Pembuatan Tangki.pdf
Bebas
110
0
0
Teks penuh
(2) FAKULTAS TEKNIK MESIN. AGENDA DITERIMA PARAF. UNIVERSITAS ISLAM RIAU PEKANBARU. : : :. TUGAS AKHIR PERENCANAAN TANGKI MINYAK MENTAH DENGAN KAPASITAS 350 BARREL DI BAKAU FIELD, SELAT PANJANG NAMA. : PADOHA ARITONANG. NO. INDUK MHS. : 043310026. DOSEN PEMBIMBING I. : Ir.Syawaldi.MSc.. BIDANG STUDI. : Material Teknik. DOSEN PEMBIMBING II. : Dody Yulianto,ST,MT.. Spesifikasi Tugas: -Survey lapangan, perhitungan rancang bangun tangki -Pemilihan jenis matrial yang akan digunakan -Jenis-jenis pengerjaan yang dilakukan, meliputi 1. Perhitungan tebal sheel plate, bottom plate dan roof plate. 2. Perhitungan tekanan yang terjadi pada tangki. 3. Perhitungan pengerolan pada tangki 4. Perhitungan pengelasan pada tangki Diberikan tanggal : Selesai tanggal. April 2010. : Pekanbaru. April 2010. Ketua Jurusan Teknik Mesin. Dosen Pembimbing I. Sehat Abdi S, ST, MT.. Ir.Syawaldi, MSc..
(3) KATA PENGANTAR. Dengan segala kerendahan hati penulis haturkan rasa syukur yang dalam kehadirat Tuhan Yang Maha Esa,yang telah memberikan limpahan rahmat dan karunia-Nya yang berupa kemampuan,kesehatan dan kesempatan sehinga penulis dapat menyelesaikan Tugas Akhir ini dalam rangka melengkapi kurikulum yang sudah ditetapkan dan sekaligus merupakan syarat untuk. mendapatkan gelar. Sarjana pada Jurusan Teknik Mesin Fakultas Teknik di Universitas Islam Riau Adapun judul yang diangkat oleh penulis adalah “Perencanaan Tangki Minyak Mentah Dengan Kapasitas 350 Barrel Di Bakau Field, Selat Panjang”, membahas tentang perencanaan tangki. Dengan menyadari sepenuhnya bahwa dalam tugas akhir ini masih dijumpai kekurangan, sehingga belum mencapai kesempurnaan sebagaimana yang diharapkan. Hal ini tidak terlepas dari keterbatasan kemampuan dan pengalaman penulis. Oleh karena itu dengan segala kerendahan hati, penulis menerima kritik dan saran untuk menuju kearah kesempurnaan Tugas Akhir ini. Pada kesempatan ini penulis ingin menyampaikan penghargaan yang setinggi-tingginya dan ucapan terima kasih yang sebesar-besarnya kepada : 1. Bapak Prof. DR. Ir. H. Sugeng Wiyono, M.MT selaku Dekan Fakultas Teknik Universitas Islam Riau. 2. Bapak Sehat Abdi Saragih, ST. MT dan bapak Dody Yulianto, ST. MT selaku Ketua dan Sekretaris Jurusan Fakultas Teknik Mesin Universitas Islam Riau. 3. Bapak Ir. Syawaldi,MSc selaku Dosen Pembimbing I yang telah banyak memberikan bimbingan dan pengarahan kepada penulis dalam pembuatan Tugas Akhir ini..
(4) 4. Bapak Dody Yulianto, ST,MT selaku Pembimbing II yang telah bersedia meluangkan waktu, tenaga, dan pikiran dalam memberikan bimbingan dan dorongan dalam penyelesaian Tugas Akhir ini. 5. Dosen dan seluruh Karyawan Tata Usaha Fakultas Teknik Universitas Islam Riau. 6. Semua pihak yang telah membantu baik secara langsung maupun tidak langsung. Akhirnya semoga segala bantuan yang telah diberikan kepada penulis adalah amal dan penulis mendoakan semoga Tuhan YME memberkahi dengan pahala yang berlipat ganda.. Pekanbaru, Desember 2010. Penulis.
(5) DAFTAR ISI. ABSTRAK ......................................................................................................... i KATA PENGANTAR ........................................................................................ ii DAFTAR ISI....................................................................................................... iv DAFTAR TABEL............................................................................................... ix DAFTAR GAMBAR .......................................................................................... x DAFTAR NOTASI ............................................................................................. xiii BAB. I. PENDAHULUAN .......................................................................... 1. 1.1. Latar Belakang Masalah ................................................................. 1 1.2. Rumusan Masalah ........................................................................... 2 1.3. Maksud dan Tujuan.......................................................................... 2 1.4. Manfaat............................................................................................. 2 1.5. Ruang Lingkup................................................................................. 3 1.6. Sistematika Penulisan....................................................................... 3 BAB. II LANDASAN TEORI....................................................................... 6 2.1. Pengelasan .......................................................................................... 6 2.1.1 Sifat Mampu Las (Weldability) ................................................. 7 2.1.2 Las Busur Listrik Electroda Terbungkus (SMAW)................... 8 2.1.3 Kawat Las .................................................................................. 10 2.1.3.1 Pemilihan Elektroda ....................................................... 11 2.1.3.2 Klasifikasi elektroda ....................................................... 12 2.1.4 Sambungan Las ......................................................................... 15.
(6) 2.1.5 Prosedur dan Teknik Pengelasan............................................... 20 2.1.5.1 Perencanaan Prosedur Pengelasan.................................. 20 2.1.5.2 Persiapan Pengelasan...................................................... 21 2.1.6 Proses Pengelasan...................................................................... 22 2.1.6.1 Las Ikat (Tack Welding) ................................................. 22 2.1.6.2 Las Temu ........................................................................ 23 2.1.6.3 Las Sudut ........................................................................ 24 2.1.6.4 Cacat Pada Pengelasan ................................................... 26 2.1.7 Kekuatan Sambungan Las ......................................................... 27 2.1.7.1 Kekuatan Statis ............................................................... 27 2.1.7.2 Efisiensi Sambungan ...................................................... 29 2.1.7.4 Perhitungan Kekuatan Sambungan Las.......................... 30 2.1.8 Inspeksi Visual Las.................................................................... 30 2.1.9 Pengujian Pemeriksaan Las ....................................................... 32 2.1.9.1 Peranan dan Tujuan dari Pengujian dan Pemeriksaan 32 2.1.9.2 Jenis Pengujian dan Pemeriksaan .................................... 34 2.2 Tangki Penimbun ............................................................................... 35 2.2.1 Jenis Tangki Penimbun Berdasarkan Letaknya......................... 35 2.2.2 Jenis Tangki Berdasarkan Tekanannya ..................................... 36 BAB. III DASAR-DASAR PERENCANAAN TANGKI ........................... 42 3.1 Pembuatan Badan Tangki................................................................... 42 3.1.1 Shell Plate (Pelat Dinding) ........................................................ 42 3.1.2 Pelat Dasar Tangki (Bottom Plate)............................................ 43.
(7) 3.1.3 Roof Tangk (Atap Tangki)......................................................... 44 3.1.4 Tekanan ..................................................................................... 44 3.2 Proses Pemotongan............................................................................. 47 3.3 Proses Pengerolan............................................................................... 49 3.4 Proses Pengelasan............................................................................... 53 3.4.1 Perhitungan Sambungan Antar Shell......................................... 55 3.4.2 Penyambungan Badan dan Tutup Tangki.................................. 56 3.5 Dasar Pemilihan Bahan ...................................................................... 57 BAB. IV HASIL PERENCANAAN TANGKI ............................................. 58 4.1 Data Umum Perencanaan ................................................................... 58 4.2 Perhitungan shell plate ....................................................................... 59 4.3 Perhitungan Ketebalan Plat Dasar (Bottom & Annular Plate) ........... 61 4.4 Perhitungan Atap ................................................................................ 62 4.4.1 Menentukan Ketebalan roof plate ............................................. 63 4.4.2 Desain Pembebanan................................................................... 63 4.5 Perhitungan Tekanan ........................................................................... 64 4.5.1 Volume Badan Tangki............................................................... 64 4.5.2 Volume Tutup Tangki ............................................................... 64 4.5.3 Tekanan dalam Tangki .............................................................. 65 4.5.4 Beret Muatan Tangki ................................................................. 66 4.5.5 Tegangan Izin Pada Tangki ....................................................... 66 4.5.6 Tegangan Circumferensial ........................................................ 67 4.5.7 Tegangan Lngitudinal................................................................ 68.
(8) 4.6 Proses Pemotongan............................................................................. 69 4.7 Proses Pengerolan............................................................................... 73 4.7.1 Proses Pengerolan Pada Tebal Plat 6 mm ................................. 77 4.7.2 Proses Pengerolan Pada Tebal Plat 8 mm ................................. 90 4.8 Perhitungan Pengelasan................................................................... 104 4.8.1 Perhitungan Las Ikat Sambungan Logitudinal pada shell ...... 104 4.9 Penyambungan Badan dan Tutup Tangki........................................ 108 BAB. V PENUTUP..................................................................................... 110 5.1 Kesimpulan...................................................................................... 110 5.2 Saran ................................................................................................ 114 DAFTAR PUSTAKA ....................................................................................... 116. LAMPIRAN.
(9) DAFTAR TABEL. Tabel 2.1.. Spesifikasi Elektroda Terbungkus Dari Baja Lunak.................... 17. Tabel 2.2.. Spesifikasi Elektroda Terbungkus Untuk Bejana Suhu Rendah Menurut (AWS A5.1 – 64T)........................................................ 18. Tabel 3.1.. Ketebalan Shell Plate ................................................................... 42. Tabel 3.2.. Ketebalan Dasar Tangki............................................................... 43. Tabel 3.3.. Parameter Pemotongan Dengan Gas............................................ 49. Tabel 4.1.. Hasil Perhitungan Desain Tangki. ............................................ 61. Tabel 4.2.. Parameter Pemotongan Dengan Gas............................................ 72. Tabel 4.3.. Hasil Perhitungan Pengerolan Pada Ketebalan 6 mm.................. 90. Tabel 4.4.. Hasil Perhitungan Pengerolan Pada Ketebalan 8 mm................. 103.
(10) DAFTAR GAMBAR. Gambar 1.1. Diagram Sistem Rancangan ........................................................ 5 Gambar 2.1. Las Busur Elektroda Terbungkus ................................................ 8 Gambar 2.2. Pemindahan Logam Cair ............................................................. 9 Gambar 2.3. Elektroda terumpun dan tidak terumpun ..................................... 11 Gambar 2.4. Jenis-jenis sambungan las dasar .................................................. 16 Gambar 2.5. Alur Sambungan Las Tumpul ..................................................... 22 Gambar 2.6. Suatu las temu yang khas ............................................................ 24 Gambar 2.7. Pemotongan melintang las sudut ................................................. 24 Gambar 2.8. Sepotong las-lasan ....................................................................... 25 Gambar 2.9. Diagram lingkaran mohr untuk las sudut .................................... 26 Gambar 2.10. Penguatan pada las ...................................................................... 28 Gambar 2.11. Kosentrasi tegangan..................................................................... 28 Bagan 2.12. Pengujian dan pemeriksaan logam .............................................. 34 Gambar 2.12. Fixed cone roof tank .................................................................... 36 Gambar 2.13 Fixed dome roof ......................................................................... 37 Gambar 2.14. Tangki Horizontal........................................................................ 37 Gambar 2.15. Tangki Tipe Noded Spheroid ...................................................... 38 Gambar 2.16. Tangki Bola ................................................................................. 39 Gambar 2.17. Komponen tangki ........................................................................ 40 Gambar 2.18. komponen sheel ........................................................................... 41 Gambar 2.19. Komponen support ...................................................................... 41.
(11) Gambar 3.1. Proses Rollling............................................................................. 50 Gambar 3.2. Geometri dan Sambungan las ikat............................................... 55 Gambar 4.1. Proses Rollling............................................................................. 74.
(12) DAFTAR NOTASI. Simbol. Notasi. Satuan. t1. Tebal desain dinding tangki. Inch. D. Diameter nominal tangki. Feet. H. Tinggi tangki. Feet. SG. Berat jenis cairan. -. SD. Tekanan yang di ijinkan. lb/in2. r. Jari-jari dalam tangki. m. V. volume. m3. γ. Berat jenis fluida. kg/m3. y. Kekuatan luluh. kg/mm2. 1. Tegangan logitudinal. kg/mm2. L. Panjang pelat. m. ID. Diameter dalam tangki. m. F. Gaya pengerolan. kg. B. Panjang pelat roll. mm. S. Kekuatan Tarik. kg/mm2.
(13) BAB I PENDAHULUAN. 1.1. Latar Belakang Pada saat ini kebutuhan akan suatu alat guna membaantu kelancaran dalam. suatu proses pengolahan yang mana dalam hal ini pada industri migas semakin hari semakin meningkat seiring dengan perkembangan zaman saat ini. Salah satu kebutuhan pada industri migas salah satunya yaitu tangki, yang mana tangki pada indutri tersebut digunakan sebagai tangki penimbun minyak mentah (Storage Oil Tank) sebelum minyak tersebut dilanjutkan ke proses selanjutnya. Beberapa tangki penyimpanan minyak di lingkungan industri perminyakan dapat mengalami kerusakan yaitu berubah bentuk dan bisa juga mengalami kemiringan. Hal ini kemungkinan disebabkan oleh beberapa faktor yaitu : . Beban luar : misalnya pipe fitting , vibrasi dari primemover. . Pengaruh luar : misalnya gempa , angin , petir dan bencana alam lainnya. . Kondisi fisik dari tangki yang berubah .. . Kondisi geografis dimana jauhnya daerah pengolah yang akan dituju. Faktor-faktor diatas akan dapat menyebabkan kegagalan fungsi tangki. (sebagai penyimpan minyak) , yaitu kemungkinan terjadi retak pada sambungan pelat tangki yang dilas. Hal ini dapat mengakibatkan terjadinya kebocoran tangki yang dapat menimbulkan bahaya kebakaran. Kekuatan dan kelemahan dari tangki tergantung pada pemilihan material dan sistem pengelasan yang digunakan. Pengelasan adalah proses penyambungan.
(14) antara dua bagian logam atau lebih dengan menggunakan energi panas yang menyebabkan logam disekitar lasan mengalami sirkulasi thermal, sehingga logam disekitar lasan mengalami perubahan metalurgi yang rumit, deformasi dan tegangan-tegangan. thermal,. atau. secara. ringkas. juga. dapat. diartikan. penyambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Berdasarkan pertimbangan diatas maka penulis mengangkat judul “Perencanaan Tangki Minyak Mentah Dengan Kapasitas 350 Barrel”. Pada pembahasan tugas akhir ini, tanki yang dirancang adalah untuk tempat penyimpanan minyak mentah sementara, kemudian diangkut ke gathering station dan akan diolah lagi menjadi bahan bakar. Karena pentingnya tanki ini maka perlu dilakukan suatu perencanaan untuk mencari kekurangan dan kelemahannya.. 1.2. Perumusan masalah Permasalahan yang akan dibahas dalam perencanaan tanki penyimpanan. minyak mentah ini adalah. 1.3. -. Proses fabrikasi pelat dan profil baja pada tanki penimbun. -. Proses pemasangan pelat dan profil baja pada tanki penimbun. -. Proses pengelasan. Tujuan Perencanaan Adapun Tujuan umum dari perencanaan tangki minyak mentah ini adalah. untuk membuat suatu tangki penyimpanan minyak mentah yang sesuai dengan standar API, kemudian untuk mengetahui proses pembuatan tangki..
(15) Sedangkan tujuan Khusus dari perencanaan ini adalah untuk memberikan gambaran/pemahaman mengenai tekanan dan ukuran material yang digunakan untuk menampung fluida minyak dengan kapasitas 350 barrel juga sebagai syarat guna memperoleh gelar Sarjana Teknik pada Universitas Islam Riau.. 1.4. Manfaat Dengan adanya pembahasan ini, diharapkan diketahui langkah-langkah. dalam proses fabrikasi,tata cara pengelasan dan profil matrial yang digunakan dalam perencanaan tanki penyimpanan minyak mentah. Selain itu, diharapkan dapat menjadi tambahan referensi bagi pengembangan ilmu pengetahuan khususnya pada perencanaan tanki penyimpanan minyak mentah.. 1.5. Ruang Lingkup Agar didapat pemahaman yang baik maka didalam penulisan ini diadakan. pembatasan masalah. Pembatasan masalah ini adalah untuk menyederhanakan permasalahan agar dapat memberikan arahan permasalahan secara jelas dan mudah Untuk menganalisa masalah tersebut, maka perlu diambil batasan-batasan masalah yang meliputi : -. Perhitungan diameter tangki, tinggi tangki.. -. Perhitungan tekanan yang terjadi pada tangki.. -. Perhitungan tebal sheel plate, bottom plate dan roof plate.. -. Perhitungan pengerolan pada tangki. -. Perhitungan pengelasan pada tangki.
(16) 1.6. Sistimatika Penulisan Dalam sistematika penulisan tugas akhir ini terdiri dari lima Bab,dimana. isi dari masing-masing Bab saling berkaitan,sebagai berikut : Bab I. : Pendahuluan Berisi. pembahasan. mengenai. latar. belakang,perumusan. masalah,tujuan dan manfaat, ruang lingkup,dan sistematika penulisan Bab II. : Landasan Teori Berisi. pembahasan. uraian. teori. yang. berkaitan. dengan. perencanaan tanki penyimpanan minyak mentah. Bab III. : Metodologi Berisi tentang metode yang digunakan untuk membahas fabrikasi,tata cara pengelasan,system pengerolan, pemasangan.. Bab IV. : pengujian dan pengetesan Berisi tentang jenis-jenis pengujian yang dilakukan. Bab V. : Kesimpulan dan Saran Berisi kesimpulan dan saran. Untuk langkah rancangan suatu tanki maka dibuat suatu diagram alir rancangan dimana diagram alir ini ditunjukkan pada gambar 1.1.
(17) Mulai. Survey Data Lapangan Ya. Dapat Ya Pengolahan data dan perhitungan. Hasil perhitungan. Gambar Rancangan. Tidak. Sesuai. Kesimpulan. Selesai. Gambar 1.1 Diagram alir Sistem Rancangan.
(18) BAB II TINJAUAN PUSTAKA. 2.1. Perencanaan Perencanaan yaitu suatu proses pengembangan dari sebuah ide menuju. kepada relisasi bentuk fisik. Langkah- langkah dalam merencanakan suatu produk adalah sebagai berikut 1. Fungsi Fungsi dari perencanaan 2. Permasalahan Permasalahan. dalam. perencanaan. yaitu. bagaimana. mendapatkan. karakteristik geometri yang sesuai dengan fungsi yang diharapkan dan pengumpulan dari berbagai elemen bahan yang membentuk sistem sehingga memenuhi fungsi utama yang di minta. 3. Pengumpulan Informasi Dalam pengumpulan informasi mengenai perencanaan dapat diambil dari beberapa sumber seperti terdapat pada jurnal,handbook,artikel,dan kursus akademis. Dalam mendapatkan Informasi tersebut ada beberapa permasalahan yang harus diperhatikan yaitu: a. Dimana mendapatkan bahan b. Bagaimana cara mendapatkannya c. seberapa akurat info tersebut d. Bagaimana cara menafsirkan info yang spesifik e. Kapan mempunyai info yang cukup.
(19) f. apa hasil keputusan dari info yang di dapatkan 4. Konsep perencanaan Konsep perencanaan menentukan elemen,mekanisme dan proses dengan menggunakan model formula analitik dan eksperimental. 5. Evaluasi/penilaian bertujuan menilai dari arti hasil desain proses tersebut meliputi atas langkah-langkah perhitungan dan bagaimana kinerjanya. 6. Desain Komunikasi Bertujuan untuk memenuhi kebutuhan pelanggan atau klien, biasanya dipresentasikan kepada pelanggan atau melalui sponsor.. 2.2. Pengelasan Pengelasan adalah proses penyambungan antara dua bagian logam atau. lebih dengan menggunakan energi panas yang menyebabkan logam disekitar lasan mengalami sirkulasi thermal, sehingga logam disekitar lasan mengalami perubahan metalurgi yang rumit, deformasi dan tegangan-tegangan thermal. Atau secara ringkas juga dapat diartikan penyambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Hal ini erat hubungannya dengan ketangguhan, cacat las dan retak serta mempunyai pengaruh yang fatal terhadap keamanan dari kontruksi yang di las. Adanya energi panas yang diterima oleh logam pada proses pengelasan mengakibatkan perubahan-perubahan mulai dari struktur mikro sampai dengan ekspansi dan kontruksi secara mikro. Perubahan struktur mikro ini, akan berpengaruh pada sifat-sifat mekanik logam.
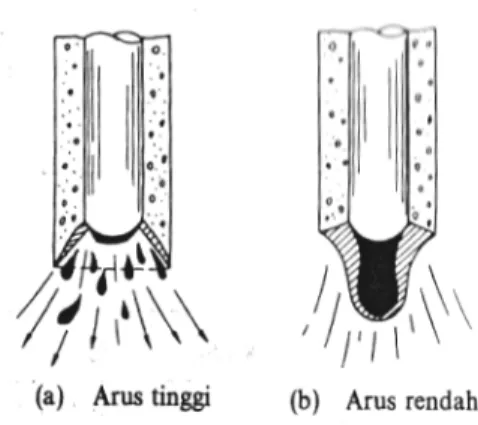
(20) tersebut. Sifat-sifat mekanik ini diantaranya adalah kekuatan, keuletan, ketangguhan, dan kekerasan. Disamping untuk pembuatan, proses pengelasan (Welding) dipergunakan juga untuk reparasi, misalnya untuk mengisi lubang-lubang pada coran, membuat lapisan keras pada perkakas, mempertebal bagian yang sudah aus dan macammacam reparasi lainnya. Pengelasan bukan tujuan utama dari kontruksi, tetapi hanya merupakan sarana untuk mencapai ekonomi pembuatan yang lebih baik. Oleh karena itu, rancangan las dan cara pengelasan harus betul-betul memperhatikan kesesuaian antara sifat-sifat las dengan kegunaan kontruksi. 2.2.1. Sifat Mampu Las (Weldability) Kualitas hasil pengelasan sangat dipengaruhi oleh banyak faktor antara. lain masukan panas, bahan, jenis las, dan sikap atau posisi juru las (welder). Dengan diikuti prosedur-prosedur pengerjaan diatas akan menghasilkan sifat mampu las yang baik. sifat mampu las yang baik apabila dalam penggunaannya tidak mengalami kegagalan kerja atau pengurangan kekuatan. Sifat mampu las yang baik apabila elektroda dan bahan lasan sama-sama mencair sehingga dihasilkan kekuatan yang sangat baik, baiknya hasil pengelasan apabila kekuatan dari daerah lasan lebih kuat dari logam induk. 2.2.2 Las busur listrik elektroda terbungkus.(SMAW) Las busur listrik elektroda terbungkus adalah cara pengelasan yang banyak digunakan dewasa ini. Dalam cara pengelasan ini digunakan kawat elektroda logam yang dibungkus dengan fluks. Sedangkan pola pemindahan cairan dipengaruhi oleh besar kecilnya arus dan juga komposisi fluks yang digunakan..
(21) Dalam Gambar 2.1 dapat dilihat dengan jelas bahwa busur listrik terbentuk di antara logam induk dan ujung elektroda, karena panas dari busur ini maka logam induk dan ujung elektroda tersebut mencair dan kemudian membeku bersama.. Gambar 2.1 Las busur elektroda terbungkus SMAW (Shielded Metal Arc Welding), yaitu las busur nyala listrik terlindung maksudnya adalah suatu proses pengelasan dengan. menggunakan. busur nyala listrik sebagai sumber panas untuk mencairkan logam. Jenis ini yang paling lazim dipakai dimana-mana untuk hampir semua keperluan pengelasan. Proses SMAW adalah proses pengelasan dengan menggunakan busur logam yang terbungkus oleh fluks atau dalam dunia pengelasan disebut dengan las elektroda terbungkus.Proses pemindahan logam elektroda terjadi pada saat ujung elektroda mencair dan membentuk butir-butir yang terbawa oleh busur listrik yang terjadi. Apabila digunakan arus listrik yang besar maka butiran logam cair yang terbawa menjadi halus seperti terlihat pada Gambar 2.2 (a), sebaliknya bila arusnya kecil maka butirannya menjadi besar seperti terlihat pada Gambar 2.2 (b)..
(22) Gambar 2.2 Pemindahan logam cair Pola. pemindahan. logam. cair. seperti. diterangkan. diatas. sangat. mempengaruhi sifat mampu las dari logam. Secara umum dapat dikatakan bahwa logam mempunyai sifat mampu las tinggi bila pemindahan terjadi dengan butiran halus. Di dalam pengelasan ini hal yang penting adalah bahan fluks dan jenis listrik yang digunakan. Untuk las busur listrik elektroda terbungkus, fluks memegang peranan penting karena fluks dapat berperan sebagai : a) Pemantap busur dan penyebab kelancaran pemindahan butir-butir cairan logam. b) Sumber terak atau gas yang dapat melindungi logam cair terhadap udara disekitarnya. c) Pengatur penggunaan. d) Sumber unsur-unsur paduan.. Las busur listrik elektroda terbungkus, busurnya ditimbulkan dengan menggunakan listrik arus searah (Direct Current) dan tenaga listrik arus bolakbalik (Alternating Current). Untuk tenaga listrik arus searah (Direct Current),.
(23) arus listriknya dihasilkan oleh generator, dimana kutup positif (Katoda) dipasangkan pada tenaga las dan kutup negatif (Anoda) dipasangkan pada benda kerja. Sumber arus listrik untuk tenaga las arus bolak-balik (Alternating Current), diperoleh dengan cara membuat mesin las dengan kontruksi transformator yang khusus. Berdasarkan sistem pengatur arus yang digunakan, mesin las busur listrik dengan tenaga arus bolak-balik (Alternating Current) dapat dibagi dalam empat jenis yaitu : 1. Jenis inti bergerak 2. Jenis kumparan bergerak 3. Jenis reaktor jenuh 4. Jenis saklar. 2.2.3 Kawat Las (Elektroda) Fungsi dari elektroda adalah sebagai pembangkit busur dan bahan tambahan, pada umumnya elektroda yang dipakai pada pengelasan las busur listrik dibagi dalam dua jenis/klasifikasi yaitu : a.. Elektroda terumpan. Elektroda terumpan ialah elektroda terbungkus yang mempunyai flux. sebagai bahan pembungkus elektroda, dimana dalam pemakaiannya pada proses las busur listrik terbungkus, elektroda akan habis terbakar sebagai bahan pengisi. Elektroda terumpan berfungsi sebagai : -. Bahan pengisi. -. Pembangkit busur..
(24) b.. Elektroda tidak terumpan. Elektroda tidak terumpan adalah elektroda yang tidak mempunyai bahan. pembungkus elektroda, dimana dalam pemakaiannya elektroda tidak habis, yang menggunakan batang wolfrom sebagai elektroda dan berfungsi sebagai pembangkit busur saja. Dimana khusus elektroda tidak terumpan bahan pengisi filter wire rod (kawat telanjang) yang berfungsi sebagai bahan pengisi bukan sebagai elektroda. Untuk lebih jelas mengenai elektroda tidak terumpan (a) dan terumpan (b) dapat dilihat pada Gambar 2.3 KAWAT LAS PIPA GAS. PIPA GAS. GAS PELINDUNG. GAS PELINDUNG. ELEKTRODA WOLFRAM. KAWAT PENGISI BUSUR. BUSUR. LOGAM LASAN. LOGAM LASAN. LOGAM INDUK. Gambar 2.3. Elektroda terumpan dan tidak terumpan 2.2.3.1Pemilihan elektroda. Elektroda sebagai logam pengisi dalam proses pengelasan sangat menentukan hasil las. Begitu juga flux dan gas sebagai shielding yang berkaitan dengan sifat mekanis logam las yang dikehendaki. Untuk itu pemilihan elektroda yang tepat sangatlah penting berkaitan dengan : -. Jenis proses las. -. Posisi pengelasan. -. Jenis material. -. Biaya operasional. -. Desain sambungan. -. Juru las..
(25) -. Perlakuan panas. Tujuan dari semua ini adalah agar dapat memilih suatu elektroda yang tepat, haruslah sesuai dengan standar, yang mana hasil las yang sesuai persyaratan dapat diterima dan dapat dipertanggung jawabkan.. 2.2.3.2 Klasifikasi elektroda. Elektroda terbungkus pada umumnya digunakan dalam pelaksanaan pengelasan tangan. Dinegara-negara industri, elektroda las terbungkus sudah banyak yang distandarkan berdasarkan penggunaannya. Misalnya standar di Jepang didasarkan pada standar JIS, di Amerika serikat didasarkan pada standar AWS. Standarisasi elektroda baik dalam JIS maupun AWS didasarkan pada jenis fluks, posisi pengelasan dan arus las. Dua angka pertama baik di JIS maupun AWS menunjukkan kekuatan terendah dari logam las, hanya saja dalam JIS satuannya adalah (kg/mm2) sedangkan dalam AWS satuannya adalah (psi). Dua angka terakhir menunjukkan jenis fluks dan posisi pengelasan. Menurut system standarisasi Amerika yaitu AWS (American Welding Society) dinyatakan dengan tanda EXXXX, yang artinya sebagai berikut : . E , Menyatakan elektroda las busur listrik.. . XX, (Dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam ribuan lb/in2 (psi).. . X, (Angka ketiga) menyatakan posisi pengelasan, taitu : -. Angka 1 untuk pengelasan segala posisi. -. Angka 2 untuk pengelasan posisi datar dan dibawa tangan.
(26) . Angka 3 untuk pengelasan posisi dibawah tangan.. X, (Angka keempat) menyatakan jenis selaput dan arus yang cocok dipakai untuk pengelasan.. Sebagai contoh elektroda yang digunakan penulis pada proses pengelasan ini adalah E7018, artinya elektroda dengan kekuatan tarik minimum dari deposit las adalah 70.000 lb/in2, dapat dipakai untuk pengelasan segala posisi dan jenis selaput elektroda rutil-kalium serta pengelasan dengan arus AC atau DC+. Posisi pengelasan pada las busur listrik elektroda terbungkus terdiri dari lima posisi yaitu posisi datar (F), vertikal (V), atas kepala (OH), horizontal (H), dan horizontal las sudut (H-S). Spesifikasi elektroda terbungkus dari baja lunak yang didasarkan pada jenis fluk, posisi pengelasan, jenis listrik yang mengacu pada standar asosiasi las Amerika (AWS), dapat dilihat dalam Tabel 2.1. dan pada Tabel 2.2 dijelaskan tentang spesifikasi kawat las busur listrik dengan gas dan terendam. Untuk jenis selaput elektroda las ada 9 macam, yang diklasifikasikan dengan angka 0 sampai 8. 1. Elektroda E 6010 dan E 60 11 Elektroda ini mempunyai tembusan (penetrasi) dalam, dapat dipergunakan pada semua posisi pengelasan. Selaput yang tipis (selulosa) menghasilkan gas pada waktu proses pengelasan dan juga menghasilkan slag yang tipis dan mudah dilepaskan. Biasanya deposit las mempunyai sifat mekanik yang baik dan bila diradiografi mempunyai grade 2 menurut klasifikasi AWS. 2. Elektroda E 6012 dan E 6013.
(27) Elektroda ini menghasilkan tembusan sedang (Medium), hasil cairan slag semi globular akan membantu persiapan pengelasan. Dapat dipakai pada arus yang relatif lebih tinggi(E 6012), menghasilkan permukaan las agak. cembung.. Dapat. dipakai. pada. tegangan. rendah. (E6013),. menghasilkan permukaan las agak rata, baik dipakai pada pekerjaan pelat tipis. 3. Elektroda E 6020 Busur las yang dihasilkan bersifat mengorek sehingga embusan agak dalam. Slag tebal tetapi mudah dibuka, membantu perlindungan cairan las dari pengaruh atmosfir. Cairan las sangat lebar, sehingga hanya dipakai pada posisi bawah tangan dan horizontal saja. Deposit las lebih tinggi dibandingkan dengan elektroda konvensional yang lain dan hasil las sama. 4. Elektroda E 6027, E 7018, E 7024, E 7028 Elektroda yang selaputnya mengandung serbuk besi. Makin banyak persentase serbuk besinya, selaput semakin tebal. Dapat dipakai pada arus pengelasan yang lebih tinggi. Deposit lasnya tinggi, disebabkan persentase serbuk besi 40 % (E 7018) untuk posisi vertikal, Overhead & Horizontal kampuh. Selaput mengandung serbuk besi 40 -55 %, sehingga dipakai pada posisi flat dan horizontal sudut saja, dikarenakan fluitditas dari cairan selaput tinggi (E 6027, E 7024, E 7028) 5. Elektroda E 7016 Elektroda ini mengandung hydogen yang rendah yaitu kurang dari 0,1 % saja. Bila menggunakannya harus dipanaskan sampai temperatur.
(28) 200ºC-260ºC. Karena hidrogennya rendah maka hasil las bebas dari porositas.. 2.2.4 Sambungan las. Sambungan las dalam kontruksi baja pada dasarnya di bagi menjadi empat yaitu : a). Sambungan tumpul. Sambungan tumpul adalah jenis sambungan yang paling efisien. Sambungan. ini dibagi lagi menjadi dua yaitu sambungan penetrasi penuh dan sambungan penetrasi sebagian. seperti terlihat dalam Gambar 2.4 (a). Sambungan penetarsi penuh dibagi menjadi sambungan tanpa pelat pembantu dan sambungan dengan pelat pembantu. b). Sambungan T dan bentuk silang. Pada kedua sambungan ini secara garis besar dibagi dalam dua jenis yaitu. las dengan alur dan jenis las sudut seperti yang terlihat dalam Gambar 2.4 (b) dan (c). Dalam pelaksanaan pengelasan mungkin sekali ada batang yang menghalangi, hal ini dapat diatasi dengan memperbesar sudut alur. c). Sambungan sudut. Dalam sambungan ini dapat terjadi penyusutan dalam arah tebal pelat yang. dapat menyebabkan terjadinya retak lamel. Hal ini dapat dihindari dengan membuat alur pada pelat tegak seperti terlihat dalam Gambar 2.4 (d) d). Sambungan dengan pelat penguat..
(29) Sambungan ini dibagi dalam dua jenis yaitu sambungan dengan pelat penguat tunggal dan pelat penguat ganda seperti terlihat dalam Gambar 2.4 (e) e). Sambungan sisi Sambungan sisi dibagi dalam sambungan las dengan alur dan sambungan las. ujung seperti terlihat dalam Gambar 2.4 (f) f). Sambungan tumpang Sambungan tumpang dibagi dalam tiga jenis seperti ditunjukkan dalam. Gambar 2.4 (g). Karena sambungan ini efisiensinya rendah maka jarang sekali digunakan untuk pelaksanaan penyambungan kontruksi utama.. Gambar 2.4. Jenis-jenis sambungan las dasar Tabel 2.1 Spesifikasi elektroda terbungkus untuk baja bejana suhu rendah menurut (JIS Z 3241 – 1977). a). Parameter elektroda Klasifikasi. Jenis Fluks. Posisi Pengelasan. Jenis Listrik.
(30) DL – 5016 – A – 1 DL – 5016 – A – 2 DL – 5016 – B – 1 DL – 5016 – B – 2 DL – 5016 – C – 1 DL – 5016 – C – 2 DL – 5016 – D – 2 DL – 5016 – D – 3 DL – 5016 – D – 4 DL – 5016 – E – 2 DL – 5016 – E – 3 DL – 5016 – E – 4 DL – 5018 – A – 1 DL – 5018 – A – 2 DL – 5018 – B – 1 DL – 5018 – B – 2 DL – 5018 – C – 1 DL – 5018 – C – 2 DL – 5018 – D – 2 DL – 5018 – D – 3 DL – 5018 – D – 4 DL – 5026 – A – 1 DL – 5026 – A – 2 DL – 5026 – B – 2 DL – 5026 – B – 2 DL – 5026 – C – 1 DL – 5026 – C – 2. Hidrogen rendah. F, V, OH, H. AC atau DC ( + ). Serbuk besi hidrogen rendah. F, V, OH, H. AC atau DC ( + ). Serbuk besi hidrogen rendah. F, H-Fill. AC atau DC ( + ). sumber: Teknologi Pegelasan Logam. Catatan : * arti simbol :. F = datar V = Vertikal OH = Atas kepala H = Horizontal H-S = Las sudut horizontal. ** arti simbol :. ( + ) = Polaritas balik ( - ) = Polaritas lurus ( ± ) = Polaritas ganda. DL – 5016 – A – 1 Komposisi kimia logam las.
(31) Suhu uji tumbuk Elektroda untuk baja suhu rendah b). Komposisi kimia Pembagian menurut komposisi 1. Maksimum C (%) 0,10. Maksimum P (%) 0,030. Maksimum S (%) 0,030. Ni (%) Kurang dari 20. 2. 0,10. 0,030. 0,030. Antara 2,0 dan 3,0. 3. 0,10. 0,030. 0,030. Antara 3,0 dan 4,0. 4. 0,25. 0,030. 0,030. Lebih dari 4,0. Sumbar: Teknologi Pengelasan logam c). Sifat mekanik Pembagian menurut komposisi 1. Kekuatan tarik (kg/mm2) 50. Kekuatan tarik (kg/mm2) 37. 50. 37. 2 3 4. Perpanjangan (%) 20. 20. Laku panas Tanpa perlakuan panas Dipanaskan pada 620˚C selama 1 jam didinginkan dalam tungku sampai 315˚C dengan laju 180˚C/jam dan kemudian didinginkan di udara. Sumber: Teknologi Pengelasan Logam d). Kekuatan tumbuk Pembagian menurut suhu. Suhu uji (˚C). Energi terserap (Charpy) (kg-m). A B C D E. - 30 - 45 - 60 - 75 - 105. Rata-rata 2,8 terendah 2,1. Sumber: Teknologi Pengelasan Logam. Tabel 2.2 Spesifikasi elektroda terbungkus untuk bejana suhu rendah menurut (AWS A5.1 – 64T) N o. Klasifikasi AWSASTM. Jenis fluks. Posisi pengelas an. Jenis listrik. Kekuata n tarik (kg/mm2). Kekuata n luluh (kg/mm2). Perpan jangan (%).
(32) 1 2 3 4 5. 6. 8 9 10 11 12 13. Kekuatan tarik terendah kelompok E 60 setelah dilaskan adalah 60.000 psi atau 42,2 kg/mm2 E 6010 Natrium F, V, OH, DC polaritas 43,6 35,2 22 selulosa tinggi H balik E 6011 Kalium selulosa F, V, OH, AC atau DC 43,6 35,2 22 tinggi H polaritas balik E 6012 Natrium titania F, V, OH, AC atau DC 47,1 38,7 17 tinggi H polaritas lurus E 6013 Kalium titania F, V, OH, AC atau DC 47,1 38,7 17 tinggi H polaritas ganda E 6020 Oksidasi besi H-S AC atau DC 43,6 35,2 25 tinggi polaritas lurus F AC atau DC polaritas ganda E 6027 Serbuk besi, H-S AC atau DC 43,6 35,2 25 oksidasi besi F polaritas lurus AC atau DC polaritas ganda Kekuatan tarik terendah kelompok E 70 setelah dilaskan adalah 70.000 psi atau 49,2 kg/mm2 E 7014 Serbuk besi, F, V, OH, AC atau DC 17 titania H polaritas ganda E 7015 Natrium F, V, OH, DC polaritas 22 hidrogen rendah H balik E 7016 Kalium F, V, OH, AC atau DC 22 hidrogen rendah H polaritas balik E 7018 Serbuk besi, F, V, OH, AC atau DC 50,6 42,2 22 hidrogen rendah H polaritas balik E 7024 Serbuk besi, H-S, F 17 titania E 7028 Serbuk besi, H-S, F AC atau DC 22 hidrogen rendah polaritas balik. Sumber: Inspeksi Teknik. Klasifikasi AWS – ASTM E 6010, E 6011, E 6027, E 7015, E 7016, E 7018 E 7028 E 6012, E 6013, E 6020, E 7014, E 7024 Sumber: Inspeksi Teknik. 2.2.5. Kekuatan tumbukan terendah 2,8 kg-m pada 28,9 ˚C 2,8 kg-m pada 17,8 ˚C Tidak di isyaratkan. Prosedur dan Teknik Pengelasan Mutu hasil pengelasan selain tergantung dari pelaksanaannya, juga. ditentukan oleh persiapan sebelum pengelasan. Karena itu pengawasan pengelasan.
(33) dilakukan semenjak persiapan pengelasan pada waktu pengelasan dan sesudah pengelasan. Untuk itu perlu adanya prosedur tertulis yang telah dirancang sesuai dengan standar yang telah ditentukan. Untuk memberikan petunjuk kepada juru las membuat lasan sesuai dengan persyaratan.. 2.2.5.1 Perencanaan prosedur pengelasan Prosedur pengelasan adalah suatu perencanaan untuk pelaksanaan pengelasan yang meliputi cara pembuatan kontruksi las yang sesuai dengan rencana dan spesifikasinya dengan menentukan semua hal yang diperlukan dalam pelaksanaan tersebut. Untuk membuat rencana kontruksi las yang baik, prosedur pengelasan harus memperhatikan keempat faktor dibawah ini, antara lain : a) Manusia, dalam hal manusia harus mengingat kemampuan dan keterampilan pekerjaannya. b) Mesin, dalam hal mesin harus memperhatikan kemampuan mesin lasnya. c) Cara, dalam hal cara adalah pemilihan cara yang tepat untuk melaksanakan seluruh kontruksi. d) Menejemen, dalam hal menejemen harus mampu mengatur pelaksanaan sesuai dengan persyaratan yang telah ditentukan, yaitu hatur mengatur beberapa sarana penting yang dapat mepengaruhi hasil lasan, seperti pelaksanaan yang aman, pemeriksaan mutu dan pemeriksaan proses. Pemilihan proses pengelasan harus dititik beratkan pada proses yang paling sesuai untuk tiap-tiap sambungan las yang ada pada kontruksi, dalam hal ini tentu.
(34) dasanya adalah efisiensi yang tinggi, biaya yang murah, penghematan tenaga dan penghematan energi. Apabila proses pengelasan telah ditentukan untuk tiap-tiap sambungan, maka tahap berikutnya adalah menentukan syarat-syarat pengelasan, urutan pengelasan dan persiapan pengelasan.. 2.2.5.2 Persiapan pengelasan Mutu dari hasil pengelasan disamping tergantung dari pengerjaan lasannya sendiri juga sangat tergantung dari persiapannya sebelum pelaksanaan pengelasan. Oleh karena itu persiapan pengelasan harus dapat perhatian dan pengawasan yang sama dengan pelaksanaan pengelasan. Persiapan umum dalam pengelasan meliputi penyediaan bahan, pemilihan mesin las, penunjukan juru las dan menentuan alat perakit. Setelah penentuan proses pengelasan, maka geometri sambungan harus ditentukan dengan memperhatikan tingkatan teknik dari bagian pembuatan yang akhirnya tertuju pada bentuk alur (kampuh). Pembuatan alur (kampuh) ini dapat dilakukan secara termal dengan alat pemotong gas atau dingin dengan mesin. Adapun jenis alur (kampuh) untuk sambungan tumpul dapat dilihat dalam Gambar 2.5. Pada umumnya untuk pengelasan pelat dengan. tebal 6 mm. digunakan alur (kampuh) persegi, untuk pelat dengan tebal antara 6 mm sampai 20 mm digunakan alur (kampuh) V tunggal dan untuk tebal pelat diatas 20 mm digunakan alur (kampuh) V ganda, U tunggal atau U ganda..
(35) Gambar 2.5 Alur Sambungan Las Tumpul. 2.2.6 Proses Pengelasan Proses pengelasan yang biasa digunakan pada baja adalah las busur listrik dengan elektroda terbungkus, dengan pelindung gas CO2 dan dengan listrik terendam.. 2.2.6.1 Las Ikat (Tack Welding ) Las ikat adalah penyetelan bagian yang akan dihubungkan dengan lasan pendek. Jika prosedur las mengharuskan suatu pemanasan awal, maka walaupun.
(36) hanya tack weld, tetap diperlukan pemanasan awal, sebab jika ketentuan tersebut dilanggar akan berisiko terjadi retak, yaitu jenis retak dingin (toe crack) yang bersifat fatal. Mengapa tack weld yang dilaksanakan tampa aturan dianggap berbahaya dapat dijelaskan sebagai berikut; head input (masukan panas) yang dihasilkan oleh suatu tack weld sangat kecil. Akibatnya masukan panas yang sangat sedikit tersebut segera diserap oleh bahan induk baja yang relatif sangat besar sehingga terjadi pendingginan cepat (quenching). Akibatnya terjadilah perubahan struktur material disekitar tack weld berupa martensit yang keras dan getas. Keadaan ini mempermudah terjadinya retak dingin, apalai jika carbon coeficien material cukup besar. Tack welding yang terbaik dilaksanakan pada akar las di dalam kampuh, yaitu setelah pipa distel dan diikat (diklem), untuk nanti dilebur besama akar las. Cara pembuangan tack weld yang baik adalah dengan menggunakan bander potong acetylene, sedemikian dekatnya dengan permukaan plat tangki sehingga sisa tack weld sangat sedikit, yang kemudian diratakan dengan menggunakan batu grinda. Sebagai guna meyakinkan bahwa tack weld tidak menimbulkan cacat, diadakan uji penetran.. 2.2.6.2 Las Temu.
(37) Pada Gambar 2.6 memperlihatkan sebuah alur las berbentuk V tunggal yang dibebani oleh gaya tarik F, untuk pembebanan tarik atau tekan, tegangan normal rata-rata adalah :. . F hl. Dimana : h = Tinggi leher las (throat) l = Panjang pengelasan. Gambar 2.6 Suatu las temu yang khas. Maka tegangan rata-rata pada las temu karena pembebanan geser adalah :. . F hl. Sedangkan kekuatan las temu sama dengan tegangan izin dikali dengan perkalian panjang las dengan tebal pelat sambungan. S = σ (l x t ) 2.2.6.3 Las Sudut Pada Gambar 2.7 memperlihatkan suatu alur las sudut sisi dan las sudut melintang. dimana kekuatan las sudut sisi atau melintang dianggap ditetapkan dengan tahanan geser leher las dengan mengabaikan arah beban terpasang..
(38) Gambar 2.7 Potongan melintang las sudut. Dalam perencanaan teknik pengelasan selalu mendasarkan ukuran las pada besarnya tegangan pada luas leher DB, maka sepotong las-lasan telah dipilih dari Gambar 2.7 untuk memperlakukan leher las sebagai suatu persoalan pada analisa badan bebas seperti diperlihatkan pada Gambar 2.8. Gambar 2.8 Sepotong las-lasan. Untuk luas leher adalah : A = hl cos45˚ = 0,707 hl Dimana : l = panjang las-lasan. Jadi tegangan σx =. F F = A 0,707hl. Tegangan ini dapat dibagi menjadi dua komponen, tegangan geser τ dan tegangan normal σ yaitu : τ = σx cos 45˚ =. F F atau σ = σx cos 45˚ = hl hl.
(39) Sehingga harga-harga ini dimasukkan ke dalam diagram lingkaran mohr seperti ditunjukkan pada Gambar 2.9. Gambar2.9 Diagram lingkaran mohr untuk lasan sudut Sehingga tegangan utama terbesar terlihat sebesar : 2. 2. F F F F σ1 = 1,618 hl 2hl 2hl hl . Tegangan geser maksimum adalah 2. τmax =. 2. F F F 1,118 hl 2hl hl . Untuk keperluan perencanaan adalah biasanya mendasarkan tegangan geser pada luas leher dan mengabaikan tegangan normal sekaligus*. Jadi persamaan untuk tegangan geser rata-rata adalah τ=. F 0,707hl. Untuk kekuatan las sudut 45˚, dalam Newton adalah : P = τA.
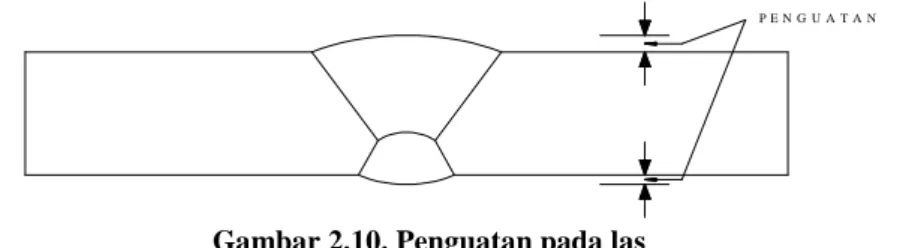
(40) 2.2.6.4 Cacat Pada Pengelasan Cacat yang biasanya terdapat pada pengelasan berupa cacat visual atau cacat permukaan seperti spatterns, pinhole, porosity, concavity, undercut, dan alin-lain. cacat non visual yang terdapat di akar las, yang walaupun dipermukaan namun praktis tidak tampak seperti incomplite penatration, blow hole, excessive penatration, dan lain-lain. cacat internal yakni cacat yang berada di dalam bahan las yang hanya dapat terungkap melalui uji tampak merusak, seperti slag inclusion, porosity, incomplite fusion, hollow bead, internal cold lap, dan lainlain.. 2.2.7 Kekuatan sambungan las 2.2.7.1 Kekuatan statis a. Sifat tarikan Sifat yang dimaksud disini adalah sifat-sifat yang berhubungan dengan pengujian tarik. Dalam sambungan las sifat tarik sangat dipengaruhi oleh sifat dari logam induk, sifat daerah HAZ, sifat logam las dan sifat-sifat dinamik dari sambungan berhubungan erat dengan geometri dan distribusi tegangan dalam sambungan. b. Kekuatan logam lasan Dalam kontruksi las selalu digunakan logam las yang mempunyai kekuatan dan keuletan yang lebih baik atau paling tidak sama dengan logam induk. Tetapi karena proses pengelasan kekuatan dan keuletan logam dapat berubah. Dalam hal.
(41) logam las sifat ini dipengaruhi oleh keadaan, cara dan prosedur pengelasan. Disamping itu juga tergantung pada tempat pengambilan pelat uji. c. Sifat tarikan dari sambungan las tumpul Pada dasarnya kekuatan sambungan las tumpul sama dengan kekuatan logam induk, asal saja pemilihan bahan las dan cara pengelasannya betul. Dalam pelaksanaannya manik las dalam las tumpul mempunyai ketebalan yang lebih dari pada pelat yang dilas dan ini disebut penguatan las. Tebal penguatannya sendiri tidak boleh melebihi 3 mm.untuk lebih jelas dapat dilihat pada Gambar 2.10. PEN G U A TA N. Gambar 2.10. Penguatan pada las. Pada tempat pertemuan antara penguat las dan logam induk biasanya terjadi ketidak lanjutan yang menyebabkan terbentuknya pengumpulan atau konsentrasi tegangan yang besarnya sangat tergantung dari kaki las dan adanya takik las. Bila bentuk manik las rapi konsentrasi tegangan yang terjadi antara 1,3 sampai 1,8. Konsentrasi tegangan dan tegangan sisa pada kenyataannya tidak terlalu mempengaruhi kekuatan sambungan las tumpul. Untuk lebih jelas dapat dilihat pada Gambar 2.11. T E G A N G A N. 1 ,7 1. 1 ,0 0. 1 ,6 0. Gambar 2.11 Konsentrasi tegangan. 2.2.7.2 Kekuatan tumbuk. P E R M U K A A N.
(42) Kekuatan tumbuk dari suatu bahan adalah kemampuan bahan dalam menerima beban tumbuk yang diukur dengan besarnya energi yang diperlukan untuk mematahkan batang uji dengan palu ayun. Jadi jelas disini bahwa kekutan tumbuk adalah sifat logam yang sama dengan ketangguhan. Sifat ini perlu diperhatikan karena logam dengan kekuatan tarik yang sama belum tentu mempunyai kekuatan tumbuk atau ketangguhan yang sama dan logam yang kuat belum tentu ketangguhannya tinggi. Hal yang jelas adalah bahwa sifat ini menurun dengan menurunnnya temperatur dan menurun dengan mendadak pada suatu suhu tertentu yang disebut suhu transisi.. 2.2.7.3 Efisiensi sambungan Efisien sambungan didefenisikan sebagai faktor penurunan terhadap tegangan boleh dari logam induk yang dirumuskan sebagai berikut : Efisiensi Sambungan . Tegangan boleh dari sambungan (σ bw ) tegangan boleh dari logam induk (σ b ). Besarnya efisiensi sambungan ditentukan berdasrkan bahan las, cara pengelasan, cara pemeriksaan dan keadaan tempat penggunaan sambungan.. 2.2.7.4 Perhitungan kekuatan sambungan las Kekuatan sambungan las dihitung berdasarkan tegangan boleh dengan anggapan bahwa hubungan antara tegangan dengan regangan mengikuti hukum Hooke dengan syarat bahwa tegangan terbesar yang terjadi tidak boleh melebihi tegangan boleh yang telah ditentukan. Distribusi tegangan dalam las tumpul tidak terlalu sukar dihitung tetapi dalam sambungan las sudut sangat sukar, karena itu.
(43) dalam hal tegangan yang terjadi dianggap sama dengan yang terjadi dalam leher las. 2.2.8 Inspeksi Visual Las. Semua las harus diamati (inspeksi) untuk mengetahui mutu la. Inspeksi menentukan apakah standar mutu telah dipenuhi. Inspeksi dapat dilakukan setelah pengelasan atau saat pengelasan. Inspeksi setelah pengelasan sangat menentukan diterima tidaknya hasil las dan jika ada kesalahan saat pengelasan dilakukan untuk mendeteksi CACAT dan kesalahan pelaksanaan sehingga perlu dikoreksi 1. Inspeksi Visual Inspeksi visual harus dimulai sebelum terjadi busur pertama. bahan harus diperiksa apakah telah memenuhi kualitas, tipe, ukuran, kebersihan, dan bebas cacat yang telah ditetapkan. Inspeksi sebelum pengelasan untuk mengklarifikasi apakah proses dan prosedur pengelasan sudah sesuai seperti jenis dan ukuran, elektroda, tegangan,dan arus. Pengamatan visual dapat dilakukan dengan mata telanjang atau dibantu dengan kaca pembesar dan dapat mendeteksi retak pada permukaan las, porosity permukaan, inklusi terak pada permukaan, retak pada akar, dan underwelding. Inspeksi las harus dilakukan dan jika ada kesalahan harus dikoreksi secepat mungkin. Inspeksi terutama difokuskan pada sambungan vertikal dan horizontal pada shell, sambungan tumpul pada plat dasar, dan sambungan lainnya yang melewati plat shell. Sambungan harus dibersikan untuk menghilangkan terak dengan cara penggrindaan atau disikat untuk setiap kali pengelasan Inpeksi visual meliputi:.
(44) a. Las dibuat menurut persyaratan disain b. Profil las sedikit cembung dan panjang kaki las sama c. Profil las sambungan tumpul univorm, sedikit cembung dan tidak tumpang tindih pada ujung las d. Las tidak mengalami undercuting e. Tidak ada gumpalan atau rongga pada las yang disebabkan penggerjaan akhir f. Permukaan las harus bebas dari rongga dan terak yang terperangkap saat pengelasan 2. Inpeksi dengan Cairan Penetran Inpeksi dengan menggunakan cairan penetran digunakan untuk mendeteksi retak permukaan yang tidak bisa dilihat dengan mata telanjang. Cairan yang diginakan sebagai penetran harus mempunyai sifat fluorescent (berpendar) yang baik dan mempunyai kemampuan penetrasi yang baik pula. mula-mula permukaan yang akan diperiksa harus dibersihkan dan di keringkan terlebih dahulu setelah itu cairan penetran dioleskan atau disemprotkan di permukaan benda uji dan di biarkan beberapa saat agar cairan penetran memasuki rongga retak. Langkah selanjutnya adalah membersihkan permukaan benda uji dari sisa cairan penetran dengan cara menyemprotkan air. Setelah dibersihkan permukaan benda uji dikeringkan dan kemudian diberi developer. Developer akan menarik cairan penetran yang tertangkap dirongga retak menuju permukaan. Jika disinari sinar ultra violet developer akan berpendar yang menunjukkan adanya cacat..
(45) 2.1.6 Pengujian Pemeriksaan Las 2.1.6.1 Peranan dan tujuan dari pengujian dan pemeriksaan Pengujian dan pemeriksaan didalam industri dapat dibagi dalam dua kelas, yaitu pengujian dan pemeriksaaan untuk keperluan pembuat dan pengujian serta pemeriksaaan untuk keperluan pemakai. Di dalam kedua kelas tersbut jelas bahwa alat-alat dan cara-cara yang digunakan adalah sama, hanya kedudukkannya yang sedikit berbeda. Disamping pengujian untuk kepentingan kedua pihak tersebut, pada zaman sekarang masih ditambahkan lagi kepentingan untuk pihak ketiga seperti : Negara, Masyarakat akademik, Asosiasi industri dan masyarakat pada umumnya. Peranan pengujian dan pemeriksaan untuk masih-masih pihak diterangkan secara singkat di dalam pasal-pasal berikut. 1.. Peranan pengujian dan pemeriksaan bagi pembuat Bagi pembuat peranan dari pengujian dan pemeriksaan adalah untuk. menunjang usaha sebagai berikut :. 2.. a). Perbaikan kepercayaan, pengamanan mutu dan jaminan mutu.. b). Perbaikan teknik pembuatan.. c). Pengurangan biaya pembuatan.. Peranan pengujian dan pemeriksaan bagi pemakai Bagi pemakai atau pembeli peranan pengujian dan pemeriksaan adalah : a). Kepastian mutu pada saat pembelian..
(46) 3.. b). Kepastian dan ketahanan mutu selama penggunaan.. c). Cara untuk melihat pembuat dan membandingkan hasil.. Peranan pengujian dan pemeriksaan bagi pihak ketiga Bagi pihak ketiga pengujian dan pemeriksaan mempunyai peranan sebagai. berikut :. 4.. a). Penilaian terhadap mutu produk.. b). Jaminan untuk keamanan masyarakat.. Tujuan dari pengujian dan pemeriksaan Bila diperhatikan dari peranannya seperti dijelaskan diatas, dapat. disimpulkan bahwa di dalam pengelasan tujuan dari pengujian dan pemeriksaan adalah untuk menjamin mutu dan kepercayaan terhadap konstruksi las. Untuk hal ini pemeriksaan harus dilakukan terus menerus sejak dari tahap perencanaan sampai dengan tahap pemakaian.. 2.3. Tangki Penimbun Tangki penimbun adalah suatu wadah penyimpanan yang biasanya. digunakann untuk menyimpan cairan dan gas. Cairan dibedakan menjadi dua macam, yaitu cairan yang mudah mengup seperti moniak dan bensin serta cairan yang tidak mudah seperti air dan solar. Berikut ini adalah pembagian jenis tangki, cairan yang akan diimpan beserta vapour – saving efficiency, dan bentuk atap..
(47) 2.3.1. Jenis tangki penimbun berdasarkan letaknya a.. Aboveground tank, yaitu tangki penimbun yan terletak di atas permukaan tanah. Tangki penimbun ini bias berada dalam posisi horizontal dan dalam keadaan tegak ( vertical tank ). b.. Underground tank, yaitu tngki penimbun yang terletak di bawah permukaan tanah.. 2.3.2. Jenis tangki berdasarkan tekanannya a. Tanki Atmosferik (Atmospheric Tank), yaitu tangki penimbun yang bertekanan rendah. tanki ini dapat dibedakan dalam beberapa jenis yaitu : fixed cone roof tank Digunakan ujntuk menimbun atau menyimpan berbagai jenis fluida dengan tekanan uap rendah atau amat rendah ( mendekati atmosferik ) atau dengan kata lain fluida yang tidak mudah menguap namun pada literatur lainnya menyatakan bahwa fixed roof ( cone atau dome ) dapat digunakan untuk menyimpan semua jenis produk ( crude oil, gasoline , benzene, fuel dan lain – lain termasuk produk atau bahan baku yang bersifat korosif , mudah terbakar, ekonomis bila digunakan hingga volume 2000 m3, diameter dapat mencapai 300 ft ( 91.4 m ) dan tinggi 64 ft ( 19.5 m ). Tanki Umbrella Kegunaanya sama dengan fixed cone roof bedanya adalah bentuk tutupnya yang melengkung dengan titik pusat meredian di puncak tanki..
(48) Tanki Tutup Cembung Tetap (Fixed Dome Roof) Bentuk tutupnya cembung ,ekonomis bila digunakan dengan volume > 2000 m3 dan bahkan cukup ekonomis hingga volume 7000 m3 ( dengan D < 65 m ) , kegunaanya sama dengan fix cone roof tank. Tanki Horizontal Tanki ini dapat menyimpan bahan kimia yang memiliki tingkat penguapan rendah ( low volatility ) , air minum dengan tekanan uap tidak melebihi 5 psi, diameter dari tanki dapat mencapai 12 feet ( 3.6 m ) dengan panjang mencapai 60 feet ( 18.3 m ). Tanki Tipe Plain Hemispheroid Digunakan untuk menimbun fluida ( minyak ) dngan tekanan uap ( RVP ) sedikit dibawah 5 psi. Tanki Tipe Noded Hemispheroid Untuk menyimpan fluida ( light naptha pentane ) dengan tekanan uap tidak lebih dari 5 psi Tanki Plain Spheroid Tanki bertekanan rendah dengan kapasitas 20.000 barrel. Tanki Tipe Noded Spheroid. Baik Fixed cone dan dome roof dapat memiliki internal floating roof, biasanya dengan penggunaan floating roof ditujukan untuk penyimpanan bahan – bahan yang mudah terbakar atau mudah menguap , kelebihan dari penggunaan internal floating roof ini adalah :.
(49) . Level atau tingkat penguapan dari produk bisa dikurangi. . Dapat mengurangi resiko kebakaran. b. Tanki Bertekanan (Pressure Tank), Tanki ini dapat menyimpan fluida dengan tekanan uap lebih dari 11,1 psi dan umumnya fluida yang disimpan adalah produk – produk minyak bumi. tanki bertekanan ini dapat dibagi dalam tiga jenis yaitu : Tanki Peluru (Bullet Tank) Tanki ini sebenarnya lebih sebagai pressure vessel. berbentuk. horizontal dengan volume maksimum 2000 barrel biasanya digunakan untuk menyimpan LPG, LPG , Propane, Butane , H2, ammonia dengan tekanan diatas 15 psig. Tanki Bola (Spherical Tank) Pressure vessel yang digunakan untuk menyimpan gas – gas yang dicairkan seperti LPG, O2, N2 dan lain – lain bahkan dapat menyimpan gas cair tersebut hingga mencapai tekanan 75 psi, volume tanki dapat mencapai 50000 barrel , untuk penyimpanan LNG dengan suhu -190 ( cryogenic ) tanki dibuat berdinding double dimana diantara kedua dinding tersebut diisi dengan isolasi seperti polyurethane foam , tekanan penyimpanan diatas 15 psig. Dome Roof Tank Untuk menyimpan bahan – bahan yang mudah terbakar, meledak , dan mudah menguap seperti gasoline, bahan disimpan dengan tekanan rendah 0.5 – 15 psig..
(50) Terdapat komponen utama pembentukan tangki, dimana komponenkomponen tersebut antara lain : 1. Shell 2. Support 3. Accesories lainnya. Untuk mengetahui tentang kegunaan dari komponen-komponen pressure vessel, maka akan dibahas kegunaannya secara umum yaitu : 1. Shell Pada Gambar 2.12 dimana merupakan bagian utama dari pressure vessel yang berbentuk silinder dengan ketebalan plat yang konstan ( secara umum) sesuai dengan kebutuhan dan kondisi perencanaan dan berfungsi sebagai wadah untuk menampung tekanan.. Gambar 2.12 Komponen shell 2. Support Pada Gambar 2.13 dimana merupakan alat penumpu vessel sehingga dapat berdiri diatas tanah. Support dapat berupa skirt dan lug support yang digunakan pada vertical pressure vessel. Sedangkan untuk horizontal pressure vessel, sebagai tumpuannya digunakan jenis saddle support..
(51) Gambar 2.13 Komponen support.
(52) BAB III DASAR-DASAR PERENCANAAN TANGKI. 3.1. Pembuatan Badan Tangki Tangki yang berfungsi sebagai wadah penampung minyak mentah (crude. oil) sebelum dilakukan pemindehan untuk diproses selanjutnya. Untuk perencanaan dan pembuatan maka perlu melakukan beberapa perhitungan seperti tekanan (P), volume tangki (V), tebal plat tangki dan lain sebagainya. Sebelum pengerjaan dimulai kita harus membuat langkah-langkah apa yang akan dilakukan sebelum proses pengerjaan tangki dilakukan, langkah-langkah tersebut adalah Dimana diameter tangki adalah:. d. 4 vt .............................................................................................. pers 3.1 Dimana : v : Volume tangki ( m3 ) d : Diameter tangki ( m ) t : Tinggi tangki (m) Sedangkan untuk kelilingnya adalah k d .............................................................................................. pers 3.2. Dimana : k : Keliling tangki d : Diameter tangki.
(53) 3.2. Tekanan Tekanan adalah gaya yang terjadi dibagi dengan luas penampang, semakin. besar gaya yang terjadi maka tekanannya semakin besar dan sebaliknya semakin besar luas penampang dari tangki maka tekanan yang terjadi akan kecil. Sebelum membuat tangki kita perhitungkan dulu gaya-gaya yang akan timbul pada tangki tersebut. Data-data yang perlu diketahui adalah panjang tangki, diameter tangki, kapasitas dan tebal plat. Persamaan-persamaan yang dipakai dalam perhitungan ini adalah : 3.2.1. Volume Badan Tangki (V). V . r 2 . T (m3). pers 3.3 (litertur 11). Dimana. :r. = Jari-jari dalam tangki (m). T = Tinggi tangki (m) 3.2.2. Volume Tutup tangki (V). .r 2 .d 3 V (m )........................................................................................... pers 3.4 2 (litertur 11). 3.2.3. Tekanan Dalam Tangki (P). p .g.h. (N/m2) ..................................................................................... pers 3.5 (literatur 4, Hal 56). Dimana : ρ. = Berat jenis minyak mentah (Kg/m3). g. = Gravitasi (m/s2). h. = Tinggi fluida (m).
(54) 3.2.4. Berat Muatan tangki (BM). Massa = ρ x V Dimana. (kg).................................................................................. pers 3.6 (litertur 10) 2 3 : V .r .T (m ). V : Volume tangki (m3) ρ : Berat jenis fluida (kg/m3) 3.2.5. Tegangan Izin Pada Tangki. ijin . y (kg/m2) ........................................................................... pers 3.7 Sf 1 . Sf 2 (Literatur 9,Hal. 8). Dimana :. 3.3. σy = yield strength bahan tangki. Sf1. = safety factor (2). Sf2. = safety factor (6). Shell Plate ( Plat dinding ) Ketebalan plat dinding yang digunakan sebaiknya lebih besar dari. ketebalan plat dinding rencana, termasuk penambahan korosi. tetapi ketebalan tidak boleh kurang dari yang disyaratkan pada Table 3.1 Tabel 3.1 Ketebalan shell plate. Sumber : API Std 650 (1988,p3-6).
(55) Perhitungan shell plate dilakukan melalui rumus perhitungan sebagai berikut : 2,6 D ( H 1) SG …………………………………..pers 3.1 CA Sd (Literatur 1, Hal 3.8) Dimana : t1 : tebal desain dinding tangki, inch t1 . D. : diameter nominal tangki, feet. H. : tinggi tangki, feet. SG : berat jenis desain dari cairan yang ditampung Sd : tekanan yang di ijinkan 3.4. Plat Dasar Tangki ( bottom plate ) Plat dasar tangki sebaiknya tidak boleh kurang dari ketebalan plat yang. terdapat pada table 3.2, ditambah dengan corrosion allowance ( ketebalan plat yang diperhitungkan akan berkarat ). Tabel 3.2 Ketebalan Bottom Plates ( inch ). Sumber : API Std 650 (1988,p3-6) Tegangan test hidrostatis dihitung dengan rumus :. s. t. . dimana : St D. 2,6 D ( H 1) ………………………………………….pers 3.2 t (litertur 1, Hal 3.8). : Tegangan tes hidrostatis, Psi : Diameter tangki, feet.
(56) 3.5. H. : Tinggi tangki, inch. t. : Tebal shell plate dasar tangki. Roof Tank (atap tangki) Untuk menghitung ketebalan plat yang digunakan pada atap tangki dapat. dihitung dengan menngunakan table 3.1 dengan ditambahkan nilai korosi pada plat. 3.6. c . Tegangan Circumferensial (σc) P . D .T P.D 2.t .T 2t. (kg/m2)…………………………………...pers 3.9 (Literatur 3, hal 24). Dimana :. 3.7. l . P. = Tekanan Dalam Tangki (atm). D. = Diameter Tangki (m). T. = Panjang Tangki (m). t. = Tebal Plat (m). Tegangan Longitudinal (σl) P.D 4t. (kg/m2)…………………………………………….pers 3.10 (Literatur 3, hal 27). 3.8. Proses Pengerolan Proses pengerolan yang bisa dilihat pada gambar 3.1 adalah proses. lanjutan setelah lat dipotong sesuai dengan ukuran yang telah direncanakan, jadi proses ini memproses dimana plat yang datar dirubah menjadi lengkung. Tegangan pada plat pada saat proses pengerolan haruslah melebihi yield strength bahan tangki..
(57) Plat dengan panjang (L) ditumpu oleh dua buah roll dan mendapat gaya tekan sebesar P dari roll bagian atas maka plat akan mengalami tegangan, bila roll atas diperbesar maka plat akan mengalami perubahan dari tegangan elastis menjadi tegangan plastis. Karena roll berputar maka seluruh luasan plat mendapat gaya tekan secara merata dan sama besarnya sehingga didapatkan bentuk dan diameter yang sama. Gaya tekan diberikan sedikit demi sedikit agar hasilnya halus dan tidak merusak plat selain itu juga memperpanjang umur roll.. Gambar 3.1 Proses Rolling. Untuk menghitung tahapan-tahapan dalam pengerolan digunakan persamaan sebagai berikut : BD. = R roll atas + t + R roll bawah. AE. = R roll + t + R dalam tangki. Segitiga AEC.
(58) B’D. 1/ 2 . AC ...............................................................pers 3.12 AE (Literatur 7, hal. 217) = Turunnya roll B, dan dicari dengan cara :. B’D. = B’F + FD. Cos 0 . = B’F + (ED – EF) = R roll atas + t + (AE . Sin α 0 – R tangki ) Jadi jarak penurunan roll dari awal proses sampai dengan akhir proses mempunyai lintasan sepanjang : BB’. = BD – B’D (mm). FD BD BF BD ( Rroll atas t BB ' ) Untuk mencari R luar tangki menggunakan rumus Phytagoras : A2 + B2 = C2 (Rluar tangki + FD)2 + (0,5 . AC)2 = (Rluar tangki + Rroll bawah)2 Dari segitiga ADE dapat dicari nilai sudutnya, yaitu : Cos 0 . AD .........................................................................pers 3.13 AE (Literatur 7, hal. 218). Panjang pelengkungan (L) L. 1 2 . . ( IR K . t ) ……….....................................pers 3.14 360 (Literatur 7, hal. 222) Dimana : IR. K. = Jari-jari dalam tangki (Rluar tangki - t ). = Konstanta ; 0,5 bila IR > 2 . t 0,3 bila IR < 2 . t.
(59) t. = tebal plat (mm). Besar gaya pengerolan (F) F . K . L . S . t2 ....................................................................pers 3.15 I (Literatur 7, hal. 223). Dimana : K. = Konstanta pengerolan (0,5). L. = Panjang pelengkungan (mm). S. = Kekuatan tarik (53 Kg / mm2). t. = Tebal plat (mm). I. = Lebar daerah deformasi (panjang pelengkungan awal = 500 mm). Kekuatan bahan adalah :. . F.L ...................................................................... pers 3.16 B . t2 (Literatur 7, hal. 224). Dimana : σ. = Tegangan yang dialami plat (Kg / mm2). F. = Gaya pengerolan (Kg). L. = Panjang pelengkungan sebelumnya (mm). B. = Panjang awal plat yang akan di roll (mm). t. = Tebal plat (4 mm).
(60) 3.9. Proses Pengelasan Prosedur dan persiapan pengelasan sangat memerlukan mutu dari hasil. pengelasan. Pengelasan ini secara umum meliputi : . Pemilihan jenis pengelasan. . Pemilihan prosedur pengelasan. . Pemilihan bentuk design geometrinya. . Penunjukan juru las. a. Pemilihan jenis pengelasan Pemilihan ini harus dengan fungsi sambungan las hingga diperoleh efisiensi yang tinggi, baik ditinjau dari segi waktu, tenaga dan penghematan energi. b. Pemilihan prosedur pengelasan Las ikat (Las Bungkus Elektroda Terbungkus) Las ikat dilakukan dengan maksud untuk mempermudah pengelasan bagian-bagian yang telah disiapkan, dilakukan dengan las pendek pada tempat tertentu untuk keperluan penyetelan. Hal ini dimaksudkan supaya tidak terjadi penyetelan pada waktu pengelasan utama. Jarak antara las ikat yang satu dengan yang lainnya sekitar 200 mm dengan panjang pengelasan 60 mm (Prof. DR. Ir. Harsono Wiryo Sumarto, Teknologi Pengelasan Logam, hal 216 ). Untuk las ikat digunakan pengelasan las busur listrik elektroda terbungkus. Pengelasan ini bisa dipakai dengan tangan juga bisa digunakan secara otomatis. Las busur listrik bisa juga dipakai untuk pengelasan baja, besi cor, paduan, tembaga, paduan nikel dan lain-lain.
(61) Cara pengelasan ini digunakan kawat elektroda logam yang terbungkus dengan fluks yang sewaktu pengelasan ikut mencair. Sedangkan sumber panasnya menggunakan besar nyala listrik untuk mencairkan logam. Dalam ppengelasan ini fluks yang mencair mempunyai berat jenis lebih ringan dari bahan metal yang dicairkan, maka fluks mengapung diatas cairan metal tersebut sekaligus mengisolasi metal untuk beroksidasi dengan udara luar dan sewaktu membeku fluks juga ikut membeku dan tetap melindungi metal dari reaksi oksidasi. c. Bentuk alur dan geometri sambungan las Berdasarkan Welding Hand Book, hal 268, untuk plat dengan ketebalan 4 mm dengan jenis pengelasan busur redam, bentuk alur yang dianjurkan adalah I. dengan geometri seperti yang terlihat pada Gambar 3.2 Gambar 3.2 Geometri dan Sambungan Las Ikat Dari Gambar 3.2 adalah sambungan las ikat, sambungan las ikat ini sangat penting untuk menghindari pergeseran dua material yang akan di las atau disambungkan sehingga didapat hasil yang lebih baik. dalam pelaksanaannya, pengelasan ikat tidak dapat dilakukan secara berulang-ulang. Dari gambar dapat ditentukan : Jarak antar las (l0). = 200 mm. Panjang lasan (l1). = 60 mm. Jenis las. = SMAW.
(62) 3.9.1. Perhitungan sambungan antar shell Karena tangki menggunakan 3 lembar plat berbentuk silinder, maka untuk. membentuk 3 buah silinder menjadi tangki harus menyambung ketiga plat yang berbentuk silinder tersebut. Jumlah las ikat yang dibutuhkan untuk menyambung tiga buah silinder itu yaitu : Jumlah las ikat . .D ……………………………………..pers 3.17 ( l1 l0 ) (Literature Welding Hand Book, hal 268). a Pengelasan inti Pengelasan inti dibagi menjadi dua pengelasan yaitu pengelasan luar dan pengelasan dalam. 1. Pengelasan luar Panjang total lasan. = Panjang tangki + (π . D). Luas penampang las = Lebar celah las x tebal las Volume pengelasan. = panjang total lasan x luas penampang las. 2. Pengelasan dalam Pengelasan dalam adalah pengelasan inti yang dilakukan dari dalam yang bertujuan untuk menghaluskan permukaan bagian dalam. b. Kekuatan las. 1 . P ………………………………………………………...pers 3.18 h.l (Literatur 4, hal. 190). Jadi syarat.. 1. . 1. MaterialTangki ( Kg / mm 2 ) , maka kondisi memenuhi.
(63) 3.9.2. Penyambungan Badan dan Tutup Tangki Untuk proses penyambungan sama dengan proses penyambungan badan. tangki. Jadi untuk langkah-langkahnya sama dengan proses penyambungan badan tangki. Perhitungan penyambungan badan tangki dan tutup tangki : Jumlah las ikat . .D .t ……………………………………pers 3.19 ( l1 l0 ) (Literature Welding Hand Book, hal 268). Panjang total lasan. = jumlah las ikat x panjang lasan. Luas penampang lasan = lebar celah las . tebal las Volume pengelasan 3.10. = Luas penampang lasan x Panjang total lasan. Dasar Pemilihan Bahan Dalam perencanaan ini penulis memilih bahan dengan standar ASTM A36. disebabkan mempunyai mampu keras yang baik meskipun berukuran besar dapat dikeraskan sampai ke dalam jadi dengan penemperan dapat diperoleh struktur yang lebih uniform. di samping itu kekuatan yang lebih tinggi dan keuletan yang lebih baik dapat diperoleh. Karena mempunyai mampu keras yang baik tidak perlu pendinginan yang cepat pada pengerasannya, hal ini menyebabkan rendahnya tegangan sisa..
(64) BAB IV DATA DAN PERHITUNGAN PERENCANAAN TANGKI. Dalam perencanaan tangki ini ada beberapa langkah-langkah yang harus dilakukan sebelum melakukan pengerjaan, langkah-langkah tersebut meliputi : 4.1. Data Perencanaan Tipe tangki. : Tangki Penyimpanan sementara. Jenis Fluida. : Minyak mentah (Crude Oil). Kapasitas. : 350 Barrel (55,65 m3)/ 55650 liter. Tinggi Tangki (H). : 6000 mm (19,685 ft) maka diameter tangki adalah: 1 volume d 2 t 4 1 55.63m3 d 2 6m 4. d 0. 55.63m3 4 3.435m 3.5m 6m . API. : 35 maka SG minyak mentah:. SG . SG . 0. 141.5 API 131.5. 141.5 0.8498 35 131.5.
(65) Corrossion Allowance (CA). : 2 mm ( 0,0066 ft ). Allowable Stress for Design Condition (Sd). : 23.200 Psi. Allowable Stress for Hidrostatic Condition (St). : 24.900 Psi. Gradient fluida. : 0,433 Psi/ft. Sketsa gambar tangki dapat dilihat pada gambar di bawah ini dimana. 1500. meliputi gambar dinding tangki dan atap tangki.. 1500. 1500. 6000. 1500. Dinding tangki. 3500. Ø3 50 0. Gambar 4.1 Sketsa Tangki Atap tangki 350. 350. 300. 65 0. Gambar 4.2 Sketsa Atap Tangki.
(66) 4.2. Perhitungan Tekanan Dalam perhitungan tekanan ini digunakan persamaan yang ada pada. bab III, data-data dalam yang akan direncanakan berdasarkan spesifikasi diatas. 4.2.1 Volume badan tangki Volume badan tangki meliputi volume yang mengisi tangki,yaitu minyak mentah (crude oil).Jadi untuk menghitung volume tersebut digunakan rumus sebagai berikut: V . r2 . T Dimana :. r. r. = Jari-jari tangki (m). T. = Panjang tangki (m). D 3,5m 1,75m 2 2. Sehingga volume badan tangki adalah : V 3,14.1,75m .6m 2. = 57,69 m3 ≈ 55,65 m3 4.2.2 Volume tutup tangki (V) Volume yang terdapat pada bagian atap tangki, sehingga dapat di cari dengan menggunakan rumus sebagai berikut: V. .r 2 .d 2. 3,14 x(1,75m) 2 x3,5m V 16,83m 3 2 4.2.3 Tekanan dalam tangki (P).
(67) Tekanan pada setiap bagian tangki, dalam hal ini tangki terdiri dari 4 bagian. Dimana H1= 6 m. H3= 3 m. H2= 4.5 m. H4= 1.5 m. Jadi tekanan pada setiap bagian tangki adalah: p1 .g .h1 849.8kg / m3 9.8m / s 2 6m. o 0.8498 1000kg / m3 N= Kg.m/s2. 49968.24 N / m 2. p2 .g .h2. o 0.8498 1000kg / m3. 849.8kg / m3 9.8m / s 2 4.5m 37476.18 N / m 2. p3 .g .h3. o 0.8498 1000kg / m3. 849.8kg / m3 9.8m / s 2 3m 24984.12 N / m 2. p 4 .g.h4. o 0.8498 1000kg / m3. 849.8kg / m3 9.8m / s 2 1.5m 12492.06 N / m 2. 4.2.4 Berat muatan tangki Berat muatan tangki yaitu berat fluida yang mengisi tangki terdebut. Sehingga dapat digunakan rumus sebagai berikut: Massa .v.
(68) 849.8kg / m3 55.65m3 47291.37kg. 4.2.5 Tegangan izin pada tangki (σijin) Tegangan dimana bahan dapat menerima beban maksimum pada perencanaan ini,Sehingga dapat dihitung dengan rumus sebagai berikut. y Sf 1 . Sf 2 (Elemen mesin, Sularso, hal. 8) ijin . Dimana : σy. = Yield strength Bahan (ASTM A36 = 25,31 Kg/mm2). Sf1. = Safety factor (2). Sf2. = Safety factor (6). Bahan yang dipakai adalah ASTM A36 dimana tegangan luluhnya sebesar 36.000 psi.. 36000. lb 0,4536kg 1in 2 kg x x 25,31 2 2 1lb in 645,16mm mm 2. Jadi tegangan luluhnya adalah 25,31 kg/mm2 sehingga tegangan izinnya adalah : Sehingga tegangan izin pada tangki adalah :. ijin . 25,31kg / mm 2 6 x2. = 2,11 kg/mm2 4.3. Perhitungan Shell Plate.
(69) Ketebalan minimum shell plate ditentukan menurut persyaratan pada Table 3.1. Untuk diameter tangki 3500 mm (11,48 ft) termasuk dalam range diameter tangki < 50 feet maka tebal minimum shell plate yang diijinkan adalah 3/16 inch ( 4,76 mm ~5 mm). Susunan pelat dinding dimana lapisan pertama (1 st course) merupakan lapisan yang terletak tepat diatas annular plate dan memiliki ketebalan yang lebih besar dibandingkan lapisan-lapisan diatasnya. Sedangkan lapisan dinding pelat teratas (4 st course) merupakan lapisan dengan ketebalan terkecil namun tidak lebih kecil dari tebal minimum yang disyaratkan. Maka dalam perencanaan ini menggunakan bahan ASTM berdasarkan sifat-sifat sebagai berikut: Jenis material. : ASTM A36M (A36). Tegangan yield. : 36.000 psi = 2531 kg/cm2. Tegangan tarik. : 58.000 psi = 4077.8 kg/cm2. Hasil perhitungan ketebalan minimum shell plate dari lapisan paling bawah dan lapisan bagian teratas dengan memakai metode one-foot method yang ditentukan berdasarkan persamaan sebagai berikut : Berdasarkan cairan yang direncanakan yaitu minyak mentah (crude oil), dihitung dengan menggunakan persamaan ( 3.1 ). Tebal dinding tangki terbagi atas 4 bagian yaitu 1st course, 2st course, 3st course, 4st course.Untuk perhitungan per course dapat dilihat dibawah ini. 1st Course. :. 2,6 D( H 1) SG t1 CA x0,433Psi / ft Sd 2,6 x11,48 ft (19,685 ft 1)0,8488 t1 0,0066 ft 23200lb / in 2 .
(70) = 0,020 ft2/lb/in2 + 0,0066 ft = 0,0269 ft2/lb/in2 x 0,433 Psi/ft = 0,01165 ft = 3,5 mm 2st Course. :. 2,6 x11,48 ft (14,76375 ft 1)0,8488 t2 0,0066 23200lb / in 2 . = 0,015 ft2/lb/in2 + 0,0066 ft = 0,0216 ft2/lb/in2 x 0,433 Psi/in2 = 0,00937 ft = 2,9 mm 3st Course. :. 2,6 x11,48 ft (9,8425 ft 1)0,8488 t3 0,0066 ft 23200lb / in 2 . = 0,00966 ft2/lb/in2 + 0,0066 ft = 0,01626 ft2/lb/in2 x 0,433 Psi/ft = 0,00704 ft = 2,2 mm. 4st Course. :. 2,6 x11,48 ft (4,92152 ft 1)0,8488 t4 0,0066 23200lb / in 2 . = 4,28 ft2/lb/in2 + 0,0066 ft = 0,011 ft2/lb/in2 x 0,433 Psi/ft = 0,00471 ft = 1,4 mm 4.4. Perhitungan Ketebalan Plat Dasar Tangki (Bottom & Annular Plate) Untuk tebal minimum bottom plate diambil ¼ inch = 6,35 mm, sedangkan. untuk tebal annular plate tebal minimum platnya ditentukan menggunakan API Std 650 Tabel 3.2 dengan dua parameter yang harus diketahui yaitu : a. Tebal shell course yang diambil adalah t = 6 mm = 0,236 inch.
Gambar



+7





Dokumen terkait
Mahkamah Konstitusi Republik Indonesia dalam menjalankan fungsinya sebagai pengawal konstitusi dilengkapi dengan empat kewenangan dan satu kewajiban yaitu (a)
Hasil analisis deskriptif menunjukkan item terendah pada variabel nilai pelanggan berada pada item Y.4.2 (Kelebihan Bukalapak.com dalam menentukan tarif layanan
Tujuan dari penelitian ini adalah untuk mendapatkan particle board dari eceng gondok dengan variasi perbandingan jumlah perekat polipropilena dan polistirena, sehingga
dan terbuka terhadap gagasan ilmiah); keterampilan (memperoleh, memanfaatkan, dan memilih informasi, menggunakan alat, bekerja sama, dan kepemimpinan); dan ranah
Namun, karena adanya enzim pencernaan yang dihasilkan oleh kapang tempe, maka protein, lemak, dan karbohidrat pada tempe menjadi lebih mudah dicerna di dalam tubuh dibandingkan
Dari data pengujian yang telah dilakukan pada proses penggerindaan material Baja ST 37 dengan menggunakan batu gerinda ( Silicon carbide wheel GC-240 LV) terhadap
Jika untuk menampilkan informasi tentang user yang sedang aktif anda menggunakan whoami , untuk menampilkan nama terminal dimana saat ini anda berada
dr.Awalia, Sp.PD-KR, FINASIM selaku dosen pembimbing klinis yang telah bersedia memberikan waktu dan tenaga untuk dapat. membimbing dan memberikan saran dalam
