TUGAS AKHIR TF141381
ANALISA PENGARUH PERUBAHAN RAPAT
ARUS TERHADAP PEMBENTUKAN PASSIVE
LAYER Al
2O
3PADA PROSES HARD ANODIZING
MATERIAL QQA-250/4, AMS 4037
MUHAMMAD ALIEF RIZAL ROMADHONI NRP. 2413 100 104
Dosen Pembimbing
Dr.-Ing. Doty Dewi Risanti, S.T., M.T. Ir. Agussalim
DEPARTEMEN TEKNIK FISIKA FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2017
i
TUGAS AKHIR TF141381
ANALISA PENGARUH PERUBAHAN RAPAT
ARUS TERHADAP PEMBENTUKAN PASSIVE
LAYER Al2
O
3PADA PROSES HARD ANODIZING
MATERIAL QQA-250/4, AMS 4037
MUHAMMAD ALIEF RIZAL ROMADHONI NRP. 2413 100 104
Dosen Pembimbing
Dr.-Ing. Doty Dewi Risanti, S.T., M.T. Ir. Agussalim
DEPARTEMEN TEKNIK FISIKA FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2017
iii
FINAL PROJECT TF141381
ANALYSIS ON THE EFFECT OF CURRENT
DENSITY VARIATION ON PASSIVE LAYER
Al
2O
3FORMATION DURING HARD ANODIZING
PROCESS OF QQA-250/4, AMS 4037
MUHAMMAD ALIEF RIZAL ROMADHONI NRP. 2413100104
Supervisor
Dr.-Ing. Doty Dewi Risanti, S.T, M.T Ir. Agussalim
ENGINEERING PHYSICS DEPARTMENT FACULTY OF INDUSTRIAL TECHNOLOGY INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2017
v
PERNYATAAN BEBAS PLAGIASI
Saya yang bertanda tangan dibawah ini :
Nama
: Muhammad Alief Rizal Romadhoni
NRP
: 2413 100 104
Departemen/Prodi : Teknik Fisika/S1 Teknik Fisika
Fakultas
: Fakultas Teknologi Industri
Perguruan Tinggi : Institut Teknologi Sepuluh Nopember
Dengan ini menyatakan bahwa Tugas Akhir dengan judul
”Analisa Pengaruh Perubahan Rapat Arus Terhadap Pembentukan Passive Layer Al2O3 pada Proses Hard Anodizing Material QQA-250/4, AMS 4037” adalah benar karya saya
sendiri dan bukan plagiat dari karya orang lain. Apabila di kemudian hari terbukti terdapat plagiat pada Tugas Akhir ini, maka saya bersedia menerima sanksi sesuai ketentuan yang berlaku. Demikian surat ini saya buat dengan sebenar-benarnya.
Surabaya, 24 Juli 2017 Yang membuat pernyataan,
Muhammad Alief Rizal Romadhoni NRP.2413 100 104
vii
LEMBAR PENGESAHAN
ANALISA PENGARUH PERUBAHAN RAPAT ARUS TERHADAP PEMBENTUKAN PASSIVE LAYER Al2O3 PADA PROSES HARD ANODIZING MATERIAL
QQA-250/4, AMS 4037
TUGAS AKHIR
Oleh :
Muhammad Alief Rizal Romadhoni NRP. 2413100104 Surabaya, 24 Juli 2017 Mengetahui/Menyetujui
Pembimbing II , Ir. Agussalim NIK.
950153
Pembimbing I ,Dr.-Ing. Doty Dewi Risanti, S.T., M.T. NIPN. 19740903 199802 2 001
ix
LEMBAR PERSETUJUAN
ANALISA PENGARUH PERUBAHAN RAPAT ARUS TERHADAP PEMBENTUKAN PASSIVE LAYER Al2O3 PADA PROSES HARD ANODIZING MATERIAL
QQA-250/4, AMS 4037
Tugas Akhir
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Pada
Bidang Studi Rekayasa Bahan
Program Studi S-1 Depertemen Teknik Fisika Fakultas Teknologi Industri
Institut Teknologi Sepuluh Nopember Oleh
Muhammad Alief Rizal Romadhoni
NRP. 2413 100 104
Disetujui oleh Tim Penguji Tugas Akhir :
1. Dr.-Ing. Doty Dewi Risanti, S.T., M.T. ….. (Pembimbing I) 2. Ir. Agussalim ….. (Pembimbing II) 3. Ir. Zulkifli A., M.Sc. ….. (Ketua Penguji) 4. Dyah Sawitri, S.T., M.T. ….. (Penguji II) 5. Andi Rahmadiansyah , S.T., M.T. ….. (Penguji III)
SURABAYA 24 JULI, 2017
xi
ANALISA PENGARUH PERUBAHAN RAPAT ARUS TERHADAP PEMBENTUKAN PASSIVE LAYER Al2O3 PADA PROSES HARD ANODIZING MATERIAL
QQA-250/4, AMS 4037
Nama Mahasiswa : Muhammad Alief Rizal Romadhoni
NRP : 2413 100 104
Departemen : Teknik Fisika FTI-ITS
Dosen Pembimbing : Dr.-Ing. Doty Dewi Risanti, S.T., M.T. Ir. Agussalim
Abstrak
Hard anodizing merupakan salah satu perlakuan permukaan
yang diberikan pada logam aluminium dengan memanfaatkan prinsip elektrolisis untuk membentuk lapisan pasif di atas permukaan logam dasar. Pada penelitian ini digunakan paduan aluminium 2024 T3, dimana material ini memiliki sifat mekanik material yang lebih kuat jika dibandingkan dengan aluminium murni, namun memiliki ketahanan korosi yang buruk diakibatkan kandungan unsur tembaga (Cu) pada campuran ini. Salah satu variabel yang mempengaruhi proses ini adalah rapat arus yang digunakan. Penelitian ini dilakukan dengan memvariasikan 3 rapat arus, yaitu 2 A/dm2, 4 A/dm2, dan 6 A/dm2. Dari hasil penelitian
yang didapatkan, nilai ketebalan, kekerasan, coating weight, dan ketahanan abrasi memiliki kecenderungan semakin tinggi pada setiap kenaikan rapat arus. Untuk sifat elektrokimia nilai Vcorr pada
rapat arus 6 A/dm2yang memiliki kecenderungan tahan terhadap
terjadinya korosi yaitu sebesar -0,537 V dikarenakan kualitas oksida yang terbentuk memiliki porositas yang paling rendah. Kemudian untuk nilai Icorr didapatkan nilai paling kecil adalah pada
rapat arus 4 A/dm2 dengan 7,82 x 10-9 A/cm2, hal tersebut
mempengaruhi nilai laju korosi pada rapat arus ini menjadi yang paling rendah juga dengan nilai laju korosi sebesar 1,42 x 10-10
mm/yr. Berdasarkan penelitian ini, rapat arus 4 A/dm2 merupakan
rapat arus yang paling optimum.
Kata kunci : hard anodizing, rapat arus, paduan aluminium,
xiii
ANALYSIS ON THE EFFECT OF CURRENT DENSITY
VARIATION ON PASSIVE LAYER Al2O3 FORMATION
DURING HARD ANODIZING PROCESS OF MATERIAL QQA-250/4, AMS 4037
Collage Student Name : Muhammad Alief Rizal Romadhoni
NRP : 2413 100 104
Departement : Teknik Fisika FTI-ITS
Supervisor : Dr.-Ing. Doty Dewi Risanti, S.T., M.T.
Ir. Agussalim
Abstract
Hard anodizing is a surface treatment which is applied to aluminium through principle of electrolysis to form passive layer on the surface of base material. Current density is known to be one of variables influencing the process. In this research we use AA 2024 T3 as base metal for anodizing. This material has a good mechanical properties but poor corrosion resistance caused by Cu phase containing on this alloy. This research used variation of current density they are 2 A/dm2, 4 A/dm2, and 6 A/dm2. The result
from this process show that as the current density increases the thickness, hardness, coating weight, and wear resistance are also increased. For electrochemical properties, 6 A/ dm2 result in high
value of Vcorr i.e. -0,537 V indicating that the quality of oxide layer
is preserved. The smallest Icorr obtained was 7,82 x 10-9 A/cm2 for
4 A/dm2, leading to the smallest corrosion rate with value of 1,42
x 10-10 mm/yr. Based on these results, the most optimum current
density for optimized oxide properties values is 4 A/dm2.
Keyword : hard anodizing, current density, mechanical
xv
KATA PENGANTAR
Puji syukur senantiasa dipanjatkan kepada Allah SWT yang Maha Agung dan Maha Bijaksana, karena atas berkah, rahmat, petunjuk dan karunia-Nya, penulis mampu menyelesaikan dan menyusun Tugas Akhir yang berjudul :
”Analisa Pengaruh Perubahan Rapat Arus Terhadap
Pembentukan Passive Layer Al2O3 pada Proses Hard
Anodizing Material QQA-250/4, AMS 4037”
Penulis telah banyak mendapatkan bantuan dari berbagai pihak untuk menyelesaikan Tugas Akhir ini. Untuk itu diucapkan terimakasih kepada :
1. Bapak Agus Muhammad Hatta, S.T., M.Si., Ph.D. selaku Ketua Jurusan Teknik Fisika saat ini.
2. Kedua Orang tua saya, Bapak Kol. (Cku) Amad Sugiyono, S.E., M.M. dan Ibu Dra. Siti Sa’adah yang saya sayangi serta kedua adik saya Muhammad Danil Hadyan Darojat dan Suci Fatimah Nur Virajati yang telah memberikan dukungan moril dan spiritual.
3. Ibu Dr. –Ing. Doty Dewi Risanti, S.T., M.T. dan Ir. Agussalim selaku Dosen Pembimbing yang telah memberikan arahan dan bimbingan dalam menyelesaikan tugas akhir ini.
4. Bapak Kojali, Bapak Ahmad, Ibu Indah, Ibu Rina, Bapak Ajat, Bapak Asep Arifin, Bapak Azwar dan Bapak Agus yang telah membantu pelaksanaan tugas akhir di PT. Dirgantara Indonesia.
5. Bapak Dr. Dhany Arifianto, S.T., M.Eng. selaku Dosen wali selama menempuh pendidikan di Teknik Fisika.
6. Bapak dan Ibu dosen serta karyawan jurusan Teknik Fisika FTI-ITS
7. Laboratorium Elektrokimia Teknik Kimia FTI-ITS yang telah membantu pengujian potensiodinamik tugas akhir ini. 8. Laboratorium SEM-EDS Departemen Teknik Material dan
xvi
9. Laboratorium Metalurgi Departemen Teknik Material dan Metalurgi FTI-ITS yang telah membantu pengujian metalografi.
10. Choirun Nisaa Firdausy yang telah menemani penulis selama mengerjakan laporan dan memberi dukungan semangat serta spiritual.
11. Mas Ical, Adhit, Ditra, Hasbi, Kira, Dan, Bonar, Hilmi, Billy, serta semua teman-teman Griapena yang telah menemani penulis sejak menginjakan kaki di Surabaya hingga lulus. 12. Aloy, Nural, Dan, Afin, Emir, Hafizh, Robert, Gea, Abyan,
Reza, Irving, Fatih, Arfiq, Audi, Friandi, dan Bintang yang menjadi teman dekat penulis sejak berkuliah di Teknik Fisika ITS.
13. Yasha, Afif, Dimie, Hafidz, Yasser, Esti, Maitsa, Fatmala, Mitha, Alam, Nugroho, Risky, Ilham, Firman, Supri, Indah, dan semua teman-teman VSNMC yang telah memberikan dukungan selama pengerjaan Tugas Akhir.
14. Emir, Devita, Riyadh, Risandi, dan Thomas sebagai teman seperjuangan dalam menyelesaikan Tugas akhir bidang Rekayasa Bahan.
15. Semua asisten Laboratorium Rekayasa Bahan Departemen Teknik Fisika FTI-ITS yang telah membantu dalam pengerjaan Tugas Akhir.
16. Teman-teman angkatan 2013 yang tak bisa saya sebutkan satu persatu.
Penulis menyadari bahwa penulisan laporan Tugas Akhir ini masih banyak kekurangan. Oleh karena itu sangat diharapkan kritik dan saran dari semua pihak sehingga mampu lebih baik lagi. Penulis berharap semoga laporan ini dapat menambah wawasan yang bermanfaat bagi pembacanya.
Surabaya, 24 Juli 2017
xvii
DAFTAR ISI
Hal
HALAMAN AWAL BAHASA INDONESIA i
HALAMAN AWAL BAHASA INGGRIS iii
PERNYATAAN BEBAS PLAGIASI v
LEMBAR PENGESAHAN vii
LEMBAR PERSETUJUAN ix
ABSTRAK xi
ABSTRACT xiii
KATA PENGANTAR xv
DAFTAR ISI xvii
DAFTAR GAMBAR xix
DAFTAR TABEL xxiii
BAB I PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Rumusan Masalah 2
1.3 Tujuan 3
1.4 Batasan Masalah 3
BAB II DASAR TEORI 5
2.1 Aluminium 5
2.2 Anodizing 14
2.3 Analisa Elektrokimia dengan Metode 22 Polarisasi
BAB III METODOLOGI PENELITIAN 27
3.1 Alat dan Bahan 27
3.2 Eksperimen 29
3.3 Pengujian 32
BAB IV HASIL DAN PEMBAHASAN 43
4.1 Hasil Pengujian Ketebalan 43 4.2 Hasil Pengujian Kekerasan 44 4.3 Hasil Pengujian Metalografi dan SEM 46
xviii
4.4 Hasil Pengujian Ketahanan Abrasi 50 4.5 Hasil Pengujian Coating Weight 51 4.6 Hasil Pengujian Potensiodinamik 52
4.7 Interpretasi Data 54 BAB V PENUTUP 59 5.1 Kesimpulan 59 DAFTAR PUSTAKA 61 LAMPIRAN 65 BIODATA PENULIS 67
xix
DAFTAR GAMBAR
Gambar 2.1 Proses Hall-Heroult 7
Gambar 2.2 Diagram fasa Al-Cu 10
Gambar 2.3 Proses aging pada paduan aluminium 11 Gambar 2.4 Proses perubahan butir pada aging 12 Gambar 2.5 Hubungan antara kekerasan dan kekuatan
terhadap waktu aging pada temperatur konstan selama presipitasi
13
Gambar 2.6 Skema terjadinya pembentukan fasa presipitat θ. (a) larutan pada fasa tunggal α. (b) transisi fasa θ" (c) fasa setimbang fasa θ dengan matriks fasa α
13
Gambar 2.7 Lapisan oksida anodizing 17 Gambar 2.8 Proses pembentukan oksida anodizing 17 Gambar 2.9 Hubungan temperatur dengan berat lapisan
oksida
18 Gambar 2.10 Hubungan rapat arus dengan ketebalan
lapisan oksida
19 Gambar 2.11 Hubungan waktu anodisasi dengan
ketebalan lapisan oksida
20 Gambar 2.12 Hubungan konsentrasi pelarut dengan
berat lapisan oksida
21 Gambar 2.13 Hubungan nomor seri aluminium dengan
berat lapisan oksida
22 Gambar 2.14 Diagram tafel oksidasi material logam
dengan reduksi hidrogen
23 Gambar 2.15 Kurva polarisasi pada diagram Tafel 24
Gambar 3.1 Diagram alur penelitian 27
Gambar 3.2 Proses hard anodizing 31
Gambar 3.3 Dermitron 3000 33
xx
Gambar 3.4 Probe module 33
Gambar 3.5 Skema pengujian dengan prinsip eddy
current
34
Gambar 3.6 Vickers Tester 35
Gambar 3.7 Indentor piramid Vickers 35
Gambar 3.8 Taber Abraser Wheel CS 17 36 Gambar 3.9 Spesimen setelah proses ketahanan uji
abrasi
36
Gambar 3.10 Penimbangan spesimen 37
Gambar 3.11 Skema pengujian ketahanan abrasi 37
Gambar 3.12 Proses striping 38
Gambar 3.13 SEM Zeiss EVO MA 10 39
Gambar 3.14 Coating spesimen 40
Gambar 3.15 Blok diagram SEM 40
Gambar 3.16 Potensiostat PGSTAT302N 41
Gambar 3.17 Tempat pemasangan elektroda 41 Gambar 4.1 Pengaruh rapat arus terhadap ketebalan 43 Gambar 4.2 Pengaruh rapat arus terhadap kekerasan 44 Gambar 4.3 Skema pengukuran kekerasan 45 Gambar 4.4 Persebaran kekerasan pada setiap rapat
arus
45 Gambar 4.5 Metalografi dekat ujung oksida 47 Gambar 4.6 Metalografi pada tengah sisi atas spesimen 47 Gambar 4.7 Metalografi pada tengah sisi bawah oksida
spesimen
48 Gambar 4.8 Metalografi dekat sisi potong 48 Gambar 4.9 Permukaan lapisan oksida rapat arus 2
A/dm2
49 Gambar 4.10 Permukaan lapisan oksida rapat arus 4
A/dm2
49 Gambar 4.11 Permukaan lapisan oksida rapat arus 6
A/dm2
xxi
Gambar 4.12 Pengaruh rapat arus terhadap ketahanan abrasi
51 Gambar 4.13 Pengaruh rapat arus terhadap coating
weight
52 Gambar 4.14 Diagram Tafel pengujian pada 3 variasi
rapat arus
53 Gambar 4.15 Perbandingan koefisien difusi terhadap
rapat arus
xxiii
DAFTAR TABEL
Hal Tabel 2.1 Daftar nomer seri paduan aluminium
wrought alloy
8 Tabel 2.2 Persentase pengotor aluminium 9 Tabel 4.1 Hasil pengujian ketebalan 43 Tabel 4.2 Hasil pengujian kekerasan 44 Tabel 4.3 Hasil pengujian kekerasan pada setiap titik
dengan rapat arus yang berbeda
46 Tabel 4.4 Hasil pengujian ketahanan abrasi 51 Tabel 4.5 Hasil pengujian coating weight 52 Tabel 4.6 Hasil pengujian potensiodinamik 53 Tabel 4.7 Hasil perhitungan uji pada potensiodinamik 53
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Aluminium merupakan material non-ferous berwarna keperakan yang banyak digunakan dalam bidang industri manufaktur khususnya dalam bidang pesawat terbang (Bouchama, et al., 2013). Aluminium banyak digunakan dalam industri pesawat terbang karena bersifat ringan, mudah dibentuk sesuai kebutuhan, dan tahan korosi. Namun, meskipun aluminium memiliki kelebihan tersebut, aluminum memiliki kelemahan yang sangat berpengaruh pada performa material pada saat digunakan, yaitu bersifat mudah terdeformasi, memiliki nilai kekerasan yang rendah dan memiliki nilai ketahanan aus yang rendah. Sehingga untuk menutupi kelemahan tersebut, dalam dunia industri yang membutuhkan kemampuan mekanik material yang baik, maka aluminium dipadukan dengan unsur lain yang umumnya disebut dengan paduan aluminium (Rooy, 1990).
Sebanyak 70% hingga 80% material penyusun rangka pesawat adalah paduan aluminium (Niu, 1988). Dalam dunia industri pesawat terbang banyak digunakan paduan aluminium 2024 T3. Pada material ini, unsur yang paling dominan adalah unsur tembaga (Cu) yang mampu meningkatkan sifat mekaniknya, namun tidak dengan ketahanannya terhadap korosi (Rooy, 1990). Logam dengan campuran utama tembaga cenderung mudah terkena korosi karena adanya perbedaan potensial elektrokimia antara matriks (dalam hal ini Aluminium) dengan tembaga. Selain itu, dengan adanya unsur tembaga pada paduan aluminium menyebabkan material sulit untuk dilakukan proses anodizing karena fasa intermetalik (Al-Cu, Al-Cu-Fe, dan Al-Cu-Mg) yang membuat pertumbuhan evolusi oksigen dapat meningkat, timbulnya reaksi parasit anodik yang menurunkan efisiensi faradik, dan secara tidak langsung meningkatkan pertumbuhan porositas serta peningkatan cacat pada permukaan lapisan oksida (Bozza dkk. 2016)
Hard anodizing adalah perlakuan yang sangat penting dan
2
paduan aluminium). Hard anodizing merupakan sebuah metode elektrokimia yang bertujuan mengubah permukaan aluminium menjadi lapisan pasif dalam bentuk oksida (Al2O3) dengan
menerapkan arus listrik kedalam larutan anodizing yang merupakan asam sulfat (H2SO4) (Stevenson, 1990). Proses tersebut
membuat paduan aluminium memiliki peningkatan sifat mekanik seperti kekerasan dan ketahanan abrasi yang lebih baik dari logam yang dilapisi (Febriyanti. 2011).
Cacat pada permukaan oksida paduan aluminium memiliki beberapa faktor, antara lain adalah tingginya arus listrik, rendahnya temperatur anodizing, perbedaan distribusi medan listrik dan tegangan listrik yang tinggi. Hal tersebut dapat membuat permukaan oksida yang terbentuk menjadi tidak merata atau bahkan akan mengalami burning (terlarutnya paduan aluminium) (Bozza dkk. 2015). Untuk mengurangi kecacatan pada permukaan oksida dapat dilakukan dengan beberapa cara, antara lain mengurangi nilai kerapatan arus dan meningkatkan suhu anodizing (Stevenson, 1990). Hal tersebut sangat efektif untuk mengurangi cacat permukaan oksida yang tidak merata, namun hal tersebut akan membuat kualitas oksida akan berkurang karena akan membuat struktur menjadi lebih lunak dan meningkatkan porositas yang membuat material tidak mampu bertahan dalam kondisi kritis (Bozza dkk. 2016).
Karena hal tersebut, perlu dilakukan sebuah penelitian untuk menguji bagaimana pengaruh salah satu variabel yang mempengaruhi hard anodizing, yaitu rapat arus, terhadap lapisan oksida yang terbentuk selama proses hard anodizing.
1.2 Rumusan Masalah
Adapun rumusan masalah pada penelitian ini adalah sebagai berikut :
1. Bagaimana perbedaan karakteristik lapisan Al2O3 yang
dihasilkan oleh setiap nilai rapat arus yang diberikan? 2. Bagaimana perbedaan ketahanan korosi pada lapisan
Al2O3 yang dhasilkan oleh setiap nilai rapat arus yang
3 3. Bagaimana sruktrur mikro lapisan Al2O3 yang memiliki
kualitas sifat mekanik maupun ketahanan korosi yang baik?
1.3 Tujuan
Adapun tujuan dilakukan penelitian ini adalah sebagai berikut :
1. Mengetahui perbedaan karakteristik lapisan Al2O3 setiap
nilai rapat arus yang diberikan.
2. Mengetahui perbedaan ketahanan korosi lapisan Al2O3
setiap nilai rapat arus yang diberikan.
3. Mengetahui struktur mikro lapisan Al2O3 yang memiliki
kualitas sifat mekanik maupun ketahanan korosi yang baik.
1.4 Batasan Masalah
Batasan masalah yang ada pada penelitian ini adalah sebagai berikut :
1.
Variabel yang diubah adalah rapat arus2.
Variabel lain dibuat sesuai standard4
5
BAB II
DASAR TEORI
2.1 Aluminium
Aluminium ditemukan oleh Sir Humphrey Davy pada tahun 1809 sebagai suatu unsur dan pada tahun 1825 aluminium diproduksi sebagai logam oleh H. C. Oersted. Aluminium merupakan logam elemen paling berlimpah kedua yang ada di dalam perut bumi setelah silikon dan oksigen Produksi aluminium di dunia mencapai 15 juta ton per tahun pada 1981 (Rooy, 1990).
Di alam, aluminium ditemukan dalam bijih bauksit. Bijih bauksit merupakan salah satu sumber yang memiliki kandungan aluminium. Zat pengotor tersebut antara lain SiO2, Fe2O3 dan TiO2.
Untuk memisahkan zat pengotor tersebut dari bauksit dan mendapatkan aluminium murni, dilakukan proses pemurnian dengan proses Bayer dan Hall-Heroult.
Aluminium memiliki nomer atom 13 dengan simbol Al. Logam ini memiliki densitas sebesar 2,7 g/cm3 atau sekitar
sepertiga densitas baja (8,83 g/cm3) (Rooy, 1990). Faktor paling
penting pada pemilihan aluminium dan paduannya adalah Memiliki kegunaan yang beragam. Sifat yang menjadi kelebihan aluminium adalah strength-to-weight ratio yang tinggi jika dipadukan dengan unsur tertentu, ketahanan korosi yang baik, konduktivitas termal dan elektrik yang tinggi, serta fabrikasi yang mudah. Hal tersebut merupakan faktor yang membuat aluminium menjadi material yang sangat penting pada aplikasi pesawat terbang, otomotif, konstruksi, packaging, dan mesin industri (Dong, 2010).
Meskipun aluminium memiliki kelebihan tersebut, aluminium memiliki kelemahan yang sangat berpengaruh pada performa material pada saat digunakan, yaitu mudah terdeformasi serta memiliki kekerasan dan ketahanan aus yang rendah (Febriyanti, 2011). Sehingga untuk menutupi kelemahan tersebut, dalam dunia industri yang memubutuhkan kemampuan mekanik
6
material yang baik, maka aluminium dicampur dengan unsur lain yang umumnya disebut dengan paduan aluminium (Rooy, 1990)
2.1.1 Proses Pemurnian Aluminium
Dalam industri aluminium, pemurnian logam aluminium dilakukan 2 proses, yaitu proses Bayer dan proses Hall-Heroult. Berikut ini langkah-langkah untuk proses Bayer :
1. Ekstraksi
Bauksit yang mengandung aluminium hidroksida (Al(OH)3)
diberikan NaOH untuk mendapatkan natrium aluminat (NaAlO2).
Al(OH)3 (s)+ NaOH(l)→ NaAlO2 (l)+ 2H2O(aq) (2.1)
Aluminium hidroksida akan larut dalam NaOH karena bersifat amfoter, untuk zat pengotor yang ada didalam bauksit yang tidak dibutuhkan dalam proses ini seperti SiO2, Fe2O3, dan
TiO2 tidak dapat larut dan membentuk endapan yang disebut red
mud.
2. Tahap Pemisahan
Natrium aluminat yang terbentuk kemudian dipisahkan dengan red mud dengan cara difiltrasi.
3. Tahap Presispitasi
Tahap presipitasi bertujuan untuk mengubah natrium aluminat menjadi aluminum hidroksida. Untuk membantu terbentuknya presipitat aluminium hidrat digunakan Kristal Al(OH)3 untuk memicu terjadinya preispitasi.
NaAlO2 (l)+ 2H2O(aq)→ Al(OH)3 (l)+ NaOH(l) (2.2)
4. Tahap Kasinasi
Presipitat aluminium hidrat yang terbentuk dikeringkan di dalam rotary kiln atau fluid-bed calciners pada suhu 1100-1500 0C
untuk melepaskan H2O.
Al(OH)3 (l)→ Al2O3 (s)+ 3H2O(aq) (2.3)
Alumina yang didapatkan dalam proses bayer kemudian diproses kembali untuk mendapatkan Aluminium murni dengan
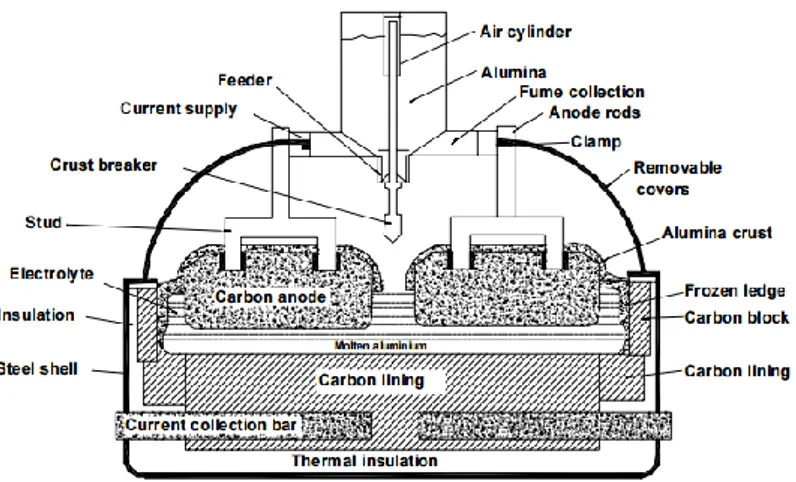
7 proses Hall-Heroult. Proses Hall-Heroult merupakan proses reaksi elektrolisis yang terdiri dari anoda dalam bentuk batang karbon, elektrolit yang berupa cryolite (Na3AlF6) dan katoda dalam bentuk
bak berbahan dasar baja yang dilapisi dengan karbon. Proses Hall-Heroult ditunjukkan oleh Gambar 2.1.
Gambar 2.1 Proses Hall-Heroult (Prasad, 2000)
Suhu bak sel eletrolisis mencapai 970 0C, hal tersebut sudah
cukup membuat alumina terlarut pada cryolite dalam bentuk lelehan, meskipun titik leleh alumina sebenarnya adalah 2040 0C.
Dari catu daya listrik dialirkan menuju anoda, kemudian aliran listrik mengalir melalui elektrolit dan lelehan alumina. Ion aluminium (Al3+) pada lelehan alumina kemudian mengalami
reduksi menjadi aluminium (Al). Aluminium yang terbentuk akan terkumpul di daerah sekitar katoda. Sedangkan ion oksigen yang terbentuk akan bereaksi dengan anoda menjadi karbon dioksida (CO2).
Reaksi anoda ∶ C(s)+ 2O (l)2− → CO2 (g)+ 4e− (2.4)
Reaksi katoda ∶ Al (l)3++ 3e−→ Al(l) (2.5)
Dari reaksi di katoda dan anoda yang terjadi, reaksi keseluruhannya adalah :
8
2Al2O3 (l)+ 3C2 (s)→ 4Al(l)+ 3CO2 (g) (2.6)
Lelehan aluminium yang terbentuk akan dialirkan menuju proses selanjutnya melalui valve yang terletak di bawah bak katoda.
2.1.2 Paduan Aluminium
Penggunaan aluminium sebagai material pesawat terbang tidak menggunakan aluminium murni, melainkan dengan memadukan aluminium dengan unsur lain (paduan aluminium) sehingga memiliki karakteristik baru, bahkan memiliki sifat mekanik dua kali lipat dari aluminium murni. Terdapat 2 jenis paduan aluminium sesuai dengan jenis pembuatannya, yaitu dengan proses cor (casting) atau tempa (wrought) (Rooy, 1990). Pada Penelitian ini, digunakan aluminium yang didapatkan dengan proses tempa (wrought).
Unsur-unsur yang digunakan sebagai campuran paduan aluminium dibedakan berdasarkan nomer seri berdasarkan
Aluminium Association Classification yang ditunjukkan oleh
Tabel 2.1.
Tabel 2.1 Daftar nomer seri paduan aluminium wrought
alloy (Rooy, 1990)
No. Seri Unsur Pengotor yang Dominan
1xxx Aluminium Murni 2xxx Cu 3xxx Mn 4xxx Si 5xxx Mg 6xxx Mg dan Si 7xxx Zn
8xxx Elemen lain (Li, Sn, Ni, Fe)
Dari penomoran seri aluminium tersebut, pada digit awal menandakan logam pengotor yang dominan pada paduan aluminium. Untuk digit kedua, pada seri 1xxx menunjukkan batas
9 pengotor alaminya, dan untuk seri 2xxx hingga 8xxx menunjukkan adanya modifikasi paduan. Dua digit terakhir merupakan presentase minimal alumunium untuk seri 1xxx, dan untuk 2xxx hingga 8xxx tidak menunjukkan makna tertentu, hanya untuk membedakan seri aluminium satu dengan yang lainnya (Rooy, 1990). Pada penelitian ini, digunakan paduan aluminium 2024, komposisi yang menyusun paduan aluminium 2024 ditunjukkan oleh Tabel 2.2.
Tabel 2.2 Persentase pengotor aluminium(Rooy, 1990) Nomor Seri Si (%) Fe (%) Cu (%) Mn (%) Mg (%) Zn (%) Ti (%) Cr (%) Al 2024 0,5 0,5 3,8-4,9 0,3-0,9 1,2-1,8 0,25 0,15 0,1
Dari setiap unsur pengotor tambahan yang ada pada paduan aluminium memiliki fungsi dan kegunaan masing-masing yang berpengaruh pada sifat mekanik paduan aluminium, berikut ini sifat yang dihasilkan dari setiap unsur yang ada pada paduan paduan aluminium (Rana, Rajesh, & Das, 2012);
a. Tembaga (Cu) memiliki pengaruh pada peningkatan kekerasan dan kekuatan karena tembaga dapat memperhalus struktur butir. Namun tembaga memberi pengaruh pada ketahanan korosi yang buruk dan menurunkan keuletan material.
b. Mangan (Mn) memiliki pengaruh pada peningkatan kekuatan tarik yang baik tanpa mengurangi keuletan, terjadi peningkatan terhadap ketahanan korosi, dan peningkatan ketahanan aus yang baik.
c. Silikon (Si) memiliki pengaruh pada penurunan titik leleh dan meningkatkan fluiditas.
d. Magnesium (Mg) memiliki pengaruh pada peningkatan kekuatan dan kekerasan yang cukup baik serta meningkatkan ketahanan terhadap korosi.
e. Seng (Zn) memiliki pengaruh pada peningkatan kekuatan dan kekerasan paling tinggi. Namun penambahan Zn
10
berdampak pada rentannya mengalami retak yang diakibatkan korosi tegangan.
f. Besi (Fe) memiliki pengaruh pada sedikit peningkatan kekuatan dan peningkatan keuletan yang cukup baik. g. Krom (Cr) memiliki pengaruh untuk mencegah
pertumbuhan butir menjadi lebih besar dan mencegah rekristalisasi. Selain itu dapat meningkatkan ketangguhan dan mengurangi terjadinya korosi tegangan.
h. Titanium (Ti) memiliki pengaruh pada pembentukan struktur butir yang halus dan mencegah terjadinya retak saat dilas.
2.1.3 Temper Aluminium
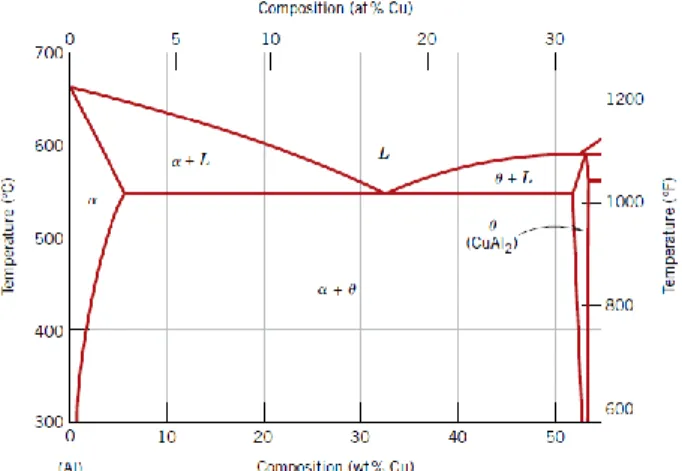
Gambar 2.2 Diagram fasa Al-Cu (Calister, Jr & Rethwisch, 2009)
Paduan aluminium merupakan material utama yang saat ini digunakan dalam industri pesawat terbang. Material yang digunakan harus melalui perlakuan temper untuk mendapatkan sifat atau karakteristik material yang dibutuhkan sebagai material pesawat terbang yang tepat guna. Proses ini juga dapat dikenal sebagai precipitation hardening (Calister, Jr & Rethwisch, 2009). Pada proses ini dibutuhkan diagram fasa seperti yang ditunjukkan
11 pada Gambar 2.2 untuk menunjukkan proses yang terjadi pada saat precipitation hardening berlangsung dari solution heat
treatment hingga aging. Untuk penelitian ini, digunakan material
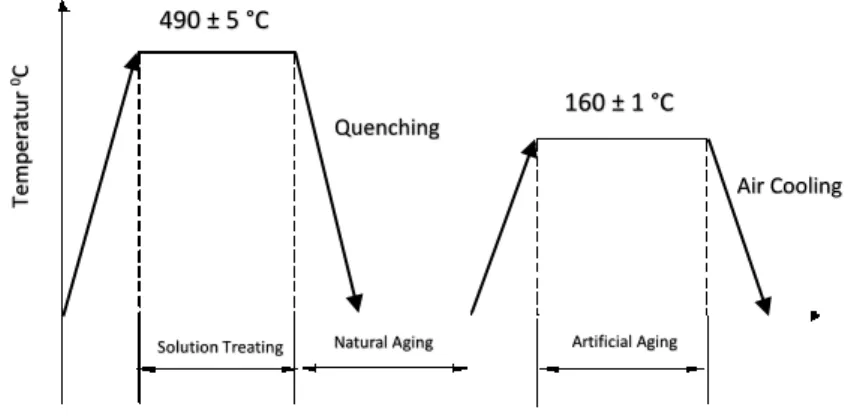
AA 2024 dengan perlakuan temper T3. Pada perlakuan temper dengan kode T3 bersifat heat treatable, dimana material paduan didapatkan dari proses solution heat treated, cold worked/quenching, dan natural aging seperti yang ditunjukkan
pada Gambar 2.3 (Rooy, 1990).
Gambar 2.3 Proses aging pada paduan aluminium (United States of America Patent No. US20140261907 A1, 2014)
Solution heat treatment diaplikasikan pada rentang waktu
yang cukup untuk mendapatkan struktur lewat jenuh yang homogen. Proses ini harus dilakukan pada waktu yang tepat. Jika waktu pengoperasian terlalu singkat, maka tidak semua elemen paduan akan terlarut secara merata. Jika waktu pengoperasian terlalu lama, maka akan memboros energi yang digunakan. Temperatur yang digunakan pada proses ini biasanya dibatasi hingga 495 0C. Temperatur yang terlampau tinggi akan memicu
adanya tegangan termal yang lebih tinggi yang berimbas pada proses quenching dan beresiko meleburkan fasa Cu. Meleburnya
490 ± 5 °C 160 ± 1 °C Tempe rat ur 0C
Solution Treating Natural Aging Artificial Aging
Air Cooling Quenching
12
fasa Cu berdampak pada kecenderungan sifat mekanik yang turun (Mohamed & Samuel, 2012).
Quenching merupakan proses penurunan temperatur secara
cepat hingga temperatur ruang. Quenching bertujuan untuk menekan presipitat dengan jumlah maksimal pada larutan logam untuk membentuk larutan padat lewat jenuh pada temperatur rendah dan untuk menjebak ruang kosong semaksimal mungkin dalam kisi-kisi atom. Laju quenching yang makin cepat akan menahan konsentrasi ruang kosong yang lebih besar dan memungkinkan mobilitas elemen pada fasa Al yang lebih besar selama proses aging. Laju optimum quenching sangat penting untuk menahan konsentrasi ruang kosong dan meminimalisir bagian yang terdistorsi setelah quenching. Laju quenching yang pelan akan mengurangi tegangan residu dan distorsi pada komponen, hal itu disebabkan oleh dampak yang mengganggu seperti presipitasi selama quenching, over aging lokal, reduksi batas butir, meningkatkan kecenderungan terjadinya korosi, dan mengurangi pengaruh yang ditimbulkan dari proses aging
treatment (Mohamed & Samuel, 2012).
Gambar 2.4 Proses perubahan butir pada aging (Smith, 1993)
Aging merupakan metode paling penting pada proses hardening logam paduan aluminium. Pada proses ini terjadi
presipitasi fasa paduan yang dipengaruhi oleh waktu dan temperatur aging sesuai dengan Gambar 2.4. Pada proses pembuatan paduan aluminium 2024 T3 mengaplikasikan natural
13
aging, dimana proses aging dilakukan pada temperatur ruang dan
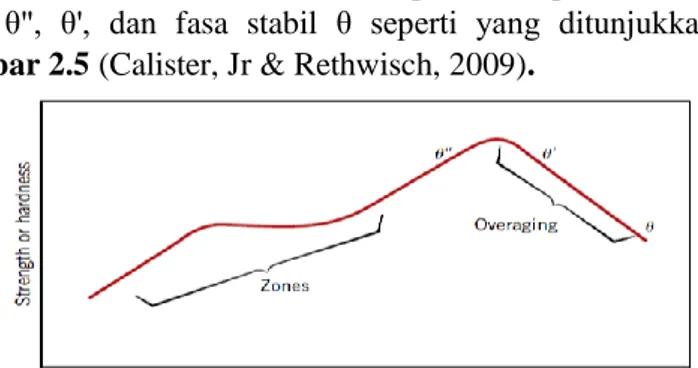
dalam rentang waktu yang berhari-hari, bahkan berbulan-bulan. Pada proses ini akan terjadi pengelompokan atom paduan Cu hingga membentuk klaster kisi yang tersebar secara merata pada matriks aluminium dan membentuk G-P zones yang lebih tahan terhadap pergeseran dislokasi terhadap kisi dan membuatnya menjadi kuat. Pada G-P zones terdapat beberapa fase metastabil yaitu θ", θ', dan fasa stabil θ seperti yang ditunjukkan pada
Gambar 2.5 (Calister, Jr & Rethwisch, 2009).
Gambar 2.5 Hubungan antara kekerasan dan kekuatan terhadap waktu aging pada temperatur konstan selama presipitasi (Calister, Jr & Rethwisch, 2009)
Gambar 2.6 Skema terjadinya pembentukan fasa presipitat θ. (a) larutan pada fasa tunggal α. (b) transisi fasa θ" (c) fasa setimbang fasa θ dengan matriks fasa α. (Calister, Jr & Rethwisch, 2009)
Pada Gambar 2.6 menunjukkan skema mikro terjadinya proses presipitasi. Diawali dengan pada tahap (a) yaitu atom Cu
14
masih tersebar secara merata pada matriks Al karena proses
solution heat treatment. Kemudian selama waktu berjalan, proses aging mulai terjadi, dimana atom Cu membentuk kelompok atau
klaster yang terjadi pada tahap (b), dan terjadi distorsi kisi kristal disekitar fasa Cu. Selama proses deformasi plastis, gerakan dislokasi secara efektif berkurang dikarenakan distorsi yang terjadi dan sebagai konsekuensinya paduan menjadi lebih keras dan kuat. Kemudaian pada tahap (c) terbentuk fasa θ diakibatkan oleh
overaging dimana material menjadi lemah dan lunak (Calister, Jr
& Rethwisch, 2009).
2.2 Anodizing
Anodizing merupakan proses pembentukan oksida pada
permukaan aluminium dengan proses elektrolisis dimana benda kerja diposisikan pada anoda. Pada proses ini katoda hanya berfungsi sebagai penghantar arus listrik dan tidak berfungsi sebagai logam pelapis. Pada prinsipnya, proses anodizing alumunium adalah menghasilkan aluminium oksida (Al2O3) atau
lapisan pasif yang melapisi material dasar yang ada di bawahnya, hal tersebut dapat terjadi setelah proses anodizing dikondisikan dalam temperatur yang dibutuhkan, konsentrasi elektrolit dan aditif yang digunakan, serta diberikan tegangan listrik dan arus listrik dengan besar tertentu pada proses elektrolisis anodizing (Stevenson, 1990).
Banyak kelebihan yang diberikan proses anodizing pada sebuah material, antara lain (Stevenson, 1990) ;
1. Meningkatkan ketahan terhadap korosi dengan adanya lapisan pasif oksida yang terbentuk diatas permukaan material dasar.
2. Meningkatkan penampilan dekoratif material dasar. 3. Meningkatkan ketahanan abrasi (ketahanan abrasi)
khususnya untuk proses hard anodizing. 4. Meningkatkan daya rekat cat.
5. Mempermudah lubrikasi.
15 7. Dapat dilapisi dengan proses lain
8. Dapat digunakan sebagai indikator pendeteksi kecacatan.
9. Meningkatkan emisivitas.
Pada dunia industri manufaktur seperti industri otomotif dan pesawat terbang terdapat 3 macam tipe anodizing, yaitu (Stevenson, 1990) :
1. Chromic Acid Anodizing (menggunakan larutan asam kromik) atau disebut juga anodizing tipe I.
2. Sulfuric Acid Anodizing (menggunakan larutan asam sulfat) atau disebut juga anodizing tipe II.
3. Hard Anodizing (menggunakan larutan asam sulfat dengan pengkodisinan rapat arus yang lebih tinggi dan temperature operasi yang rendah) atau disebut juga
anodizing tipe III.
Selain ketiga macam anodizing yang umum di dunia industri manufaktur saat ini, terdapat juga beberapa jenis anodizing yang penggunaannya dilakukan secara khusus sesuai dengan kebutuhan perusahaan maupun penggunaannya dilakukan untuk menggantikan peran dari 3 tipe anodizing untuk menutupi kekurangannya seperti penggunaan tartaric sulfuric acid anodizing yang digunakan untuk menggantikan chromic acid anodizing karena sifat krom yang beracun dan tidak ramah lingkungan. Berikut ini beberapa macam anodizing diluar 3 tipe yang umum ada di industri manufaktur saat ini (Stevenson, 1990) :
1. Oxalic Acid Anodizing 2. Phosporic Acid Anodizing
3. Boric Acid Anodizing
4. Sulfosalicylic Acid Anodizing 5. Sulfophtalic Acid Anodizing 6. Tartaric Acid Anodizing
2.2.1. Hard Anodizing
Proses hard anodizing dan sulfuric acid anodizing memiliki kemiripan dalam penggunaan jenis larutannya, yaitu asam sulfat.
16
Namun yang membedakan antara hard anodizing dan sulfuric acid
anodizing adalah pada suhu operasi yang lebih rendah pada rentang
0 0C hingga 10 0C dan rapat arus yang lebih tinggi pada rentang 2,6
A/dm2 hingga 5,1 A/dm2 serta terdapat pengaduk spesimen.
Pada saat terjadinya proses elektrolisis pada anoda, elektrolit pada sistem yang berupa asam sulfat (H2SO4) dibantu oleh arus
listrik yang dialirkan melalui katoda akan membuat oksigen yang ada di elektrolit menempel pada permukaan aluminium dan akan bereaksi dengan aluminium menjadi aluminium oksida (Stevenson, 1990).
Reaksi oksidasi yang terjadi,
Al(s)→ Al (l)3++ 3e− (2.6)
2H2O(aq) → 4H(l)++O2 (g)+ 4e− (2.7)
Reaksi reduksi yang terjadi,
3
2O2 (g)+ 6e
−→ O
(l)
2− (2.8)
2H2O(aq)+ 2e−→ H2 (g)+ 2OH(aq)− (2.9)
Setalah didapatkan ion-ion pada proses elektrolisis, maka ion-ion tersebut akan saling bertemu dan melakukan reaksi untuk membentuk Al2O3,
2Al (l)3++ 3O (l)2− → Al2O3 (s) (2.10)
2Al (l)3++ 3OH (l)− → Al2O3 (s)+ 3H (l)+ (2.11)
Reaksi total dari proses anodizing adalah,
2Al(s)+ 3H2O(aq)→ Al2O3 (s)+ 6H (l)+ + 6e− (2.12)
Dari lapisan oksida yang terbentuk, terdapat 2 bagian, yaitu lapisan oksida barrier dan lapisan oksida porous. Lapisan oksida barrier merupakan lapisan oksida yang terletak di dasar yang bersentuhan langsung dengan aluminium. Lapisan ini tipis dan padat yang berfungsi sebagai perlindungan korosi tahap akhir. Lalu yang kedua merupakan lapisan oksida porous yang memiliki struktur berlubang yang disebabkan oleh gas hidrogen yang terbentuk dari reaksi oksidasi aluminium pada proses anodizing. Lapisan porous juga yang membuatnya dapat mempermudah
17 pengecatan karena terdapat pori-pori sebagai tempat merekatnya cat (Kim, et al., 2010). Struktur lapisan oksida yang terbentuk oleh proses hard anodizing ditunjukkan oleh Gambar 2.7.
Gambar 2.7 Lapisan oksida anodizing (Kim, et al., 2010)
Gambar 2.8 Proses pembentukan oksida anodizing (Dong, 2010)
Pada Gambar 2.8 menunjukkan proses pertumbuhan oksida pada permukaan material dasar. Pada tahap I, merupakan proses pelapisan awal dimana oksida yang terbentuk masih tipis, kemudian pada tahap II ketebalan oksida akan bertambah seiring pelarutan material dasar dan akan mulai terbentuk bakal-bakal pori karena serangan lektrolit pada lapisan oksida. Pada tahap III pori-pori terbentuk semakin kedalam menuju material dasar. Pada tahap IV sudah tidak terjadi penambahan ketebalan dan pori-pori terbentuk secara merata pada seluruh permukaan lapisan oksida.
18
2.2.2 Faktor yang Mempengaruhi Anodizing
Terdapat beberapa faktor yang mempengaruhi hasil coating dari proses anodizing :
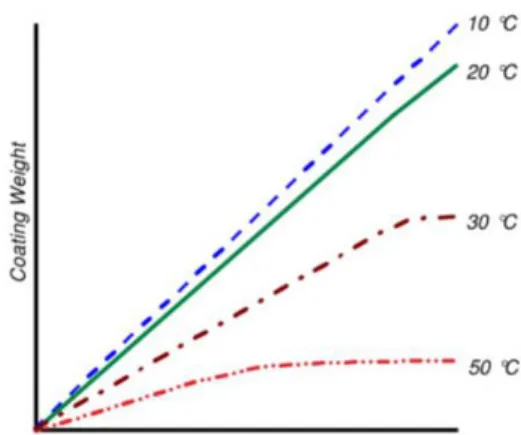
a. Temperatur
Temperatur elektrolit sangat berpengaruh pada berat lapisan oksida. Dimana semakin besar temperatur elektrolit, maka penambahan berat akan menurun seiring berjalannya waktu proses
anodizing berlangsung. Sedangkan pada suhu rendah akan
mengalami kenaikan linier dan tidak mengalami penurunan yang berakibat pada penuruan berat lapisan oksida. Hal ini sesuai dengan grafik yang ditunjukkan pada Gambar 2.9.
Gambar 2.9 Hubungan temperatur dengan berat lapisan oksida (Gazapo & Gea, 1994)
Selain nilai coating weight yang rendah, hal tersebut juga membuat lapisan yang terbentuk menjadi lebih tipis, lebih lunak dan lebih poros. Suhu yang tinggi akan mengakibatkan tebal lapisan akan tereduksi dan semakin tipis dikarenakan semakin tingginya daya larut elektrolit. Untuk aplikasi hard anodizing, suhu yang digunakan memiliki rentang 0 0C hingga 10 0C, berbeda
dengan chormic acid anodizing dan sulfuric acid anodizing yang cenderung memiliki suhu operasi yang lebih tinggi yaitu pada rentang 15 0C hingga 25 0C. sehingga untuk pengaplikasian pada
19
hard anodizing cenderung akan memiliki lapisan yang lebih tebal
dan memilki porositas yang rendah jika dibandingkan dengan
chromic acid anodizing dan sulfuric acid anodizing (Gazapo &
Gea, 1994).
b. Rapat Arus
Gambar 2.10 Hubungan rapat arus dengan ketebalan lapisan oksida (Gazapo & Gea, 1994)
Rapat arus yang rendah akan membuat lapisan oksida menjadi lebih tipis, lebih lunak dan cenderung memiliki porositas yang tinggi. Semakin besar nilai rapat arus yang diberikan, maka pembentukan lapisan oksida akan semakin lebih cepat dengan kecenderungan sedikit penguraian oleh elektrolit, sehingga menyebabkan lapisan lebih keras dan memilki porositas yang rendah. Namun perlakuan peningkatan rapat arus yang terlalu besar akan menyebakan terjadinya burning (terlarutnya aluminium oleh larutan elektrolit). Hal tersebut sesuai dengan grafik pada Gambar
2.10.
Rapat arus yang digunakan pada setiap tipe anodizing berbeda-beda. Untuk pengaplikasian pada hard anodizing, memiliki rentang standard dari 2,6 hingga 5,1 A/dm2. Hal ini
20
anodizing yang cenderung memiliki rapat arus operasi maksimal
adalah 1,5 A/dm2 (Gazapo & Gea, 1994). Secara teoritis, ketebalan
lapisan oksida yang terbentuk dapat dihitung berdasarkan oleh pengaruh rapat arus dan waktu anodizing (Febriyanti, 2011).
ketebalan (μm) =rapat arus (A/dm2)×time (min)
3 (2.13)
c. Waktu Anodizing
Gambar 2.11 Hubungan waktu anodisasi dengan ketebalan lapisan oksida (Gazapo & Gea, 1994)
Ketebalan lapisan akan bertambah seiring waktu anodizing. Pada kondisi aktual proses anodizing, seiring berjalannya waktu akan terjadi peningkatan laju penebalan yang cepat dan konstan, namun hal tersebut akan berubah pada periode tertentu dan laju pertumbuhan tebal lapisan akan berkurang. Pada akhirnya akan terjadi tahap jenuh, dimana tidak terjadi penambahan ketebalan ketika dilakukan pengaliran arus lisrik yang terus menerus. Hal tersebut sesuai dengan grafik pada Gambar 2.11.
Selama proses anodizing terjadi pertumbuhan ketebalan secara berkelanjutan dan dibarengi dengan terlarutnya material dasar oleh chemical attack. Nilai tebal secara teori berbanding lurus terhadap waktu anodizing (Gazapo & Gea, 1994).
21
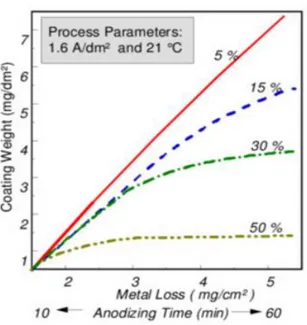
d. Konsentrasi Elektrolit
Gambar 2.12 Hubungan konsentrasi pelarut dengan berat lapisan oksida (Gazapo & Gea, 1994)
Peningkatan konsentrasi elektrolit memiliki pengaruh yang sama dengan suhu meskipun pengaruh temperatur akan lebih berpengaruh terhadap lapisan oksida. Peningkatan konsentrasi membatasi pertumbuhan tebal maksimum lapisan oksida dikarenakan semakin tingginya daya larut dari larutan. Hal ini sesuai dengan Gambar 2.12 (Gazapo & Gea, 1994).
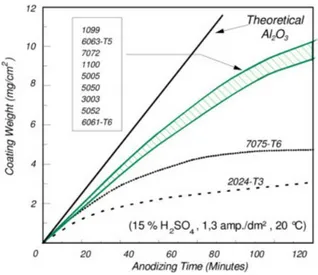
e. Nomor Seri Alumunium
Pada dasarnya anodizing pada aluminium murni akan menghasilkan kualitas oksida yang lebih baik dari pada paduan aluminium. Kandungan paduan yang terdapat didalam material dasar akan sangat mempengaruhi kualitas dari lapisan anodizing. Selain itu, ukuran, bentuk, dan persebaran presipitat pada material dasar juga berpengaruh. Setiap paduan aluminium pun memiliki perlakuan yang berbeda pada larutan yang digunakan. Beberapa paduan teroksidasi atau terurai jauh lebih cepat dibandingkan
22
dengan aluminium yang menghasilkan lapisan poros (Gazapo & Gea, 1994). Hal tersebut sesuai dengan Gambar 2.13.
Gambar 2.13 Hubungan nomor seri aluminium dengan berat lapisan oksida (Gazapo & Gea, 1994)
2.3 Analisa Elektrokimia dengan Metode Polarisasi
Analisa korosi dengan metode polarisasi saat ini menjadi metode yang telah banyak digunakan karena dapat menentukan perilaku korosi yang terjadi dan mengetahui laju korosi secara akurat. Pada metode ini menggunakan besaran elektrik untuk mengetahui perilaku korosi yang terjadi pada sebuah material, yaitu seperti potensial (E) dan rapat arus (I). Kedua besaran tersebut kemudian dibandingkan dan diplot pada sebuah diagram yang dinamakan diagram Tafel (Calister, Jr & Rethwisch, 2009).
Diagram Tafel menggambarkan hubungan potensial dan logartimik rapat arus pada saat terjadinya korosi antara 2 sel elektroda. Pada kurva polarisasi katoda akan terjadi reaksi reduksi atau penambahan elektron dan pada kurva polarisasi anoda akan terjadi reaksi oksidasi atau pelepasan elektron. Diagram Tafel ditunjukkan pada Gambar 2.14.
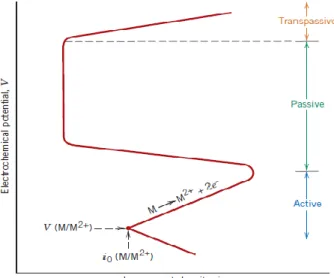
Kurva polarisasi digunakan untuk menggambarkan fenomena pasifasi pada logam. Hal ini dapat dilihat pada Gambar
23
2.15 mengenai fenomena korosi yang terjadi pada setiap perubahan
potensial yang diaplikasikan pada elektroda sel (Popov, 2015).
Gambar 2.14 Diagram Tafel oksidasi material logam dengan reduksi hidrogen (Calister, Jr & Rethwisch, 2009)
a. Pada potensial yang lebih negatif dari Ecorr(daerah aktif)
reaksi yang terjadi adalah reaksi reduksi yang laju reaksinya mengikuti tipe kurva Tafel. Untuk material pada daerah aktif biasanya daerah ini identik dengan logam pada umumnya, dimana penambahan daya oksidasi dengan menggunakan elektroda potensial diikuti dengan penambahan laju korosi.
b. Potensial yang lebih positif dari dari Ecorr laju reaksi oksidasi yaitu disolusi dari suatu logam M (𝑀 → 𝑀𝑛++ 𝑛 𝑒−) mengikuti tipe kurva tafel.
c. Pada titik Epp (Primary or Peak Pasivation Potensial) sampai dengan Ef potensial menuju keseimbangan antara logam M dan salah satu dari oksida–oksida (MO) diikuti dengan semakin lambatnya laju reaksi. Pada titik ini metal mulai menjadi pasif. Arus yang bersesuaian pada titik ini
24
dinamakan Icrit (Critical Pasivatting Current Density). Untuk
material yang berada pada daerah pasif, penambahan daya oksidasi tidak mempengaruhi laju korosi yang terjadi pada material tersebut.
Gambar 2.15 Kurva polarisasi pada diagram Tafel (Calister,
Jr & Rethwisch, 2009)
d. Pada potensial yang lebih besar dari Ef, terbentuk lapisan oksida pasif yang sangat tipis pada permukaan, sehingga laju reaksi dari disolusi metal menjadi lambat dan cenderung konstan. Arus yang bersesuaian dengan titik adalah Ip sebagai passivation current density. Peristiwa korosi disini cenderung berhenti. Kenaikan potensial berikutnya menyebabkan lapisan cenderung rusak oleh disolusi kimiawi atau serangan dari ion agresif seperti ion klorida (Cl-).
e. Pada potensial yang lebih positif daripada Er yaitu pada daerah transpasif korosi metal mulai terjadi karena pecahnya lapisan oksida atau hidroksida (OH), sehingga oksigen kembali bereaksi dengan logam M. Sedangkan untuk daerah transpasif, penambahan daya oksidasi tidak mempengaruhi
25 laju korosi, namun untuk penambahan daya oksidasi yang besar, laju korosi material tersebut juga ikut bertambah. Nilai potensial korosi antara katoda dan anoda yang ditunjukkan pada diagram Tafel berguna untuk menggambarkan terjadinya fenomena korosi. Tetapi hal ini belum dapat menggambarkan laju korosi sebenarnya. Laju korosi yang terjadi dipengaruhi oleh arus korosi. Semakin tinggi arus korosi yang timbul maka dampak korosi akan semakin besar begitupun juga sebaliknya. Arus korosi sendiri sendiri memiliki persamaan sebagai berikut.
Icorr=2.303(ββaβc
a+βc)Rp (2.14)
dengan :
Icorr = Arus korosi (A)
βa = Konstanta Tafel anodik
βc = Konstanta Tafel katodik
Rp = Resistansi polarisasi (Ω)
Laju korosi pada kurva polarisasi dinyatakan dengan adanya potensial korosi (Ecorr)dan arus korosi (Icorr). Ecorrdan Icorr tidak bisa
langsung didapatkan dalam kurva polarisasi, tetapi dimodelkan melalui persamaan Tafel dan persamaan Buttler – Volmer. Dalam proses korosi terjadi dua reaksi yaitu reaksi katodik dan anodik. Persamaan Tafel dalam reaksi katodik dan anodik dikenal dengan persamaan Butler-Volmer sebagai berikut:
I = Icorr(e
2,303(E−Ecorr)
βa − e2,303(E−Ecorr)βc ) (2.15)
Dengan :
I = arus terukur (A) Icorr = arus korosi (A)
E = potensial elektroda (V) Ecorr = potensial korosi (V)
βa = konstanta tafel beta anodik
βc = konstanta tafel beta katodik
Pemodelan tersebut didekati dengan adanya analisis Tafel yaitu ekstrapolasi garis lurus pada daerah katodik dan anodik
26
sehingga bertemu pada satu titik. Titik ini menyatakan Ecorr dan
Icorr. Pada saat benda uji dimasukkan pada larutan elektrolit maka
akan terjadi aliran elektron dari anoda ke katoda. Semakin banyak aliran elektron dari anoda ke katoda maka arus yang dihasilkan menjadi lebih tinggi. Semakin tinggi arus yang dihasilkan maka laju korosi juga semakin tinggi. Sehingga perumusan laju korosi sebagai berikut.
𝐶𝑃𝑅 =
0,13×𝐼𝑐𝑜𝑟𝑟×𝑊𝐴×𝜌
(2.16)
dengan:
CPR = Corrosion Penetration Rate (mm/yr) Icorr = Arus korosi (A)
W = Berat ekivalen (gr) 𝜌 = Densitas (gr/cm3)
27
BAB III
METODOLOGI PENELITIAN
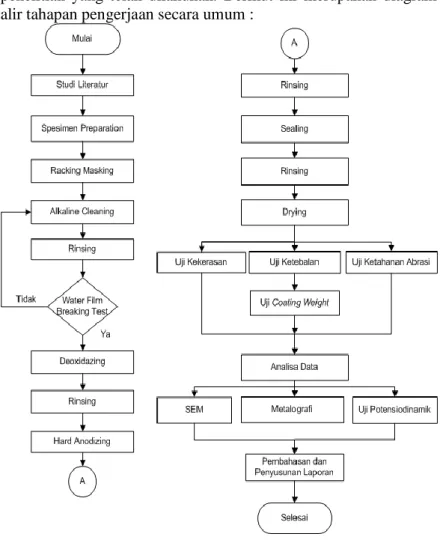
Pada bab ini menjelaskan tentang tahapan pengerjaan dari penelitian yang telah dilakukan. Berikut ini merupakan diagram alir tahapan pengerjaan secara umum :
Gambar 3.1 Diagram alur penelitian 3.1 Alat dan Bahan
Adapun alat-alat yang digunakan pada penelitian ini adalah sebagai berikut :
28
1. 3 lempeng paduan aluminium 2024 T3 ukuran 75 x 75 mm, 3 lempeng paduan aluminium 2024 T3 ukuran 100 x 100 mm, dan 3 lempeng paduan aluminium 2024 T3 ukuran 20 x 20 mm.
2. 1 buah kikir 3. 1 buah pisau kait
4. 1 kain putih ukuran 20 x 20 cm
5. 1 rak anodizing ukuran 80 x 60 cm yang telah dilakukan masking
6. 4 m kawat aluminium berdiameter 3 mm 7. 1 tangki alkaline cleaning
8. 1 tangki deoxidizing
9. 1 tangki rinsing 10. 1 tangki sealing
11. 1 tangki hard anodizing beserta peralatan (instrumen listrik, chiller, shaker, dan katoda Pb
12. 1 compressor 13. 1 Dermitron 3000
14. 1 vicker tester (beserta alat pendukung pengujian : amplas (kekasaran 80, 220, 800, dan 1000), autosol, mesin grinding, dan mikroskop)
15. 1 Taber Abraser CS-17 16. 1 Timbangan digital 17. 1 SEM EVO-MA Zeiss 18. 1 Potensiostat PGSTAT302N
Adapun juga bahan yang digunakan pada penelitian ini, antara lain sebagai berikut :
1. 200 mL larutan MEK (Mehyl Ethyl Keton) 2. 1200 L Turco 4315 NCLT (40-60 g/L) 3. 1200 L Deoxidizer 6-16 (Cr6+ : 4.5-13.5 g/L dan HNO3 : 75-150 g/L) 4. 800 L deionized water 5. 720 L larutan H2SO4 262-382 g/L 6. 480 L larutan Na2Cr2O7.H2O (70-100 g/L) 7. 600 mL larutan NaCl 3,5 % 8. 2 mL HF
29 9. 3 mL HCl
10. 5 mL HNO3
11. 190 mL aquades
3.2 Eksperimen
Adapun beberapa kerja dalam eksperimen ini, antara lain sebagai berikut.
3.2.1 Specimen Preparation
Spesimen preparation merupakan tahap penyiapan material
uji yang akan dilakukan surface treatment untuk menghilangkan sudut runcing yang ada pada spesimen agar tidak membuat spesimen mengalami burning dengan kikir dan pisau kait. Kemudian spesimen dilakukan tahap pembersihan dari kotoran berupa minyak, lemak, tinta, dan kotoran lainnya yang dapat dibersihkan secara manual. Langkah pembersihan ini menggunakan larutan MEK (Methyl Ethyl Keton).
3.2.2 Racking & Masking
Racking merupakan proses penyusunan dan pemasangan
spesimen pada rak spesimen. Spesimen diikat dengan kawat berdiameter 3 mm. Masking merupakan proses pelapisan rak dengan polimer agar menjadi material yang resistif dan tidak menggangu proses anodizing, namun langkah ini dilakukan jika dibutuhkan.
3.2.3 Alkaline Cleaning
Alkaline Cleaning merupakan proses pembersihan lemak,
finger print, dan minyak pada permukaan spesimen yang tidak hilang pada saat manual cleaning dengan menggunakan larutan basa Turco 4215 NCLT. Larutan yang digunakan berdasarkan ISO 10074:2010.
Konsentrasi larutan : 30-60 g/l Temperatur tanki : 40-50 0C
Waktu : 10 - 15 menit
3.2.4 Rinsing
Rinsing merupakan proses pembilasan spesimen yang telah
30
water untuk menghilangkan larutan yang tertinggal pada spesimen
dan tidak mengkontaminasi larutan yang lain. Setelah proses ini dilakukan water film breaking test yaitu pengamatan secara manual apakah masih ada noda atau kotoran yang belum dihilangkan pada proses alkaline cleaning dan dilakukan minimal selama 30 detik. Larutan yang digunakan berdasarkan ISO 10074:2010.
Temperatur : 18-32 0C
Waktu : 2-5 menit
3.2.5 Deoxidizing
Deoxidizing merupakan proses pembersihan permukaan
aluminium dari oksida yang terbentuk sebelum terjadinya proses
anodizing. Proses ini menggunakan larutan deoxidizer 6-16.
Larutan yang digunakan berdasarkan ISO 10074:2010. Konsentrasi Larutan Cr+6 : 4,5 - 13,5 g/l
Konsentrasi Larutan HNO3 : 75 – 150 g/l Impuritis Larutan Al : 17,2 g/l
Temperatur : 15 – 32 0C
Waktu : 1 – 10 menit
3.2.6 Rinsing
Rinsing merupakan proses pembilasan spesimen yang telah
melalui proses deoxidizing dengan menggunakan deionized water untuk menghilangkan larutan yang tertinggal pada spesimen dan tidak mengkontaminasi larutan yang lain. Larutan yang digunakan berdasarkan ISO 10074:2010.
Temperatur : 18-32 0C
Waktu : 2-5 menit
3.2.7 Hard Anodizing
Hard anodizing merupakan proses utama pada surface treatment ini. Proses ini bertujuan membentuk lapisan oksida pada
permukaan aluminium dengan larutan H2SO4. Pada proses hard
anodizing harus selalu dipantau setiap 1 menit, hal itu disebabkan
oksida rentan mengalami burning dan kenaikan arus listrik harus dilakukan secara perlahan setiap menitnya. Larutan yang digunakan berdasarkan ISO 10074:2010. Bak proses hard
31 Konsentrasi H2SO4(l) : 262-382 g/l
Konsentrasi Aditif MAE : 4-5 % Impuritis Al+3 Terlarut : 3,75 g/l
Impuritis Cl-, Fe or Cr3+ : 160 ppm
Impuritis Cu : 120 ppm
Rapat Arus (CD) : 2,6 – 5,1 A/dm2
Temperatur : 0-10 0C (Al 2024)
Waktu : 60-90 menit
Gambar 3.2 Proses hard anodizing 3.2.8 Rinsing
Rinsing merupakan proses pembilasan spesimen yang telah
melalui proses hard anodizing dengan menggunakan deionized
water untuk menghilangkan larutan yang tertinggal pada spesimen
dan tidak mengkontaminasi larutan yang lain. Larutan yang digunakan berdasarkan ISO 10074:2010.
Temperatur : 18-32 0C
32
3.2.9 Sealing
Sealing merupakan proses pelapisan terakhir yang bertujuan
untuk menutup pori-pori yang terbentuk pada lapisan anodizing dengan menggunakan natrium dikromat (Na2Cr2O7). Penggunaan
sealing pada hard anodizing bertujuan untuk melindungi dari
serangan korosi pada saat uji korosi, biasanya dilakukan hanya pada pengujian korosi dengan metode salt-spray corossion
resistance test. Larutan yang digunakan berdasarkan ISO
10074:2010.
Konsentrasi Larutan Na2Cr2O7.2H2O : 70-100 g/l
Impuritis Cl- sebagai NaCl : 0,2 g/l
Temperatur : ≥ 96 %
Waktu : 20-30 menit
3.2.10 Rinsing
Rinsing merupakan proses pembilasan spesimen yang
telah melalui proses sealing dengan menggunakan deionized water untuk menghilangkan larutan yang tertinggal pada spesimen dan tidak mengkontaminasi larutan yang lain. Larutan yang digunakan berdasarkan ISO 10074:2010.
Temperatur : 18-32 0C
Waktu : 2-5 menit
3.2.11 Drying
Drying merupakan proses pengeringan spesimen yang
telah mengalami proses anodizing yang telah dilakukan sealing maupun tidak dilakukan sealing. Tujuan drying adalah menghilangkan sisa-sisa rinsing water yang berasal dari proses
rinsing yang masih tersisa pada permukaan spesimen. Proses ini
menggunakan compressor yang memberi tekanan udara pada spesimen.
3.3 Pengujian
Pada penelitian ini dilakukan 7 pengujian yaitu ketebalan dengan menggunakan dermitron, kekerasan mikro dengan metode vickers, ketahanan abrasi dengan Taber abraser, coating weight dengan metode striping, potensidinamik dengan potensiostat PGSTAT302N, Metalografi, dan SEM.
33
3.3.1 Uji Ketebalan
Gambar 3.3 Dermitron 3000
Gambar 3.4 Probe module
Uji ketebalan non-destructive merupakan pengujian ketebalan lapisan oksida dengan menggunakan alat ukur Dermitron 3000 (Gambar 3.3) dengan prinsip kerja eddy current. Pengukuran ini berdasarkan ASTM B 244. Pengukuran dilakukan pada 4 titik pada setiap permukaan pada 1 spesimen secara acak dengan probe module (Gambar 3.4). Standard nilai ketebalan yang diizinkan sebesar 50 ± 5 µm.
34
Eddy current sendiri merupakan salah satu metode NDT
(Non Destructive Test) yang menggunakan prinsip elektromagnetik untuk mengukur ketebalan. Eddy current dihasilkan melalui proses induksi elektromagnetik yang dihasilkan oleh lilitan dalam probe. Ketika arus induksi diterapkan pada konduktor dalam kondisi lilitan didekatkan pada material uji, medan magnet akan merambat ke dalam dan sekitar konduktor. Kemudian eddy current akan terinduksi dan melemahkan medan magnet yang dihasilkan oleh lilitan. Medan magnet yang melemah akan meningkatkan impedansi pada lilitan dan akan berpengaruh pada penurunan arus listrik yang dialirkan pada lilitan (Garcia-Martin, Gomez-Gil, & Vazquez-Sanchez, 2011). Skema pengukuran ketebalan ditunjukkan pada Gambar 3.5.
Gambar 3.5 Skema pengujian dengan prinsip eddy current (Garcia-Martin, Gomez-Gil, & Vazquez-Sanchez, 2011)
Hal lain akan terjadi ketika lilitan dijauhkan sejauh l2 pada
Gambar 3.5, maka arus eddy akan melemah dan medan magnet
akan menguat, kemudian karena menguatnya medan magnet, maka impedansi akan turun dan arus pun akan. Nilai perubahan arus tersebut yang kemudian dikonversi menjadi satuan jarak (Garcia-Martin, Gomez-Gil, & Vazquez-Sanchez, 2011).
3.3.2 Uji Kekerasan Vickers
Uji kekerasan Vickers merupakan pengujian terhadap kekerasan lapisan oksida dengan metode destructive test. Proses ini
35 berdasarkan ASTM E 384. Pengujian dilakukan pada spesimen yang telah dilakukan mounting, grinding dan polishing yang bertujuan untuk mempermudah pengamatan. Setelah dilakukan proses tersebut, spesimen diberikan beban tekanan 50 gram pada
Vickers tester (Gambar 3.5). Untuk mengamati hasil penekanan
dengan menggunakan Vickers tester, spesimen diamati pada mikroskop yang diberikan perbesaran 200 x. Jumlah pengujian dilakukan sebanyak 5 titik pada tempat yang berbeda. Nilai kekerasan minimal yang terukur untuk lapisan oksida hard
anodizing adalah 250 HV.
Gambar 3.6 Vickers Tester
Gambar 3.7 Indentor piramid Vickers (Calister, Jr & Rethwisch, 2009)
Cara kerja Vickers Tester yaitu dengan melakukan penekanan bidang material yang diuji dengan indentor intan yang berbentuk piramid. Sudut yang dibentuk pada ujung pyramid adalah sebesar 1360 seperti yang ditunjukkan pada Gambar 3.7.
Setelah ditekan, maka besar diagonal yang dihasilkan kemudian dimasukkan ke dalam persamaan berikut.
36
𝐻𝑉 = 1,854 𝑊
𝑑2 (3.1)
HV = Kekerasan Vickers (HV) W = Berat beban (N)
d = diagonal bidang yang terbentuk (m)
3.3.3 Uji Ketahanan Abrasi
Uji ketahanan abrasi merupakan pengujian dengan melakukan penggesekan terhadap lapisan oksida dengan menggunakan taber abraser wheel CS 17 (Gambar 3.8). Pengujian ini sesuai dengan ASTM D 4060. Spesimen yang dilakukan pengujian memiliki dimensi 100 x 100 mm (Gambar
3.9).
Gambar 3.8 Taber Abraser Wheel CS 17
Gambar 3.9 Spesimen setelah proses ketahanan uji abrasi
Pengujian diawali dengan melubangi bagian tengah spesimen dengan bor berdiameter 6,5 mm agar dapat dipasang pada
37
Taber abraser dan ditimbang berat awalnya dengan timbangan
digital (Gambar 3.10) sebelum dilakukan uji ketahanan abrasi. Setelah itu spesimen dipasang pada Taber abraser dan dilakukan uji ketahanan abrasi dengan beban 2 kg pada 10.000 siklus serta pada kecepatan 70 rpm. Setelah selesai pengujian, dilakukan penimbangan kedua untuk mencari berat yang hilang pada lapisan oksida. Standard untuk Al 2024 T3kehilangan massa maksimal sebesar 40 mg.
Gambar 3.10 Penimbangan spesimen
38
3.3.4 Uji Coating Weight
Gambar 3.12 Proses striping
Uji Coating weight merupakan pengujian berat lapisan oksida dengan menimbang berat spesimen pada saat memiliki lapisan oksida dikurangi berat spesimen pada saat tidak memiliki lapisan oksida. Pengujian ini sesuai ASTM B 137. Nilai standard dari berat lapisan oksida minimal sebesar 18,3 mg/dm2 untuk
ketebalan per 25 µm. Pengujian ini diawali dengan menimbang berat spesimen yang telah melalui proses anodizing. Setelah itu dilakukan proses striping dengan larutan campuran asam fosfat (H3PO4) dan CrO3 yang ditunjukkan pada Gambar 3.12.
Konsentrasi Larutan H3PO4 : 45-75 g/l
Konsentrasi Larutan CrO3 : 105-135 g/l
Temperatur : 70-80 0C
Waktu : sesuai kebutuhan
Setelah lapisan oksida terkikis semua pada saat proses
striping, spesimen dikeringkan pada oven dengan suhu maksimum
60oC sampai spesimen benar-benar kering kemudian dimasukkan
ke desikator ±15 menit untuk mendapatkan berat yang konstan dan kemudian ditimbang kembali.
3.3.5 Scanning Electron Microscopy (SEM)
Scanning Electron Microscopy (SEM) merupakan alat yang
39 SEM yang digunakan adalah Zeiss EVO MA 10 (Gambar 3.13). Perbesaran yang digunakan adalah 3000x magnitude dan 5000x
magnitude. Pengamatan dilakukan pada permukaan lapisan oksida,
sehingga harus dilakukan coating (Gambar 3.14) pada permukaannya dengan karbon.
Gambar 3.13 SEM Zeiss EVO MA 10
Untuk melakukan pengujian SEM, kondisi spesimen di dalam SEM harus dalam keadaan vakum untuk menghindari gangguan pada berkas elektron yang disebabkan oleh molekul udara. Pada Gambar 3.15 dapat dilihat komponen yang terdapat pada SEM dan cara kerjanya, yaitu yang pertama terdapat sebuah filamen yang digunakan sebagai sumber elektron, pada penelitian ini digunakan filamen dengan bahan tungsten. Kemudian terdapat 3 pasang lensa elektromagnetik yang berfungsi memfokuskan berkas elektron dari sumber elektron hingga menjadi titik kecil yang berfokus pada spesimen. Kemudian 2 pasang scan coil
di-scan dengan frekuensi variabel pada permukaan sampel.
Kemudian terdapat imaging detector yang berfungsi untuk mengubah sinyal elektron menjadi gambar. Sesuai dengan jenis elektronnya, detektor dibagi menjadi 2, yaitu BSE (Backscattered
40
Gambar 3.14 Coating spesimen
Gambar 3.15 Blok diagram SEM (Sujatno, Salam, Bandriyana,
& Dimyati, 2015)
3.3.6 Uji Potensiodinamik
Uji potensiodinamik merupakan pengujian elektrokimia untuk mengetahui laju korosi sebuah material. Pada penelitian ini, pengujian dilakukan dengan potensiostat PGSTAT302N (Gambar
3.16). pengujian ini sesuai dengan standard ASTM F 2129.
Spesimen yang digunakan dalam pengujian ini memiliki dimensi 20 x 20 mm. pengujian dilakukan dengan memasangkan spesimen