PROSES PENGENDALIAN DAN
PENGAWASAN MUTU SOSIS SELAMA
PROSES
FREEZING
DENGAN
MENGGUNAKAN IQF
(INDIVIDUAL QUICK FREEZING)
PT. CHAROEN POKPHAND INDONESIA
FOOD DIVISION UNIT
SALATIGA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh :
SHERLY PUTRI SANTOSO
12.70.0023
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
ii
PROSES PENGENDALIAN DAN PENGAWASAN MUTU
SOSIS SELAMA PROSES
FREEZING
DENGAN
MENGGUNAKAN IQF
(INDIVIDUAL QUICK FREEZING)
PT. CHAROEN POKPHAND INDONESIA
FOOD DIVISION UNIT
SALATIGA
Oleh :
Sherly Putri Santoso
NIM : 12.70.0023
Program Studi : Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan
di hadapan sidang penguji pada tanggal : 5 Juni 2015
Semarang, 5 Juni 2015
Fakultas Teknologi Pangan
Universitas Katolik Soegijapranata
Pembimbing lapangan, Dekan,
Asmoro Hendriyadi Dr. V. Kristina Ananingsih, ST., MSc
(Manager QC & LAB)
Pembimbing Akademik,
iii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas berkat dan rahmat karunia-Nya, penulis dapat menyelesaikan Laporan Kerja Praktek yang berjudul “Proses Pengendalian Dan Pengawasan Mutu Sosis Selama Proses Freezing Dengan Menggunakan IQF (Individual Quick Freezing) PT. Charoen Pokphand Indonesia Food Division Unit Salatiga”. Kerja Praktek ini dilaksanakan dengan tujuan untuk memenuhi syarat salah satu mata kuliah Kerja Praktek pada Program S1 Teknologi Pangan Fakultas Teknologi Pertanian Universitas Soegijapranata Semarang.
Penulis menyadari bahwa laporan kerja praktek ini masih jauh dari sempurna, dikarenakan keterbatasan kemampuan dan pengetahuan penulis. Tetapi berkat bantuan, bimbingan, dan dorongan dari berbagai pihak, akhirnya penulis dapat menyelesaikan laporan kerja praktek ini. Pada kesempatan yang baik ini penulis ingin mengucapkan terima kasih kepada:
1. Tuhan Yesus yang telah memberikan berkat dan penyertaanNya sehingga penulis memperoleh kelancaran dalam pelaksanaan dan pembuatan laporan kerja praktek. 2. Kedua orang tua dan adik-adik yang telah memberikan motivasi sehingga penulis
dapat menyelesaikan kerja praktek dan laporan dengan baik.
3. Bapak Aditya selaku DGM PT. Charoen Pokphand Indonesia Food Division Plant Salatiga yang telah mengijinkan penulis untuk melakukan kerja praktek di perusahaan tersebut.
4. Bapak Asmoro Hendriyadi selaku Manager QC dan Lab di PT. Charoen Pokphand Indonesia Food Division Plant Salatiga serta pembimbing lapangan penulis yang memberikan informasi dan membimbing dalam pelaksanaan kerja praktek.
5. Ibu Emi selaku HRD dari PT. Charoen Pokphand Indonesia Food Division Plant Salatiga yang telah memberikan informasi seputar perusahaan.
6. Mas Yosi, selaku pembimbing lapangan yang telah membimbing selama melaksanakan Kerja Praktek di PT. Charoen Pokphand Indonesia Food Division Plant Salatiga.
iv
8. Dr. V. Kristina Ananingsih, ST., MSc. selaku Dekan Teknologi Pangan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
9. Kartika Puspa Dwiana, STP, MSi selaku koordinator bagian kerja praktek Teknologi Pangan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
10. Ir Sumardi, MSc selaku dosen pembimbing dalam pelaksanaan kerja praktek hingga tersusunnya laporan kerja praktek ini.
11. Tjan, Ivana Chandra dan Graytta Intannia selaku rekan dalam pelaksanaan kerja praktek di Salatiga.
12. Semua teman-teman Program Studi Teknologi Pertanian yang turut mendukung selama pembuatan laporan Kerja Praktek.
13. Kepada semua pihak yang terlibat baik secara langsung maupun tidak langsung dalam pembuatan laporan kerja praktek ini.
Akhir kata penulis berharap agar laporan kerja praktek ini dapat bermanfaat bagi pembaca pada umumnya dan bagi mahasiswa Fakultas Teknologi Pertanian UNIKA Soegijapranata pada khususnya. Penulis menyadari bahwa penulisan dan penyusunan laporan kerja praktek ini masih jauh dari sempurna dan masih banyak kekurangan. Oleh karena itu, penulis mohon maaf sebesar-besarnya dan jika ada kritik dan saran yang membangun sangat diharapkan demi kesempurnaan laporan kerja praktek lapangan ini. .
Semarang, 5 Juni 2015
v
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
BAB 1. PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Tujuan Kerja Praktek ... 2
1.3. Manfaat ... 3
1.4. Tempat dan Waktu Pelaksanaan ... 3
1.5. Metode Kerja Praktek ... 3
BAB 2. KEADAAN UMUM PERUSAHAAN ... 4
2.1. Sejarah dan Perkembangan Perusahaan ... 4
2.2. Visi dan Misi Perusahaan ... 5
2.3. Kebijakan Mutu dan Keamanan Pangan ... 5
2.4. Lokasi dan Tata Letak Perusahaan ... 6
2.5. Struktur dan Sistem Organisasi... 6
2.6. Ketenagakerjaan... 8
BAB 3. SPESIFIKASI PRODUK ... 10
3.1. Produk Sosis yang Dihasilkan ... 10
3.2. Pemasaran Produk ... 11
BAB 4. PRODUKSI ... 12
4.1. Alur Produksi ... 13
4.2. Meat Preparation ... 14
vi
4.2.2. Cooking ... 20
4.3. Pengemasan ... 22
4.3.1. Pengemasan Sekunder ... 22
4.3.2. Pengecekan Kandungan Metal ... 23
4.3.3. Freezing ... 24
4.3.4. Pengemasan Tersier ... 25
BAB 5. PELAKSANAAN DAN PEMBAHASAN PENGENDALIAN MUTU ... 26
5.1. Freezing ... 26
5.2. IQF ... 29
5.2.1. Spesifikasi IQF ... 30
5.2.2. Cara Kerja Mesin IQF ... 31
5.3. Pelaksanaan Pengendalian Mutu ... 32
5.4. Masalah dan Cara Mengatasi Masalah Pada Mesin IQF ... 36
BAB 6. PENGAWASAN PELAKSANAAN TIM QC ... 38
BAB 7. KESIMPULAN DAN SARAN ... 39
7.1. Kesimpulan ... 39
7.2. Saran ... 39
BAB 8. DAFTAR PUSTAKA... 40
BAB 9. LAMPIRAN ... 43
vii
DAFTAR TABEL
viii
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi PT Charoen pokphand Food Division Unit Salatiga ... 8 Gambar 2. Produk Sosis PT Charoen pokphand Food Division Unit Salatiga ... 10 Gambar 3. Diagram Alir Proses Produksi Sosis PT. Charoen Pockphand
Indonesia Food Division Unit Salatiga :
1
1. PENDAHULUAN
1.1. Latar Belakang
1.1.1. Latar Belakang Kerja Praktek
Seiring dengan perkembangan teknologi yang semakin maju, terutama dalam bidang pangan yang menjadi suatu pilihan utama yang terus dikembangkan untuk menambah kesejahteraan rakyat. Teknologi pangan zaman sekarang mampu meningkatkan keanekaragaman produk dan sekaligus kesadaran masyarakat terhadap kesehatan dan kemanan pangan. Banyak nilai gizi dan nutrisi yang diberikan lebih ke dalam produk pangan dengan memperhatikan proses pengolahan pangan, supaya tidak memberikan dampak negatif ketika dikonsumsi. Pengalaman dan pengamatan langsung perihal proses pengolahan pangan dalam industri pangan sangat penting dilakukan terutama bagi mahasiswa Program Studi Teknologi Pangan Universitas Katolik Soegijapranata Semarang untuk menambah wawasan dan pengetahuan dalam dunia industri pangan. Di dalam kegiatan perkuliahan, berbagai teori ilmu pengetahuan mengenai dunia industri pangan secara garis besar telah diberikan dan beberapa diterapkan pula melalui kegiatan praktikum. Namun kegiatan-kegiatan tersebut belum cukup dalam penambahan wawasan mengenai industri pangan yang ada di masyarakat yang nantinya akan menjadi bidang yang digeluti oleh lulusan Program Studi Teknologi Pangan. Untuk itu kegiatan Kerja Praktek (KP) pada industri pangan sangat dibutuhkan dan perlu dilakukan.
2
PT. Charoen Pokphand Indonesia Food Division Unit Salatiga merupakan salah satu perusahaan yang bergerak dibidang pengolahan pangan dengan teknologi yang modern dan didukung oleh sumber daya manusia yang berkualitas, inovasi–inovasi, dan mesin– mesin yang telah memenuhi standar sehingga sangat cocok untuk dijadikan sumber pengetahuan di bidang teknologi pangan.
1.1.2. Latar Belakang Judul
Sosis merupakan produk makanan yang digemari masyarakat. Pada proses pengolahan sosis perlu adanya pengawasan mutu yang diterapkan, karena bahan baku yang digunakan adalah daging ayam yang rentan oleh kontaminasi mikroorganisme. Oleh karena itu, semua karyawan ataupun alat yang kontak langsung dengan pengolahan sosis harus diperhatikan pengawasan mutunya dari penerimaan bahan baku sampai produk jadi untuk menghasilkan produk yang berkualitas demi menjamin kepuasan konsumen. Dalam proses pengemasan sosis, dilakukan proses pembekuan sebelum akhirnya dikemas dalam kemasan tersier. Proses pembekuan menjadi sangat penting karena pembekuan adalah proses yang menentukan umur simpan produk saat produk sampai di tangan konsumen. Pada proses pembekuan banyak variabel yang harus diperhatikan untuk mendapatkan produk yang beku maksimal sehingga menjaga produk agar terhindar dari resiko kontaminasi. Maka dalam kerja praktek ini lebih memfokuskan pada proses pengendalian mutu yang dilakukan di PT. Charoen Pokphan terutama pada proses pembekuan (freezing) menggunakan mesin IQF (Individual Quick Freezing) sehingga dapat membandingkan yang terjadi di lapangan dan teori yang ada dan diharapkan dapat bermanfaat dalam meningkatkan kualitas mutu yang ada.
1.2. Tujuan
Tujuan dari Kerja Praktek ini, antara lain:
a. Mendapat gambaran yang nyata mengenai dunia kerja.
b. Menambah wawasan mengenai hal-hal yang berhubungan dengan bidang pangan. c. Mengetahui pemecahan masalah-masalah yang timbul di lapangan.
1.3. Manfaat
Manfaat dilakukannya kerja praktek di PT. Charoen Pokphand Salatiga Food Division Unit adalah sebagai berikut:
a. Mengetahui proses produksi sosis ayam.
b. Mengetahui proses pengawasan mutu pada produksi sosis.
c. Mendapatkan berbagai wawasan pada industri pengolahan daging ayam khususnya pembuatan sosis ayam.
d. Mengetahui kondisi dunia kerja secara nyata dan dapat turut berpartisipasi aktif dalam sebagian proses produksi sosis ayam terutama bidang pengendalian mutu.
1.4. Tempat dan waktu Pelaksanaan
Kerja praktek ini dilaksanakan di PT. Charoen Pokphand Salatiga Food Division Unit Salatiga selama 22 hari dimulai dari tanggal 5 Januari 2015 dan berakhir tanggal 29 Januari 2015 ditambah 1 hari presentasi pada tanggal 30 Januari 2015.
1.5. Metode Kerja Praktek
Praktek kerja lapangan dilakukan dengan metode pengamatan langsung, wawancara dan diskusi di tempat praktek lapangan melalui studi pustaka yang berkaitan dengan praktek kerja lapangan, dan praktek langsung pada proses produksi. Beberapa kegiatan yang dilaksanakan selama praktek kerja lapangan antara lain:
1. Orientasi Pabrik dan Pengamatan lapangan terutama mengenai hal – hal yang berkaitan dengan proses produksi.
2. Diskusi dengan pembimbing lapangan mengenai proses produksi dan Quality Control dalam produksi sosis.
3. Diskusi dengan masing-masing pihak QC pada produksi sosis. 4. Mengamati kegiatan pengontrolan mutu oleh pihak QC.
5. Praktek langsung kegiatan pengontrolan mutu dalam proses produksi sosis. 6. Studi pustaka, berupa pengumpulan data berdasarkan literatur sebagai
pembanding dan pelengkap data yang didapat di lapangan.
4
2. KEADAAN UMUM PERUSAHAAN
2.1. Sejarah dan Perkembangan Perusahaan
PT. Charoen Pokphand Indonesia Food Division Unit Salatiga adalah salah satu perusahaan yang tergabung dalam Charoen Pokphand Group Indonesia (CP Group) yang bergerak dalam bidang industri pangan. PT. Charoen Pokphand Indonesia –Food Division yang berdiri pada tanggal 22 September 2007 merupakan industri pemotongan dan pengolahan daging ayam yang didukung oleh teknologi dan sumber daya manusia yang terbaik. Perusahaan ini terletak di Jl. Patimura KM.1, Salatiga, Jawa Tengah dengan luas area sebesar 4,6 hektar. PT. Charoen Pokphand Indonesia telah membuktikan dirinya sebagai perusahaan pengolahan daging ayam yang bermutu di Indonesia maupun secara Internasional demi kepuasan masyarakat dengan kemampuan produksi sebesar 4.000 ekor per jam dengan jumlah karyawan sekitar 1200 orang yang terbagi ke dalam beberapa bagian.
PT. Charoen Pokphand Indonesia –Unit Salatiga berupaya menyediakan produk dengan kualitas terbaik, dimulai dengan proses pemilihan bahan baku ayam yang memenuhi standar ayam sehat, bebas dari segala penyakit, dan dengan proses pemotongan serta pembersihan ayam yang dilakukan dengan halal dan higienis. Selain itu, proses pengolahan diawasi secara ketat sesuai dengan standar sampai pada proses pengemasan, penyimpanan, dan distribusi. PT. Charoen Pokphand Indonesia – Food Division Unit Salatiga memproduksi dan mensuplai produk yang bermutu tinggi untuk industri makanan di Indonesia seperti KFC, Olive, Wendys dan restaurant lainnya. Sesuai dengan misinya, PT. Charoen Pokphand Indonesia – Unit Salatiga ini sangat mengutamakan kebersihan dan kualitas dari produk yang dihasilkan, sehingga dapat memuaskan pelanggan dan pemegang saham dengan memproduksi makanan olahan yang bermutu tinggi, halal dengan menerapkan GMP (Good Manufacturing Practice), SSOP (Sanitation Standard Operating Procedure), HACCP (Hazard Analysis Critical Control Point, dan ISO (International Organization for Standardization) 9001.
misi perusahaan sehingga dapat memberikan jaminan kepuasan kepada pelanggan. Menggalang kerjasama, partisipasi aktif dan positif semua karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus-menerus.
2.2. Visi dan Misi Perusahaan
Visi yang disokong oleh PT. Charoen Pokphand Indonesia – Food Division Unit Salatiga adalah:
a. Menjadi produsen kelas dunia dalam bidang makanan olahan daging ayam khususnya dan bahan lain umumnya.
b. Menjadi perusahaan yang bertanggung jawab, peduli terhadap dampak sosial dan lingkungan di dalam menjalankan kegiatan kami.
Misi dari PT. Charoen Pokphand Indonesia –Food Division Unit Salatiga yaitu:
a. Membantu meningkatkan kualitas bangsa Indonesia dan dunia serta memuaskan pelanggan dan pemegang saham dengan memproduksi makanan olahan bermutu tinggi, halal, dan aman untuk dikonsumsi dengan menerapkan GMP (Good Manufacturing Practice), SSOP (Sanitation Standart Operating Procedure), Sistem Jaminan Halal, HACCP, dan ISO 9001:2008.
b. Menjaga dan menerapkan prinsip-prinsip kelestarian lingkungan hidup sesuai peraturan perundangan yang berlaku.
2.3. Kebijakan Mutu dan Keamanan Pangan
Kebijakan mutu dan keamanan pangan PT. Charoen Pokphand Indonesia - Food Division Unit Salatiga adalah senantiasa menghasilkan produk yang bermutu tinggi, halal, dan aman untuk dikonsumsi dalam rangka pencapaian visi dan misi perusahaan sehingga dapat memberikan jaminan kepuasan kepada pelanggan dan juga menggalang kerjasama, partisipasi aktif dan positif semua karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus menerus.
2.4. Lokasi dan Tata Letak Perusahaan
6
house (evisceration dan cut up), gudang premix, gudang chemical, cold storage, dan office. Area pabrik bawah terdiri dari area produksi chicken nugget dan sosis, gudang seasoning, cold storage, dan instalasi pengolahan air limbah.
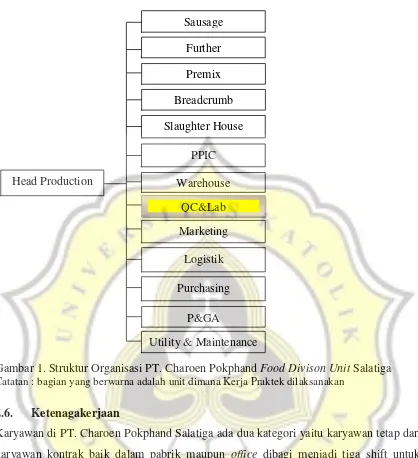
2.5. Struktur dan Sistem Organisasi
Perkembangan dan kemajuan dari perindustrian pasti diiringi oleh keterpaduan dari sistem organisasi dengan sistem manajemen. Hal ini berkaitan dengan adanya kebijakan dan peraturan yang dibentuk demi mencapainya tujuan dan hasil produksi yang baik dan efektif. Struktur organisasi merupakan tatanan kerangka dalam menjalankan semua aktivitas perusahaan dan juga sebagai pedoman untuk pimpinan dalam mengatur posisi karyawan dengan kemampuan pengalaman dan kecakapannya. Struktur organisasi pada PT. Charoen Pokphand Indonesia berbentuk linier yaitu wewenang pimpinan tertinggi secara langsung mengalir kepada kepala bagian yang berada di bawahnya dengan pembagian kerja yang sesuai dengan bidang – bidang yang telah terstruktur dan masing – masing bertanggung jawab pada bidangnya. Struktur organisasi perusahaan menunjukkan bagaimana perusahaan itu dikelola baik dari pendelegasian, kekuasaan, dan tingkat pengawasannya. Struktur organisasi PT. Charoen Pokphand, Food Division adalah sebagai berikut :
Head Production
Bagian yang bertanggung jawab atas segala macam kegiatan di dalam perusahaan baik kegiatan produksi, pemasaran, keuangan maupun yang berkaitan dengan personalia.
Sausage Production
Bagian yang bertugas untuk memproduksi produk olahan daging ayam atau sapi yaitu sosis.
Further Production
Bagian yang bertugas untuk memproduksi produk olahan daging ayam yaitu nugget forming maupun nonforming.
Premix Production
Bagian yang memproduksi premix untuk keperluan produksi baik itu nugget maupun produksi sosis.
Bagian yang memproduksi breadcrumb untuk keperluan produksi nugget. Slaughter House
Bagian yang bertugas untuk memproduksi produk (proses pemotongan ayam) yang nantinya daging tersebut sebagian akan digunakan untuk Raw Material (RM) pengolahan pangan.
PPIC(Planing Production Inventory Control)
Bagian yang bertugas untuk menyiapkan planning atau rencana produksi tiap minggu untuk ketiga produksi dan juga bertugas mengontrol jumlah barang yang ada di gudang yang nantinya berkoordinasi dengan bagian warehouse.
Warehouse
Bagian yang bertugas untuk menyimpan produk olahan setelah diproduksi dan material atau bahan mentah yang akan digunakan dalam proses produksi.
QC (Quality Control)
Bagian yang bertugas untuk mengontrol kualitas produk agar produk yang dihasilkan sesuai dengan standar yang diberikan oleh perusahaan. Bagian QC ini mencakup dalam QC produksi dan QC laboratory untuk menguji kandungan-kandungan dalam produk makanan dan bahan bakunya.
Marketing
Bagian yang bertugas dalam hal pemasaran produk olahan baik nugget maupun sosis. Dalam hal penjualan dan pemasaran dilakukan oleh PT. Prima Food Internasional yang merupakan distributor dari PT. Charoen Pokphand Group. Logistik
Bagian yang bertugas untuk mengatur proses transportasi dalam pengiriman barang. Purchasing
Bagian yang bertugas untuk pembelian bahan baku produksi dan pengadaan barang. Personal And General Affairs (P&GA)
Bagian yang bertugas untuk melakukan tugas kepersonaliaan dan bagian umum yang nantinya akan melayani seluruh departemen dalam hal SDM (Sumber Daya Manusia)
Utility & Maintenance
8
Gambar 1. Struktur Organisasi PT. Charoen Pokphand Food Divison Unit Salatiga Catatan : bagian yang berwarna adalah unit dimana Kerja Praktek dilaksanakan
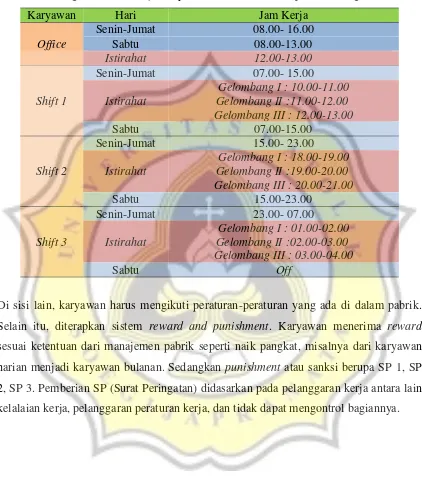
2.6. Ketenagakerjaan
Karyawan di PT. Charoen Pokphand Salatiga ada dua kategori yaitu karyawan tetap dan karyawan kontrak baik dalam pabrik maupun office dibagi menjadi tiga shift untuk enam hari. Pada setiap shift di proses produksi sosis terdapat tiga orang QC yang mengawasi dimana satu orang pada bagian MP (Meat Preparation), satu orang pada bagian Packaging, dan satu orang pada bagian Metal Detector. Pada saat istirahat QC MP dan QC Packaging akan bergantian dan saling merangkap tugas QC yang sedang beristirahat, sehingga tiap QC dituntut untuk bisa mengetahui seluruh tugas QC dalam satu bagian produksi. Dalam satu minggu per tiga hari akan dilakukan pergiliran spot QC di semua shift dimana tiga hari pertama di bagian MP kemudian tiga hari berikutnya di bagian packaging begitu pula sebaliknya. Setiap pergantian shift maka QC shift sebelum akan memberikan catatan kepada QC shift berikutnya untuk mengontrol
Head Production
Sausage
Further
Slaughter House
PPIC
Warehouse
QC&Lab
Marketing
Logistik
Purchasing
P&GA
Utility & Maintenance Premix
berjalannya proses produksi dan menghindari kesalahan dalam proses produksi. Pembagian waktu per shift nya dapat dilihat pada tabel 1.
Tabel 1. Pembagian Waktu Kerja Karyawan PT. Charoen Pokphand Salatiga
10 3. SPESIFIKASI PRODUK
PT. Charoen Pokphand Indonesia Food Division Unit Salatiga menghasilkan berbagai macam produk antara lain produk daging ayam beku, Sosis, Nugget, Stikie, Karage, Crispy Crunch dan lain- lain. PT. Charoen Pokphand Indonesia menghasilkan empat merk produk utama, yaitu Okey, Champ, Golden Fiesta dan Fiesta. Hal ini berkaitan dengan klasifikasi tiap – tiap merk dan proses pemasarannya pula.
Gambar 2. Produk Sosis PT. Charoen Pokphand Indonesia Food Division Unit Salatiga (http://www.cpfood.co.id/)
3.1. Produk Sosis yang Dihasilkan
Produk sosis yang diproduksi ada 3 merk yaitu Okey, Champ, dan Fiesta. Ketiga jenis merk sosis ini dibedakan berdasarkan komposisi bahan yang digunakan, bentuk, perlakuan, serta target pasar dan pemasaran yang dilakukan. Pada masing-masing merk diklasifikasikan lagi ke dalam beberapa jenis kemasan sesuai dengan berat produk. Klasifikasi kemasan untuk produk sosis dapat dilihat pada tabel 2.
Tabel 2. Klasifikasi Kemasan Produk Sosis Berdasarkan Grade
Grade Bahan Utama Berat (gram) Isi Proses Pengemasan
Fiesta Ayam 200 6 Thermoformer
300 12 Thermoformer
400 12 Thermoformer
500 15 Thermoformer
Champ Ayam 75 3 Vacuum Sealing
150 6 Vacuum Sealing
200 6 Thermoformer
375 15 Vacuum Sealing
500 15 Thermoformer
1000 40 Vacuum Sealing
Sapi 150 16 Vacuum Sealing
375 15 Vacuum Sealing
Okey Ayam 500 15 Vacuum Sealing
Sosis dengan merk Okey termasuk dalam produk sosis dengan klasifikasi terendah dimana presentasi daging ayam lebih sedikit dibandingkan bahan-bahan lain. Walaupun demikian produk ini tetap diproduksi dengan penerapan GMP dan HACCP. Penjualan sosis dengan merk Okey dilakukan dengan harga yang lebih terjangkau oleh kalangan menengah ke bawah. Produk sosis Champ merupakan produk dengan klasifikasi menengah dimana presentase daging ayam dan bahan-bahan lain sama. Jenis sosis merk Champ yang tersedia adalah sosis ayam dan sosis sapi. Sosis ayam cenderung berwarna kecoklatan sedangkan sosis sapi cenderung berwarna merah bata.
Sosis merk Fiesta merupakan produk sosis dengan klasifikasi yang paling tinggi, karena presentase daging ayam lebih tinggi dibandingkan bahan-bahan lain. Sosis jenis Fiesta memiliki warna kuning dan sebagian besar terbuat dari daging ayam yang melalui proses pengasapan. Pada kemasan produk sosis merk Champ dan Fiesta terdapat barcode, hal ini menunjukkan bahwa produk merk Fiesta dan Champ dipasarkan di area yang dalam penjualannya menggunakan sistem barcode seperti di supermarket, swalayan, dan minimarket. Pada kemasan sosis merk Okey tidak tercantumkan barcode karena sosis dengan merk ini lebih banyak dipasarkan di pasar, warung, dan toko. Sosis dengan merk Okey lebih sering dimanfaatkan sebagai bahan jualan para pedagang-pedagang kecil yang berjualan di sekolah-sekolah. PT. Pokphand Indonesia Food Division Unit Salatiga juga menghasilkan jenis produk olahan ayam lainnya selain sosis dengan merk yang sama dengan yaitu Okey, Champ, dan Fiesta. Klasifikasi pada produk – produk ini pun dibedakan berdasarkan merk tersebut.
3.2. Pemasaran Produk
12
4. PRODUKSI
Sosis merupakan produk makanan yang dibuat dari campuran daging halus (mengandung daging tidak kurang dari 75%) dengan tepung atau pati dengan atau tanpa penambahan bumbu dan bahan tambahan makanan lain yang diizinkan dan dimasukan ke dalam selubung sosis. Pada prinsipnya semua jenis daging dapat dibuat sosis bila dicampur dengan sejumlah lemak. Daging merupakan sumber protein yang bertindak sebagai pengemulsi dalam sosis. Protein yang utama berperan sebagai pengemulsi adalah myosin yang larut dalam larutan garam (Brandly, 1966). Ketentuan dari mutu sosis berdasarkan Standar Nasional Indonesia (SNI 01-3820-1995) adalah kadar air maksimal 67%, abu maksimal 3%, protein minimal 13%, lemak maksimal 25%, serta karbohidrat maksimal 8%.
Sosis merupakan salah satu produk pangan yang digemari masyarakat dan memerlukan proses pengawetan dalam penyimpanan. Secara umum sosis dikelompokkan menjadi beberapa macam yaitu sosis segar, sosis fermentasi, sosis asap, sosis semi kering, dan lain – lain.
- Sosis Segar
Sosis segar dapat dibuat dari daging cincang yang mengalami proses curing tetapi tidak dilakukan pemasakan. Contoh produk yang tergolong dalam sosis segar adalah hamburger dan sosis babi.
- Sosis Asap
Sosis asap ada 2 jenis yaitu sosis asap tetapi tidak dimasak dan sosis asap dan dimasak. Sosis asap tetapi tidak dimasak yaitu sosis yang dibuat seperti sosis segar yang kemudian diasap namun tidak dimasak. Pengasapan dilakukan pada suhu 320C sampai terbentuk warna merah daging asap. Sosis asap dan dimasak yaitu sosis yang dilakukan pengasapan dan juga pemasakan sampai suhu bagian dalam sosis mencapai 610C.
- Sosis Fermentasi
Sosis fermentasi adalah sosis yang dalam pembuatannya diperlukan aktivitas mikroorganisme yang mampu memproduksi asam laktat.
Sosis semi kering yaitu sosis yang dikeringkan pada waktu yang cepat dan suhu tinggi. Sosis ini serupa dengan sosis fermentasi kering, hanya kadar airnya lebih tinggi.
(Alan & Jane, 1995)
4.1. Alur Produksi
14
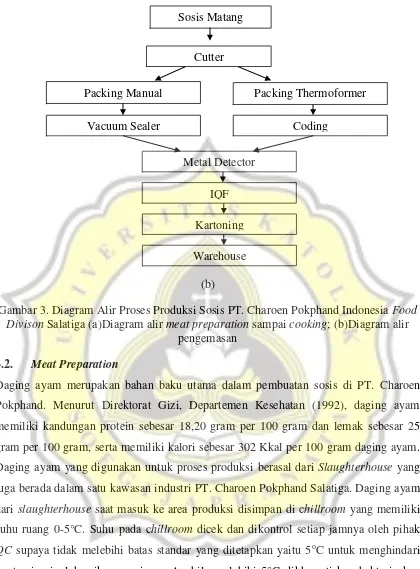
(b)
Gambar 3. Diagram Alir Proses Produksi Sosis PT. Charoen Pokphand Indonesia Food Divison Salatiga (a)Diagram alir meat preparation sampai cooking; (b)Diagram alir
pengemasan
4.2. Meat Preparation
Daging ayam merupakan bahan baku utama dalam pembuatan sosis di PT. Charoen Pokphand. Menurut Direktorat Gizi, Departemen Kesehatan (1992), daging ayam memiliki kandungan protein sebesar 18,20 gram per 100 gram dan lemak sebesar 25 gram per 100 gram, serta memiliki kalori sebesar 302 Kkal per 100 gram daging ayam. Daging ayam yang digunakan untuk proses produksi berasal dari Slaughterhouse yang juga berada dalam satu kawasan industri PT. Charoen Pokphand Salatiga. Daging ayam dari slaughterhouse saat masuk ke area produksi disimpan di chillroom yang memiliki suhu ruang 0-5°C. Suhu pada chillroom dicek dan dikontrol setiap jamnya oleh pihak QC supaya tidak melebihi batas standar yang ditetapkan yaitu 5oC untuk menghindari kontaminasi oleh mikroorganisme. Apabila melebihi 5°C dikhawatirkan bakteri akan tumbuh dan kerja enzim dari mikrobia pathogen maupun mikroba pembusuk tetap aktif yang pada akhirnya akan berpengaruh pada umur simpan dan kualitas produk (Jeremiah, 1996). Bakteri yang tergolong pshycrophile (bakteri yang mampu memperbanyak diri pada suhu 50C atau dibawahnya) akan meningkat dan menyebabkan kerusakan pada daging ayam yang ditandai dengan bau busuk, pembentukan lendir, dan warna menjadi
Cutter
Packing Manual Packing Thermoformer
IQF
Vacuum Sealer Coding
Metal Detector
Kartoning
pucat. Contoh bakteri pshycrophile antara lain dari genus Pseudomonas, Moraxella, Acinetobacter, Lactobacillus, Brochothrix thermosphacta, Aeromonas dan
Enterobacteriaceae.
Selain pengontrolan suhu di dalam chillroom,juga dilakukan kontrol terhadap suhu dan sensori dari daging ayam untuk menjamin kualitas daging yang akan digunakan untuk proses produksi. Raw Material yang baik memiliki suhu yang cukup rendah (00C-50C). Untuk sensorinya, dilakukan pengamatan terhadap warna, penampakan dan aroma dari daging dimana hal ini dapat menandakan kesegaran daging ayam. Pemakaian dan pengeluaran Raw Material menggunakan prinsip First In First Out (FIFO) dimana bahan yang datang terlebih dahulu akan digunakan terlebih dahulu juga. Sistem ini digunakan untuk memastikan bahwa bahan dan barang yang disimpan mengalami rotasi dengan benar, sehingga perlu adanya pelabelan dan pencatatan dengan benar. Daging ayam yang digunakan dalam proses produksi ada dua jenis yaitu daging ayam yang segar (fresh) atau tanpa proses pembekuan dan daging ayam frozen yaitu daging ayam yang telah mengalami proses pembekuan. Daging ayam frozen digunakan karena terdapat sisa daging dalam proses pemotongan. Untuk menghindari kebusukan, maka daging dibekukan untuk menginaktifkan kerja dari enzim bakteri pembusuk.
16
Untuk bahan penunjang seperti tepung, premix, seasoning, dan lainnya yang berasal dari supplier akan disimpan sementara di gudang seasoning. Selain itu terdapat vegetable area untuk menyimpan sayur-sayuran yang merupakan bahan tambahan dalam proses produksi seperti bawang merah dan bawang putih. Untuk bahan – bahan seasoning diletakkan di ruangan yang berbeda dari Raw Material untuk menghindari adanya kontaminasi silang. Seluruh material untuk pengemasan harus dipisahkan sebelum bahan dasar masuk ke dalam area meat preparation (Essien, 2003). Bahan – bahan seasoning untuk produk diletakkan pada rak dan tidak boleh menyentuh lantai dan dinding secara langsung untuk mencegah kontaminasi. Rak yang digunakan berbahan dasar stainless steel. Stainless steel memiliki sifat relatif kuat, keras, mengkilap, mudah dibersihkan, tahan korosi dan dapat menahan suhu dingin dan panas.
Bahan – bahan seasoning yang digunakan telah memiliki Certificate of Analysis (CoA). Certificate of Analysis merupakan surat resmi yang dikeluarkan oleh perusahaan pemasok yang menyatakan bahwa bahan – bahan tersebut telah mengalami proses analisis dan hasilnya pun terlampir. Bahan – bahan ini mengalami pengecekan sensori oleh QC untuk mengetahui kelayakan bahan. Setiap ada stok bumbu yang datang maka akan ada pencatatan dan pemberian kode sehingga sistem FIFO juga dapat dijalankan dalam hal ini. Bumbu-bumbu ini termasuk dry-material dan juga semidry-material maka dari itu harus disimpan di ruangan yang kering dan tidak lembab. Bawang putih misalnya termasuk dalam semi-dry ingredients. Penambahan bawang ke dalam adonan sangat penting karena dilakukan untuk menghilangkan rasa amis dan menambah rasa gurih. Bawang putih dalam proses produksi harus langsung digunakan karena apabila terlalu lama berada di ruangan yang memiliki suhu dingin maka rasa khas dari bawang putih akan hilang karena mengalami perkecambahan, sedangkan apabila diletakkan pada suhu ruang pada umumnya maka bawang putih akan cepat rusak dan busuk.
menyebabkan kerusakan dan memproduksi racun. Beberapa jenis pengawet yang digunakan dapat mempertahakan warna pada sosis, biasanya pengawet ini digunakan dalam jumlah yang sedikit sekali (Essien, 2003).
Dalam melaksanakan proses Meat Preparation pertama kali yang perlu diperhatikan adalah suhu ruang. Suhu pada proses produksi sosis yang baik adalah 10-15oC yang tergolong rendah karena untuk menghindari adanya resiko kontaminasi. Meat Preparation diawali dengan pencampuran daging ayam di Auto Grind sesuai dengan formulasi. Selanjutnya, daging – daging ini dibawa ke tahapan berikutnya. Daging dan bahan - bahan seasoning dan premix yang telah ditakar untuk 1 batch diletakkan pada troli berbahan Stainless steel. Proses Mixing dilakukan oleh mesin Unimix dengan kecepatan konstan 30 rpm selama 20 menit. Waktu dalam melakukan mixing perlu diperhatikan dikarenakan waktu yang terlalu singkat membuat bahan tidak tercampur dengan baik sedangkan bila waktu terlalu lama maka nantinya saat menuju ke proses selanjutnya akan semakin lembek dan suhunya semakin meningkat.
Semua bahan - bahan dicampurkan ke dalam mesin yang disebut Unimix. Dalam proses ini, terdapat penambahan air dan flakes ice yang diproduksi sendiri. Air dan flake ice harus melalui pengecekan suhu dan sensori sebelum dicampurkan ke dalam adonan. Suhu air yang digunakan pada umumnya serupa dengan suhu ruang yaitu 25 – 27o C. Air berfungsi untuk melarutkan protein sarkoplasma (protein larut air) dan sebagai pelarut garam yang akan melarutkan protein miofibril. Jumlah penambahan air akan mempengaruhi tekstur sosis dimana penambahan yang terlalu banyak menyebabkan tekstur semakin lunak. Sedangkan suhu es yang ditambahkan memiliki suhu + 0oC. Penambahan es berfungsi untuk menambah kekenyalan dan volume dari adonan.
18
dengan pipa antara mesin mixing dan mesin emulsifier untuk mendekteksi adanya kandungan logam dalam adonan. Pada metal detector terdapat 2 macam saluran yaitu saluran pembuangan (bagi adonan yang memiliki kandungan metal akan langsung dikeluarkan melalui saluran ini dan nantinya akan ditampung kedalam suatu wadah) dan satu saluran ke mesin emulsifier.
Adonan yang tidak mengandung metal akan lolos dalam pendeteksian dengan metal detector dan akan langsung dialirkan menuju mesin Emulsifier untuk proses emulsifikasi. Emulsifikasi adalah suatu sistem yang tidak stabil secara termodinamik yang mengandung paling sedikit dua fase cair yang tidak bercampur, satu diantaranya didispersikan sebagai globula-globula dalam fase cair lain. Fase yang didispersikan disebut sebagai fase terdispersi dan fase yang mendispersikan disebut sebagai fase kontinu. Lemak membentuk fase dispersi dari emulsi sedangkan air yang mengandung protein dan garam terlarut membentuk fase kontinu. Di dalam mesin emulsifier terdapat pisau-pisau yang berputar untuk memperhalus adonan. Setiap pergantian batch suhu adonan dan jarak pisau pada mesin emulsifier akan dicek oleh pihak QC untuk menjaga kestabilan dalam proses emulsifikasi. Suhu adonan yang memiliki standar 14±2oC menjadi sangat penting karena apabila suhu adonan terlalu panas atau mencapai 20oC maka produk akhir akan lembek dan apabila dikemas vakum akan pecah.
Penggunaan casing akan meningkatkan umur simpan produk karena merupakan barrier terhadap oksigen dan kelembaban yang tinggi (Essien, 2003). Proses stuffing menjadi sangat penting karena apabila tidak terulir dengan sempurna (uliran mudah lepas) maka saat proses pemasakan uliran dapat lepas dikarenakan berat sosis mengalami penurunan sehingga akan ada ruang kosong dan pada akhirnya saat akan dikemas casing lepas dari sosis atau ukuran sosis lebih kecil daripada casingnya sehingga akan banyak sosis yang mengalami reject. Adonan sosis yang telah dicetak ke dalam casing akan diangkat dan digantung pada stick yang kemudian diletakkan pada trolley (satu trolley berisi 60 stick). Setelah penuh maka troley akan didorong untuk memasuki proses cooking pada smoke house.
Pada proses pembuatan sosis merk Fiesta dari mixing sampai ke pencetakan berbeda dengan proses pembuatan sosis merk Champ dan Okey. Proses pencampuran bahan baku adonan sosis dengan merk Fiesta sesuai dengan formula tidak menggunakan mesin unimix seperti kedua merk sosis lainnya. Pencampuran dilakukan pada mesin yang bernama bowl cutter. Bowl cutter memiliki ukuran yang lebih kecil dibandingkan unimix dan tidak memiliki hopper. Penggunaan mesin yang berbeda ini dilakukan untuk mencegah terjadinya kontaminasi dari sisa-sisa proses pengolahan produksi sosis merk lain ke dalam produk fiesta. Setelah bahan-bahan tercampur di mesin bowl cutter maka selanjutnya akan langsung dituang ke sunny pump untuk dicetak ke dalam casing sosis. Adonan pada sosis merk Fiesta tidak masuk ke dalam metal detector untuk mencegah adanya kontaminasi ke dalam produk.
4.2.1. Bahan Pengikat dan Pengisi
20
Bahan pengisi adalah bahan yang mampu mengikat sejumlah air tetapi mempunyai pengaruh kecil terhadap emulsifikasi. Bahan pengisi yang biasa ditambahkan pada sosis adalah tepung gandum, barley, jagung atau beras, pati dari tepung-tepung tersebut. Tepung pengisi mengandung lemak dalam jumlah yang relatif tinggi dan protein dalam jumlah yang relatif rendah, sehingga mempunyai kapasitas mengikat air yang besar dan kemampuan emulsifikasi yang rendah. Maksud dari penambahan bahan pengikat dan pengisi pada adonan sosis adalah untuk meningkatkan stabilitas emulsi, meningkatkan daya ikat air produk daging, meningkatkan flavour atau cita rasa, mengurangi pengerutan selama pemasakan, meningkatkan karakteristik irisan sosis, dan mengurangi biaya formulasi (Soeparno, 1994)
4.2.2. Cooking
Selanjutnya, setelah troli penuh, maka troli akan dimasukkan ke dalam Smoke House. Di PT. Charoen Pokphand Salatiga terdapat 2 jenis mesin smoke house yaitu mesin Maurer dan mesin Fessman yang masing-masing dapat menampung 4 buah troli. Prinsip dari kedua mesin tersebut sama yaitu terdapat proses drying, smoking, cooking, dan evaluating. Pada kedua mesin tersebut dilakukan pemantauan terhadap suhu dan waktu proses pemasakan oleh pihak QC setiap kali proses pemasakkan berlangsung. Proses Drying pada sosis dilakukan untuk mengurangi kandungan air pada adonan sosis. Untuk proses Smoking, digunakan serbuk kayu beechwood (berasal dari Jerman) untuk menimbulkan aroma yang spesifik pada merk sosis champ dan fiesta. Pemilihan jenis kayu ini dilakukan karena apabila menggunakan kayu jenis lain akan menimbulkan aroma yang berbeda dan rasa yang sedikit pahit. Pengasapan adalah proses pengawetan daging dengan cara memberikan asap pada daging dalam suhu dan jangka waktu tertentu.
meningkatkan cita rasa produk, warna, dan tekstur yang sesuai dengan keinginan. Troli yang masuk ke dalam mesin smoke house setelah matang akan mengalami proses showering dan cooling untuk menurunkan suhu produk yang telah matang sebelum mengalami proses pengemasan. Sebelum proses showering dan cooling dilakukan tingkat kematangan dan ensori dari sosis dipastikan. Apabila dalam sosis kurang matang maka proses pemasakan atau pengasapan akan diperlama.
Pada proses Showering, sosis akan disemprot dengan air sedangkan pada proses Cooling sosis akan diberi udara dingin. Proses Showering dan Cooling Down memiliki bahaya potensial berupa kontaminasi dan pertumbuhan mikroorganisme. Produk suhunya diturunkan menjadi sekitar 25oC supaya saat dikemas tidak ada keringat sehingga tidak cepat bau. Proses Cooking yang terjadi di Smoke House menjadi Critical Control Point (CCP) pertama dalam rantai produksi sosis. CCP sendiri adalah titik dimana langkah atau prosedur yang bisa diaplikasikan untuk food safety dari suatu produk. Kematangan sosis menjadi hal yang sangat penting bagi proses produksi sosis karena akan berpengaruh pada umur simpan sosis. Apabila sosis yang dimasak belum matang maka hanya dalam 1 hari sosis dapat berkeringat karena masih adanya kandungan air yang tertinggal akibat proses drying yang tidak sempurna sehingga membuat sosis cepat bau.
Selain itu proses pemasakan termasuk ke dalam titik kritis dikarenakan proses pemasakan merupakan salah satu metode pengawetan makanan. Menurut Estiasih & Kgs Ahmadi (2009) makanan yang matang umumnya dapat disimpan lebih lama pada kondisi dingin dibandingkan dengan bahan mentah. Pemasakan dapat mendekstruksi dan juga menurunkan jumlah mikroorganisme dan menginaktifvasi enzim-enzim yang tidak diinginkan contohnya enzim peroksidase dan lipoksigenase. Apabila tidak terjadi pemasakan yang sempurna maka mikroorganisme patogen masih dapat tumbuh dan inilah yang berpengaruh pada umur simpan dan kualitas dari sosis. Rumusan CCP 1 dapat dilihat pada tabel 3.
Tabel 3. Rumusan CCP 1
CCP Bahaya Potensial Tindakan Pencegahan
Cooking (CCP 1)
Adanya mikroorganisme pathogen yang masih hidup.
22
4.3. Pengemasan
Pengemasan pangan merupakan suatu cara dalam memberikan suatu kondisi lingkungan yang tepat bagi bahan pangan (Buckle, 1987). Tujuan dari pengemasan adalah melindungi bahan pangan (barrier) dari penyebab-penyebab kerusakan baik karena kerusakan fisik, kimia, biologis, maupun kerusakan mekanis. Sehingga, diharapkan dapat menjaga kualitas dari bahan pangan dan sampai ke tangan konsumen dalam keadaan yang baik dan menarik.
4.3.1. Pengemasan Sekunder
Setelah produk dikeluarkan dari Smoke House, produk akan mengalami pemotongan menjadi per pieces (cutting into pieces) dengan menggunakan mesin bernama Cutter. Barisan sosis akan ditarik oleh mesin dan dipotong – potong menjadi per pieces. Setiap jenis produk memiliki panjang yang berbeda sehingga pemakaian mesin harus sesuai dengan spesifikasi produk yang telah diprogramkan di dalam mesin. Selama mengalami proses pemotongan langsung terdistribusi pada conveyor belt untuk kemudian dikemas manual, petugas dapat menyiramkan sedikit air ke sosis – sosis yang telah diletakkan di atas meja. Hal ini bertujuan agar permukaan Casing sosis tidak lengket sehingga proses penarikkan sosis dan pemotongan sosis oleh mesin menjadi lebih mudah. Bila ada sosis yang tidak terpotong sesuai dengan spesifikasi, maka sosis tersebut akan diletakkan pada wadah terpisah dimana selanjutnya dapat digunakan untuk proses rework.
perusahaan yang memproduksi (kota atau Negara asal produk), komposisi bahan, informasi nilai gizi, tanggal kadaluarsa, petunjuk penyimpanan, dan Customer Care.
Untuk produk sosis sendiri setiap pergantian batch juga dilakukan pengecekan oleh pihak QC dengan cara pengambilan lima sampel secara acak kemudian dilakukan pengukuran panjang, berat, dan diameter terhadap masing-masing sosis. Hal ini dilakukan untuk mengetahui apakah sosis yang dihasilkan sudah sesuai standar dari perusahaan. Apabila rata-rata sudah sesuai dengan standar yang dimiliki maka proses pengemasan dapat diteruskan. Namun apabila sosis yang dihasilkan tidak sesuai standar maka sosis akan di reject. Setelah dikemas vakum maka lima sampel secara acak diambil dan dilakukan pengecekan berat serta kondisi vakum dari kemasan tersebut, jika sudah sesuai maka kemasan yang telah divakum kemudian menuju ke proses pendeteksian metal lalu ke proses pembekuan.
4.3.2. Pengecekan Kandungan Metal
Setelah dilakukan pengemasan vakum maka dilanjutkan dengan pengecekan kandungan metal di dalam produk. Hal ini dilakukan untuk mencegah kontaminasi metal pada produk yang bisa terjadi setelah lolos pada pengecekan kandungan metal di bagian produksi. Produk yang mengandung logam tentunya dapat membahayakan konsumen sehingga harus benar – benar dilakukan pengontrolan terhadap deteksi logam. Dalam pengujian kandungan metal, untuk memantau kinerja Metal Detector, maka dilakukan pengujian sensitivitas setiap 1 jam sekali oleh pihak QC bagian metal detector dengan menggunakan Spesimen Fe (diameter 1,5 mm), Non Fe (2 mm) dan SUS / Stainless (diameter 2,5 mm). Untuk melakukannya, pertama – tama produk yang telah lolos pengecekan Metal Detector diambil. Spesimen kemudian diletakkan di atas produk dan dilewatkan pada Metal Detector. Hal ini harus dilakukan untuk masing – masing spesimen. Bila conveyor berhenti saat produk dan spesimen melalui Metal Detector, maka Metal Detector masih dapat bekerja dengan baik. Bila conveyor tidak berhenti, maka petugas engineering harus memeriksa fungsi alat pendeteksi logam tersebut.
24
Ferrous (Fe) yaitu logam magnetik seperti besi dan baja (logam yang paling mudah
untuk dideteksi oleh mesin metal detector).
Non Ferrous yaitu jenis logam non magnetik seperti alumunium, tembaga, besi, perak, timah, kuningan, nikel, dll. Golongan non Fe relatif mudah dideteksi oleh metal detector namun tingkat sensitifitasnya masih sedikit dibandingkan dengan logam jenis ferrous.
Stainless yaitu jenis stainless steel namun paling sulit untuk terdeteksi oleh metal
detector sehingga tingkat sensitifitasnya paling rendah.
Apabila terdeteksi logam di dalam sosis maka konveyor akan berhenti dan produk kemudian akan ditahan dan nantinya akan dicek satu persatu sampai menemukan kontaminan logamnya. Pengujian kandungan metal merupakan CCP 2 dalam proses produksi sosis karena proses ini adalah proses pengujian kandungan metal terakhir sebelum sosis di kemas dengan kemasan sekunder. Rumusan CCP 2 dapat dilihat pada tabel 4. Pengujian kandungan metal pada adonan di tahap pemasakan tidak termasuk dalam titik kritis dikarenakan adanya pengujian metal lagi pada proses pengemasan.
Tabel 4. Rumusan CCP 2
CCP Bahaya Potensial Tindakan Pencegahan
Pengecekan
menjamin mutu awal bahan pangan agar dapat terjaga selama mungkin. Sosis merupakan produk makan yang membutuhkan proses pengawetan. Pengawetan sosis yang dilakukan salah satunya yaitu dengan freezing. Untuk sosis yang telah lolos dari pengujian dengan metal detector kemudian akan mengalami proses pembekuan dengan menggunakan mesin IQF. Proses pembekuan dengan menggunakan IQF termasuk ke dalam proses yang penting terlebih untuk memperpanjang umur simpan produk namun tidak termasuk ke dalam CCP karena telah terdapat pencegahan kontaminasi mikroorganisme sebelumnya yaitu pada proses pemasakan dengan suhu tinggi.
4.3.4. Pengemasan Tersier
Setelah sosis mengalami proses pembekuan akan dikemas dengan menggunakan kemasan tersier yaitu karton. Karton lipat dan kardus merupakan jenis kertas yang populer karena praktis dan murah. Bahan yang banyak digunakan untuk membuat karton lipat adalah cylinder board yang terdiri dari beberapa lapisan, dan bagian tengahnya terbuat dari kertas-kertas daur ulang, sedangkan kedua sisi lainnya berupa kertas koran murni dan bahan murni yang dipucatkan. Untuk memperbaiki sifat-sifat karton lipat, maka dilapisi dengan selulosa asetat dan polivinil klorida (PVC) yang diplastisasi. Keuntungan dari penggunaan karton lipat adalah dapat digunakan untuk transportasi dan dapat dihias dengan bentuk yang menarik. Tetapi kelemahannya adalah kecenderungan untuk sobek di bagian tertentu. Karton yang digunakan oleh PT. Charoen Pokphand ini adalah jenis karton Double wall board dimana jenis ini terdiri dari 2 lapis dengan ketebalan ± 7 mm (CB/Flute). Karton jenis ini memang cocok untuk pengiriman jarak jauh. Untuk kemasan karton sendiri akan di seal dengan menggunakan selotip atau lakban yang ada di bagian kartoning.
26
5. PELAKSANAAN DAN PEMBAHASAN PENGENDALIAN MUTU
5.1. Freezing
Dalam proses produksi sosis di PT. Charoen Pokphand Salatiga dilakukan proses pembekuan setelah produk dikemas dalam kemasan sekunder. Pada dasarnya menurut Lester E. (2000), prinsip kerja freezing dibagi menjadi 3 yaitu undercooling, nucleation, dan crystal propagation. Proses undercooling adalah proses dimana ada penurunan suhu hingga sebelum pembentukan kristal es. Sedangkan proses nucleation adalah proses terdahulu sebelum terbentuknya kristal es, biasanya dikenal dengan nama agitasi. Proses nukleasi ini dibagi menjadi 2, yaitu nukleasi homogen (homogeneous nucleation) yang terjadi pada sistem murni tanpa pengotor. Sedangkan nukleasi heterogen (heterogeneous nucleation) terjadi pada molekul air yang berkumpul dalam suatu komposisi kristalin pada agensia nukleasi. Crystal propagation merupakan tahapan setelah pembentukan kristal es yaitu proses bertumbuhan kristal es.
Terdapat dua jenis metode freezing, yaitu slow freezing dan fast freezing, yang membedakan kedua metode ini adalah kecepatan freezing dan besarnya kristal es yang terbentuk. Slow freezing adalah proses pembekuan yang terjadi secara lambat, sehingga menghasilkan kristal es yang berukuran besar dan akan tumbuh pada ruang intraseluler dan mengubah bentuk jaringan awal, serta dapat memecah dinding sel. Setelah di thawing, bahan juga tidak dapat kembali ke bentuk awalnya. Hal ini akan menyebabkan bahan pangan menjadi lembek, dan material di dalam sel akan mengalir keluar dari sel yang pecah. Sedangkan fast freezing adalah proses pembekuan cepat yang menghasilkan kristal es yang berukuran kecil. Hasil pembekuan cepat adalah crust yang berukuran kecil pada permukaan bahan dan mencegah terjadinya kerusakan tekstur bahan pangan. Pembekuan cepat menghasilkan kristal es yang kecil sehingga dinding sel bahan tetap utuh (Fellows, 2000).
selain itu perubahan secara fisika-kimia juga dapat memengaruhi kebusukan makanan (Bell et al, 2005). Freezing pada sosis dilakukan dikarenakan menurut hasil penelitian pada suhu ruang (27oC-30oC) di hari ke-2 sosis sudah bau dan mengalami perubahan warna pada hari ke-3 serta perubahan tekstur pada hari ke-5, karena pada suhu ruang sosis hanya bertahan selama 2 hari (Haryati,2003). Sedangkan bila disimpan dalam keadaan beku sosis dapat memiliki umur simpan lebih lama. Menurut Khaira W et al (2013) suhu penyimpanan berpengaruh terhadap laju penurunan mutu bahan pangan yang di asap. Semakin tinggi suhu penyimpanan, maka semakin tinggi pula laju penurunan mutu yang mengakibatkan semakin sebentar umur simpan produk. Sebaliknya, semakin rendah suhu penyimpanan, semakin rendah juga laju penurunan mutu sehingga umur simpan lebih lama.
Yang mempengaruhi proses pembekuan berjalan sempurna salah satunya adalah penggunaan jenis kemasan. Menurut Daine (1992), syarat bahan pengemas untuk bahan yang dibekukan, yaitu :
Mampu memberikan proteksi terhadap dehidrasi karena dalam keadaan suhu
dingin (udara kering), bahan pangan akan kehilangan air.
Mampu menghalangi masuknya oksigen karena akan mempercepat terjadinya
rancidity, terutama pada produk yang mengandung lemak.
Mampu menghalangi penguapan bahan organik (aroma dan flavor) yang
disebabkan oleh dehidrasi dan oksidasi pada bahan yang dikemas karena hal tersebut akan menyebabkan freezeburn yang mengakibatkan pemucatan warna dan kemunduran tekstur.
Bagian wadah terluar dapat digunakan agar embun udara atmosfer tidak meresap
dalam wadah karena jika terjadi peresapan uap air ke dalam bahan yang dikemas mengakibatkan pembekuan yang berlebihan.
28
Bersifat inert, tahan panas dan mempunyai sifat-sifat mekanis yang istimewa
(elongation, tensile strength, tear strength, folding endurance)
Tahan terhadap asam encer dan basa, tidak tahan asam kuat dan pengoksidasi Tidak berasa, tidak berbau dan tidak beracun
Cukup kedap gas, tetapi tidak kedap air
Tahan terhadap suhu tinggi, dan baik digunakan untuk kemasan bahan yang
dimasak di dalam kemasannya, seperti nasi instan, serta untuk produk-produk yang disterilisasi, dan untuk kemas hampa
Linear-low-density polyethylene (LLDPE) yaitu koplimer etilen dengan sejumlah kecil butana, heksana atau oktana, sehingga mempunyai cabang pada rantai utama dengan interval (jarak) yang teratur. Sifat-sifat dari jenis plastik polietilen yang dapat dimanfaatkan untuk mengemas sosis antara lain:
Kemampuan heat seal ( dapat dikelim dengan panas), sehingga dapat digunakan
untuk laminasi dengan bahan lain. Kedap terhadap air, uap air, dan gas
Dapat digunakan untuk penyimpanan beku hingga suhu -50oC Dapat dicetak
Fleksibel sehingga mudah untuk dibentuk
(Syarief & Halid, 1993)
yang nantinya membuat makanan menjadi cepat tengik. Menurut Khaira W et al (2013) Faktor-faktor yang mempengaruhi laju oksidasi lemak dalam makanan adalah suhu tinggi, cahaya, adanya oksigen dan pro-oxidants.
5.2. Individual Quick Freezing (IQF)
Menurut Yuliana, et al (2013) teknik IQF merupakan pembekuan bahan satu persatu dalam waktu singkat. Manfaatnya adalah kandungan nutrisinya tidak hilang, penampilannya masih sama dengan sebelum pembekuan dan produk menjadi lebih tahan lama. Prinsip kerja mesin IQF yaitu membekukan produk secara individu dengan menggunakan hembusan udara dingin. Cara kerja mesin IQF sama seperti cara kerja pada proses pendinginan dan pembekuan dengan menggunakan refrigerator dan dengan bantuan refrigerant. Sumber pendingin (refrigerant) yang digunakan adalah ammonia yang merupakan senyawa refrigeran golongan anorganik bersama dengan air dan CO2. Refrigeran adalah fluida kerja yang bersirkulasi dalam siklus refrigerasi yang merupakan komponen penting dalam siklus refrigerasi karena menimbulkan efek pendinginan dan pemanasan pada mesin refrigerasi. ASHRAE (2005) mendefinisikan refrigeran sebagai fluida kerja di dalam mesin refrigerasi, pengkondisian udara, dan sistem pompa kalor. Refrigeran menyerap panas dari satu lokasi dan membuangnya ke lokasi yang lain, melalui mekanisme evaporasi dan kondensasi.
Di dalam penentuan penggunaan refrigeran terdapat beberapa kriteria refrigeran yang baik untuk digunakan. Karakteristik refrigeran yang baik yaitu :
Kalor laten penguapan harus tinggi, refrigeran yang mempunyai kalor laten
penguapan yang tinggi lebih menguntungkan karena untuk kapasitas refrigerasi yang sama, jumlah refrigeran yang bersirkulasi menjadi lebih kecil.
Titik didih rendah sehingga pada suhu rendah refrigeran sudah dapat mendidih. Refrigeran hendaknya stabil dan tidak bereaksi dengan material yang dipakai, jadi
juga tidak menyebabkan korosi.
Uap dengan densitas tinggi untuk mengurangi ukuran kompresor. Tidak dapat bercampur dengan minyak dalam kompresor.
Sebaiknya refrigeran menguap pada tekanan sedikit lebih tinggi dari pada tekanan
30
Pemilihan ammonia sebagai refrigeran di dalam proses pembekuan dengan IQFdidasari pada sifat dasar dari ammonia itu sendiri. Ammonia mempunyai sifat termal yang baik sehingga sampai sekarang masih digunakan sebagai refrigeran untuk cold storage, pabrik es, dan pendingin bahan pangan. Ammonia digunakan sebagai refrigerant dikarenakan ammonia cair mudah menguap dan akan menyerap panas sehingga menimbulkan efek pembekuan. Ammonia memiliki titik didih yang rendah yaitu sekitar -33,5oC (Cotton dan Wilkinson, 1989). Titik didih refrigeran merupakan indikator yang menyatakan apakah refrigeran dapat menguap pada temperatur rendah yang diinginkan, tetapi pada tekanan yang tidak terlalu rendah. Selain dilihat dari titik didihnya, ammonia memiliki kalor laten penguapan yang lebih tinggi yaitu 1314,2 kJ/kg dibandingkan dengan refrigeran lain sehingga jumlah refrigeran yang bersirkulasi menjadi lebih kecil sehingga lebih efisien. Selain itu menurut Estiasih & Kgs Ahmadi (2009) ammonia mempunyai sifat pindah panas yang baik dan tidak bercampur dengan minyak.
Di samping sifat ammonia, penggunaan ammonia dipilih berdasarkan atribut lingkungan. Atribut lingkungan suatu refrigeran dihubungkan dengan reaksi refrigeran saat terlepas di atmosfer. Pada refrigeran halokarbon, atom klorin pada refrigeran akan berikatan dengan ozon di atmosfer, sehingga menyebabkan terjadinya penipisan ozon yang menyebabkan pemanasan global. Terdapat tiga jenis atribut lingkungan yang umum dikenal, GWP, ODP, dan tahun atmosferik. GWP (Global Warming Potential) adalah ukuran seberapa banyak jumlah gas rumah kaca yang diperkirakan akan mempengaruhi pemanasan global dalam waktu 100 tahun. ODP (Ozone Depletion Pottential) merupakan parameter yang menyatakan kemampuan suatu refrigeran untuk berikatan dengan ozon di stratosfer. Pada ammonia tidak ditemukan adanya ODP maupun GWP, sehingga ammonia dianggap aman untuk lingkungan.
5.2.1. Spesifikasi Mesin IQF
IQF terdiri dari kompresor, kondensor, filter, pipa kapiler, evaporator, accumulator, katup ekspansi, panel kipas berjumlah 8 buah, konveyor 18 tingkat, balance fan, sensor, monitor pengontrol, take away, dan defrost.
Gambar 4. IQF Packaged Spiral Freezer Sumber : www.advancedfreezer.com
5.2.2. Cara Kerja Mesin IQF
32
Refrigerant cair yang tekanannya menjadi sangat rendah ini kemudian masuk ke dalam evaporator yang memiliki tekanan rendah hingga vakum sehingga titik didih ammonia yang memang sudah rendah semakin bertambah rendah pula, oleh sebab itu ammonia segera berubah wujud menjadi gas (menguap). Ketika berubah wujud dari cair menjadi gas, zat refrigerant memiliki kalor laten penguapan yang besar maka diperlukan kalor laten yang besar pula dan kalor (panas) ini diambil dari sekeliling evaporator yaitu isi dari IQF. Kerja ini diperkuat oleh adanya daya hisap kompresor sehingga molekul-molekul gas refrigerant mendapat percepatan dalam bergerak melesat di sepanjang evaporator sembari mengambil panas dari sekeliling evaporator dengan efek akhirnya adalah isi IQF menjadi dingin. Proses ini dimaksimalkan dengan adanya panel kipas berjumlah 8 unit yang ada di mesin IQF. Kemudian gas refrigerant memasuki akumulator dan kembali ke kompresor. Di dalam kompresor, refrigerant berbentuk gas akan dimampatkan dan dipompakan lagi ke kondensor, begitu seterusnya proses ini terjadi berulang-ulang sehingga ruangan di dalam IQF memiliki suhu <= -30oC. Jika suhu sudah mencapai <= -30oC maka produk dalam kemasan yang sudah mengalami proses vakum dijalankan melalui konveyor menuju ke tempat metal detector kemudian disalurkan ke mesin IQF dengan konveyor.
Melalui monitor pengontrol lama proses pembekuan diatur sesuai dengan jenis produk dan suhu IQF. Semakin rendah suhu di IQF maka waktu pembekuan dapat dipercepat. Di dalam IQF terjadi proses menghembuskan udara dingin ke dalam produk. Produk akan disemprot udara dingin selama berjalan di konveyor sesuai dengan waktu yang di setting. Konveyor yang ada di mesin berjalan ke atas menuju tingkat ke 18. Kemudian akan keluar dan diangkut dengan take away ke bawah ke bagian kartoning untuk dikemas dalam karton. Setelah selesai dalam menggunakan IQF maka kompresor akan menghentikan proses supply refrigerant sehingga tidak ada lagi udara dingin yang keluar dari blower. Suhu di ruang IQF akan menjadi normal (tidak minus) sehingga fan dan conveyor dapat dimatikan.
5.3. Pelaksanaan Proses Pengendalian Mutu
Kemasan sosis yang diharapkan adalah kemasan yang vakum dan tidak sobek. Hal ini dilakukan untuk mencegah masuknya udara ke dalam kemasan selama proses pembekuan. Jika udara dapat tembus ke dalam kemasan dan kontak dengan sosis maka akan menyebabkan oksidasi dan ketengikan pada sosis dikarenakan sosis mengandung lemak yang cukup tinggi. Selain itu juga akan menyebabkan freezer burn yang terjadi akibat hilangnya cairan yang terdapat dalam bahan makanan. Hal ini tidak membahayakan namun sosis akan menjadi kering, mengurangi rasa pada sosis, dan menyebabkan denaturasi protein. Selain itu kerusakan yang ditimbulkan jika kemasan tidak vakum adalah timbulnya bau dan rasa tengik yang disebabkan karena otooksidasi radikal asam lemak tidak jenuh dalam lemak. Kerusakan ini dapat terjadi karena sosis merupakan tipe emulsi lemak dalam air (Winarno, 1991).
Pada setiap pergantian batch suhu sosis mula-mula sebelum masuk ke IQF akan diukur menggunakan termometer oleh pihak QC. Kemudian waktu pembekuan diatur sesuai dengan suhu produk dan suhu ruang IQF. Dalam hal ini produk dan ukuran kemasan yang berbeda maka lama waktu pembekuan juga berbeda. Selain itu faktor yang mempengaruhi waktu pembekuan adalah suhu di dalam ruang IQF itu sendiri. Jika suhunya lebih rendah di bawah standar <-30oCmaka waktu dapat berlangsung lebih cepat. Setelah produk masuk ke dalam IQF suhu ruang dan sunction serta lama pembekuan yang tertera dalam monitor dicatat untuk dokumentasi produksi. Suhu ruang IQF memiliki standar minimal -30 oC sedangkan selisih suhu antara ruang dan sunction kurang lebih 7 oC.
34
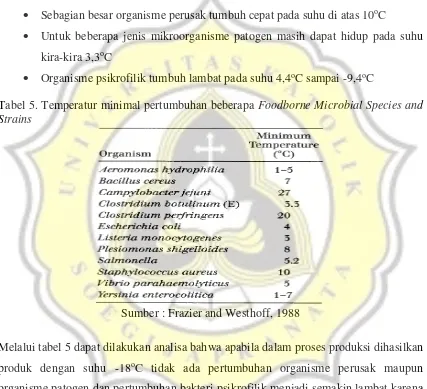
Setelah selesai pembekuan dan produk keluar ke bagian kartoning dilakukan pengecekan terhadap suhu produk setelah pembekuan oleh pihak QC. Produk dikatakan sudah beku dengan baik apabila suhunya dapat mencapai -18oC. Hal ini terjadi karena penyimpanan beku antara -17°C sampai -40°C mampu memperpanjang umur simpan produk daging khususnya daging unggas sampai satu tahun (Mountney, 1976). Pada proses pembekuan juga lebih memberikan dampak negatif dalam pertumbuhan mikroorganisme dikarenakan :
Sebagian besar organisme perusak tumbuh cepat pada suhu di atas 10oC
Untuk beberapa jenis mikroorganisme patogen masih dapat hidup pada suhu
kira-kira 3,3oC
Organisme psikrofilik tumbuh lambat pada suhu 4,4oC sampai -9,4oC
Tabel 5. Temperatur minimal pertumbuhan beberapa Foodborne Microbial Species and Strains
Sumber : Frazier and Westhoff, 1988
enzim-enzim fisiologi yang berperan terhadap proses pertumbuhan bakteri, sehingga bakteri dalam keadaan dormasi. Hal ini berdampak pada semakin lamanya masa simpan daging.
Penggunaan suhu rendah dalam pengawetan makanan tidak dapat mematikan bakteri, sehingga pada saat sosis dikeluarkan dari pendingin dan dibiarkan berada pada suhu ruang maka pertumbuhan dan perkembangbiakan bakteri dapat berlangsung dengan cepat. Makadari itu pada kemasan sekunder sosis tertera suhu penyimpanan ideal sosis adalah -18oC (Asmoel, 2009 dalam Kartika dkk, 2014). Jika pembekuan kurang sempurna maka akan diulang kembali. Selain itu waktu nyata awal produk masuk ke IQF dan waktu akhir produk saat keluar dari IQF dicatat untuk kemudian dihitung selisihnya dan dibandingan apakah sudah sesuai dengan waktu yang di setting. Suhu ruang IQFdibuat sekitar -30oC dikarenakan menurut C, George dan P.E., Briley (2002) selain biaya listrik, penyusutan produk merupakan salah satu yang terpenting yang perlu diperhatikan dalam pembekuan produk. Kebanyakan produk kehilangan beratnya saat dibekukan.
36
PT. Charoen Pokphand juga melakukan uji laboratorium untuk mengetahui apakah ada kontaminasi mikroorganisme dalam produknya untuk menjaga mutu dari produk tersebut. Uji laboratorium yang dilakukan antara lain uji TPC (total plate count) berupa Coliform, Escherichia coli, Staphylococcus aureus, Salmonella sp. dan
Champhylobacter sp. Hal ini untuk mengetahui apakah sudah sesuai dengan standar yang berlaku. Pada SNI 7388:2009 disebutkan bahwa untuk daging ayam segar,beku (karkas dan tanpa tulang),dan cincang untuk TPC pada suhu inkubasi 300C selama 72 jam batasnya adalah 1 x 105 koloni/g, koliform 10 koloni/g, Escherichia coli <3 koloni/g, Staphylococcus aureus 1 x 102 koloni/g, Salmonella sp. negatif/25g dan Clostridium perfringens 102 koloni/g. Jika produk tidak sesuai dengan standar tersebut maka produk akan dianalisa untuk diketahui penyebabnya.
5.4. Masalah dan Cara Mengatasi Masalah pada Mesin IQF
Masalah yang sering muncul dalam penggunaan mesin IQF ini adalah penumpukkan produk di dalam mesin yang mengakibatkan beberapa produk dapat jatuh. Penumpukkan produk dapat terjadi dikarenakan penataan antar produk yang terlalu dekat saat produk dimasukkan ke dalam IQF. Penumpukkan produk membuat mesin harus dimatikan terlebih dahulu untuk pengambilan produk yang terjatuh atau pembenaran posisi produk yang menumpuk. Hal ini menyebabkan pintu utama IQF sering dibuka dan ditutup sehingga suhu mengalami drop tidak mencapai -30 oC. Selain masalah penumpukkan produk, setting waktu yang tidak sesuai dengan jenis produk juga sering terjadi sehingga pembekuan produk yang dihasilkan kurang efisien. Pada proses pembekuan suhu sangat mempengaruhi dimana suhu menjadi faktor utama dalam proses ini sebelum waktu. Apabila suhu di dalam IQF tidak mencapai suhu optimalnya maka produk juga tidak akan mencapai suhu optimalnya.
Sehingga dalam hal ini koordinasi memang diperlukan dimana penataan barang jangan terlalu berdekatan sehingga menghindari adanya penumpukkan saat proses pembekuan. Selain itu pengaturan waktu juga sebaiknya dilakukan oleh satu orang saja. Dalam proses pembekuan waktu juga merupakan faktor yang penting. Faktor yang mempengaruhi lamanya proses pembekuan antara lain :
Luas area (permukaan) produk yang dibekukan sebagai media pindah panas. Koefisien pindah panas di permukaan produk yang dibekukan dan medium
pembeku.
Perbedaan suhu antara produk yang dibekukan dan medium pembeku.
38
6. PENGAWASAN PELAKSANAAN TIM QC
39 7. KESIMPULAN DAN SARAN
7.1. Kesimpulan
Proses pembuatan sosis ayam PT. Charoen Pokphand Indonesia meliputi proses
pengolahan adonan, pengisian adonan, pemasakan, pengemasan, metal detector, pembekuan, checkweigher box, penutupan karton dan penyimpanan.
Fungsi dari pengemasan adalah untuk melindungi bahan pangan dari penyebab
kerusakan baik karena fisik, kimia, biologis, maupun kerusakan mekanis.
Fungsi dari pembekuan adalah untuk menginaktifkan bakteri dan enzim sehingga
dapat meningkatkan umur simpan produk.
Pengendalian mutu kemasan sosis di PT. Charoen Pokphand sudah dilaksanakan sesuai standar yang ada.
Proses pembekuan cepat merupakan salah satu metode pengawetan makanan
dengan proses kristalisasi untuk meningkatkan umur simpan produk
IQF merupakan alat yang efisien untuk menerapkan sistem pembekuan cepat
dikarenakan pembekuannya merata dan produk dapat beku maksimal dalam waktu singkat.
Ammonia merupakan refrigeran yang baik digunakan dalam industri besar karena
lebih efisien dan aman bagi lingkungan.
Proses pengendalian mutu dalam proses pembekuan terletak pada pengukuran
suhu baik ruang maupun produk, waktu pembekuan, dan kondisi kemasan produk. PT. Charoen Pokphand Indonesia telah menerapkan sistem penjamian dan
pengawasan mutu dengan baik dan benar sehingga dapat mempertahankan kualitas produk yang dihasilkan
7.2. Saran
Sebaiknya dilakukan sanitasi peralatan selama 1 bulan sekali, atau seminggu sekali
sesuai dengan tingkat keseringan alat tersebut digunakan.
Perlu adanya perbaikan dan perawatan mesin secara berkala mengingat beberapa
mesin tidak bekerja dengan efisien sehingga hasil tidak maksimal.
Perlu adanya peningkatan lebih terhadap kesadaran karyawan akan kebersihan