasang dengan sudut 45o pada mana setiap set roll saling tegak lurus membentuk sudut 90o set roll sebelumnya. Dengan pengaturan seperti ini, diperoleh twist seperti konfigurasi vertical stand.
ck mill
Finishing block terdiri dari set roll tungsten carbide yang berfungsi untuk mereduksi bar menjadi produk akhir. Seperti
Pre-, setiap set roll terpasang dengan sudut 45o pada mill line dan saling tegak lurus membentuk sudut
set roll sebelumnya.
Gambar 2. Proses pembuatan batang kawat ransformasi
transformasi merupakan pengaturan perubahan struktur dari austenit menjadi struktur /perlit yang nantinya akan menentukan sifat mekanis dari batang kawat dilakukan dengan pendinginan
yang terencana (post rolling cooling system di stelmor conveyor. Post rolling cooling system juga mencakup pengaturan
pengaturan besar butir aust
bertransformasi dengan mengatur pendingin air di water box setelah bar
stand terakhir.
Gambar 2. Gambaran umum proses produksi Pabrik Batang Kawat
Cantilever Intermediate Mill
Cantilever intermediate mill merupakan salah satu bagian penting pada proses produksi di Pabrik Batang Kawat (Wire Rod Mill).
intermediate mill memiliki 4 stand yaitu H14, V15, H16, dan V17. Stand
untuk menentukan keutuhan diameter batang kawat baja yang akan dihasilkan. Pada stand
4 buah Up Looper untuk mendapatkan kondisi minimum tegangan (tension) dengan membentuk vertical loop melalui control scanner
masing stand. Setelah adanya tim untuk stand 1 dirubah menjadi sedangkan untuk stand 2, 3, dan 4 di
roll yang bertujuan untuk meredam
Gambar 4. Cantilever intermediate mill
AUTOMATIC LOOP CONTROL
Automatic loop control ini bekerja berdasar pada pengukuran otomatis dari pertambahan panjang material (billet) yang terjadi pada celah di antara 2 buah roll.
post rolling cooling system) Post rolling cooling juga mencakup pengaturan scale dan austenit sebelum bertransformasi dengan mengatur pendingin keluar dari roll
Gambar 2. Gambaran umum proses produksi Pabrik Batang Kawat
merupakan salah satu bagian penting pada proses produksi di Pabrik Mill). Cantilever stand H-V (catridge) tand ini bertugas menentukan keutuhan diameter batang kawat stand ini, terdapat untuk mendapatkan kondisi ) dengan membentuk control scanner di masing-. Setelah adanya tim improvement
1 dirubah menjadi side looper, gkan untuk stand 2, 3, dan 4 ditambah 1 yang bertujuan untuk meredam buckle.
Cantilever intermediate mill
ini bekerja berdasar pada pengukuran otomatis dari pertambahan ) yang terjadi pada celah di
Gambar 5. Vertical loop control
Sistem kontrol ini mengevaluasi/mengawasi besarnya posisi yang diukur dan koreksi kecepatan (
yang timbul selama billet
buah roll tersebut. Koreksi kecepatan ini digunakan untuk menginisialisasi besar yang akan ditetapkan dan variasi dalam proses penggilingan. Tinggi posisi
sesuai dengan perhitungan yang tepat agar diperoleh pertambahan panjang yang konstan serta tidak merusak kualitas dari kawat yang merupakan hasil akhir produksi.
Selain merekam data posisi terjadi sepanjang billet
tersebut, kontrol loop otomatis ini juga berguna untuk mendeteksi kerusakan di dalam mengatur mekanik dari penggilingan, kerusakan pada billet, dan suhu billet. Semua ini berguna agar terciptanya penggilingan yang aman dan efektif. Bagian-Bagian Sistem
Automatic loop komponen utama yaitu : 1) Loop scanner QGLF 111
Scanner ini merupakan didesain khusus sebagai untuk mengontrol
pengerolan panas baik berupa kawat, batang dan material sejenis.
dapat diguakan pada material yang bersuhu tinggi. Sehingga selain digunakan untuk mengamati posisi,
mengukur suhu material.
Gambar 6. Loop scanner QGLF 111 Berikut adalah tabel spesifikasi dari scanner QGLF 111.
Vertical loop control Sistem kontrol ini mengevaluasi/mengawasi besarnya posisi yang kecepatan (speed correction) billet melintas di antara 2 tersebut. Koreksi kecepatan ini digunakan untuk menginisialisasi besar error yang akan ditetapkan dan variasi dalam proses penggilingan. Tinggi posisi loop ini diatur uai dengan perhitungan yang tepat agar diperoleh pertambahan panjang yang konstan serta tidak merusak kualitas dari kawat yang merupakan hasil akhir produksi.
Selain merekam data posisi loop yang billet melewati scanner otomatis ini juga berguna untuk mendeteksi kerusakan di dalam mengatur mekanik dari penggilingan, kerusakan pada . Semua ini berguna agar terciptanya penggilingan yang aman dan efektif.
Automatic loop control ini terdiri dari 4 komponen utama yaitu :
QGLF 111
ini merupakan scanner yang didesain khusus sebagai transducer posisi untuk mengontrol loop dalam proses pengerolan panas baik berupa kawat, batang dan material sejenis. Scanner ini dapat diguakan pada material yang bersuhu tinggi. Sehingga selain digunakan untuk mengamati posisi, scanner ini juga dapat mengukur suhu material.
. Loop scanner QGLF 111 Berikut adalah tabel spesifikasi dari loop
Tabel 1. Data teknis scanner
2) PLC MasterPiece 200
PLC buatan dari ABB (Asea Brown Boveri) Swedia ini berperan dalam mengontrol dan mengatur urut-urutan kerja yang harus dilakukan pada proses tersebut baik sebelum, saat terjadi maupun sesudah proses.
didesain berbentuk modular, sehingga penggunanya dapat membangun suatu sistem dengan mengkombinasikan komponen komponen atau susunan modul
seperti modul input-output (I/O), modul Processing Unit (CPU), modul komunikasi, beberapa modul tambahan lainnya seperti modul pulsa.
Gambar 7. PLC ABB MasterPiece 200 3) Modul DSDP 160
Modul DSDP 160 ini berguna untuk menghitung pulsa (pulse counting
pengukuran frekuensi (frequency measured yang diperoleh dari pembacaan
QGLF 111 sehingga dapat terbaca oleh PLC MasterPiece 200.
scanner QGLF 111
PLC buatan dari ABB (Asea Brown Boveri) Swedia ini berperan dalam mengontrol dan urutan kerja yang harus dilakukan pada proses tersebut baik sebelum, proses. PLC ini didesain berbentuk modular, sehingga penggunanya dapat membangun suatu sistem dengan mengkombinasikan komponen-komponen atau susunan modul-modul MP200
(I/O), modul Central , modul komunikasi, dan beberapa modul tambahan lainnya seperti
. PLC ABB MasterPiece 200
Modul DSDP 160 ini berguna untuk pulse counting) dan frequency measured) yang diperoleh dari pembacaan loop scanner dapat terbaca oleh PLC
Gambar 8. Tampak depan DSDP 160 4) MasterAid 220
MasterAid 220 pemrogaman dan p
MasterPiece 200. MasterAid 220 digunakan untuk : • Konfigurasi • Memasukkan • Mencoba program • Melacak kesalahan • Perubahan program • Dokumentasi program
• Mengambil dan menghapus program • Pembacaan nilai dalam sebuah
base
• Mengubah parameter • Mengatasi source code
program)
Gambar 9. MasterAid 220 Sementara untuk
Interface (HMI) sebagai perantara hubungan antara operator dengan peralatan yang ada sistem ini menggunakan
. Tampak depan DSDP 160
MasterAid 220 merupakan alat pemrogaman dan pemeliharaan dari MasterAid 220 digunakan
Memasukkan program Mencoba program
Melacak kesalahan (fault tracing) Perubahan program
Dokumentasi program
Mengambil dan menghapus program Pembacaan nilai dalam sebuah data Mengubah parameter
source code (listing
. MasterAid 220
Sementara untuk Human Machine sebagai perantara hubungan antara operator dengan peralatan yang ada dari
Gambar 10. MasterView 850 Cara Kerja Sistem
Sistem kontrol loop otomatis
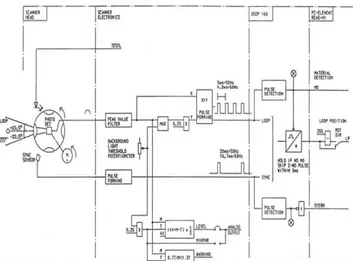
loop control) ini bekerja berdasarkan pada hasil pengukuran dari scanner optik yaitu ABB scanner QGLF 111. Besarnya ketinggian posisi loop hasil scanner ini berupa data digital sehingga lebih mudah dalam pengolahan sistem kontrolnya. Selain untuk mendeteksi ketinggian
scanner ini juga digunakan sebagai pendeteksi material panas (hot metal detector/HMD
Gambar 11. Proses pembacaan QGLF 111
Data yang diperoleh oleh loop scanner akan diolah oleh PLC MasterPiece 200. Data tersebut akan dibandingkan dengan besarnya point ketinggian posisi loop yang telah diatur oleh operator.
Besarnya selisih (error) antara data yang diukur dengan set point ini akan menjadi besarnya nilai koreksi kecepatan motor (speed correction work roll.
. MasterView 850
otomatis (automatic ) ini bekerja berdasarkan pada hasil ik yaitu ABB loop QGLF 111. Besarnya ketinggian posisi ini berupa data digital sehingga lebih mudah dalam pengolahan sistem kontrolnya. ketinggian posisi loop, ini juga digunakan sebagai pendeteksi
/HMD).
. Proses pembacaan loop scanner
loop scanner ini akan diolah oleh PLC MasterPiece 200. Data tersebut akan dibandingkan dengan besarnya set yang telah diatur oleh antara data yang ini akan menjadi besarnya speed correction)
Gambar 12. Prinsip kerja Secara garis besar, proses
loop control ini dibagi menjadi 3 tahap yaitu :
1. Pre-Loop Forming
2. Loop Forming
3. After Loop Forming Pada tahap pertama, yaitu saat kepala billet (roll) dan terdeteksi oleh
terjadi proses downstream cascade control Proses downstream cascade control
proses di mana kecepatan motor penggiling (roll) yang pertama dilewati (saat ini) akan mengontrol koreksi kecepatan penggiling yang akan dilalui oleh billet
dilakukan agar billet yang lewat tidak rusak.
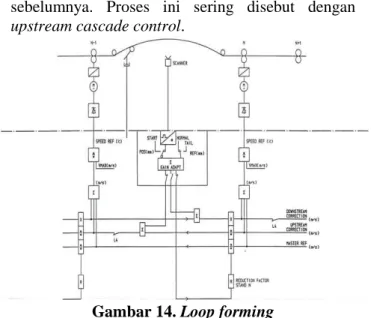
Gambar 13. Pre Ketika kepala (head
ke stand berikutnya (telah digigit oleh kedua roller), maka proses
forming). Persuader Roll
naik-turun, akan mengangkat badan sehingga terjadi proses
ketinggian posisi dari
hingga agar terjadi proses reduksi yang sempurna sehingga memberikan hasil batang kawat yang berkualitas. Koreksi ketinggian dari posisi loop tersebut digunakan untuk mengoreksi kecepatan mo
. Prinsip kerja loop scanner Secara garis besar, proses automatic
ini dibagi menjadi 3 tahap yaitu : Loop Forming
After Loop Forming
Pada tahap pertama, pre-loop forming, billet memasuki penggiling dan terdeteksi oleh scanner, maka saat itu downstream cascade control. downstream cascade control adalah kecepatan motor penggiling yang pertama dilewati (saat ini) akan mengontrol koreksi kecepatan penggiling (roll) billet selanjutnya. Hal ini yang lewat tidak rusak.
Pre-loop forming
head) billet sudah masuk berikutnya (telah digigit oleh kedua ), maka proses loop dimulai (loop Persuader Roll, roller yang bergerak turun, akan mengangkat badan billet sehingga terjadi proses loop. Dalam proses ini, ketinggian posisi dari loop diatur sedemikian hingga agar terjadi proses reduksi yang sempurna sehingga memberikan hasil batang kawat yang berkualitas. Koreksi ketinggian dari tersebut digunakan untuk mengoreksi kecepatan motor penggiling
sebelumnya. Proses ini sering disebut dengan upstream cascade control.
Gambar 14. Loop forming
Dalam proses ini dibutuhkan scanner dengan tingkat pembacaan yang beresolusi tinggi. Jika tidak maka akan terjadi penarikan pada kedua roller yang mengakibatkan tegangan yang tidak diinginkan atau terjadi proses reduksi yang berlebih. Kawat yang dihasilkan akan berdiameter tidak utuh sehingga tidak layak dijual.
Loop scanner QGLF 111 ini bekerja dengan area range ± 22,5º. Jangkauan area transducer dari scanner disebut dengan RANGE. Sedangkan ketinggian posisi loop (Loop Position/LP) yang terhitung dalam range 0-255 ini dikonversi ke dalam satuan milimeter (mm) oleh PLC MasterPiece 200 dengan menggunakan rumus:
di mana
LP = nilai 0-255 dari pembacaan scanner
RANGE (mm) = jarak jangkauan ketinggian scanner mengukur sebuah loop
= 2*DISTANCE(mm)*tan 22,5º 0,83 * DISTANCE
DISTANCE (mm) = jarak scanner dengan billet ELP (mm) = Entry Loop Position parameter, nilai
yang digunakan untuk mengeset posisi loop agar bernilai 0 mm ketika memasuki looper table. Setelah ekor (tail) dari billet terdeteksi oleh scanner, maka persuader roll akan diperintah untuk turun supaya ekor (tail) billet tidak melompat atau tersentak.
Gambar 15. After forming Program Automatic Loop Control
Semua proses kontrol di atas diatur dalam PLC MasterPiece 200 dengan sebuah PC Element yaitu CTRL-H1. Program ini bertujuan untuk mengatur kecepatan motor secara berkesinambungan dalam sebuah proses rolling mill.
Gambar 16. PC Element CTRL-H1 PC Element ini merupakan gabungan dari beberapa fungsi-fungsi dasar seperti fungsi logika, aritmatika, time delay, Set-Reset, On-Reset dan lain-lain. Hal tersebut terlihat seperti pada gambar 17 berikut.
Dengan fungsi ini semua variabel kontrol yang berhubungan dengan automatic loop control dapat dikendalikan. Variabel-variabel tersebut antara lain :
1. Tinggi loop position 2. Jarak scanner ke bar billet 3. Proposional gain
4. Integral gain
5. Maksimum tinggi loop positi diperbolehkan
6. Minimum tinggi loop position diperbolehkan
7. Kecepatan motor
Gambar 18. Display realtime CTRL MasterAid 220
Selain itu fungsi ini juga dilengkapi fungsi alarm apabila tinggi loop position
ketentuan max/min tinggi loop position ditetapkan. Sehingga hampir bisa dikatakan sistem kontrol ini sudah sempurna. Apabila ada gangguan (trouble) kemungkinan besar berasal dari kerusakan hardware.
PENUTUP
Berdasarkan pembahasan disimpulkan beberapa hal sebagai berikut. dalam proses produksi pada Divisi (WRM) terjadi 3 tahapan yaitu (pemanasan), deformasi, dan transformasi.
Kedua, salah satu PLC yang digunakan WRM adalah PLC MasterPiece 200
ABB (Asea Brown Boveri) Swedia
memiliki fitur yang sangat lengkap dan memiliki bentuk yang compact.
Ketiga, automatic loop control
sistem kontrol untuk mengendalikan ketinggian loop position yang berfungsi untuk
terjadinya tarikan atau tegangan berlebihan antara kedua roller
mengakibatkan turunnya kualitas kawat yang dihasilkan seperti tidak utuhnya diameter batang kawat.
Dengan fungsi ini semua variabel kontrol automatic loop control variabel tersebut
bar billet
loop position yang loop position yang
CTRL-H1 pada
Selain itu fungsi ini juga dilengkapi fungsi loop position melebihi batas loop position telah ditetapkan. Sehingga hampir bisa dikatakan sistem kontrol ini sudah sempurna. Apabila ada gangguan ) kemungkinan besar berasal dari kerusakan
kan pembahasan di atas, dapat disimpulkan beberapa hal sebagai berikut. Pertama, alam proses produksi pada Divisi Wire Rod Mill terjadi 3 tahapan yaitu reheating
, deformasi, dan transformasi.
lah satu PLC yang digunakan di MasterPiece 200 buatan dari Swedia. PLC ini memiliki fitur yang sangat lengkap dan memiliki utomatic loop control adalah sistem kontrol untuk mengendalikan ketinggian untuk menghindari tarikan atau tegangan (tension) yang roller yang dapat mengakibatkan turunnya kualitas kawat yang seperti tidak utuhnya diameter batang
Keempat, sistem
Control ini diatur dalam sebuah fungsi PC Element CTRL-H1.
Kelima, Dalam membangun sebuah sistem yang berbasiskan otomasi, perlu diperhatikan dalam penyusunan
software-nya. Dalam konfigurasi
bertujuan untuk memudahkan dalam troubleshooting bila terjadi permasalahan pada sistem. Dalam konfigurasi
untuk memaksimalkan kinerja PLC. Keenam, perawatan (
dalam bidang mekanik maupun listrik dilakukan secara berkala, hal ini untuk menghindari adanya kerusakan
proses produksi serta keamanan dalam bekerja. Beberapa hal yang dapat diperhatikan ialah: Pertama, pada proses
ketinggian loop yang diinginkan ( harus dilakukan secara hati
Kedua, penguasaan teknik perangkat keras (hardware) dan perangkat lunak (software) mutlak diperlukan dan tidak bisa dipisahkan satu sama lain
melakukan perawatan dan perbaikan
bidang tertentu, hal ini akan mempermudah dalam pengecekan kerusakan nantinya
Ketiga, dalam menjalankan kegiatan produksi baik di dalam maupun di luar pabrik sebaiknya SOP yang sudah ada dijalankan agar terjadi proses produksi yang efektif, efisien dan aman (
Keempat, perlu adanya komunik
dan kerjasama yang baik antara teknisi elektro dengan teknisi mesin.
DAFTAR PUSTAKA [1] Purwadi, dkk. Sejarah STEEL. Yogyakarta [2] http://www.abb.com [3] http://www.danielicorp.com/Danieli_Mor gardshammar/danielimorgardshammar.ht m/ [4] http://www.wikipedia.co.id [5] http://www.krakatausteel
[6] Customer Documentation Rolling Mill Motor Krakatau Steel
[7] Manual Book ABB
[8] Manual Book ABB MasterAid 220 [9] Manual Book ABB MasterView 850 gggffs fgs ggh
istem Automatic Loop ini diatur dalam sebuah fungsi PC Dalam membangun sebuah sistem yang berbasiskan otomasi, perlu penyusunan hardware dan nya. Dalam konfigurasi hardware bertujuan untuk memudahkan dalam bila terjadi permasalahan pada Dalam konfigurasi software bertujuan untuk memaksimalkan kinerja PLC.
perawatan (maintenance) baik dalam bidang mekanik maupun listrik perlu secara berkala, hal ini untuk menghindari adanya kerusakan hardware dalam serta keamanan dalam bekerja. Beberapa hal yang dapat diperhatikan
ada proses mengatur yang diinginkan (set point) ecara hati-hati.
enguasaan teknik perangkat ) dan perangkat lunak ) mutlak diperlukan dan tidak bisa dipisahkan satu sama lain sehingga dalam melakukan perawatan dan perbaikan pada bidang tertentu, hal ini akan mempermudah dalam pengecekan kerusakan nantinya.
alam menjalankan kegiatan produksi baik di dalam maupun di luar pabrik sebaiknya SOP yang sudah ada terjadi proses produksi yang efektif, efisien dan aman (safety).
perlu adanya komunikasi dan kerjasama yang baik antara teknisi elektro dengan teknisi mesin.
ejarah PT. KRAKATAU Yogyakarta: Pustaka Raja; 2003. http://www.abb.com/
http://www.danielicorp.com/Danieli_Mor gardshammar/danielimorgardshammar.ht http://www.wikipedia.co.id/
krakatausteel.com/
Customer Documentation Rolling Mill Motor Krakatau Steel
Manual Book ABB MasterPiece 200 Manual Book ABB MasterAid 220 Manual Book ABB MasterView 850
DWI AFIAT ABRIANTO (L2F 006 031). Dilahirkan di Surabaya, 5 Oktober 1987, menempuh pendidikan dasar di SDN Perumnas Banyumanik 14 Semarang, kemudian dilanjutkan di SMPN 21 Semarang. Lulus pada tahun 2003, lalu dilanjutkan di SMAN 4 Semarang. Saat ini masih menjadi Mahasiswa S1 di Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Semarang.
Mengetahui dan Mengesahkan Pembimbing
Sumardi, S.T., M.T. NIP. 132 125 670 Tanggal :