PENDAHULUAN
1.1. Latar Belakang MasalahDalam melakukan kegiatan produksi, ada berbagai faktor yang harus dikelola yang sering disebut sebagai faktor-faktor produksi, yang terdiri dari material, mesin, manusia, metode, uang dan informasi. Dengan demikian, manajemen operasi berkaitan dengan pengelolaan faktor-faktor produksi sedemikian rupa sehingga keluaran yang dihasilkan sesuai dengan permintaan konsumen baik kualitas, harga maupun waktu penyampaiannya. Bila dikaitkan dengan tujuan suatu sistem usaha, maka ukuran kinerja sering diukur dengan keuntungan yang dapat dicapai, tetapi sistem produksi hanyalah salah satu dari sub sistem yang ada dalam suatu sistem usaha, sehingga untuk mengukur seberapa besar kontribusi sistem operasi di dalam pencapaian keuntungan bukanlah hal yang mudah. Oleh sebab itu untuk mengukur kinerja suatu sistem produksi diambil ukuran ongkos produksi sebagai tolak ukur seberapa baiknya suatu kegiatan manajemen operasi yang telah dilakukan.
Pengelolan sistem produksi akan melibatkan serangkaian proses pengambilan keputusan operasional, keputusan-keputusan taktikal bahkan keputusan strategis. Secara umum, keputusan-keputusan penting yang dilakukan dalam manajemen produksi berkaitan dengan proses produksi (teknologi, tata letak, aliran proses produksi), kapasitas, persediaan, tenaga kerja dan kualitas produk.
Selama bertahun-tahun, proses pengambilan keputusan semata-mata dipandang sebagai suatu seni talenta yang dicapai melalui pengalaman. Akan tetapi, bisnis dan lingkungannya tumbuh kian kompleks sehingga mengakibatkan proses pengambilan keputusan saat ini menjadi semakin rumit. Ada beberapa alasan mengapa pengambilan keputusan menjadi lebih sulit. Pertama, jumlah alternatif keputusan yang semakin banyak seiring dengan banyaknya data dan informasi yang tersedia. Kedua, biaya akibat kesalahan pengambilan keputusan dapat menjadi besar karena besarnya operasi dan rantai reaksi yang terjadi di banyak bagian organisasi bahkan dengan pihak luar. Ketiga, ada perubahan terus-menerus di dalam lingkungan yang berfluktuasi dan semakin tidak jelas di beberapa elemen yang berpengaruh.
Perencanaan penjadwalan produksi merupakan kegiatan yang bersifat dinamis dalam arti bahwa kegiatan penjadwalan bukanlah kegiatan yang sekali jadi tetapi akan mengalami perubahan tergantung pada pelaksanaan dan kemampuan atau kapasitas yang dimiliki. Walaupun dalam kenyataannya pelaksanaan proses produksi sering kali tidak sesuai dengan perencanaan produksi, bukanlah suatu hal yang bijak bila proses perencanaan yang penting itu diabaikan. Sebaliknya, pengendalian secara terus-menerus akan memunculkan suatu ide perencanaan yang semakin mendekati pelaksanaannya.
Perusahaan yang menjadi objek penelitian ini pada awalnya merupakan perusahaan diversifikasi yang terdiri dari PT. Pratama Sungkai Perkasa yang bergerak di bidang kayu dan juga PT. Pratama Plastindo Utama yang bergerak di bidang produksi plastik. PT. Pratama Plastindo Utama sendiri baru beroperasi dari tahun 2005. Karena terjadi hambatan produksi pada PT. Pratama Sungkai Perkasa, maka kegiatan produksi pun diberhentikan pada akhir tahun 2006, sehingga sekarang ini perusahaan hanya
menjalankan satu aspek bisnis yaitu PT. Pratama Plastindo Utama. Dengan adanya perubahan terhadap lingkungan perusahaan, maka dibutuhkan suatu manajemen operasi yang lebih baik dalam mengendalikan faktor-faktor produksi.
PT Pratama Plastindo Utama merupakan perusahaan manufaktur yang memproduksi plastik poly propilena dengan jumlah varian yang banyak. Secara garis besar, varian produk plastik yang diproduksi dapat dikelompok menjadi poly propilena
jenis plat dan poly propilena jenis gelombang. Proses perencanaan produksi yang dilakukan sekarang ini pada PT. Pratama Plastindo Utama seringkali berkaitan erat dengan pengambilan keputusan terhadap jenis lini yang akan digunakan, dan jumlah yang akan diproduksi untuk masing-masing varian. Perencanaan menjadi semakin rumit dimana pada proses perencanaan itu sendiri, dibutuhkan kemampuan dari pengambil keputusan dalam menentukan prioritas varian produk yang akan diproduksi.
Tren dan perubahan-perubahan yang terjadi terhadap permintaan varian produk, hampir tidak mungkin bila perencanaan produksi perusahaan mengandalkan suatu pendekatan coba dan salah. Selama PT. Pratama Plastindo Utama berjalan secara mandiri, perusahaan terus-menerus melakukan perubahan terhadap perencanaan produksi yang dilakukan sekarang ini agar suatu rencana produksi yang dibuat akan semakin mendekati proyeksi permintaan yang akan terjadi.
Pada dasarnya, proses perencanaan produksi yang terjadi pada PT. Pratama Plastindo Utama berkaitan erat dengan berbagai faktor produksi. Faktor-faktor produksi inilah yang memicu sulitnya pengambilan keputusan perencanaan produksi. Salah satu faktor produksi yang dipertimbangkan yaitu kapasitas produksi. PT. Pratama Plastindo
Utama memiliki tiga lini produksi. Pengambilan keputusan untuk menggunakan masing-masing lini produksi ini erat hubungannya dengan karakteristik produk yang akan diproduksi. Karakteristik produk yang dimaksud berhubungan dengan warna produk maupun tipe produk. Karena proses produksinya yang bersifat kontinu, urutan pemrosesan produk dengan warna yang berbeda akan mengakibatkan bahan yang terbuang, yang dapat diukur sebagai waste dari proses produksi. Urutan pemrosesan produk dengan warna yang berbeda bila tidak dikendalikan akan mengakibatkan ongkos produksi yang sangat besar.
Selain itu, pemrosesan tipe produk erat hubungannya dengan jenis lini yang mampu menanganinya. Prioritas produksi produk dengan tipe yang berbeda akan memicu terjadinya penggantian lini produksi yang akan digunakan. Penggantian lini produksi berkaitan dengan proses set-up suatu lini mesin dan diberhentikannya lini mesin tertentu. Karena lini produksi pada PT. Pratama Plastindo Utama merupakan suatu rangkaian mesin yang dapat bekerja optimal setelah mencapai suhu tertentu, proses set-up lini mesin yang terjadi membutuhkan waktu yang cukup lama yaitu dua jam produksi. Seringnya penggantian lini memicu seringnya terjadi proses peberhentian suatu lini mesin dan set-up lini mesin lainnya. Hal ini akan mengakibatkan meningkatkan penggunaan listrik, yang juga merupakan waste terhadap sumber daya yang dimiliki perusahaan.
Selain faktor kapasitas produksi, faktor produksi yang dikendalikan dalam pembuatan rencana produksi di PT. Pratama Plastindo Utama adalah jumlah dan jenis varian produk yang akan diproduksi. PT. Pratama Plastindo Utama memiliki banyak varian produk. Ketika penelitian ini dilakukan, jumlah varian yang aktif diproduksi oleh
perusahaan mencapai 63 varian produk. Masing-masing varian produk ini memperebutkan kapasitas produksi yang terbatas, jumlah bahan baku yang terbatas yang tersedia di gudang, dan jumlah tenaga kerja yang terbatas pula. Penentuan jumlah dan jenis varian yang akan diproduksi akan semakin rumit bila dikaitkan dengan penentuan varian mana yang akan didahulukan dari varian lainnya. Seringkali pengambilan keputusan seperti ini membutuhkan pihak-pihak yang telah berpengalaman dalam perencanaan produksi.
Pada saat penelitian ini dilakukan, diperolehlah informasi bahwa hingga sekarang ini, perusahaan masih secara terus-menerus mempelajari pola permintaan dari kedua distributor perusahaan yang telah menjadi objek utama penyaluran produk yang telah diproduksi. Seringkali, jenis dan jumlah produk yang diproduksi tidak sama dengan jenis dan jumlah produk diminta oleh distributor, sehingga memicu terjadinya biaya back order. Walaupun hingga sekarang ini, jumlah komplain yang terjadi sebagai umpan balik ukuran kepuasan distributor terhadap pelayanan yang diberikan perusahan masih jarang terjadi, namun di lingkungan bisnis yang memiliki persaingan semakin ketat ini, sudah sewajarnya perusahaan mengambil kebijakan untuk meminimalkan jumlah dan frekuensi terjadinya back order, apalagi karakteristik produksi dari perusahaan adalah perusahaan yang bersifat make to stock.
Setelah sekian lama PT. Pratama Plastindo Utama berproduksi secara mandiri, diketahui juga bahwa permintaan produk yang terjadi di luar rencana produksi sebisa mungkin akan ditangguhkan hingga proses produksi yang direncanakan selesai. Hal ini ditujukan untuk meminimalkan perubahan-perubahan yang terjadi terhadap rencana produksi yang telah direncanakan. Namun bila pihak distributor memberikan syarat
pengiriman yang tidak dapat ditangguhkan, maka akan dilakukan penyesuaian sedemikian rupa. Penyesuian-penyesuaian yang dilakukan dapat berupa penambahan lini kerja, yang dilakukan bila memungkinkan dilakukan penambahan tenaga kerja, maupun penambahan jam kerja bila tenaga kerja yang ada tidak mampu mensinyalir penyesuaian yang terjadi. Kedua alternatif yang digunakan untuk menutupi back order yang terjadi tentu saja mengakibatkan peningkatan biaya produksi, misalnya biaya tenaga kerja lembur.
Sulitnya pengambilan keputusan yang berkaitan erat dengan kapasitas produksi yang ada, jumlah dan jenis varian yang akan diproduksi, dan urutan produksi masing-masing varian produk memicu diperlukannya suatu pendukung pengambilan keputusan baik yang memberikan kemudahan dari segi komputasi maupun pengembangan berbagai alternatif keputusan.
Pengaruh teknologi komputer terhadap organisasi dan masyarakat terus meningkat. Makin banyak aspek aktivitas organisasional ditandai dengan interaksi dan kooperasi antara orang dan mesin. Sistem komputerisasi saat ini memasuki berbagai area manajerial yang kompleks, mulai dari desain dan manajemen pabrik terotomatisasi hingga aplikasi metode kecerdasan tiruan. Proses pengambilan keputusan yang terjadi pada PT. Pratama Plastindo Utama merupakan suatu proses permasalahan yang semi tersturktur, dimana terdapat kemungkinan pengembangan alternatif-alternatif perencanaan produksi. Bila proses pengambilan keputusan ini tidak dilakukan dengan bantuan komputer, maka kegiatan pengambilan keputusan manajerial akan terpaku pada proses komputasi dan menelantarkan kemampuan analitik dan kemampuan pengembangan berbagai skenario perencanaan produksi. Oleh karena itu, dibutuhkanlah
suatu teknologi komputer yang mampu membantu pengambilan keputusan yang berkaitan dengan perencanaan produksi.
1.2. Perumusan Masalah
Proses perencanaan penjadwalan produksi yang berjalan sekarang ini di PT. Pratama Plastindo Utama belum mampu memberikan berbagai alternatif keputusan yang dapat digunakan sebagai pendukung dalam pengambilan keputusan perencanaan produksi yang final. Padahal, perubahan-perubahan yang terjadi pada tingkat permintaan varian produk maupun munculnya varian-varian baru membutuhkan suatu perencanaan produksi yang lebih baik dalam memproyeksikan probabilitas yang terjadi pada permintaan pasar.
Selain itu, PT. Pratama Plastindo Utama belum memiliki suatu sistem yang mendukung segala proses yang berhubungan dengan aliran informasi. Dimulai dari pencatatan inventori, pencatatan transaksi yang berkaitan dengan penjualan maupun pembelian masih dilakukan secara paper-based. Proses komputasi dan pencatatan hanya didukung software spreadsheet sederhana, yaitu Microsoft Excel. Oleh karena itu, ketika suatu rencana produksi untuk periode tertentu akan dibuat, dokumen-dokumen akan dikumpulkan dan dibuat dalam format tertentu untuk memudahkan pengambilan dan pengumpulan data. Dengan demikian, proses tracking data pun menjadi rumit, dan memperlambat proses pengambilan keputusan.
Beberapa masalah yang dihadapi oleh PT. Pratama Plastindo Utama adalah sebagai berikut :
• Proses perencanaan penjadwalan produksi yang sedang berjalan sekarang ini tidak mampu memberikan berbagai alternatif keputusan perencanaan produksi. Selain itu, proses perencanaan penjadwalan produksi yang sedang berjalan sekarang ini juga tidak mampu memberikan perbandingan biaya yang sensitif yang dipengaruhi oleh keputusan yang diambil.
• Proses perencanaan penjadwalan produksi yang belum terkomputerisasi sering kali mengakibatkan proses perencanaan penjadwalan produksi hingga perencanaan kebutuhan bahan baku berjalan secara lambat dan tidak terorganisasi secara baik.
Masalah-masalah tersebut kemudian akan diterjemahkan ke dalam pertanyaan-pertanyaan sebagai berikut :
• Bagaimana caranya agar proses penjadwalan produksi yang dirancang mampu memberikan berbagai alternatif keputusan perencanaan produksi yang mengendalikan sumber daya perusahaan yang terbatas dalam hubungannya dengan biaya yang mungkin terjadi sebagai hasil dari pengambilan keputusan tersebut?
• Sistem seperti apakah yang dibutuhkan oleh PT. Pratama Plastindo Utama yang mampu mengorganisir proses perencanaan penjadwalan produksi hingga perencanaan kebutuhan bahan baku dengan baik, dan memberikan output baik berupa informasi ataupun laporan sebagai masukkan dalam proses pengambilan keputusan perencanaan produksi?
1.3. Ruang Lingkup
Agar penyelesaian masalah dapat lebih terarah pada tujuan penelitian sehingga memberikan manfaat yang diharapkan, maka ruang lingkup penelitian akan dibatasi sebagai berikut :
• Penelitian dilakukan pada perusahaan PT. Pratama Plastindo Utama khususnya pada bagian produksi plastik poly propilena.
• Produk-produk yang diikutsertakan dalam penelitian merupakan produk-produk yang masih aktif diproduk-produksi oleh PT. Pratama Plastindo Utama pada saat penelitian ini dilakukan.
• Semua fasilitas penunjang produksi diasumsikan berada dalam kondisi yang baik sehingga tidak ada kerusakan teknis fasilitas yang dapat mengakibatkan proses produksi terhambat. Oleh karena itu, waktu perbaikan mesin tidak diperhitungkan.
• Proses perhitungan sensitifitas biaya terhadap keputusan yang diambil hanya mencakup biaya yang bersifat variabel antar alternatif keputusan, seperti : biaya listrik untuk mesin termasuk biaya listrik untuk produksi maupun biaya listrik untuk set-up dan proses pencucian warna, biaya back order, biaya penyimpanan, dan biaya pencucian warna sebagai akibat dari berkurangnya kualitas bahan. Proses perhitungan biaya tidak mengikutsertakan biaya yang sifatnya tetap antar alternatif keputusan, seperti : biaya bahan baku, biaya listrik untuk penerangan, biaya pemeliharaan atau maintenance, dan lain-lain.
• Proses perencanaan kebutuhan bahan baku yang dilakukan merupakan output yang dihasilkan oleh keputusan perencanaan penjadwalan produksi yang diambil. Proses perencanaan kebutuhan baku tidak mencakup informasi waktu pemesanan bahan baku, dan bagaimana strategi pemesanan bahan baku yang akan dilakukan.
• Sistem yang dirancang untuk PT. Pratama Plastindo Utama hanya mencakup sistem yang dibutuhkan untuk mendukung pengambilan keputusan perencanaan produksi. Informasi yang digunakan sebagai masukkan terhadap sistem yang dibangun misalnya informasi stok produk, dirancang sedemikian rupa hanya bersifat sebagai masukkan bukanlah suatu sistem yang terintergrasi.
• Sistem pendukung keputusan yang dirancang hanya mencakup komponen manajemen model, komponen manajemen data dan komponen manajemen antarmuka.
• Sistem informasi yang diusulkan untuk mendukung pengambilan keputusan hanya berdasarkan pada batasan-batasan yang telah dipertimbangkan pada model yang dibangun.
1.4. Tujuan dan Manfaat
Penelitian ini memiliki tujuan sebagai berikut :
• Merancang suatu proses perencanaan penjadwalan produksi bagi PT. Pratama Plastindo Utama yang mampu memberikan berbagai alternatif keputusan yang berkaitan dengan pengendalian sumber daya yang ada dalam perusahaan khususnya kapasitas produksi. Proses perencanaan produksi yang dirancang juga harus mampu memberikan informasi perbandingan biaya yang sensitif terhadap keputusan yang akan diambil.
• Merancang suatu sistem yang mampu mengorganisir proses perencanaan penjadwalan produksi hingga perencanaan kebutuhan bahan baku dengan baik, dan memberikan output baik berupa informasi maupun laporan sebagai masukkan dalam proses pengambilan keputusan perencanaan produksi.
Sedangkan manfaat yang dapat diperoleh dari hasil penulisan ini adalah:
• Dengan adanya suatu sistem yang mampu memberikan berbagai alternatif keputusan dalam perencanaan enjadwalan produksi, maka PT. Pratama Plastindo Utama memiliki suatu alat bantu dalam pengambilan keputusan yang lebih bermutu. Selain itu, PT. Pratama Plastindo Utama juga mendapatkan gambaran finansial yang dibutuhkan oleh pihak produksi dalam melakukan proses produksi selama rentang periode tertentu.
• PT. Pratama Plastindo Utama memiliki suatu sistem yang terkomputerisasi yang mampu meningkatkan kecepatan permrosesan informasi yang dibutuhkan untuk perencanaan produksi. Sistem yang dirancang juga mampu meningkatkan aliran informasi hasil perencanaan itu secara sinergis antara divisi PPIC dengan karyawan di lantai produksi.
1.5. Definisi Operasional
Latar Belakang Perusahaan
Perusahaan yang menjadi objek penelitian ini pada awalnya merupakan perusahaan yang bergerak di bidang kayu, yang diberi nama PT. Pratama Sungkai Perkasa. Pada awal tahun 2006, pimpinan dari perusahaan melihat adanya peluang bisnis baru di industri plastik, sehingga sejak juli 2006, perusahaan membuka anak perusahaan yang baru yang diberi nama PT. Pratama Plastindo Utama. Kedua perusahaan tersebut berlokasi di jalan Raya Narogong KM 15,6 No. 1474 Limus Nunggal Kecamatan
Cileungsi Bogor. Namun dikarenakan bahan baku kayu yang semakin menipis, maka produksi kayu pun semakin berkurang. Sekitar Desember tahun 2006, perusahaan memutuskan untuk memberhentikan produksi kayu, dan berkonsentrasi penuh untuk perkembangan industri plastik. Plastik yang diproduksi oleh PT. Pratama Plastindo Utama berupa plastik Poly Propilena, yaitu plastik yang sekarang ini sering dijadikan sebagai atap kanopi ataupun sekat pintu karena keunggulan yang dimilikinya yaitu sifatnya yang waterproof.
Seiring dengan berjalannya waktu kini PT. Pratama Plastindo Utama telah mengalami perkembangan baik dari segi jumlah produksi, varian produk maupun dari segi profit yang diperoleh oleh perusahaan. Sifat produksi dari PT. Pratama Plastindo Utama pada umumnya adalah make to stock. Namun demikian, perusahaan tidak menutup kemungkinan untuk memproduksi produk sesuai dengan permintaan dari distributor, baik dari segi warna maupun ukuran produk, dengan syarat produk dikirim setelah selesai diproduksi. Bila pada produk produk yang ready stock, produk diantar seketika bila stok tersedia dan telah mencapai kuantitas pengiriman produk minimum yang telah ditetapkan perusahaan.
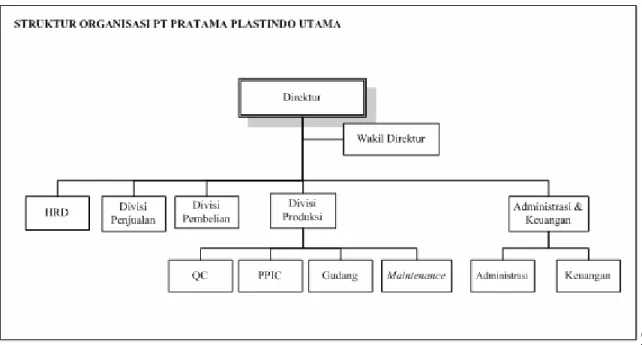
Struktur Organisasi
Struktur organisasi merupakan suatu kerangka yang menunjukkan seluruh kinerja perusahaan untuk mencapai tujuan melalui kerja sama dan hubungan antar bagian organisasi. Struktur organisasi yang diterapkan PT. Pratama Plastindo Utama adalah struktur organisasi fungsional, dimana organisasi dibagi ke dalam unit-unit
(divisi) berdasarkan area fungsinya masing-masing. Pengambilan keputusan pada umumnya diserahkan pada atasan atau manajer tingkat tinggi, terutama keputusan strategis yang berpengaruh besar terhadap kelangsungan perusahaan akan diserahkan pada direktur. Struktur organisasi PT. Pratama Plastindo Utama dapat dilihat pada gambar 1.1 di bawah ini.
Gambar 1.1 Struktur Organisasi PT. Pratama Plastindo Utama
Tugas dan tanggung jawab dari masing–masing jabatan tersebut adalah sebagai berikut :
1. Direktur atau Pimpinan Perusahaan
Perusahaan dipimpin oleh seorang direktur yang sekaligus pemilik saham terbesar dan pemegang wewenang tertinggi dari PT. Pratama Plastindo Utama.
Tugas dan tanggung jawabnya meliputi:
o Merumuskan tujuan dan kebijakan perusahaan.
o Merupakan pimpinan tertinggi yang menyetujui, mengubah, dan
mengendalikan merek, tipe dan jenis produk yang akan beredar di pasaran.
o Merupakan pihak yang melakukan negosiasi dan menjalin hubungan yang harmonis dengan distributor.
o Menyusun rencana kerja tahunan dan memimpin rapat secara berkala.
2. Wakil Direktur
Wakil Direktur merupakan pemimpin kedua tertinggi setelah posisi direktur, yang juga merupakan pemilik saham perusahaan. Tugas dan tanggung jawabnya meliputi:
o Menjalankan tugas luar kota ataupun luar negeri, pada umumnya untuk meninjau perkembangan teknologi yang digunakan dalam industri plastik.
o Menjalankan tugas dan tanggung jawab direktur bila berhalangan.
3. Human Resource Department
Human Resource Department dipimpin oleh seorang manajer HRD yang memiliki tugas dan tanggung jawab sebagai berikut:
o Mengurus perekrutan dan pemberhentiaan tenaga kerja di perusahaan, kompensasi yang akan diterima setiap karyawan, mengurus cuti kerja dan
tunjangan bagi karyawan serta mengkoordinasi semua karyawan yang ada di dalam perusahaan.
o Mengatur pergantian shift karyawan dan mengurus penggajian karyawan. Selain staf HRD, terdapat dua subdivisi pada Human Resource Department, yaitu:
o Security
Security bertanggung jawab dalam hal keamanan di perusahaan. Ia juga bertanggung jawab dalam menjaga situasi dan kondisi perusahaan tetap aman, baik dari pihak internal maupun ekternal. Security juga mengawasi orang yang akan masuk ke dalam pabrik. Ia wajib menanyakan keperluan pengunjung dan mencocokkannya dengan menghubungi bagian yang akan dikunjungi.
o Kebersihan
Kebersihan bertanggung jawab dalam hal kebersihan dan kenyamanan dari dapur, kantor hingga lantai produsi.
4. Divisi Pembelian
o Melakukan perencanaan dan pembelian bahan baku sesuai dengan permintaan dari bagian produksi, serta penentuan tanggal penerimaan barang.
o Menyeleksi supplier yang terbaik untuk mengusahakan harga bahan baku termurah dengan kualitas terbaik.
5. Divisi Produksi
Divisi produksi dipimpin oleh kepala bagian produksi yang bertugas untuk menganalisa produktivitas dari perusahaan bersama-sama dengan manajer keuangan.
Divisi Produksi dibagi menjadi 4 subdivisi produksi yaitu :
o Quality Control
Subdivisi ini bertanggung jawab atas permeriksaan terhadap kualitas output
proses produksi serta melakukan pencatatan jumlah cacat serta penyebab terjadinya cacat pada produk.
o PPIC
Subdivisi ini akan bertanggung jawab untuk melakukan produksi sesuai dengan rencana produksi yang telah dibuat oleh manajer produksi.
o Maintenance
Subdivisi ini bertanggung jawab terhadap usaha pemeliharaan aktiva tetap perusahaan, antara lain: perawatan mesin-mesin produksi, pemeliharaan gedung, dan lain sebagainya.
o Gudang
Sub divisi ini memiliki tugas dan tanggung jawab sebagai berikut:
Mengatur dan melakukan pengawasan terhadap penyimpanan dan pengeluaran barang yang ada dan akan disimpan dalam gudang serta mencatat laporan dan penyediaan data-data yang diperlukan.
Mengawasi persediaan bahan baku dan barang jadi yang ada di gudang.
Menerima dan mengeluarkan bahan baku dan barang jadi berdasarkan prosedur yang berlaku.
6. Divisi Penjualan
Terdiri dari staf penjualan yang dipimpin oleh manajer penjualan, yang bertanggung jawab terhadap tercapainya target penjualan yang telah ditetapkan.
7. Divisi Administrasi dan Keuangan
Divisi Administrasi dan Keuangan dipimpin oleh Manajer Keuangan. Tugas dan tanggung jawab divisi administrasi dan keuangan meliputi:
o Mendokumentasikan transaksi-transaksi yang terjadi dalam proses bisnis perusahaan.
o Membuat memo sebagai aliran informasi dari kantor ke lantai produksi.
o Membuat laporan yang berkaitan dengan aliran keluar-masuk uang pada kas perusahaan.
o Melakukan koordinasi dengan bagian gudang maupun bagian penjualan.
o Mengatur pengadaan dan penggunaan dana untuk operasi perusahaan, merencanakan anggaran pengeluaran rutin dan mengendalikan pengeluaran biaya.
Sistem Kerja
Jumlah tenaga kerja perusahaan PT. Pratama Plastindo Utama tercatat hingga agustus 2007 adalah berjumlah 56 orang dengan pembagian 36 orang karyawan yang bekerja di pabrik dan 20 orang karyawan yang bekerja di kantor.
1. Karyawan Kantor
Karyawan kantor bekerja dari hari Senin hingga Jumat, sedangkan Sabtu, Minggu dan Hari libur diliburkan.
• Hari Senin hingga Kamis dan Sabtu Kerja Aktif : Jam 08.00 – 17.00 Istirahat : Jam 12.00 – 13.00
• Hari Jumat
Kerja Aktif : Jam 08.00 – 17.00 Istirahat : Jam 11.30 – 13.30 2. Karyawan Pabrik
Untuk karyawan pabrik, terbagi dalam tiga shift kerja, dan masing-masing shift
kerja berlangsung selama 8 jam kerja dengan 1 jam istirahat termasuk di dalamnya. PT. Pratama Plastindo Utama mengambil kebijakan untuk melakukan produksi
selama 24 jam dari segi pertimbangan produktivitas karena masing-masing lini mesin membutuhkan 2 jam kerja sehingga siap untuk berproduksi.
• Shift 1 Kerja aktif : 08.00 – 16.00 Istirahat : 11.00 – 12.00 • Shift 2 Kerja aktif : 16.00 – 24.00 Istirahat : 19.00 – 20.00 • Shift 3 Kerja aktif : 24.00 – 08.00 Istirahat : 02.00 – 03.00 Proses Produksi
Seperti yang diuraikan di atas, PT. Pratama Plastindo Utama menghasilkan banyak varian plastik Poly Propilena dimana semua produk tersebut memiliki bahan dasar yang sama yaitu Poly Propilena. Varian produk dibedakan berdasarkan warna, ukuran dan tipe produk. Varian-varian produk ini diproduksi dengan mengunakan lini produksi yang sifatnya kontinu. PT. Pratama Plastindo Utama memiliki tiga lini produksi yang mana masing-masing lini produksi tersebut merupakan serangkaian mesin berbeda fungsi yang dirakit sedemikian rupa untuk mendukung proses produksi. Hasil Produksi dari lini produksi ini kemudian akan didinginkan, dikeringkan dan dikemas.
Ketiga lini produksi yang dimiliki oleh PT. Pratama Plastindo Utama pada umumnya dapat digunakan untuk memproduksi semua varian produk. Namun, perusahaan memiliki kebijakan dalam menggunakan lini produksi ini, yaitu:
• Lini produksi mesin I, difokuskan untuk memproduksi semua varian produk plastik poly propilena kecuali tipe motif.
• Lini produksi mesin II, memiliki kekhususan yang tidak dimiliki mesin lainnya yaitu hanya di lini produksi II inilah dapat dilakukan produksi varian produk tipe gelombang jumbo.
• Lini produksi mesin III, menggunakan mesin dengan teknologi terbaru yang lebih kompleks dalam pengoperasiannya difokuskan untuk memproduksi poly propilena tipe plat motif batik yang merupakan salah satu kebijakan strategis perusahaan dalam berinovasi untuk mengembangkan jenis produk baru di pasaran.
Proses produksi Poly Propilena tipe gelombang maupun plat pada umumnya identik, yang membedakannya hanya pada proses pencetakan, dimana pada tipe gelombang, mal pencetak gelombang akan dirapatkan, sedangkan pada tipe plat akan direnggangkan. Selain itu proses pencetakkan berbagai motif Poly Propilena tipe plat hanya ditentukan oleh jenis rol yang digunakan pada proses perataan.
Pada umumnya, lini produksi melakukan produksi secara kontinu selama 24 jam. Hal ini dilakukan berdasarkan sifat plastik yang mudah mengeras bila terkena suhu ruangan, bila mesin dihentikan ataupun dikarenakan pemadaman listrik atau ketidakstabilan daya listrik, akan mengakibatkan proses pemanasan ulang mesin yang
rata-rata membutuhkan waktu sekitar 2 jam. Oleh karena itu, setiap pertukaran spesifikasi bentuk dan warna produk dilakukan secara kontinu tanpa mematikan mesin.
Proses produksi plastik poly propilena dimulai dari pemindahan bahan baku
poly propilena dan campuran dari gudang bahan baku ke ruangan penakaran atau penimbangan yang berada di salah satu sisi lantai produksi. Adapun tahapan-tahapan dalam proses produksi plastic poly propilena akan dijabarkan sebagai berikut.
• Proses penakaran atau proses penimbangan bahan baku
Proses ini dimulai dengan penakaran bahan baku plastik sesuai dengan proporsi standar massa yang telah ditentukan perusahaan di dalam sebuah karung yang diletakkan diatas sebuah timbangan, yang kemudian dilakukan pengadukan secara manual agar merata. Setelah itu, campuran bahan baku ini akan dipindahkan ke
space di dekat mesin mixing.
• Proses pencampuran atau mixing
Campuran bahan baku kemudian di tuangkan ke dalam mesin mixing melalui corong diatasnya untuk dilakukan pengadukan yang lebih merata. Mesin mixing ini terintegrasi dengan mesin extuder.
• Proses Peleburan
Campuran bahan yang telah di-mixing secara lebih merata secara perlahan-lahan akan masuk ke dalam screw bersuhu tinggi, sekitar 220 – 240oC, yang berputar sekaligus menekan bahan sehingga melebur dan bercampur sempurna. Proses
penekanan ini akan menyebabkan bahan keluar melalui sebuah dies extrusi yang berbentuk T, yang biasanya dikenal dengan sebutan T-dies.
• Proses perataan atau pengaturan ketebalan
Hasil output dari proses extrusi kemudian akan dilanjutkan pada batangan rol yang disusun sedemikian rupa. Lelehan plastik akan melalui batangan rol ini dan diratakan dan diatur ketebalannya. Suhu pada batangan-batangan rol ini dijaga kestabilannya, sekitar 60oC, dengan memompakan atau mengalirkan air ke dalam ruangan di dalam batangan rol secara kontinu. Hal ini selain bertujuan untuk mencegah cacat produk akibat pemanasan yang berlebihan pada batangan, juga berfungsi untuk mendinginkan bahan campuran plastik agar tidak mengalami perubahan bentuk karena sifat plastisnya. Batangan-batangan rol yang ada pada proses perataan ini menentukan jenis motif plat yang dihasilkan.
• Proses pemanasan
Proses pemanasan hanya dilakukan bila tipe plastik yang diproduksi berupa gelombang. Proses pemanasana menggunakan mesin oven yang mencapai suhu sekitar 175oC ini bertujuan untuk mempermudah pembentukan gelombang pada mesin pencetak gelombang. Bila tipe plastik yang diproduksi berupa plat, maka lembaran plastik hanya akan melewati mesin ini tanpa dilakukan pemanasan.
• Proses pencetakkan gelombang
Sama seperti proses pemanasan, proses pencetakan gelombang juga hanya dilakukan bila ingin memproduksi plastik Poly Propilena tipe gelombang. Proses
pencetakan gelombang menggunakan batangan-batangan rol mal pencetak gelombang sesuai dengan bentuk dan spesifikasi yang diinginkan. Lembaran lunak plastik berbentuk plat yang berasal dari proses pemanasan dilewatkan ke dalam sela diantara dua buah mal pencetak gelombang yang berputar dan disusun secara berurutan hingga menghasilkan bentuk gelombang yang diinginkan. Sama seperti proses pemanasan, Bila tipe plastik yang diproduksi berupa plat, maka lembaran plastik hanya akan melewati mesin ini tanpa dilakukan proses pencetakkan.
• Proses penentuan ukuran lebar
Pada proses penentuan ukuran lebar dilakukan proses inspeksi lebar produk melalui pemotongan kedua sisi produk dengan menggunakan pisau potong yang telah diatur jaraknya sesuai dengan spesifikasi lebar yeng telah ditentukan untuk masing-masing produk. Pemotongan sisi ini juga bertujuan untuk membuang sisi produk yang tidak rata dikarenakan proses extrusi sebelumnya. Scrap hasil pemotongan akan digulung oleh sebuah mesin penggulung scrap, yang kemudian akan dilakukan pengolahan kembali sebagai bahan baku tambahan produksi berikutnya.
• Proses penarikan
Dalam proses produksi plastik poly propilena, salah satu tahap yang paling penting agar produksi dapat berjalan lancar adalah proses penarikan lembaran plastik. Setting kecepatan dalam proses penarikan tipe yang tidak tepat akan mengakibatkan lembaran plastik yang masih lunak mengalami perubahan bentuk, misalnya melengkung - bila proses penarikan terlalu lambat, atau mengalami degradasi ketebalan atau bahkan patah – bila proses penarikan terlalu cepat. Selain itu, bila
proses penarikan mengalami masalah atau tersendat-sendat dapat menyebabkan produk hasil produksi mengeriting atau bergelombang. Oleh karena itu, diperlukan pengesetan kecepatan tarik yang teliti untuk menghindari terjadinya hal-hal yang tidak diinginkan diatas. Proses penarikan dilakukan dengan memutar dua buah rol penarik pada mesin penarik.
• Proses pemotongan
Untuk mendapatkan panjang produk sesuai dengan spesifikasi yang telah ditentukan perusahaan, maka dilakukan pemotongan produk hasil produksi sesuai dengan ukuran yang telah ditentukan. Pada plastik tipe gelombang, proses pemotongan dilakukan dengan mesin potong yang dilengkapi mata pisau potong. Sedangkan pada plastik tipe plat, proses pemotongan dilakukan secara manual oleh seorang karyawan dengan bantuan pisau cutter dan mal penggaris, bila jumlah plastik plat yang digulung telah mencapai jumlah panjang yang diinginkan ataupun bila terjadi cacat.
• Proses inspeksi produk akhir
Setiap produk akhir hasil produksi harus melalui proses inspeksi yang dilakukan oleh karyawan secara manual untuk memastikan produk yang dihasilkan sesuai dengan spesifikasi standar kualitas yang telah ditentukan. Produk-produk cacat yang tidak sesuai dengan spesifikasi akan disisihkan, sehingga hanya produk yang benar-benar memenuhi standar kualitas yang layak dipasarkan.
• Proses penggulungan
Proses penggulungan produk PP berbentuk plat ke dalam satuan rol dengan panjang 40 m, atau 50 m, tergantung standar spesifikasi perusahaan, dilakukan dengan bantuan mesin penggulung yang digerakkan dengan sebuah motor kecil.
• Proses penimbangan produk akhir
Setelah melalui proses inspeksi secara manual melalui pemeriksaan produk melalu tampilan, dimensi lebar, dan panjang. Kemudian dilanjutkan dengan pemeriksaan
massa produk dengan menggunakan timbangan apakah memenuhi standar massa
yang telah ditentukan, baru kemudian dilakukan proses pengepakan. Proses penimbangan ini hanya dilakukan pada produk berbentuk plat yang digulung sesuai dengan ukuran panjang yang telah ditentukan, misalnya 40 m, atau 50 m.
• Proses pendinginan
Sebelum dikemas, plastik hasil produksi harus didinginkan terlebih dahulu. Proses pendinginan ini dilakukan pada produk poly propilena berbentuk gelombang untuk mendinginkan produk agar tidak mengalami perubahan bentuk dan ukuran akibat kemungkinan terjadinya pemuaian, karena suhu produk yang masih hangat kira-kira 38oC
• Proses pengeringan
Proses pengeringan ini dilakukan merupakan upaya untuk mengeringkan plastik tipe gelombang yang telah dicelupkan ke dalam air, dilakukan dengan cara ditiriskan. Setelah didiinginkan di dalam air selama kurang lebih 3 menit, produk plastik berbentuk gelombang akan diangkat dan di tiriskan pada meja tiris yang terletak di salah satu sisi atas bak air untuk proses pengeringan. Proses penirisan akan memakan waktu seharian untuk memastikan bahwa produk benar-benar telah kering.
• Proses pengemasan atau packaging
Setelah didiinginkan di dalam air selama kurang lebih 3 menit, produk plastik berbentuk gelombang akan diangkat dan ditiriskan pada meja tiris yang terletak di salah satu sisi atas bak air untuk proses pengeringan.
Selain proses-proses produksi inti diatas, juga terdapat proses pendukung untuk menunjang proses daur ulang scrap hasil pemotongan dan produk defect hasil produksi menjadi bahan baku tambahan sehingga dapat membantu menghemat biaya bahan. Proses pendaur-ualangan scrap dan produk dilakukan dengan bantuan mesin crusher, yang akan memotong dan menghancurkan lembaran produk defect dan scrap hasil pemotongan menjadi potongan-potongan kecil, sehingga dapat dimanfaatkan sebagai bahan tambahan proses berikutnya.
Dengan kata lain, perusahaan tidak menghasilkan waste karena semua scrap
hasil produksi sebelumnya dapat di daur ulang kembali. Kegiatan material handling dari gudang penyimpanan bahan baku ke lantai produksi atau dari lantai produksi ke gudang penyimpanan produk jadi dilakukan secara manual dengan bantuan trolly.
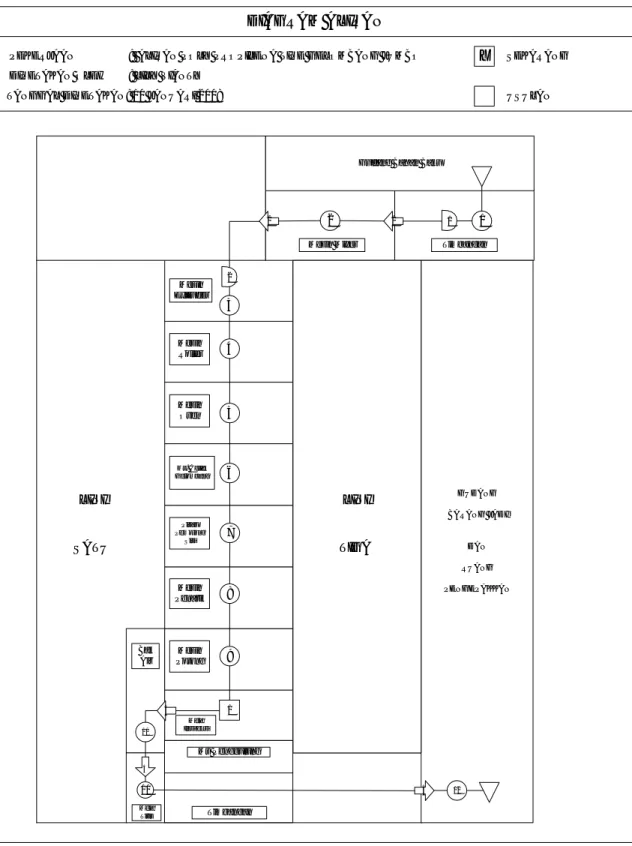
Berikut ini akan ditampilkan diagram aliran yang digunakan untuk menggambarkan bagaimana proses produksi terjadi pada produk-produk yang diproduksi oleh PT. Pratama Plastindo Utama.
Bak Air 10 3 3 Mesin Extruder 4 Mesin Roller 5 Mesin Oven 6 Ms. Cetak Gelombang 7 Pisau Pemotong Sisi 8 Mesin Penarik Meja Inspeksi 1 9 Mesin Potong 2 DIAGRAM ALIRAN X SEKARANG USULAN PEKERJAAN : ALIRAN POLY PROPILENA TIPE GELOMBANG JUMBO
DIPETAKAN OLEH : LILY VIANTY TANGGAL DIPETAKAN: 10 JANUARI 2008
Gudang Bahan Baku
1 Timbangan 1 2 Mesin Mixer 2 4 1 Meja Tiris GUDANG BARANG JADI DAN RUANG PENGEPAKKAN 5 LINI SATU LINI TIGA Ms Penggulung Timbangan 11 12
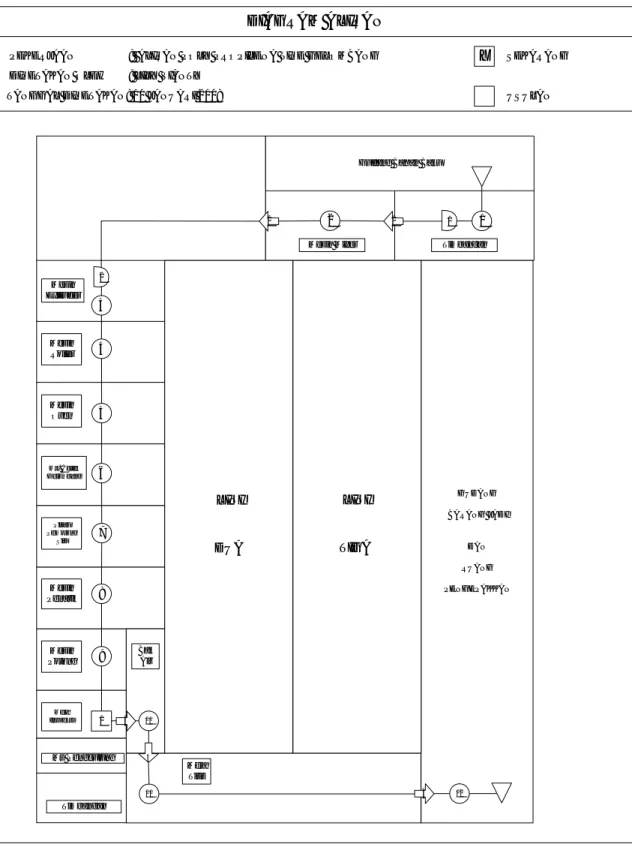
DIAGRAM ALIRAN
X SEKARANG
USULAN PEKERJAAN : ALIRAN POLY PROPILENA TIPE GELOMBANG
DIPETAKAN OLEH : LILY VIANTY TANGGAL DIPETAKAN: 10 JANUARI 2008
Gudang Bahan Baku
1 Timbangan 1 2 Mesin Mixer 3 Mesin Extruder 4 Mesin Roller 2 5 Mesin Oven 6 Ms. Cetak Gelombang 7 Pisau Pemotong Sisi 8 Mesin Penarik Meja Inspeksi 1 Bak Air 4 10 3 9 Mesin Potong 1 2 Meja Tiris 11 GUDANG BARANG JADI DAN RUANG PENGEPAKKAN 5 LINI DUA LINI TIGA Ms Penggulung Timbangan 12
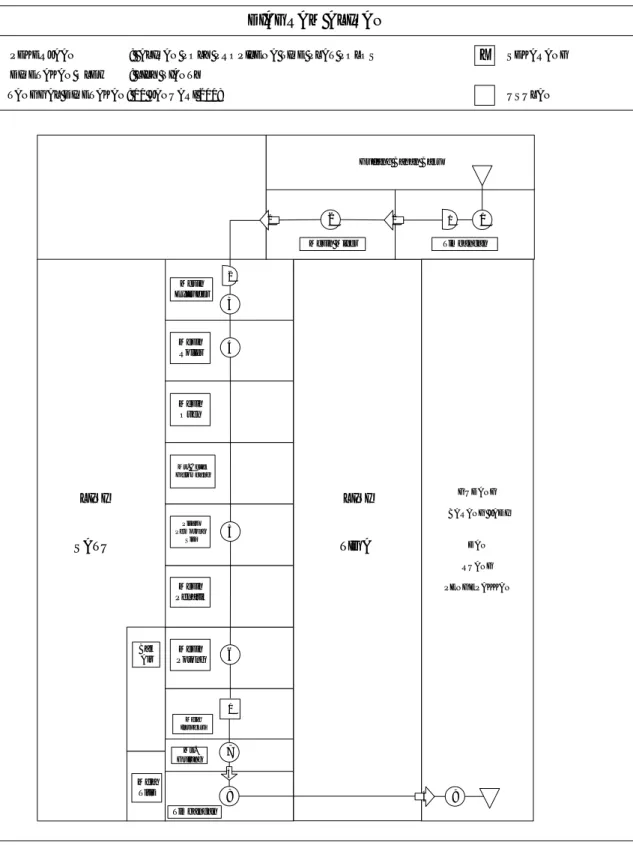
Bak Air 3 Mesin Extruder 4 Mesin Roller Mesin Oven Ms. Cetak Gelombang 5 Pisau Pemotong Sisi Mesin Penarik 6 Mesin Potong 2 DIAGRAM ALIRAN X SEKARANG USULAN PEKERJAAN : ALIRAN POLY PROPILENA TIPE PLAT POLOS
DIPETAKAN OLEH : LILY VIANTY TANGGAL DIPETAKAN: 10 JANUARI 2008
Gudang Bahan Baku
1 Timbangan 1 2 Mesin Mixer 2 1 Meja Tiris GUDANG BARANG JADI DAN RUANG PENGEPAKKAN 4 LINI SATU LINI TIGA Meja Inspeksi 1 Ms. Gulung Timbangan 7 8 9 3
Bak Air
DIAGRAM ALIRAN
X SEKARANG
USULAN PEKERJAAN : ALIRAN POLY PROPILENA TIPE PLAT MOTIF
DIPETAKAN OLEH : LILY VIANTY TANGGAL DIPETAKAN: 10 JANUARI 2008
Gudang Bahan Baku
1 Timbangan 1 2 Mesin Mixer 1 Meja Tiris GUDANG BARANG JADI DAN RUANG PENGEPAKKAN LINI SATU 9 3 Mesin Extruder 4 Mesin Roller Mesin Oven Ms. Cetak Gelombang 5 Pisau Pemotong Sisi Mesin Penarik 6 Mesin Potong 2 Meja Inspeksi 1 Ms. Gulung Timbangan 7 8 3 4 LINI SATU LINI DUA 2