9
2.1
Pengertian Manajemen, Produksi dan Manajemen Operasi
2.1.1 Pengertian Manajemen
Produksi dalam suatu perusahaan industri merupakan kegiatan yang
sangat penting. Apabila suatu perusahaan produksinya terhenti, maka jalannya
perusahaan akan terhenti pula. Karena pentingnya kegiatan produksi bagi sebuah
perusahaan, maka menjadi hal yang sangat lazim jika perusahaan dalam industri
selalu memperhatikan kegiatan produksinya.
Pengertian manajemen produksi dan operasi tidak terlepas dari pengertian
manajemen. Dengan istilah manajemen yang dimaksudkan adalah kegiatan atau
usaha yang dilakukan untuk mencapai tujuan dengan menggunakan atau
mengkoordinasikan kegiatan – kegiatan orang lain. Dalam pengertian ini terdapat
tiga unsur yang penting, yaitu adanya orang yang bertanggung jawab akan
tercapainya tujuan tersebut. Berikut adalah beberapa pengertian manajemen
menurut para ahli, antara lain :
“manajemen adalah ilmu dan seni mengatur proses
pemanfaatan sumber daya manusia dan sumber – sumber lainnya
secara efektif dan efisien untuk mencapai suatu tujuan tertentu”.
(Hasibuan, 2010;2)
“manajemen adalah kegiatan atau usaha yang dilakukan
untuk
mencapai
tujuan
dengan
menggunakan
atau
mengkoordinasikan kegiatan – kegiatan orang lain”. (Assauri, 2008)
Menurut Eddy Herjanto dalam bukunya “ manajemen produksi dan operasi”
(2010) mengenai definisi manajemen, yaitu:
“manajemen adalah suatu proses secara berkesinambungan
dan
efektif
menggunakan
fungsi
manajemen
untuk
mengintergrasikan berbagagi sumber daya secara efisisen dalam
rangka mencapai suatu tujuan tertentu”.
Pengertian
manajemen
menurut
Pamela
S.
Lewis,
Stephen
H. Googman, dan Patricia M. Fondt (2004), yaitu:
“ Management is the process of administering and coordinating
resource effectively and effisiently in an effort to achieve the goals of
organization”.
Artinya :
“Manajemen merupakan suatu proses kegiatan yang mengatur
sumber daya yang dimiliki dengan efektif dan efisien dalam usaha
pencapaian tujuan.”
Dari definisi – definisi diatas dapat disimpulkan bahwa manaejen adalah
suatu kegiatan untuk mencapai tujuan dengan mengalokasikan sumber – sumber
daya yang ada dan menetapkan alat untuk mencapai tujuan secara efektif dan
efisien
melalui
fungsi
– fungsi manajemen, seperti perencanaan,
pengorganisasian, pengaturan dan pengawasan secara berkesinambungan untuk
mencapai suatu tujuan tertentu.
2.1.2 Pengertian Produksi
Suatu perusahaan sebaiknya memiliki sistem produksi yang baik dalam
membuat produk yang akan dipasarkan, karena sistem produksi yang baik dalam
membuat produk yang akan dipasarkan, karena produksi yang baik dalam
membuat produk yang akan dipasarkan, karena produksi merupakan bagian
penting bagi kelangsungan hidup perusahaan terssebut. Berikut kutipan definisi
produksi menurut para ahli, antara lain :
menurut Sofjan Assauri (2008), yaitu :
“produksi adalah kegiatan yang mentransformasikan masukan
(input) menjadi keluaran (output), tercakup semua aktivitas atau
kegiatan yang menghasilkan barang atrau jasa, serta kegiatan –
kegiatan lain mendukung atau menunjang usaha untuk menghasilkan
produk tersebut.”
Menurut Vincent Gasperz (2004), definisi produksi yaitu :
“produksi merupakan fungsi pokok dalam setiap organisasi,
yang
mencakup
aktivitas
yang
bertanggung
jawab
untuk
menciptakan nilai tambah produk yang merupakan output dari setiap
organisasi industri itu.”
Menurut Vincent Gasperz (2005) system produksi memiliki beberapa
karakteristik berikut :
1. Mempunyai komponen – komponen atau elemen – elemen yang saling
berkaitan satu sama lain dan membentuk satu kesatuan yang utuh. Hal ini
berkaitan dengan komponen structural yang membangun system produksi itu.
2. Mempunyai tujuan yang mendasari keberadaannya, yaitu menghasilkan
produk (barang atau jasa) berkualitas yang dapat dijual dengan harga
3. Mempunyai aktivitas berupa proses transformasi nilai tambah input menjadi
output secara efektif dan efesien.
4. Mempupnyai mekanisme yang mengendalikan pengoperasiannya, berupa
optimalisasi pengalokasian sumber – sumber daya.
` Dari beberapa difinisi produksi di atas maka dapat dilihat bahwa yang
dimaksud dengan pengertian produksi adalah suatu kegiatan penciptaan barang
dan jasa dengan menggunakan sumber daya yang dimliki dengan
mempertimbangkan pula kegiatn – kegiatan pendukung lainnya.
2.1.3 Pengertian Manajemen Operasi
Pada mulanya istilah manajemen operasi dikenal dengan istilah
manajemen produksi. Namun siring perkembangannya istilah tersebut mengalami
perubahan sehingga dikenal dengan istilah manajemen produksi dan operasi
seperti yang kita kenal saat ini.
Setiap organisasi membutuhkan suatu manaejemen yang baik dalam
mengatur dan mengkombinasikan faktor – faktor produksi berupa sumber daya
yang meliputi modal, mesin, bahan baku dan tenaga kerja.
Keterampil manajer dalam mengelola kegiatan produksi tersebut dapat
meningkatkan kegunaan atau manfaat dari suatu barang secara efektif dan efisien.
Oleh karena itu, semua kegiatan dalam proses produksi disertai dengan proses
manajemen. Para ahli sebagai berikut :
Jay Heizer dan Barry Render (2009) mengemukakan bahwa :
“operation management is the set activities that creates goods
and service by transforming inputs into outputs.”
Artinya :
“Manajemen operasi merupakan aktivitas yang mengubah
sumber daya yang ada menjadi barng dan jasa. Hal ini berarti adanya
nilai tambah yang diberikan dalam proses tersebut hingga keluaran
akan berbeda secara signifikan dengan masukan.”
Menurut Manahan (2004), yang dimaksud dengan manajemen produksi
dan operasi adalah :
“manajemen proses konversi dengan bantuan fasilitas seperti
tanah, tenaga kerja, modal dan manajemen masukan (input) yang
diubah menjadi keluaran yang diinginkan berupa barang atau
jasa/layanan.”
Menurut Sofjan Assauri (2008), yang dimaksud dengan manajemen
produksi dan operasi, yaitu;
“merupakan
kegiatan
untuk
mengatur
dan
mengkoordinasikan penggunaan sumber – sumber daya yang berupa
sumber daya manusia, sumber daya alat, dan sumber daya dana serta
bahan, secara efektif dan efisien untuk menciptakan dan menambah
kegunaan (utility) sesuatu barng atau jasa.”
Sedangkan menurut Chase, Aquilano, dan Jacobs (2007) tentang
manajemen operasi, yaitu ;
“operation management (OM) is defined as the design, operation
and improvement of the system that create and deliver the firms primary
product and services.”
Artinya :
“Manajemen operasi didefinisikan sebagai suati desain,
operasi dan perbaikan sistem produksi dalam membuat produksi
dalam membuat produk atau jasa utama perusahaan.”
Dari beberapa definisi tersebut, maka dapat disimpulkan bahwa
manajemen operasi adalah suatu desain, operasi, dan perbaikan sistem produksi
serta perubahan dari sumber daya yang dimliki perusahaan ( meliputi tanah,
tenaga kerja, modal dan input manajemen ) menjadi output berupa barang atau
jasa yang diinginkan.
Kegiatan operasi dilakukan se-optimal mungkin untuk mengelola sumber
daya dalam mengubah input menjadi output yang mempunyai nilai tambah untuk
mencapai tujuan dan sasaran organisasi. Agar output barang atau jasa yang
perusahaan perlu melaksanakan pengendalian kualitas.
2.2
Pengertian Pengendalian
Pengendalian merupakan suatu proses dalam mengarahkan sekumpulan
variabel untuk mencapai tujuan dan sasaran yang telah ditetapkan sebelumnya.
Dasar dari semua Proses pengendalian adalah pemikiran untuk mengarahkan suatu
variabel atau sekumpulan variabel guna mencapai tujuan tertentu. Variabel yang
dimaksud berupa manusia, mesin dan organisasi.
Pengendalian diperlukan karena adanya 2 alasan yaitu :
1. Pengendalian merupakan dasar bagi manajemen kerja harian yang efektif
bagi semua tingkatan organisasi.
2. Perbaikan jangka panjang tidak dapat diterapkan pada suatu proses kecuali
jika proses tersebut terkendali dengan baik.
Suatu sistem pengendalian mempunyai 3 komponen yaitu :
1. Standar atau tujuan.
2. Cara untuk mengukur keberhasilan.
3. Perbandingan antara hasil sebenarnya dengan Standar, serta umpan balik
guna membentuk dasar untuk tindakan korektif.
Dalam melakukan pengendalian ada 4 langkah yang digunakan yaitu :
1. Menentukan standar (Setting Standard)
Menentukan standar mutu biaya (cost quality), standar mutu kerja
(peformance quality) yang diperlukan untuk suatu produk.
2. Menilai kesesuaian (Appraising Conformance)
Membandingkan kesesuaian dari produk yang dibuat dengan standar yang
telah ditetapkan.
3. Bertindak bila perlu (Acting When Necessary)
Mengoreksi masalah dan melalui faktor-faktor yang mencangkup
Marketing, desain, engineering, produksi dan pemeliharaan faktor-faktor
yang Mempengaruhi kepuasaan pelanggan.
4. Merencanakan perbaikan (Planning for Improvement)
Merencanakan suatu upaya yang berlanjut untuk memperbaiki standar
biaya, Kinerja, keamaanan dan keandalan.
2.3
Pengertian Kualitas
Pengertian atau definisi kualitas mempunyai cakupan yang sangat luas,
relatif, berbeda-beda dan berubah-ubah sehingga definisi dari kualitas memiliki
banyak kriteria dan sangat bergantung pada konteksnya terutama jika dilihat dari
sisi penilaian akhir konsumen dan definisi yang diberikan oleh berbagai ahli serta
dari sudut pandang produsen sebagai pihak yang menciptakan kualitas. Konsumen
dan produsen itu berbeda dan akan merasakan kualitas secara berbeda pula sesuai
dengan standar kualitas yang dimiliki masing-masing. Begitu pula para ahli dalam
memberikan definisi dari kualitas juga akan berbeda satu sama lain karena mereka
membentuknya dalam dimensi yang berbeda. Oleh karena itu definisi kualitas
dapat diartikan dari dua persepektif, yaitu dari sisi produsen. Namun pada
dasarnya konsep dari kualitas sering dianggap sebagai kesesuaian, keseluruhan
cirri-ciri atau karakteristik suatu produk yang diharapkan oleh konsumen.
Menurut Heizer dan Render (2009), kualitas (quality) adalah :
“keseluruhan fitur dan karakteristik produk atau jasa yang
mampu memuaskan kebutuhan yang terlihat atau tersamar.”
Kualitas didefinisikan sebagai derajat atau tingkatan dimana produk atau
jasa tersebut memuaskan keinginan dari pelanggan.
Menurut Suyadi Prawirosentono (2007), pengertian kualitas suatu
produk adalah :
“Keadaan fisik, fungsi dan sifat suatu produk yang
bersangkutan yang dapat memenuhi selera dan kebutuhan konsumen
dengan memuaskan sesuai dengan nilai uang yang telah
dikeluarkan.”
Persamaan dari beberapa ahli ada tiga yaitu karekteristik, memuaskan atau
memenuhi selera dan produk atau jasa.
Jadi, pengertian kualitas itu sendiri bisa disimpulkan sebagai keseluruhan
dari barang ataupun jasa yang diharapkan dapat memberikan kepuasan kepada
orang yang menggunakannya.
Ada 2 macam kualitas yaitu:
1. Kualitas desain/ rancangan
Kualitas desain / rancangan dinyatakan sebagai derajat dimana kelas atau
kategori dari suatu produk akan mampu memberikan kepuasaan pada konsumen
secara umum, kualitas desain/rancangan dipengaruhi oleh 3 faktor yaitu aplikasi
penggunaan, pertimbangan biaya dan kebutuhan/ permintaan pasar.
2. Kualitas kesesuaian/ kemasan
Kualitas kesesuaian berkaitan dengan 3 macam bentuk pengendalian yaitu:
a. Pencegahan cacat
Pencegahan cacat yaitu mencegah kerusakan / cacat sebelum
benar-benar terjadi. Contohnya seperti pembuatan standar-standar kualitas,
inspeksi terhadap material yang datang, membuat peta kontrol untuk
mencegah penyimpangan dalam proses kerja yang berlangsung.
b. Mencari kerusakan, kesalahan atau cacat
Suatu proses untuk mencari penyimpangan-penyimpangan terhadap
tolak ukur atau standar yang telah ditetapkan.
c. Analisa dan tindakan koreksi
Menganalisa kesalahan-kesalahan yang terjadi dan melakukan koreksi-
koreksi terhadap penyimpangan tersebut.
Suatu pengukuran performansi kualitas dapat dilakukan pada tingkat yaitu :
1. Pengukuran pada tingkat proses
Untuk mengukur setiap langkah atau aktifitas dalam proses dan
karakteristik input yang diserahkan oleh pemasok yang mengendalikan
karakteristik output yang diinginkan, beberapa contoh ukuran pada tingkat
proses adalah lama waktu menjawab panggilan telepon, banyaknya panggilan
telepon yang tidak dikembalikan ke pelanggan, konfirmasi terhadap waktu
penyerahan yang dijanjikan, persentase material cacat yang diterima dari
pemasok, siklus waktu produk, banyaknya inventory barang setengah jadi, dan
lain-lain.
2. Pengukuran pada tingkat output
Untuk mengukur karakteristik output yang dihasilkan dibandingkan
terhadap spesifikasi karakteristik yang diinginkan pelanggan, beberapa contoh
ukuran pada tingkat output adalah banyaknya unit produk yang tidak
memenuhi spesifikasi tertentu yang ditetapkan (banyak produk yang cacat),
tingkat efektifitas dan efesiensi produksi, karakteristik kualitas dari produk
yang dihasilkan, dll.
3. Pengukuran pada tingkat outcome
Untuk mengukur bagaimana suatu produk memenuhi kebutuhan dan
ekspektasi pelanggan atau mengukur tingkat kepuasan pelanggan dalam
mengkonsumsi produk yang diserahkan. Beberapa contoh ukuran pada tingkat
outcome adalah banyaknya keluhan pelanggan yang diterima, banyaknya yang
dikembalikan oleh pelanggan, tingkat kecepatan waktu penyerahan produk
tepat waktu sesuai dengan waktu yang dijanjikan, dll.
Atribut-atribut dan variabel-variabel yang dipertimbangkan dalam
pengukuran performasi kualitas adalah :
1. Kualitas produk, mencangkup :
a. Performansi (peformance), berkaitan dengan aspek fungsional dari produk
itu.
b. Keistimewaan
(feature),
berkaitan
dengan
pilihan-pilihan
dan
pengembangannya.
c. Keandalan (reliability), berkaitan dengan tingkat kegagalan dalam
penggunaan produk itu.
d. Kemampuan Pelayanan (serviceability), berkaitan dengan kecepatan,
keramahan/kesopanan, kompetensi, kemudahan serta akurasi dalam ongkos
perbaikan.
e. Konformasi (conformance), berkaitan dengan tingkat kesesuaian produk
terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan
pelanggan.
f. Daya tahan (durability), berkaitan dengan daya tahan atau masa pakai dari
produk itu.
g. Estetika (esthetics), merupakan karakteristik yang bersifat subjektif sehingga
berkaitan dengan pertimbangan pribadi dan refleksi dari preferensi atau
pilihan individual.
h. Kualitas yang dipersepsikan (perceived quality), berkaitan dengan perasaan
pelanggan dalam mengkonsumsi produk tersebut.
2. Dukungan purna-jual, berkaitan dengan waktu penyerahan dan bantuan yang
diberikan, mencangkup :
a. Kecepatan penyerahan, berkaitan dengan lamanya waktu antara waktu
pelanggan memesan produk dan waktu penyerahan produk tersebut.
b. Konsisten, berkaitan dengan kemampuan memenuhi jadwal yang dijanjikan.
c. Tingkat pemenuhan pemesanan, berkaitan dengan kelengkapan dari
d. Informasi, berkaitan dengan status pemesanan.
e. Tanggapan dalam keadaan darurat, berkaitan dengan kemampuan menangani
permintaan-permintaan nonstandard yang bersifat tiba-tiba.
f. Kebijaksanaan pengembalian, berkaitan dengan kemampuan menangani
barang-barang rusak yang dikembalikan pelanggan.
3. Interaksi antara karyawan dan pelanggan, mencangkup :
a. Ketepatan waktu, berkaitan dengan kecepatan memberikan tanggapan
terhadap keperluan-keperluan pelanggan.
b. Penampilan karyawan, berkaitan dengan kebersihan dan kecocokan dalam
berpakaian.
c. Kesopanan dan tanggapan terhadap keluhan-keluhan, berkaitan dengan
bantuan yang diberikan dalam menyelesaikan masalah-masalah yang diajukan
pelanggan.
2.4
Pengertian Pengendalian Kualitas
Pengendalian merupakan suatu proses dalam mengarahkan sekumpulan
variabel pengendalian kualitas merupakan salah satu teknik yang perlu dilakukan
mulai dari sebelum proses produksi berjalan, pada saat proses produksi, hingga
proses produksi berakhir dengan menghasilkan produk akhir. Pengendalian
kualitas dilakukan agar dapat menghasilkan produk berupa barang atau jasa yang
sesuai dengan standar yang diinginkan dan direncanakan, serta memperbaiki
kualitas produk yang belum sesuai dengan standar yang telah ditetapkan dan
sedapat mungkin mempertahankan kualitas yang telah sesuai.
Pengertian pengendalian kualitas menurut Sofyan Assauri (2008,) adalah:
“Pengawasan
mutu
merupakan
usaha
untuk
mempertahankan mutu/ kualitas barang yang dihasilkan, agar sesuai
dengan spesifikasi produk yang telah ditetapkan berdasarkan
kebijaksanaan pemimpin perusahaan.”
Sedangkan menurut Vincent Gasperz (2005) pengendalian kualitas
adalah:
“Pengendalian Kualitas adalah teknik dan aktivitas
operasional yang digunakan untuk memenuhi standar kualitas yang
diharapkan.”
Berdasarkan pengertian di atas, maka dapat ditarik kesimpulan bahwa
pengendalian kualitas adalah suatu teknik dan aktivitas/ tindakan yang terencana
yang dilakukan untuk mencapai, mempertahankan dan meningkatkan kualitas
suatu produk dan jasa agar sesuai dengan standar yang telah ditetapkan dan dapat
memenuhi kepuasan konsumen.
Adapun tujuan dari pengendalian kualitas menurut Sofyan Assauri (2008)
adalah :
1. Agar barang hasil produksi dapat mencapai standar kualitas yang telah
ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan
bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas
yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah
mungkin.
2.5
Pengertian Produk
Menurut Kotler (2010), produk adalah segala sesuatu yang dapat
ditawarkan ke suatu pasar untuk memenuhi keinginan atau kebutuhan. Dalam
standar internasional, produk adalah barang atau jasa yang berarti :
a. Hasil kegiatan atau proses (produk wujud dan terwujud, seperti jasa,
program komputer, desain, petunjuk pemakaian).
b. Suatu kegiatan proses (seperti pemberian jasa atau pelaksanaan proses
produksi). Pentingnya suatu produk fisik bukan terletak pada
kepemilikannya tetapi pada jasa yang diberikannya.
Produk adalah barang-barang fisik maupun jasa yang dapat memuaskan
kebutuhan konsumen. Produk yang terwujud biasa disebut sebagai barang,
sedangkan yang tidak berwujud disebut sebagai jasa.
Terdapat 3 aspek dari produk yang perlu diperhatikan :
1. Produk inti
Produk inti merupakan manfaat inti yang ditampilkan oleh suatu produk
kepada konsumen dalam memenuhi kebutuhan serta keinginannya.
2. Produk yang di perluas (Augmented Product)
Produk yang diperluas merupakan manfaat tambahan diluar produk inti
disebut produk yang diperluas. Tambahan manfaat itu berupa pemasangan
instalasi, pemeliharaan, pemberian garansi serta pengirimannya.
3. Produk formal
Produk formal adalah produk yang merupakan “penampilan atau
perwujudan” dari produk inti maupun perluasan produk. Produk formal inilah
yang dikenal pembeli sebagai daya tarik yang tampak langsung atau tangible
offer dimata konsumen.
Terdapat 5 komponen yang terdapat dalam produk formal yaitu :
a. Desain/bentuk/coraknya
b. Daya tahan/mutunya
c. Daya tarik/keistimewaan
d. Kemasan/bungkus
e. Nama merek/brand name
Kebanyakan produk di produksi untuk melayani konsumen yang dapat
diklasifikasikan sebagai :
1. Produk konsumen
Produk konsumen adalah produk yang tersedia secara luas bagi konsumen,
sering dibeli oleh konsumen dan sangat mudah di dapat.
2. Produk belanja
Produk belanja berbeda dengan produk konsumen karena produk belanja
tidak sering dibeli. Ketika konsumen bersiap untuk membeli produk belanja,
pertama mereka akan berkeliling melihat perbandingan kualitas dan harga dari
produk pesaing.
3. Produk Spesial
Produk spesial adalah produk yang dimaksudkan untuk konsumen tertentu
yang spesial dan oleh karenanya memerlukan upaya khusus untuk
membelinya.
2.6
Pengertian Statistical Processing Control
Statistical Processing Control merupakan sebuah teknik statistik yang
digunakan secara luas untuk memastikan bahwa proses memenuhi standar.
Dengan kata lain, selain Statistical Process Control merupakan sebuah
proses yang digunakan untuk mengawasi standar, membuat pengukuran dan
mengambil tindakan perbaikan selagi sebuah produk atau jasa sedang diproduksi.
Statistical Process Control merupakan kumpulan dari metode-metode
produksi dan konsep manajemen yang dapat digunakan untuk mendapatkan
efisiensi, produktivitas dan kualitas untuk memproduksi produk yang kompetitif
dengan tingkat yang maksimum, dimana Statistical Process Control melibatkan
penggunaan signal-signal statistik untuk meningkatkan performa dan untuk
memelihara pengendalian dari produksi pada tingkat kualitas yang lebih tinggi”.
Pengertian lain dari Statistical Process Control menurut pendapat Vincent
Gasperz (2005) ialah suatu metodologi pengumpulan dan analisis data kualitas,
serta penentuan dan interpretasi pengukuran-pengukuran yang menjelaskan
tentang proses dalam suatu sistem industri, untuk meningkatkan kualitas dari
output guna memenuhi kebutuhan dan ekspektasi pelanggan.
Persamaan dari beberapa ahli ada empat yaitu kumpulan, pengukuran,
produksi dan kualitas.
Jadi, Statistical Process Control dapat disimpulkan sebagai kumpulan dari
metode-metode dan pengukuran untuk meningkatkan kualitas yang lebih tinggi
dari suatu produk maupun jasa yang diproduksinya guna memenuhi kebutuhan
pelanggan.
Langkah-langkah dalam pengendalian proses statistikal dapat diuraikan
sebagai berikut :
a. Merencanakan penggunaan alat-alat statistikal (statistical tools).
b. Memulai menggunakan alat-alat statistikal tersebut.
c. Mempertahankan atau menstabilkan proses dengan cara menghilangkan
variasi penyebab khusus yang dianggap merugikan.
d. Merencanakan perbaikan proses terus menerus dengan mengurangi variabel
penyebab umum.
e. Mengevaluasi dan meninjau ulang terhadap penggunaan alat-alat statistikal
itu.
Dalam pengendalian proses statistikal dikenal dua jenis data yaitu :
1. Data Atribut
Data atribut (Attributes Data), yaitu data kualitatif yang dapat dihitung untuk
pencatatan dan analisis. Data atribut bersifat diskrit. Jika suatu catatan hanya
merupakan suatu ringkasan atau klasifikasi yang berkaitan dengan sekumpulan
persyaratan yang telah ditetapkan, maka cacatan itu dianggap sebagai “atribut”.
Contoh dari atribut adalah ketiadaan label dalam kemasan produk, kesalahan
proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk
dan lain-lain. Data atribut biasanya diperoleh dalam bentuk unit-unit
nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
2. Data Variabel
Data variabel (Variables Data) merupakan data yang kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan analisis.
Jika suatu catatan dibuat berdasarkan keadaan aktual, diukur secara langsung,
maka karakteristik kualitas yang diukur itu disebut sebagai “variabel”. Contoh
dari data variabel adalah : diameter pipa, ketebalan produk kayu lapis, berat
semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam
persen, dan lain-lain. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter,
volume biasanya merupakan data variabel.
Tujuan utama penggunaan SPC (Statistical Process Control) di dalam
suatu proses adalah untuk meminimalkan variability, memperbaiki kualitas
produk, serta menjaga kestabilan proses.
Manfaat SPC (Statistical Process Control) adalah :
1. Meminimalisasi variasi yang muncul di dalam proses untuk meningkatkan
kemampuan bersaing.
2. Mengurangi biaya (melalui kegiatan kontrol disetiap tahapan proses).
3. Meningkatkanproduktivitas (mengurangi kesalahan/cacat)
4. Meningkatkan keterampilan karyawan dalam mengendalikan proses.
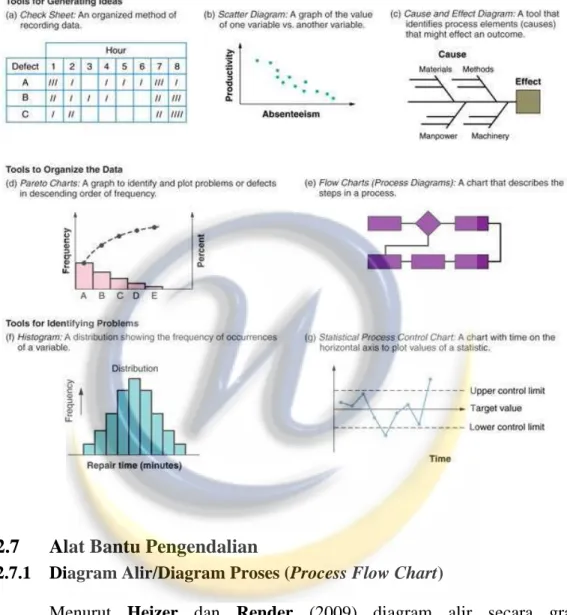
Tujuh alat dasar yang digunakan dalam SPC (Statistical Process Control) adalah:
1. Diagram Alir (Flow Chart)
2. Diagram Pareto (Pareto Analysis)
3. Lembar Periksa (Check Sheet)
4. Diagram Sebab-Akibat (Cause-and-Effect Diagram)
5. Diagram Batang (Histogram)
6. Peta Kontrol atau Bagan Kendali (Control Chart)
7. Diagram Tebar (Scatter Diagram)
Gambar 2.1 Alat Bantu Pengendalian Kualitas
2.7
Alat Bantu Pengendalian
2.7.1 Diagram Alir/Diagram Proses (Process Flow Chart)
Menurut Heizer dan Render (2009) diagram alir secara grafis
menunjukkan sebuah proses atau sistem dengan menggunakan kotak dan garis
yang saling berhubungan. Diagram ini cukup sederhana, tetapi merupakan alat
yang sangat baik untuk mencoba memahami sebuah proses atau menjelaskan
langkah-langkah sebuah proses.
Diagram alir digunakan untuk membuat proses menjadi lebih mudah
dilihat berdasarkan urutan-urutan atau langkah-langkah dari proses itu, sehingga
bermanfaat bagi analisis dari proses terus-menerus.
Diagram alir digunakan apabila berkaitan dengan hal-hal berikut :
a. Terdapat masalah dalam proses yang ditunjukkan melalui tingkat performasi
proses yang rendah.
b. Memberikan pelatihan kepada karyawan baru.
c. Mengembangkan sistem pengukuran.
d. Menganalisis ketidaksinkronan, kesenjangan, dll yang berkaitan dengan
proses.
e. Landasan untuk perbaikan proses secara terus-menerus.
Langkah-langkah pembuatan diagram alir proses yaitu :
Langkah 1 : Harus membuat suatu diagram alir awal dengan mengguankan
dokumen definisi proses untuk mendefinisikan input, pemasok,
output dan pelanggan.
Langkah 2 : Memperbaiki diagram alir proses dengan cara pemeriksaan kembali
apakah diagram alir itu telah sesuai dengan proses sekarang.
Langkah 3 : Validasi diagram alir berkaitan dengan apakah diagram alir proses
terlalu spesifik ataukah terlalu global, akurasi ruang lingkup proses,
keterlibatan antar fungsi manajemen, dll.
Langkah 4 : Interpretasi diagram alir proses melalui menghitung total waktu
tunggu, total waktu kerja, identifikasi kesempatan untuk
menciptakan biaya rendah atau tanpa biaya dalam proses itu, serta
identifikasi aktivitas-aktivitas tidak bernilai tambah serta
aktivitas-aktivitas yang tidak saling berkait.
2.7.2 Diagram Pareto (Pareto Analysis)
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto dan
digunakan pertama kali oleh Joseph Juran. Diagram pareto merupakan sebuah
metode untuk mengelola kesalahan, masalah, atau cacat untuk membantu
memusatkan perhatian pada usaha penyelesaian masalah. Dengan memakai
diagram pareto, dapat terlihat masalah mana yang dominan sehingga dapat
mengetahui prioritas penyelesain masalah. Fungsi Diagram pareto adalah untuk
mengidentifikasi atau menyeleksi masalah utama untuk peningkatan kualitas dari
yang paling besar ke yang paling kecil.
Diagram Pareto adalah grafik batang yang menunjukkan masalah
berdasarkan urutan banyaknya kejadian.
Kegunaan dari diagram pareto adalah untuk :
a. Menunjukan masalah utama yang dominan dan perlu segera diatasi.
b. Menyatakan perbandingan masing-masing persoalan yang ada dan kumulatif
secara keseluruhan.
c. Menunjukan tingkat perbaikan setelah tindakan perbaikan (koreksi)
dilakukan pada daerah yang terbatas.
d. Menunjukan perbandingan masing-masing persoalan sebelum dan setelah
perbaikan.
Langkah-langkah pembuatan diagram pareto, yaitu :
Langkah 1 : Menentukan masalah apa yang akan diteliti, mengidentifikasi
kategori-kategori atau penyebab-penyebab dari masalah yang akan
diperbandingkan. Setelah itu, merencanakan dan melaksanakan
pengumpulan data.
Langkah 2 : Membuat suatu ringkasan daftar atau tabel yang mencatat frekuensi
kejadian dari masalah yang telah diteliti dengan menggunakan
formulir pengumpulan data atau lembar periksa.
Langkah 3 : Membuat daftar masalah secara berurut berdasarkan frekuensi
kejadian dari yang tertinggi sampai terendah, serta hitunglah frekuensi
kumulatif, persentase dari total kejadian, dan persentase dari total
kejadian secara kumulatif.
Langkah 4 : Menggambar 2 buah garis yaitu sebuah garis vertikal dan sebuah
garis horisontal.
a. Garis vertikal
- Garis vertikal sebelah kiri : skala pada garis ini merupakan skala dari nol
sampai total keseluruhan dari variabel masalah yang terjadi (misalnya total
kerusakan produk).
- Garis vertikal sebelah kanan : skala pada garis ini adalah skala dari 0%
sampai 100%.
b. Garis Horizontal
Garis ini dibagi ke dalam banyaknya interval sesuai dengan banyaknya item
masalah yang diklasifikasikan.
Langkah 5 : Buatlah histogram pada diagram pareto.
Langkah 6 : Gambarkan kurva kumulatif serta cantumkan nilai-nilai kumulatif
(total kumulatif atau persen kumulatif) di sebelah kanan atas dari
interval setiap item masalah.
Langkah 7 : Memutuskan untuk mengambil tindakan perbaikan atas penyebab
utama dari masalah yang sedang terjadi itu.
Diagram Pareto terdiri dari dua jenis, yaitu :
1. Diagram Pareto Mengenai Fenomena, berkaitan dengan hasil-hasil berikut
yang tidak diinginkan dan digunakan untuk mengetahui apa masalah utama
yang ada. Beberapa contohnya antara lain :
a. Kualitas : kerusakan, kegagalan, keluhan, item-item yang dikembalikan,
perbaikan (reparasi), dan lain-lain.
b. Biaya : jumlah kerugian, ongkos pengeluaran, dan lain-lain.
c. Penyerahan (delivery) : penundaan penyerahan, keterlambatan pembayaran,
kekurangan stok, dll.
d. Keamanan : kecelakaan, kesalahan, gangguan, dll.
2. Diagram Pareto Mengenai Penyebab, berkaitan dengan penyebab dalam
proses dan dipergunakan untuk mengetahui apa penyebab utama dari masalah
yang ada. Beberapa contohnya antara lain :
a. Operator : umur, pengalaman, keterampilan, sifat individual, pergantian
kerja (shift), dan lain-lain.
b. Mesin : peralatan, mesin, instrumen, dll.
c. Bahan baku : pembuatan bahan baku, macam bahan baku, pabrik bahan
baku, dll.
d. Metode Operasi : kondisi operasi, metode kerja, sistem pengaturan, dll.
2.7.3 Lembar Periksa (Check Sheet)
Menurut Heizer dan Render (2009) check sheet adalah suatu formulir
yang didesain untuk mencatat data. Pencatatan dilakukan sehingga pada saat data
diambil pola dapat dilihat dengan mudah. Lembar pengecekan membantu analisis
menentukan fakta atau pola yang mungkin dapat membantu analisis selanjutnya.
Sedangkan, menurut Gasperz (2005) check sheet atau lembar periksa
adalah suatu formulir dimana item-item yang akan diperiksa telah dicetak dalam
formulir itu, dengan maksud agar data dapat dikumpulkan secara mudah dan
ringkas. Dengan demikian, lembar periksa adalah catatan yang sederhana dan
teratur dalam pengumpulan dan pencatatan data sehingga memudahkan dalam
mengontrol proses dan pengambilan keputusan.
Penggunaan lembar periksa bertujuan untuk :
a. Memudahkan proses pengumpulan data terutama untuk mengetahui
bagaimana sesuatu masalah sering terjadi.
b. Mengumpulkan data tentang jenis masalah yang sedang terjadi.
c. Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan
mudah.
d. Memisahkan antara opini dan fakta.
Langkah-langkah pembuatan lembar periksa yaitu :
Langkah 1 : Menjelaskan tujuan pengumpulan data.
Langkah 2 : Identifikasi apa variabel atau atribut karakteristis kualitas yang
sedang dilakukan
Langkah 3 : Menentukan waktu atau tempat pengukuran.
Langkah 4 : Mengumpulkan data untuk item yang sedang diukur.
Langkah 5 : Menjumlahkan data yang telah dikumpulkan.
Langkah 6 : Memutuskan untuk mengambil tindakan perbaikan atas penyebab
masalah yang sedang terjadi.
2.7.4 Diagram Sebab-Akibat (Cause and Effect Diagram)
Diagram Sebab-Akibat adalah suatu diagram yang menunjukkan hubungan
antara sebab dan akibat. Diagram Sebab-Akibat sering juga disebut sebagai
diagram tulang ikan (fishbone diagram), karena bentuknya seperti kerangka ikan.
Sedangkan menurut Heizer dan Render (2009) Diagram ini disebut juga
diagram tulang ikan (fishbone chart) dan berguna untuk memperlihatkan
faktor-faktor utama yang berpengaruh pada kualitas dan mempunyai akibat pada masalah
yang kita pelajari. Selain itu, kita juga dapat melihat faktor-faktor yang lebih
terperinci yang berpengaruh dan mempunyai akibat pada faktor utama tersebut
yang dapat kita lihat pada panah-panah yang berbentuk tulang ikan.
Diagram sebab-akibat ini pertama kali dikembangkan pada tahun 1950
oleh seorang pakar kualitas dari Jepang yaitu Dr. Kaoru Ishikawa yang
menggunakan uraian grafis dari unsur-unsur proses untuk menganalisa
sumber-sumber potensial dari penyimpangan proses.
Diagram sebab-akibat dapat dipergunakan untuk :
1. Membantu mengidentifikasi akar penyebab dari suatu masalah.
2. Membantu membangkitkan ide-ide untuk solusi suatu masalah.
3. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Langkah-langkah pembuatan diagram sebab-akibat, yaitu :
Langkah 1 : Mulai dengan pernyataan masalah-masalah utama yang penting dan
mendesak untuk diselesaikan.
Langkah 2 : Tuliskan pernyataan masalah itu pada “kepala ikan”, yang
merupakan akibat (effect).
Langkah 3 : Tuliskan faktor-faktor penyebab utama (sebab-sebab) yang
mempengaruhi masalah kualitas sebagai “tulang besar”, juga
ditempatkan dalam kotak.
Langkah 4 : Tuliskan penyebab-penyebab sekunder yang mempengaruhi
penyebab utama (tulang-tulang besar), serta
penyebab-penyebab sekunder itu dinyatakan sebagai “tulang-tulang berukuran
sedang”.
Langkah 5 : Tuliskan penyebab tersier yang mempengaruhi
penyebab sekunder (tulang-tulang berukuran sedang), serta
penyebab-penyebab tersier itu dinyatakan sebagai “tulang-tulang berukuran
kecil”.
Langkah 6
: Tentukan item-item yang penting dari setiap faktor dan tandailah
faktor-faktor penting tertentu yang kelihatannya memiliki
pengaruh nyata terhadap karakteristik kualitas.
Langkah 7
: Catatlah informasi yang perlu di dalam diagram sebab-akibat itu,
seperti : judul, nama produk, proses, kelompok, daftar partisipan,
tanggal, dll.
Ada 5 Faktor penyebab utama terjadinya penyimpangan kualitas hasil
kerja, yaitu :
1. Manusia (Man)
2. Metode kerja (Work-method)
3. Mesin atau peralatan kerja lainnya (Machine/equipment)
4. Bahan baku (Raw materilas)
5. Lingkungan kerja (Work environment)
2.7.5 Diagram Batang (Histogram)
Histogram adalah suatu alat yang membantu untuk menentukan variasi
dalam proses. Berbentuk diagram batang yang menunjukkan tabulasi dari data
yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal dengan
distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data
yang dibagi-bagi menjadi kelas-kelas. Histogram dapat berbentuk “normal” atau
berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat
pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris
menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi
kebanyakan data nya berada pada batas atas atau bawah.
Histogram merupakan suatu alat yang membantu kita untuk menemukan
variasi. Histogram merupakan suatu potret dari proses yang menunjukkan
distribusi dari pengukuran dan frekuensi dari setiap pengukuran itu.
Histogram dapat digunakan untuk :
a. Mengkomunikasikan informasi tentang variasi dalam proses.
b. Membantu manajemen dalam membuat keputusan-keputusan yang berfokus
pada usaha perbaikan terus-menerus (continuous improvement efforts).
Langkah-langkah pembuatan diagram batang/ histogram, yaitu :
Langkah 1 : Mengumpulkan data pengukuran.
Langkah 2 : Tentukan besarnya Range (R).
𝑅 = 𝑋
𝑚𝑎𝑥− 𝑋
min= (nilai terbesar – nilai terkecil)
Langkah 3 : Tentukan banyaknya Kelas Interval (K).
K= 1 + 3.322 log n
Langkah 4 : Tentukan interval kelas, batas kelas, dan nilai tengah kelas.
a. Lebar dari setiap kelas interval (L) ditentukan berdasarkan pembagian antar
range data (R) dan banyaknya kelas interval (K) yang diinginkan. Untuk
menentukan lebar dari setiap kelas interval digunakan rumus sebagai berikut
:
L =
R K=
(Nilai terbesar – Nilai terkecil) Banyaknya kelas interval
b. Tentukan batas untuk setiap kelas interval, dimana setiap data pengukuran
harus jatuh atau berada diantara dua batas kelas (batas bawah dan batas
atas). Untuk menetapkan batas bawah dan batas atas digunakan rumus
sebagai berikut :
Batas Bawah (BB) = (Nilai terkecil – ½ x Unit Pengukuran)
Batas Atas (BA) = BB + L
c. Tentukan Nilai Tengah Kelas dengan menggunakan rumus sebagai berikut :
Nilai tengah kelas pertama =
𝐵𝑎𝑡𝑎𝑠 𝐵𝑎𝑤𝑎ℎ + 𝐵𝑎𝑡𝑎𝑠 𝑘𝑒𝑙𝑎𝑠 𝑝𝑒𝑟𝑡𝑎𝑚𝑎
2
Nilai tengah kelas kedua =
𝐵𝑎𝑡𝑎𝑠 𝐵𝑎𝑤𝑎ℎ + 𝐵𝑎𝑡𝑎𝑠 𝐴𝑡𝑎𝑠 𝑘𝑒𝑙𝑎𝑠 𝑘𝑒𝑑𝑢𝑎
2
Dan seterusnya.
Langkah 5 : Tentukan Frekuensi dari Setiap Kelas Interval.
Langkah 6 : Buatlah histogramnya.
2.7.6 Peta Kontrol atau Bagan Kendali (Control Chart)
Peta kendali adalah suatu alat yang secara grafis digunakan untuk
memonitor dan mengevaluasi apakah suatu aktivitas/proses berada dalam
pengendalian kualitas secara statistika atau tidak sehingga dapat memecahkan
masalah dan menghasilkan perbaikan kualitas. Peta kendali menunjukkan adanya
perubahan data dari waktu ke waktu, tetapi tidak menunjukkan penyebab
penyimpangan meskipun penyimpangan itu akan terlihat pada peta kendali.
Peta Kontrol digunakan untuk :
a. Mencapai suatu keadaan terkendali secara statistikal.
b. Memantau proses terus-menerus sepanjang waktu agar proses tetap stabil
secara statistikal dan hanya mengandung variasi penyebab umum.
c. Menentukan kemampuan proses (process capability).
Manfaat dari peta kendali adalah untuk :
1. Memberikan informasi apakah suatu proses produksi masih berada didalam
batas-batas kendali kualitas atau tidak terkendali.
2. Memantau proses produksi secara terus-menerus agar tetap stabil.
3. Menentukan kemampuan proses (capability process).
4. Mengevaluasi performance pelaksanaan dan kebijaksanaan pelaksanaan
proses produksi.
5. Membantu menentukan kriteria batas penerimaan kualitas produk sebelum
dipasarkan.
Variasi adalah ketidakseragaman dalam sistem produksi atau operasional
sehingga menimbulkan perbedaan dalam kualitas pada produk (barang atau jasa)
yang dihasilkan.
Ada dua sumber atau penyebab timbulnya variasi, yaitu :
1. Variasi penyebab khusus (Special causes of variation)
Variasi penyebab khusus adalah kejadian-kejadian diluar sistem industri yang
mempengaruhi variasi dalam sistem industri itu. Penyebab khusus dapat
bersumber dari faktor-faktor seperti manusia, peralatan, material, lingkungan,
metode kerja dan lain-lain. Jenis variasi ini dalam pengendalian proses
statistikal menggunakan peta kontrol, yang ditandai dengan titik-titik
pengamatan yang melewati atau keluar dari batas-batas pengendalian yang
didefinisikan.
2. Variasi penyebab umum (Common causes of variation)
Variasi penyebab umum merupakan faktor-faktor di dalam sistem atau yang
melekat pada proses yang menyebabkan timbulnya variasi dalam sistem serta
hasil-hasilnya. Jenis variasi ini dalam pengendalian proses statistikal
menggunakan peta kontrol, yang ditandai dengan titik-titik pengamatan yang
berada dalam batas-batas pengendalian yang didefinisikan.
Pada dasarnya setiap peta kontrol memiliki :
a. Garis tengah (Central Line/CL) merupakan garis yang menunjukkan nilai
rata-rata dan batas kendali dari karakteristik sebagai indikasi dimana proses
tersebut.
Sepasang batas kontrol (Control Limits), dimana satu batas kontrol
ditempatkan di atas garis tengah yang dikenal sebagai batas kontrol atas
(Upper Control Limit/UCL) merupakan garis yang menunjukkan nilai
rata-rata batas kendali bagian atas. Sedangkan yang satu lagi ditempatkan di
bawah garis tengah yang dikenal sebagai batas kontrol bawah (Lower Control
Limit/LCL) merupakan garis yang menunjukkan nilai rata-rata batas kendali
bagian bawah.
b. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan dari
proses. Jika semua nilai-nilai yang ditebarkan (diplot) pada peta itu berada di
dalam batas-batas kontrol tanpa memperlihatkan kecendrungan tertentu,
maka proses yang berlangsung dianggap sebagai proses yang berada dalam
keadaan terkontrol atau terkendali secara statistikal, atau dikatakan berada
dalam pengendalian statistikal. Namun, jika nilai-nilai yang ditebarkan pada
peta itu jatuh atau berada di luar batas-batas kontrol atau memperlihatkan
kecendrungan tertentu atau memiliki bentuk yang aneh, maka proses yang
berlangsung dianggap sebagai proses yang berada dalam keadaan di luar
kontrol (tidak terkontrol) atau tidak berada dalam pengendalian statistikal
sehingga perlu diambil tindakan korektif untuk memperbaiki proses yang
ada.
Dalam setiap peta kontrol, batas kontrol dapat dihitung dengan menggunakan
rumus :
UCL = (Nilai rata-rata) + 3 (Simpangan baku)
LCL = (Nilai rata-rata) - 3 (Simpangan baku)
Simpangan baku adalah variasi yang disebabkan oleh penyebab umum.
Peta-peta kontrol untuk data atribut adalah peta kontrol p, peta kontrol np, peta
kontrol c, dan peta kontrol u.
2.7.7.1 Peta Kontrol p
Peta kontrol p digunakan untuk mengendalikan proporsi dari item-item
yang tidak memenuhi syarat spesifikasi kualitas atau proporsi dari produk yang
cacat yang dihasilkan dalam suatu proses.
Langkah-langkah dalam membuat peta kontrol p yaitu :
Langkah 1 : Tentukan ukuran contoh yang cukup besar (n > 30)
Langkah 2 : Kumpulkan 20-25 set contoh.
Langkah 3 : Hitung nilai proporsi cacat yaitu dengan rumus :
𝑝 =
∑𝑛𝑖=1𝑛𝑝𝑛
Langkah 4 : Hitung nilai simpangan baku yaitu dengan rumus :
n
)
1
(
p
bar
bar
p
SP
Jika p-bar dinyatakan dalam persentase, maka Sp diditung sebagai berikut :
n
)
100
(
p
bar
bar
p
SP
Langkah 5 : Hitung batas-batas kontrol 3-sigma dari :
CL = p-bar
UCL = p-bar + 3 Sp
LCL = p-bar - 3 Sp
Langkah 6 : Tebarkan data proporsi cacat dan lakukan pengamatan apakah data
itu berada dalam pengendalian statistikal.
Langkah 7 : Apabila data pengamatan menunjukkan bahwa proses berada dalam
pengendalian
statistikal,
tentukan
kapabilitas
proses
untuk
menghasilkan produk yang sesuai (tidak cacat) sebesar : (1 – p-bar)
atau (100% - p-bar, %), hal ini serupa dengan proses menghasilkan
produk cacat sebesar p-bar.
Langkah 8 : Apabila data pengamatan menunjukkan bahwa proses berada dalam
pengendalian statistikal, gunakan peta kontrol p untuk memantau
proses terus-menerus. Apabila data pengamatan menunjukkan bahwa
proses tidak berada dalam pengendalian statistikal, proses itu harus
diperbaiki terlebih dahulu sebelum menggunakan peta kontrol p
untuk pengendalian proses terus-menerus.
2.7.7.2 Peta Kontrol np
Peta kontrol np digunakan apabila :
a. Data banyaknya item yang tidak sesuai adalah lebih bermanfaat dan mudah
untuk diinterpretasi dalam pembuatan laporan dibandingkan data proporsi.
b. Ukuran contoh (n) bersifat konstan dari waktu ke waktu.
Langkah-langkah dalam pembuatan peta kontrol np yaitu :
Langkah 1 : Tentukan ukuran contoh yang cukup besar (n > 30) dan konstan dari
waktu ke waktu.
Langkah 2 : Kumpulkan 20-25 set contoh selama beberapa periode pengamatan.
Langkah 3 : Hitung nilai rata-rata banyaknya cacat yaitu dengan rumus:
np-bar =
(𝑛𝑝1+𝑛𝑝2+...+𝑛𝑝𝑘) 𝑘Langkah 4 : Hitung nilai simpangan baku yaitu dengan rumus :
n
)
1
(
np
bar
bar
np
SP
Langkah 5 : Hitung batas-batas control 3-sigma dari :
CL = np-bar
UCL = np-bar + 3 Snp
LCL = np-bar – 3 Snp
Langkah 6 : Tebarkan data banyaknya item cacat dan lakukan pengamatan apakah
data itu berada dalam pengendalian statistikal.
Langkah 7 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, maka tentukan kapabilitas proses.
Kapabilitas proses untuk peta kontrol np yaitu : (1 – np-bar), hal ini
harus serupa dengan proses menghasilkan produk cacat sebesar
p-bar.
Langkah 8 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, gunakan peta kontrol np untuk memantau
proses terus-menerus. Apabila data pengamatan menunjukan bahwa
proses tidak berada dalam pengendalian statistikal, proses itu harus
diperbaiki terlebih dahulu sebelum menggunakan peta kontrol np
untuk pengendalian proses terus menerus.
2.7.7.3 Peta Kontrol c
Peta kontrol c didasarkan pada titik spesifik yang tidak memenuhi syarat
dalam produk itu, sehingga suatu produk dapat dianggap memenuhi syarat
meskipun mengandung satu atau beberapa titik spesifik yang cacat. Peta kontrol c
membutuhkan ukuran contoh konstan atau banyaknya item yang diperiksa dari
produk yang diperiksa bersifat konstan untuk setiap periode pengamatan.
Langkah-langkah dalam membuat peta kontrol c yaitu :
Langkah 1 : Tentukan ukuran contoh yang bersifat konstan selama periode
pengamatan.
Langkah 2 : Lakukan pengamatan untuk beberapa periode waktu atau beberapa
kelompok contoh.
Langkah 3 : Hitung nilai rata-rata banyaknya ketidaksesuaian yang ditemukan
yaitu dengan rumus :
C-bar =
Total banyaknya ketidaksesuaian 𝑘Dimana k adalah periode atau kelompok pengamatan.
Langkah 4 : Hitung nilai simpangan baku yaitu dengan rumus :
Sc = √𝑐 − 𝑏𝑎𝑟
Langkah 5 : Hitung nilai batas-batas kontrol 3-sigma dari :
CL = c-bar
UCL = c-bar + 3 Sc
LCL = c-bar – 3 Sc
Langkah 6 : Tebarkan data banyaknya titik spesifik yang tidak sesuai dan lakukan
pengamatan apakah data itu berada dalam pengendalian statistikal.
Langkah 7 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, tentukan kapabilitas proses untuk
menghasilkan banyaknya titik spesifik yang tidak sesuai sebesar :
c-bar.
Langkah 8 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, gunakan pada kontrol c untuk memantau
proses terus menerus. Apabila data pengamatan menunjukan bahwa
proses tidak berada dalam pengendalian statistikal, maka proses itu
harus diperbaiki terlebih dahulu sebelum menggunakan peta kontrol
c untuk pengendalian proses terus menerus.
2.7.7.4 Peta Kontrol u
Peta kontrol u dapat mengukur banyaknya ketidaksesuaian (titik spesifik)
per unit laporan inspeksi dalam kelompok (periode) pengamatan, yang mungkin
memiliki ukuran contoh (banyaknya item yang diperiksa). Peta kontrol u dapat
digunakan apabila ukuran contoh lebih dari satu unit dan mungkin bervariasi dari
waktu ke waktu.
Langkah-langkah dalam membuat peta kontrol u yaitu :
Langkah 1 : Tentukan ukuran contoh selama periode pengamatan.
Langkah 2 : Lakukan pengamatan untuk beberapa periode waktu atau beberapa
kelompok contoh.
Langkah 3 : Hitung nilai rata-rata banyaknya ketidaksesuaian (titik spesifik) yang
ditemukan per unit item, yaitu dengan rumus :
C- bar =
Total banyaknya ketidaksesuaian Banyaknya item yang diperiksaLangkah 4 : Hitung nilai simpangan baku yaitu dengan rumus :
Su = √
𝑐−𝑏𝑎𝑟 𝑁Langkah 5 : Hitung batas-batas kontrol 3-sigma dari :
CL = u-bar
UCL = u-bar + 3 Su
LCL = u-bar - 3 Su
Langkah 6 : Tebarkan data banyaknya titik spesifik yang tidak sesuai per unit item
yang diperiksa dan lakukan pengamatan apakah data itu berada
dalam pengendalian statistikal.
Langkah 7 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, tentukan kapabilitas proses untuk
menghasilkan banyaknya titik spesifik yang tidak sesuai per unit
item sebesar: u-bar.
Langkah 8 : Apabila data pengamatan menunjukan bahwa proses berada dalam
pengendalian statistikal, gunakan peta kontrol u untuk memantau
proses itu terus menerus. Tetapi apabila data pengamatan
menunjukan bahwa proses tidak berada dalam pengendalian proses
statistikal, maka proses itu harus diperbaiki terlebih dahulu
sebelum menggunakan peta kontrol u untuk pengendalian proses
terus menerus.
2.7.8 Diagram Tebar (Scatter Diagram)
Scatter Diagram atau disebut juga dengan peta kolerasi adalah grafik yang
menampilkan hubungan antara dua variabel apakah hubungan antara dua variabel
tersebut kuat atau tidak, yaitu antara proses yang mempengaruhi proses dengan
kualitas produk. Pada dasarnya diagram sebar (Scatter diagram) merupakan suatu
alat interpretasi data yang digunakan untuk menguji bagaimana kuatnya hubungan
antar dua variabel dan menentukan jenis hubungan dari dua variabel tersebut,
apakah positif, negatif atau tidak ada hubungan. Dua variabel yang ditunjukan
dalam diagram sebar dapat berupa karakteristik kuat dan faktor yang
mempengaruhinya.
Diagram Tebar (scatter diagram) merupakan suatu alat interpretasi data
yang digunakan untuk :
a. Menguji bagaimana kuatnya hubungan antara dua variabel.
b. Menentukan jenis hubungan dari dua variabel itu, apakah positif, negatif atau
tidak ada hubungan.
Dua variabel yang ditunjukan dalam diagram tebar dapat berupa :
a. Karakteristik kualitas dan faktor yang mempengaruhinya.
b. Dua karakteristik kualitas yang saling berhubungan.
c. Dua faktor yang saling berhubungan yang mempengaruhi karakteristik
kualitas.
Terdapat tiga pola diagram tebar, sesuai dengan bentuk hubungan diantara
dua variabel x dan y yaitu :
1. Diagram tebar dari dua variabel x dan y yang memiliki hubungan korelasi
positif, dimana dalam hal ini nilai yang besar dari variabel y, serta
nilai-nilai yang kecil dari variabel x berhubungan dengan nilai-nilai-nilai-nilai yang kecil dari
variabel y.
2. Diagram tebar dari dua variabel x dan y yang memiliki hubungan korelasi
negatif, dimana dalam hal ini nilai-nilai yang besar dari variabel x
berhubungan dengan nilai-nilai yang kecil dari variabel y, serta nilai-nilai
yang kecil dari variabel x berhubungan dengan nilai-nilai yang besar dari
variabel y.
3. Diagram tebar dari dua variabel x dan y yang tidak memiliki hubungan (tidak
berkorelasi), dimana tidak ada kecenderungan bagi nilai-nilai tertentu dari
variabel x untuk terjadi bersama-sama dengan nilai-nilai tertentu dari variabel
y.
Langkah-langkah dalam membuat diagram tebar yaitu :
Langkah 1 : Kumpulkan pasangan data (x,y) yang akan dipelajari hubungannya
serta susunlah data itu dalam tabel.
Langkah 2 : Tentukan nilai-nilai maksimum dan minimum untuk kedua variabel x
dan y.
Langkah 3 : Tebarkan (plot) data pada selembar kertas.
Langkah 4 : Berikan informasi secukupnya agar orang lain dapat memahami
diagram tebar itu. Informasi yang biasa diberikan adalah :
a. Interval waktu.
b. Banyaknya pasangan data.
c. Judul dan unit pengukuran dari setiap variabel pada garis
horizontal dan vertikal.
d. Judul dari grafik tersebut.
e. Apabila diperlukan dapat mencantumkan nama dari orang yang
membuat diagram tebar tersebut.
2.8
Jenis – Jenis Cacat
Kecacatan pada suatu produk diklasifikasikan ke dalam 3 kategori yaitu :
1. Cacat Kritis
Cacat kritis adalah suatu bentuk cacat dimana penilaian dan pengalaman
mengidentifikasikan bahwa produk tersebut akan menghasilkan kondisi yang
berbahaya atau tidak aman bagi orang yang menggunakan, menyimpan atau
tergantung pada produk tersebut, serta membuat produk tersebut tidak dapat
menunjukan kinerja yang baik.
2. Cacat Penting
Cacat penting adalah suatu bentuk cacat yang tidak kritis namun dapat
mengakibatkan kegagalan atau secara material akan mengurangi tingkat
penggunaan unit produk tersebut. Cacat penting dapat mengakibatkan
konsekuensi yang serius ataupun tuntutan hukum, maka jenis cacat ini harus
diawasi dan dikendalikan dengan hati-hati.
3. Cacat Kecil
Cacat kecil adalah cacat yang tidak terlalu mengurangi penggunaan suatu
produk atau mengakibatkan dampak penting pada efektivitas pengguna atau
pengoperasian produk tersebut. Cacat jenis ini dapat mengakibatkan
ketidakpuasan pelanggan.
2.9
Kerangka pemikiran
Di zaman kemajuan tekonologi yang perkembangannya tak ada henti –
hentinya, kemudahan masyarakat meresap banyak informasi dengan mudah.
Semakin banyaknya pengetahuan yang dimiliki masyarakat, perusahaan perlu
memutar otak untuk merancang strategi untuk tetap bertahan mengimbangan
standar masyarakat yang terus menigkat dimana, saat ini perusahaan yang tidak
memenuhi standar, produk maupun jasa perusahaan tersebut tidak dapat diterima
oleh konsumen dan usaha tidak akan berlangsung dengan lama.
Maka dari itu perusahaan harus mampu menghasilkan produk dengan
kualitas yang baik dan diproduksi secara efisien agar dapat bersaing dengan
perusahaan sejenisnya dan dapat diterima oleh konsumen. Hal tersebut
diungkapkan oleh Dale H. Besterfiel dalam bukunya Quality Control (2009)
sebagai berikut : “Quality is all the features amd characteristic of a product of
service that contribute to the satisfaction of a consumer needs. This need
involves prices, safety, availability, reliability, and usability”/
Jika diterjemahkan :
“ kualitas merupakan keseluruhan karakteristik dan corak dari suatu produk atau
jasa yang berperan untuk kepuasan kebutuhan konsumen. Kebutuhan ini
melibatkan harga, keamanan, ketersediaan, kehandalan, dan kegunaan”.
Untuk menghasilkan produk yang berkualitas baik adalah tidak mudah,
karena membutuhkan bahan baku, mesin dan peralatan, desain produk, sumber
daya manusia yang baik, serta manajemen yang baik pula untuk menghasilkan
barang yang sesuai dengan kebutuhan konsumen. Hal ini dapat diwujudkan
melalui penetapan standar tertentu terhadap bahan baku, proses produksi, dan
barang hasil produksi. Kenyataan yang ditemui di lapangan adalah meskipun
standar tertentu telah dibuat dalam kegiatan operasional perusahaan, namun masih
ditemukan penyimpangan atau variasi terhadap standar yang telah ditentukan
sehingga menghasilkan produk gagal atau cacat yang akhirnya menimbulkan
peningkatan biaya operasional, baik untuk biaya perbaikan maupun terhadap
produk yang tidak terpakai atau dibuang. Untuk mencapai kualitas produk sesuai
dengan standar yang telah ditetapkan harus melalui sebuah proses pengendalian
kualitas yang baik. Dengan dilaksanakannya proses pengendalian kualitas,
berbagai penyimpangan yang mungkin terjadi dalam proses dapat diidentifikasi.
Lalu dianalisi dan pada akhirnya dapat dirumuskan langkah pengendalian dan
penanggulangan agar pada proses berikutnya penyimpanga – penyimpangan dapat
diminimalisi atau bahkan tidak terjadi sama sekali.Pada dasarnya proses
pengendalian kualitas harus dilakukan secara terus menerus selama perusahaan
masih melaksanakan proses produksi. Proses pengendalian kualitas ini
menerapkan PDAC (plan, do, check, action). Hal ini merupakan satu kesatuan
proses berpikir dan bertindak yang berkesinambungan dan mengikuti siklus –
siklusnya. Perencanaan (plan) adalah menentukan spesifikasi produk yang akan
dihasilkan sesuai dengan harapandan kebutuhan konsumen, pelaksanaan (do)
adalah pengaplikasian perencanaan untuk memproduksi suatu produk,
pemeriksaan (check) adalah inspeksi terhadap produk yang dihasilkan apakah
telah memenuhi standar seperti yang diterapkan pada perencanaan, pengulangan
(action) adalah tindakan yang perllu dilakukan setelah menemukan dan
menganalisis penyimpangan yang terjadi pada pemeriksaan. Dalam pengendalian
kualitas ini terdapat beberapa teknik dalam pengendalian kualitas yang dapat
digunakan, antara lain:
1. Diagram Histogram, merupakan diagram untuk data dalam daftar
distribusi frekuensi yang bentuknya terdiri atas beberapa persegi panjang
yang sisi berdekatannya berhimpit.
2. Bagan Kendali dan Grafik, Bagan Kendal berhubungan dengan
pengendalian kualitas barang atau jasa yang sedang dibuat, bagan ini
memiliki tiga ciri utama, yaitu:
a. UCL adalah batas kendali atas, merupakan batas toleransi yang
tertinggi yang diizinkan.
b. Cl adalah batas pusat merupakan rata – rata pengukuran perhitunugan
c. LCL adalah batas kendali bawah, merupakan batas toleransi terendah
yang diizinkan
3. Diagram Pareto, merupaakan sebuah diagram balok yang disusun secara
berjenjang mulai dari yang tinggi sampai yang paling rendah yang
digunakan untuk menentukan tingkat kepentingan atau urutan prioritas
dari suatu masalah yang dipecahkan.
4. Diagram Sebab Akibat, merupakan suatu diagram berbentuk tulang ikan
yang digunakan untuk menganalisis masalah dengan mencari sebab –
sebab dari suatu masalah atau akibat yang akan timbul.
Dalam kasus ini, penulis menggunakan :
Gambar 2.2 Kerangka Pemikiran
Input Pengendalian Kualtas Proses output Diagram Pareto Fishbone Diagram Usaha Perbaikan Peta kendali P