Pengaruh Tinggi Pasir Terhadap Penentuan Nilai
Permeabilitas Pasir
Dewi Chandra RG, Dadang Mh B Dosen Jurusan Teknik Mesin Politeknik Negeri Jakarta
Abstract
A mold with sand casting consists activities such as placing a pattern in the sand to form the cavity, making the canal system, filling the cavity with molten metal which is still able to be solidified, dismantle mold casting product containing and cleaning castings. Until now, the sand mold casting process is still the first choice of foundry industries especially for small industries, the products are widely used for cylinder blocks and drain pipes, the quality of the casting is influenced by permeability. Permeability is the measure of whether a medium pore easily passed by the fluid. Permeability of the sand indicates the ability of sand in the water escape. The structure and texture as well as other organic elements took part in raising the rate of permeability of the sand. The sand with high permeability increase infiltration rate and thus, reduce the rate of water flow. In making this sand permeability test equipment used design concept consisting U. Tube Manometers Instrument Stand Pipe compactor, speciment Holder, Flowmeter, Air Pressure Regulator, Frame, Hose Connector, Hose Connector to the compressor, the air volume of 2000 liters given, test results showed that the greater height of the sand the greater the value of permeability. Any additional height by 1 cm sand, will increase the value of permeability of sand around 0.04 until 0.0693.
Keyword: Value of Permeability of Sand
Abstrak
Cetakan dengan pengecoran pasir melibatkan kegiatan seperti menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat sistem saluran, mengisi rongga dengan pencetakan logam cair, yang memungkinkan logam cair untuk membekukan, membongkar cetakan pengecoran produk yang mengandung dan pembersihan coran. Sampai saat ini, proses pengecoran cetakan pasir masih merupakan andalan industri pengecoran terutama industri kecil, produk yang banyak digunakan untuk blok silinder dan pipa saluran, kualitas pengecoran dipengaruhi oleh permeabilitas. Permeabilitas adalah ukuran pori-pori media apakah mudah dilewati oleh fluida. Permeabilitas pasir menunjukkan kemampuan pasir di air keluar. Struktur dan tekstur serta unsur organik lainnya ikut ambil bagian dalam menaikkan laju permeabilitas pasir. Pasir dengan kenaikan permeabilitas laju infiltrasi yang tinggi dan dengan demikian, mengurangi laju aliran air. Dalam pembuatan alat uji permeabilitas pasir menggunakan konsep desain yang terdiri U. Tube manometer Stand Instrumen pemadat Pipa, spesimen Holder, flowmeter, Air Regulator Tekanan, Frame, Hose Connector, Hose Konektor ke kompresor, volume udara tahun 2000 liter yang diberikan, hasil tes menunjukkan bahwa tinggi lebih besar dari pasir besar nilai permeabilitas. Setiap ketinggian tambahan dengan pasir 1 cm, akan meningkatkan nilai permeabilitas pasir sekitar 0,04 sampai 0,0693.
Kata Kunci: Nilai Permeabilitas Pasir
I. PENDAHULUAN
Kualitas benda hasil produk pengecoran logam ditentukan oleh material cetakan, komposisi kimia logam cair maupun
Permeabilitas adalah ukuran mudah tidaknya suatu medium pori dilewati oleh fluida.
Pengecoran dengan cetakan pasir melibatkan aktivitas-aktivitas seperti menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat sistem saluran, mengisi rongga cetak dengan logam cair, membiarkan logam cair membeku, membongkar cetakan yang berisi produk cord an membersihkan produk cor. Hingga sekarang, proses pengecoran dengan cetakan pasir masih menjadi andalan industri pengecoran terutam industri-industri kecil.
Produk pengecoran seperti cylinder block sering ditemui cacat yaitu antara lain terjadinya rongga udara (Blow hole) dan cacat cetakan rontok (droping mold), Cacat pengecoran berupa rongga udara disebabkan karena adanya gas-gas yang terjebak di dalam rongga cetak. Usaha untuk menguranginya dapat dilakukan dengan meningkatkan permeabilitas cetakan sehingga gas mudah keluar dari rongga cetak serta mengurangi kadar gas yang dihasilkan oleh campuran pasir cetak. Sedangkan cacat cetakan rontok disebabkan karena cetakan tidak mampu menahan tekanan dari logam cair saat mengisi rongga cetak. Untuk menguranginya dilakukan dengan meningkatkan kuat tekan dari pasir cetak. Sifat kuat tekan dan permeabilitas pasir cetak ditentukan oleh komposisi campuran pasir cetak, yaitu kadar air, kadar bahan pengikat (bentonit), dan ukuran butiran pasir.
Ada beberapa macam metoda untuk menguji permeabilitas pada proses pengecoran tersebut diantaranya adalah metoda Falling head, metoda Constant head, metoda Lea and Nurse dan metoda
Schonlin & Hillsdorf’ (Cabrera, 1999). Penelitian sebelumnya telah membuktikan bahwa metoda Failling Head merupakan metoda yang paling cocok untuk uji permeabilitas pasir
dengan porositas yang kecil. Penelitian ini bertujuan untuk pengaruh ketinggian pasir terhadap nilai permeabilitas pasir. II. METODE PENELITIAN
Metoda penelitian yang digunakan adalah metoda eksperimen, eksperimen dilkukan di bengkel teknik mesin PNJ. Tahapan penelitian sebagai berikut : 1. Studi Literatur
2. Persiapan Umum
a. Menetapkan jadwal dan pembagian kerja diantara tim peneliti
b. Menetapkan disain penelitian c. Perancangan alat
3. Pelaksanaan Pembuatan alat.
Dalam proses pembuatan tool clamper proses-proses yang digunakan adalah sebagai berikut :
Proses Milling
Proses pemotongan benda kerja atau meratakan permukaan benda kerja dengan alat pisau potong atau cutter frais. Proses ini kami gunakan untuk meratakan memotong dan meratakan permukaan tool clamper.
Proses Turning
Proses turning atau pembubutan adalah proses pembentukan benda kerja berbentuk silinder atau meratakan permukaan benda kerja dengan pahat. Proses ini kami gunakan untuk membuat alur pada tool clamper.
Proses Drilling
Proses pembuatan lubang pada permukaan benda kerja sesuai dengan ukuran yang telah ditentukan. Proses drilling kami gunakan untuk membuat lubang untuk dudukan baut.
Proses Perakitan
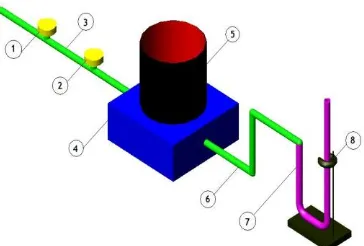
Gambar 1 Alat Uji Permeabilitas Pasir
Keterangan : 1. Regulator 2. Gas Flowmeter
3. Selang ( Kompresor) 4. Landasan
5. Chasing
6. Selang (Pneumatik) 7. Pressure Manometer 8. Penjepit
Diagram alir penelitian
Gambar 2 Diagram alir penelitian
III.HASIL DAN PEMBAHASAN Alat uji permeabilitas pasir terdiri dari 7 komponen utama yaitu speciment holder, rangka, mika, manometer tabung U,
flowmeter, pemadat pasir dan regulator. Speciment Holder
Speciment Holder mempunyai bagian-bagian, diantaranya yaitu pipa pemadat,
sambungan pipa pemadat, dan penutup pipa.
Gambar 3 Speciment Holder
Pipa Pemadat
Pipa Pemadat terbuat dari pipa PVC
berdiameter 2” dengan panjang 120 mm,
130 mm, 140 mm, dan tebal 3 mm. Pemotongan pipa PVC dengan panjang tersebut memakan waktu sekitar 10 menit.
Setelah dipotong, ujung pipa dihaluskan selama 60 menit dengan mesin bubut. Setelah itu dibuat kasar pada bagian dalamnya dengan menggunakan penggores selama 20 menit.
Gambar 4. Pipa Pemadat
Sambungan Pipa Pemadat
Sambungan pipa pemadat berbentuk silinder yang terbuat dari PVC dan terdiri dari dua jenis yaitu sambungan pipa dengan ulir dalam dan ulir luar.
Gambar 5. Sambungan Pipa Pemadat
Penutup Pipa
Penutup pipa 2” berbentuk silinder yang
terbuat dari PVC. Rancangan alat uji
permeabilitas pasir
Proses pengelasan Proses Milling
Proses Turning
Proses Drilling
Kesimpulan Pegambilan data
Gambar 6 Penutup Pipa
Proses perakitan speciment holder
dilakukan setelah semua pipa 2” dibuat,
dan sambungan serta penutup pipa 2”
didapatkan.
Sambungan pipa jenis ulir dalam dan penutup pipa disambungkan dengan lem
khusus pipa. Kemudian pipa 2” dengan
panjang 120, 130 dan 140 dihubungkan dengan sambungan pipa jenis ulir luar dengan seal tape. Setelah itu, kedua sambungan pipa tersebut disatukan. Rangka
Rangka terdiri beberapa besi hollow 20 x 40 mm dengan sambungan las yang dipotong-potong berdasarkan ukuran sebesar 1000 x 450 x 700 mm dan memakan waktu sekitar 60 menit. Setelah itu, potongan-potongan tersebut disambung dan dilas dengan waktu sekitar 40 menit dan didinginkan selama 30 menit, lalu dilakukan pengecatan sekitar 30 menit, dan dibiarkan selama 2 jam hingga kering. Total waktu untuk pembuatan rangka tersebut adalah 4 jam 40 menit.
Gambar 6. Rangka
Manometer
Manometer yang digunakan yaitu manometer PUDAK jenis tabung U terbuka dengan spesifikasi sebagai berikut :
∆ H max = 20 [cm]
Ø tabung = 5 [mm]
Gambar 7 Manometer Tabung U
Flowmeter
Flowmeter yang digunakan yaitu flowmeter DWYER jenis rotameter dengan spesifikasi sebagai berikut : Q max = 5 𝑙 𝑚𝑖𝑛
P max = 100 [Psi] = 7 [bar]
Gambar 8. Flowmeter
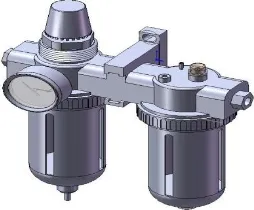
Regulator Udara Bertekanan
Udara dari kompresor selanjutnya akan disalurkan ke regulator sesuai dengan kebutuhan. Untuk mengatur besar kecilnya udara yang masuk, diperlukan keran udara yang terdapat pada regulator, sehingga udara yang disuplai sesuai dengan kebutuhan kerjanya. Adapun unit pengolahan udara dapat dilihat pada gambar di bawah ini:
Gambar 9. Regulator Udara Bertekanan
penyaring dengan spesifikasi sebagai berikut :
a. Berkapasitas P max = 20 [bar] b. 1 buah lubang pemasukan udara
yang dihubungkan dengan kompresor
c. 1 buah lubang pengeluaran tekanan udara yang dihubungkan dengan Flow meter
Pemadat Pasir
Pemadat pasir terdiri 2 bagian yaitu alas dan penumbuk yang terbuat dari kayu. Ukuran alas yaitu Ø 2” x 75 mm sedangkan untuk ukuran penumbuknya adalah Ø 2” x 137 mm.
Gambar 10. Pemadat Pasir
Manometer yang digunakan yaitu manometer PUDAK jenis tabung U terbuka dengan ∆ H max = 20 cm dan Ø tabung = 5 mm.
Dudukan instrument
Dudukan instrument terbuat dari mika berukuran 1000 x 500 x 5 mm yang berfungsi sebagai tempat meletakkan instrument.
Perakitan Alat
Setelah komponen utama selesai dibuat, maka dilakukan proses perakitan alat yaitu sebagai berikut:
1. Dudukan instrument yang terbuat dari mika, dibor dengan menggunakan bor tangan sesuai dengan ukuran yang ditentukan. 2. Rangka di bor sesuai dengan lubang
pada dudukan instrument.
3. Memasang dudukan instrument pada rangka dengan menggunakan sekrup. 4. Memasang regulator, flowmeter,
manometer, dan speciment holder
pada dudukan instrument yang telah dibor dengan baut sesuai dengan rancangan.
5. Memasang nipple pada regulator, flowmeter dan speciment holder. 6. Menghubungkan
instrument-instrument yang telah dipasang pada dudukan instrument dengan menggunakan selang pneumatik. Proses perakitan ini memakan waktu 3 jam.
Deskripsi Pengujian
Pengujian alat uji permeabilitas pasir cetak ditujukan untuk mengetahui Nilai Permeabilitas Pasir. Pada penelitian ini, dapat ditentukan waktu dan perbedaan
ketinggian (∆H) pada manometer tabung
U sehingga melalui perhitungan di dapatkan nilai permeabilitas pasir.
Prosedur Pengujian
1. Menimbang pasir cetak sesuai dengan berat yang ditentukan.
2. Pasir yang telah ditimbang diletakkan pada spiciment holder
kemudian dipadatkan sesuai dengan ketinggian yang ditentukan.
3. Mengisi manometer tabung U dengan cairan sampai keadaan sama tinggi.
4. Menyalakan kompressor.
5. Menyambungkan selang spiral pada kompressor, sebelum itu pastikan regulator dalam keadaan tertutup sehingga tekanan pada kompressor menunjukkan angka 0.
6. Membuka katup tekanan pada regulator.
7. Membuat beda ketinggian manometer 10 [cm] dengan mengatur debit pada flowmeter.
8. Mencatat debit pada flowmeter kemudian hitung waktu berdasarkan rumus 𝑄 =𝑉
𝑇
𝑐𝑚3 𝑠 .
𝜌1 = 𝑚 𝑉 =
170
𝜋 ∙4 5.4∙5.4∙5
= 1.4845 𝑔𝑟 𝑐𝑚3
Perbedaan tekanan pada manometer
𝑃𝐴 = 𝜌2∙ 𝑔 ∙ ℎ2 − 𝜌1∙ 𝑔 ∙ ℎ1 𝑃𝐴 = 981 𝑁 𝑚 −2 2.50155 𝑁 𝑚 2
𝑃𝐴 = 978.49845 𝑁 𝑚 2
Sehingga Permeabilitas dapat dihitung dengan rumus:
𝑃𝑁 = 𝑃∙𝐴∙𝑇𝑉∙𝐻
𝑃𝑁 = 0.4560
Tabel 1 Hasil Pengujian tinggi pasir 5 cm
∆ H
Dengan cara yang sama dilakukan untuk pengujian pada tinggi pasir 6 cm dan 7 cm. Pada tinggi pasir 6 cm massanya adalah 204 gram dan pada tinggi pasir 7 cm massanya 238 gram.
Hasil pengujian pada tinggi pasir 6 cm ditabulasikan pada tabel 2 berikut:
Tabel 2 Hasil Pengujian tinggi pasir 6 cm
∆ H
Tabel 3 Hasil Pengujian tinggi pasir 7 cm
∆ H
Nilai Permeabilitas untuk masing-masing tinggi pasir sebagai berikut:
Tabel 4 Nilai Permeabilitas Pasir pada masing-masing ketinggian pasir
Grafik hubungan Permeabilitas dengan tinggi pasir seperti ditunjukkan pada Gambar dibawah ini:
Gambar 11 Grafik Hubungan Permeabilitas pasir dengan tinggi pasir
Pada Gambar 11 tersebut nampak bahwa peningkatan Nilai Permeabilitas pasir linier dengan penambahan ketinggian pasir. Semakin tinggi pasir maka Nilai Permeabilitasnya pun semakin meningkat. Setiap penambahan ketinggian pasir sebesar 1 cm, akan meningkatkan Nilai Permeabilitas Pasir sekitar 0.04 hingga 0.0693.
IV.KESIMPULAN
Dari penelitian ini dapat disimpulkan bahwa semakin tinggi kedudukan pasir maka Nilai Permeabilitasnya semakin meningkat.
Setiap penambahan ketinggian pasir sebesar 1 cm, akan meningkatkan Nilai Permeabilitas Pasir sekitar 0.04 hingga 0.0693.
V. DAFTAR PUSTAKA
J. G. Cabrera, A. R. Cusens, and C. J. Lynsdale.1999, Porosity and Permeability as Indicators of Concrete Performance. IABSE Report, Vol. 57/1, pp. 249-254 McWhorter, D. B. and D. K. Sunda,
1977. Ground-Water Hydrology and Hydraulics. Water Resources Publications. Fort Collins, CO. pg. 79-80.
P. C. Hewlett, and Y. N. Chan. 2001.
Assessment of Concrete Durability by Intrinsic Permeability. Durability of Building Materials and Components. Proceedings of the Fifth International Conference, held Nov 7-9, 1990, Brighton, UK; Ed. by J. M. Baker, P. J. Nixon, A. J. Majumdar, and H. Davies; E & FN Spon, London, pp. 503-513.
R. K. Dhir and E. A. Byars. 2003.
Pulverized Fuel-Ash Concrete Intrinsic Permeability. ACI Materials Journal, Nov-Dec, Vol 90, No. 6, pp. 571-580.
Surdia Tata and Chijiwa Kenji, 1992, Teknik Pengecoran Logam, Pradnya Paramita, Jakarta.