Makalah Seminar Kerja Praktek
PENGENDALIAN
OXYGEN CUTTING
DENGAN PLC PADA PEMOTONGAN
BILLET
BAJA DI PABRIK
BILLET
BAJA PT. KRAKATAU STEEL
Fatkhul Umam[1], Iwan Setiawan, ST, MT[2]
Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro Jln. Prof. Sudharto, Tembalang, Semarang, Indonesia ABSTRAK
Dalam usaha untuk meningkatkan produktifitas dan efisiensi yang tinggi makaperusahaan harus dapat mengefektifkan dan meningkatkan sumber daya yang dimilikinya, sertaharus melakukan pengurangan biaya-biaya yang tidak diperlukan.Untuk dapat meningkatkan produktifitas, efisiensi, efektifitas dari sumber daya yangdimiliki harus didukung oleh sistem informasi yang selalu tersedia, cepat dan tepat untukmengambil kebijakan selanjutnya. Hal ini dapat diatasi dengan adanya PLC (ProgrammableLogic Controller) merupakan salah satu solusi yang sangat tepat untuk memenuhi kebutuhan –kebutuhan efisiensi seperti tersebut diatas, sehingga saat ini PLC merupakan faktor kunci dalamproses efisiensi produksi pada suatu industri yang dapat mengintegrasikan berbagai macamkomponen yang berdiri sendiri menjadi suatu sistem kendali terpadu dan dengan mudah dapatdirenovasi tanpa harus mengganti semua instrumen yang ada. Untuk mengubah suatu sistemyang menggunakan PLC dapat dilakukan hanya dengan mengubah ladder program yang di loaddalam PLC tersebut. Untuk mengubah ladder program PLC digunakan Ladder Support System yang tergantung dari merek dan jenis PLC yang digunakan.
Laporan Kerja Praktek ini menyajikan Sistem Kontrol Oxygen Cutting pada Pemotongan Billet Baja di Pabrik Billet Baja PT. Krakatau Steel Cilegon. Perusahaan ini merupakan suatu industri pembuatan billet baja yang bertaraf internasional. Oxygen Cutting adalah sebuah sistem peralatan yang digunakan untuk memotong billet baja agar sesuai dengan ukuran panjang yang diinginkan dengan menggunakan kombinasi gas alam dan oksigen dengan komposisi tertentu sebagai pemotong. Oxygen Cutting dikendalikan oleh sebuah PLC SIMATIC S5.
Kata kunci : PLC, Billet Baja, Oxygen cutting, Krakatau Steel.
PT. Krakatau Steel Cilegon merupakan perusahaan yang bergerak di bidang pengolahan baja di Indonesia. Dalam perkembangannya terus berusaha meningkatkan produktivitas, efisiensi serta kinerja perusahaan dengan mengutamakan faktor keamanan dan keselamatan kerja bagi karyawan dalam proses kegiatannya, dan juga telah mengaplikasikan teknologi-teknologi tersebut dalam proses kesehariannya.
PT. Krakatau Steel memanfaatkan teknologi berbasis PLC dalam pengendalian sistem atau alat-alat yang digunakan dalam produksinya. Salah satu dari sekian banyak teknologi yang dimanfaatkan adalah penggunaan PLC (Programable Logic Controller). PLC yang digunakan adalah PLC Siemens Simatic yang diproduksi oleh Siemens dan PLC Master Piece yang diproduksi oleh ABB. Salah satu pemanfaatan PLC Simatic yang ada di PT. Krakatau Steel adalah proses pengendalian oxygen cutting pada pemotongan
billet baja, yaitu sebuah sistem peralatan yang digunakan untuk memotong billet baja agar sesuai dengan ukuran panjang yang diinginkan yang
menggunakan kombinasi gas alam dan oksigen dengan komposisi tertentu .
Tujuan
Adapun tujuan kerja praktek yang dilaksanakan di PT. Krakatau Steel Cilegon adalah:
1. Mengetahui dan mempelajari proses oxygen cutting pada pemotongan billet baja
2. Mengetahui penerapan sistem kontrol di industri, khususnya sistem yang menggunakan Programmable Logic Controller (PLC)
3. Memenuhi persyaratan akademis dalam menempuh pendidikan S1 di Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Semarang
Pembatasan Masalah
Pada penyusunan laporan Kerja Praktek ini, penulis menjelaskan tentang sistem kontrol oxygen cutting pada pemotongan billet baja menggunakan PLC SIEMENS SIMATIC S5-115U.
PLC
Programmable logic controller (PLC) merupakan suatu bentuk khusus pengontrol berbasis-mikroprosesor yang memanfaatkan memori yang dapat diprogram untuk menyimpan instruksi-instruksi dan untuk mengimplementasikan fungsi-fungsi semisal logika, pewaktuan (timing), pencacahan (counting) dan aritmatika guna mengontrol mesin-mesin.
Tabel 4.2 Perbandingan sistem kontrol dengan PLC dan konvensional.
No Sistem PLC Sistem Konvensional 1 Wiring relatif sedikit Wiring relatif
kompleks 2 Spare part mudah Spare part sulit 3 Perawatan relatif
mudah dan
membutuhkan waktu yang cepat
Perawatan relatif sulit dan membutuhkan waktu yang lama 4 Pelacakan kesalahan sistem lebih sederhana Pelacakan kesalahan sistem sangat kompleks 5 Konsumsi daya relatif
rendah
Konsumsi daya relatif lebih tenggi
6 Dokumentasi gambar sistem lebih
sederhana dan mudah dimengerti
Dokumentasi gambar sistem lebih rumit dan susah dimengerti 7 Modifikasi sistem
lebih sederhana dan cepat
Modifikasi sistem lebih rumit dan membutuhkan waktu yang lama
Oxygen Cutting
Oxygen cutting berfungsi sebagai alat pemotong billet baja agar sesuai dengan ukuran panjang yang diinginkan. Panjang ukuran billet baja tergantung dari grade yang diinginkan dari produksi. Mesin ini mempunyai dua alat pembakaran (burne) yaitu menggunakan oksigen dan gas alam sebagai bahan bakarnya. Komposisi dari oksigen dan gas alam digunakan untuk memotong billet baja. Dalam pemotongannya oksigen dan gas alam mempunyai tekanan tertentu agar terjadi proses pemotongan. Oksigen mempunyai tekanan antara 14–20 bar dan gas alam bertekanan antara 2–6 bar. Proses pemotongan diilustrasikan pada Gambar 1.
Gambar 1. Proses pemotongan
Campuran dari oksigen dan gas alam digunakan untuk pemanasan awal (preheat ) baja dengan pmbakaran temperatur (berwarna panas merah terang ) tetapi masih dibawah titik cair. Pancaran dari oksigen secara langsung ke daerah preheat. Pemicu ini menyebabkan reaksi kima eksothermik diantara oksigen dan baja yang membentuk oksida besi dan
slag (terak). Pancaran oksigen mengeluarkan slag
yang menyebabkan pancaran menembus sepanjang baja dan bersifat kontinu. Hal ini yang digunakan untuk memotong baja.
Oxygen cutting mempunyai bagian-bagian sebagai berikut:
a) Terminal box machine
Didalam Terminal box machine ini terdapat peralatan mekanik,instrument dan listrik sebagai berikut:
1. Sensor proximity switch inductive
Sensor ini digunakan untuk mendeteksi keberadaan suatu obyek besi atau metal. Proximity switch inductive yang ada di terminal box machine
yaitu:
Proximity home posisition
Sensor yang digunakan untuk mendeteksi posisi semula. dari oxygen cutting
Proximity machine backward slow
Sensor ini digunakan untuk mendeteksi oxygen cutting bergerak kebelakang dengan kecepatan lambat.
Proximity machine forward
Sensor ini digunakan untuk mendeteksi posisi
terminal box machine tidak boleh melebihi batasnay tidak keluar dari jalurnya.
Proximity torch forward
Sensor ini digunakan agar torch bergerak maju kedepan saat pemotongan billet baja
Proximity torch backward
Sensor ini digunakan agar torch bergerak ke posisi semula setelah proses pemotongan selesai.
Proximity torch above roller
Sensor ini digunakan untuk mendeteksi torch cutting tidah boleh memotong diatas roller
sehingga tidak ikut terpotong. 2. Valve bidireksional
Valve bidireksional digunakan untuk mengendalikan preclamping dan clamping
(penjepit). 3. Motor DC
Motor dc ini berfungsi sebagai clutch
(kopling) untuk menggerakan torch (obor) dan mesin penggerak oxygen cutting. Didalam motor dc ini terdapat dua sistem clutch yaitu clutch torch drive dan clutch machine drive. Pada saat
clamping maka clutch torch drive aktif sehingga motor pengerak torch aktif dan digunakan untuk menggerakan torch kearah maju dan mundur pada proses pemotongan. Clutch machine drive aktif jika posisi torch pada keadaan semula atau pemotongan sudah selesai sehingga digunakan
untuk menggerakan oxygen cutting ke posisi semula setelah pemotongan selesai.
b) Terminal box measuring roller
Didalam terminal box ini terdapat incremental encoder yang berfungsi sebagai sensor jarak untuk mendeteksi panjang billet. Agar tidak meleleh maka sensor ini dikopel dengan cakram berbentuk lingkaran yang bersentuhan dengan
billet baja bersuhu 800 0C. panajan keliling cakram sama dengan satu meter panjang billet. c) Terminal box gas control panel
Di box ini terdapat valve bidireksional yang digunakan untuk mengendalikan aliran oksigen dan gas. Valve bidireksional yang terdapat di box ini yaitu:
Valve bidireksional heating O2 Valve bidireksional heating gas
Valve bidireksional cutting O2
Selain itu ada juga emergency stop yang digunakan untuk menghentikan aliran oksigen dan gas sewaktu-waktu pada keadaan darurat.
d) Torch
Troch merupakan pipa obor tempat keluarnya oksigen dan gas alam.
e) Clamping
Clamping digunakan untuk menjepit billet
baja pada saat pemotongan. f) Landasan oxygen cutting
Merupakan landasan bagi oxygen cutting
untuk bergerak maju dan mundur. g) Operation panel
Operation panel digunakan untuk
mengoperasikan mesin oxygen cutting.
SIMATTIC S5
Proses oxygen cutting dikendalikan oleh PLC SIMATIC S5. Berikut ini adalah gambar panel PLC SIMATIC S5 pada oxygen cutting.
Gambar 4. PLC Siemens tipe SIMATIC S5
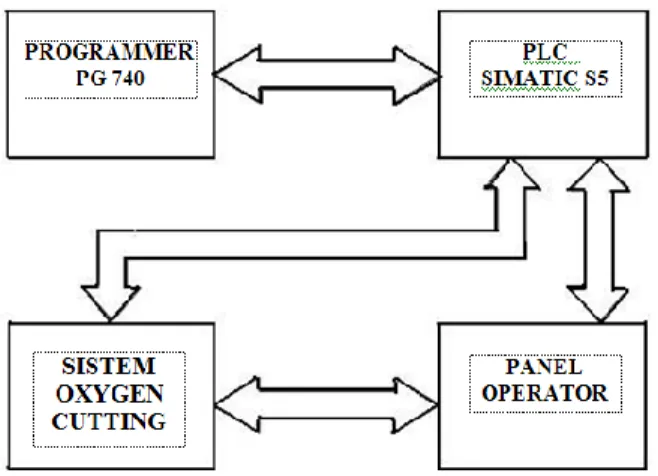
Gambar 5. Diagram blok sistem
Keterangan dari masing-masing blok pada Gambar adalah sebagai berikut:
1. PROGRAMER PG 740
Komputer PG 740 merupakan produk dari siemens yang khusus digunakan untuk PLC SIMATIC S5. PG 740 berfungsi untuk membuat, mengubah dan menyimpan program.
Gambar 6. Programmer PG 740
2. PLC SIMATIC S5
Berfungsi sebagai pengendali plant. Selama prosesnya PLC melakukan operasi membaca data masukan dari perangkat luar via modul input, mengeksekusi program kontrol yang tersimpan di memori PLC dan mengupdate atau memeperbaharui data pada modul input.
3. Panel operator
Panel operator ini berfungsi sebagai antarmuka antara masukan/keluaran dengan PLC. Dengan panel kontrol ini operator dapat mensetting
mode pengoperasian oxygen cutting serta panjang
billet.
4. Sistem oxygen cutting
Merupakan plant yang dikendalikan oleh PLC. Untuk sistem PLC diagram bloknya sebagai berikut.
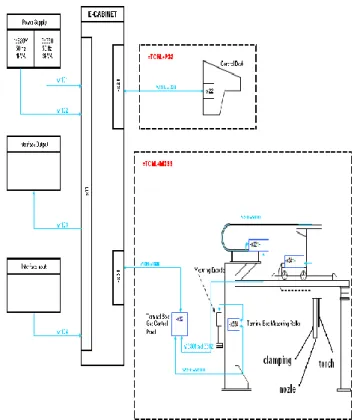
Gambar 7. Diagram blok PLC SIMATIC S5 pada oxygen cutting
Cara Kerja Sistem
Gambar 8. Proses pemotongan bilet baja dengan oxygen cutting.
Pada saat billet baja keluar dari dari
straightener unit maka rolling measurement akan mengukur panjang billet baja jika panjang billet baja kurang dari setengah meter dari setting point maka
CPU
D I G I T A L O U T P U T D I G I T A L I N P U T M C C A C T U A T O R 24/5 v 380/220 Vakan terjadi preclamping yaitu keadaan dimana persiapan clamping terjadi hal ini karena untuk menghindari terjadinya kerusakan pada billet baja. Setelah panjang billet baja sesuai dengan setting point
maka akan terjadi clamping yaitu dimana billet baja dijepit oleh dua batang besi yang menyebabkan motor
oxygen cutting ikut bergerak kedepan karena ditarik oleh billet baja. Pada saat clamping, clutch torch aktif sehingga motor penggerak torch aktif dan sensor
torch forward memerintahkan torch untuk bergerak kedepan sambil memotong billet baja. Kecepatan awal potong billet baja yaitu 50% dari kecepatan settingnya untuk menghindari tidak terpotongnya
billet baja pada bagian tepinya. Setelah terpotong bagian tepi maka kecepatan potongnya sesuai dengan kecepatan settingnya.
Pada saat pemotongan sensor torch above roller aktif untuk mendeteksi keberadaan roller jika
roller terdeteksi maka pemotongan berhenti untuk mencegah terjadinya pemotongan roller. Roller ini digunakan untuk menggerakan billet baja yang keluar dari mesin W/S. Jika sensor torch above roller tidak mendeteksi roller berarti billet baja tidak diatas roller
maka pemotongan akan dilanjutkan kembali. Ketika
torch telah terdeteksi oleh sensor torch backward
berarti pemotongan billet baja telah selesai maka
torch akan kembali keposisi semula dan clamping
akan lepas. Setelah torch pada posisi semula maka
clutch torch mati dan clutch mesin hidup sehingga
oxygen cutting bergerak kebelakang dengan kecepatan lambat setelah terdeteksi oleh sensor proximity machine back slow, oxygen cutting berhenti kekeadaan semula setelah terdeteksi oleh sensor home posisition.
Sensor proximity machine forward digunakan untuk menjaga agar oxygen cutting tidak keluar dari jalurnya. Jika pemotongan belum selesai dan oxygen cutting telah terdeteksi oleh sensor proximity machine forward maka oxygen cutting akan berhenti melakukan pemotongan dan kembali keposisi semula.
Gambar 9. Proses clamping dan cutting
PENUTUP
Berdasarkan hasil kerja praktek di Pabrik Billet Baja PT. Krakatau Steel Cilegon, dapat disimpulkan hal-hal sebagai berikut:
1. Sistem oxygen cutting sangat dibutuhkan dalam mempercepat proses produksi karena mempermudah proses pemotongan billet baja dibandingkan dengan pemotongan konvensional. 2. Pemakaian piranti kontrol sangat signifikan dalam
sebuah industri,khususnya pada sistem oxygen cutting membutuhkan suatu kontroller yang tepat,yaitu Programmable Logic Control (PLC) yang lebih efisien dan mudah dalam menangani sistem yang kompleks dibanding kontrol konvensional.
3. Dengan kontroller menggunakan PLC mempermudah perusahaan dalam mengopersikan alatnya sehingga dapat lebih mengoptimalkan sumber daya manusia yang ada.
Sedangkan hal-hal yang perlu diperhatikan yaitu: adanya perawatan dan perbaikan secara berkala sistem oxygen cutting sehingga tidak menghambat proses produksi.
DAFTAR PUSTAKA
[1] Setiawan, Iwan.2006. PLC dan Teknik Perancangan Sistem
Kontrol. Andi Offset:Yogyakarta.
[2] Manual Book, Continous Casting Machine ( CCM ) , PT. Krakatau Steel – Cilegon.
[3] A. P. Kulkarni, Micro-Controller based Oxy-Fuel Profile
Cutting System. Pwaset vol 30 july 2008 ISSN 1307-6884.
[4] Manual Book .PLC SIMATIC S5.SEMENS
Fatkhul Umam L2F005535
Lahir di Kebumen. Saat ini sedang menempuh pendidikan strata I di Jurusan Teknik Elektro, Fakultas Teknik Universitas Diponegoro Konsentrasi Kontrol.
Mengetahui dan mengesahkan, Dosen Pembimbing
Iwan Setiawan, ST, MT NIP. 197309262000121001 Tanggal:____________