commit to user
PENGEMBANGAN MODEL
MULTI-OBJECTIVE
OPTIMIZATION
UNTUK MENENTUKAN PARAMETER
PEMOTONGAN
SINGLE-PASS
DENGAN
END MILLING
Skripsi
Sebagai Persyaratan Untuk Memperoleh Gelar Sarjana Teknik
LISYANI NAFARI SUSANA
I 0307052
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
commit to user
x
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
LEMBAR VALIDASI ... iii
SURAT PERNYATAAN ORISINALITAS ... iv
SURAT PERNYATAAN PUBLIKASI KARYA ILMIAH ... v
KATA PENGANTAR.. ... vi
ABSTRAK ... viii
ABSTRACT ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xviii
BAB I PENDAHULUAN
1.1 LATAR BELAKANG MASALAH ... I-1
1.2 PERUMUSAN MASALAH ... I-3
1.3 TUJUAN PENELITIAN ... I-4
1.4 MANFAAT PENELITIAN ... I-4
1.5 BATASAN MASALAH ... I-4
1.6 ASUMSI ... I-4
1.7 SISTEMATIKA PENULISAN ... I-5
BAB II TINJAUAN PUSTAKA
2.1 PROSES PEMESINAN ... II-1
2.2 PROSES MILLING ... II-3
2.2.1 Macam –Macam Proses Milling ... II-4
2.2.2 Mesin Milling CNC ... II-6
2.2.3 Bagian Utama Mesin Milling CNC ... II-7
2.2.4 Parameter Pemotongan ... II-9
commit to user
xi
2.3.1 Model Optimisasi Penentuan Parameter Pemotongan ... II-12
2.3.2 Kendala Model ... II-13
2.4 METODE OPTIMISASI MULTIOBJEKTIF ... II-16
2.4.1 Function Transformation ... II-16 2.4.2 Metode Pembobotan Fungsi Tujuan ... II-18
BAB III METODOLOGI PENELITIAN
3.1 TAHAP IDENTIFIKASI MASALAH... III-1
1. Studi Pustaka ... III-2
2. Perumusan Masalah ... III-2
3. Penentuan Tujuan dan Manfaat Penelitian ... III-2
3.2 TAHAP PENGEMBANGAN MODEL OPTIMISASI ... III-3
1. Model Optimisasi Pada Proses Milling ... III-3
2. Model Function Transformation ... III-4
3.3 TAHAP ANALISIS MODEL ... III-4
3.4 TAHAP KESIMPULAN DAN SARAN... III-5
BAB IV PENGEMBANGAN MODEL OPTIMISASI
4.1 MODEL OPTIMISASI PADA PROSES MILLING ... IV-1
4.1.1 Penentuan Fungsi Tujuan ... IV-2
4.1.2 Penentuan Batasan ... IV-3
4.1.3 Objek Kajian Optimisasi pada Pengembangan Model ... IV-7
4.1.4 Penetapan Parameter Pemotongan pada Mesin CNC Milling ... IV-8
4.1.5 Maksimum Waktu Pemesinan ... IV-10
4.1.6 Minimasi Waktu Pemesinan ... IV-11
4.1.7 Maksimasi Kekasaran Permukaan ... IV-12
4.1.8 Minimasi Kekasaran Permukaan ... IV-13
4.2 MODEL FUNCTION TRANSFORMATION ... IV-14
4.3 PEMBOBOTAN FUNGSI TUJUAN ... IV-15
BAB V ANALISIS
5.1 ANALISIS WAKTU PEMESINAN ... V-1
5.2 ANALISIS KEKASARAN PERMUKAAN ... V-2
5.3 ANALISIS PARAMETER PEMOTONGAN YANG OPTIMAL ... V-3
commit to user
xii
5.5 ANALISIS SENSITIVITAS PADA PROSES PEMOTONGAN DENGAN
MESIN CNC ... V-5
BAB VI KESIMPULAN DAN SARAN
6.1 KESIMPULAN ... VI-1
6.2 SARAN ... VI-2
DAFTAR PUSTAKA
commit to user
xiii
DAFTAR TABEL
BAB II TINJAUAN PUSTAKA
Tabel 2.1 Klasifikasi Proses Pemesinan Berdasarkan Permukaan yang
Dihasilkan ... II-2
BAB IV PENGEMBANGAN MODEL
Tabel 4.1 Parameter Pemesinan ... IV-8
Tabel 4.2 Nilai Maksimum dan Minimum Setiap Fungsi Tujuan ... IV-14
Tabel 4.3 Hasil Optimisasi dengan Pembobotan Fungsi Tujuan ... IV-16
BAB V ANALISIS
Tabel 5.1 Hasil Optimisasi Perubahan Diameter Pahat ... V-6
Tabel 5.2 Hasil Optimasi Perubahan Maksimum Daya Mesin ... V-7
commit to user
xiv
DAFTAR GAMBAR
BAB II TINJAUAN PUSTAKA
Gambar 2.1 Proses Up dan Down Milling ... II-3
Gambar 2.2 Periperal Milling ... II-4
Gambar 2.3 Macam-Macam Operasi Periperal Milling ... II-5
Gambar 2.4 Alat Potong pada Periperal Milling ... II-5
Gambar 2.5 Milling Simetri dan Tidak Simetri ... II-6
Gambar 2.6 Mesin Milling CNC ... II-7
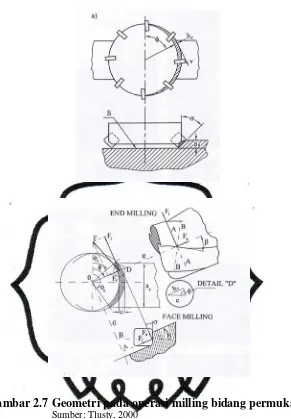
Gambar 2.7 Geometri pada Operasi Milling Bidang Permukaan ... II-11
Gambar 2.8 Geometri Gaya Pemotongan ... II-14
BAB III METODOLOGI PENELITIAN
Gambar 3.1 Metodologi Penelitian... III-1
BAB V ANALISIS
Gambar 5.1 Grafik Waktu Pemesinan ... V-1
Gambar 5.2 Grafik Kekasaran Permukaan ... V-2
Gambar 5.3 Grafik Pembobotan Fungsi Tujuan Terhadap Feed per
Tooth ... V-4
Gambar 5.4 Grafik Pembobotan Fungsi Tujuan Terhadap Waktu
Pemesinan ... V-4
Gambar 5.5 Grafik Pembobotan Fungsi Tujuan Terhadap Kekasaran
commit to user
xv
DAFTAR LAMPIRAN
Lampiran 1 Input Model pada Lingo 9.0
commit to user
ABSTRAK
Lisyani Nafari Susana, NIM: I 0307052, PENGEMBANGAN MODEL
MULTI-OBJECTIVE OPTIMIZATION UNTUK MENENTUKAN
PARAMETER PEMOTONGAN SINGLE-PASS DENGAN END MILLING. Skripsi, Surakarta: Jurusan Teknik Industri Fakultas Teknik, Universitas Sebelas Maret, Oktober 2011.
Pada pembuatan produk-produk manufaktur seperti cetakan, salah satu karakteristik kualitas yang diperhatikan adalah kekasaran permukaan produk karena permukaan cetakan tersebut akan menjadi permukaan produk akhir yang diproduksi. Apabila perusahaan manufaktur menginginkan produk akhir yang mempunyai permukaan yang halus, maka cetakan yang digunakan harus mempunyai kekasaran permukaan yang minimum. Kekasaran permukaan yang minimum dapat diperoleh dengan melakukan pemesinan menggunakan nilai feed per tooth yang kecil. Semakin rendah nilai feed per tooth maka kekasaran permukaan yang dihasilkan semakin halus, begitu pula sebaliknya. Namun disisi lain, apabila nilai feed per tooth kecil maka proses pemesinan produk tersebut membutuhkan waktu yang lama sehingga dapat menurunkan tingkat produktivitas dan menyebabkan terjadinya pemborosan fasilitas yaitu penggunaan mesin milling
CNC yang tidak efektif. Untuk memperoleh kualitias produk yang bagus dan produktivitas yang tinggi, perusahaan harus meminimumkan kekasaran permukaan dan waktu pemesinan. Tujuan pada penelitian ini yaitu untuk mengembangkan model optimisasi multiobjektif yang dapat digunakan untuk menentukan parameter pemotongan dalam pemotongan single-pass yang optimal untuk meminimumkan kekasaran permukaan dan waktu pemesinan. Dua fungsi tujuan pada penelitian ini mempunyai satuan yang berbeda yaitu satuan waktu dan kekasaran permukaan. Salah satu cara untuk menyelesaikan persamaan ini yaitu menggunakan metode function transformation. Model optimisasi diilustrasikan dengan contoh kasus. Hasil analisis menunjukkan bahwa model optimisasi yang dikembangkan dapat menyeimbangkan dua fungsi tujuan yang berbeda. Pada penelitian ini diperoleh parameter pemotongan yang optimal yaitu feed per tooth
sebesar 0,86 mm/tooth dan cutting speed sebesar 94,2 m/menit.
Kata Kunci : optimasi multiobjektif, kekasaran permukaan, waktu pemesinan, function transformation, milling CNC.
commit to user
ABSTRACT
Lisyani Nafari Susana, NIM: I 0307052, A MULTI-OBJECTIVE OPTIMIZATION MODEL TO DETERMINE OPTIMAL CUTTING PARAMETERS IN SINGLE-PASS CUTTING OF END MILLING. Thesis, Surakarta: Industrial Engineering, Faculty of Engineering, Sebelas Maret University, Oktober 2011.
In manufactured products such as mold, one of the important quality characteristic is the surface roughness since it will be comes the surface of the final products. If manufacture companies wants their final products have a smooth surface, then the mold must have a minimum surface roughness. Which it can be obtained using a lower feed per tooth. Lower feed per tooth leads to a long machining time. That will decrease productivity and ineffective use of milling CNC machine. Due to the quality characteristic and productivity, a company must minimizing the surface roughness and machining time. To overcome the problem, we used a multi-objective model. The aim of this research is to develop a multi-multi-objective optimization model which can be used to determine optimal cutting parameters in single-pass to minimize surface roughness and machining time. Both objective functions have different units. So, function transformation is used. To show the implementation of the model, we provide a numerical example. The results show that the model can be used to balance both objective functions and obtained the optimal feed per tooth of 0,86 mm/tooth and cutting speed of 94,2 m/minute.
Keywords : multi-objective optimization, surface roughness, machining time, function transformation, milling CNC.
commit to user
I-1
BAB I
PENDAHULUAN
Bab ini menjelaskan tentang latar belakang masalah, perumusan masalah,
tujuan penelitian, batasan masalah, asumsi penelitian dan sistematika penulisan.
Keseluruhan penjelasan dalam bab ini diharapkan dapat memberikan gambaran
umum tentang penelitian ini dan perlunya penelitian ini dilakukan. Uraian lebih
lengkap akan dijelaskan dalam sub bab berikut.
1.1LATAR BELAKANG
Teknologi CNC (Computer Numerical Control)merupakan salah satu sistem pengendali yang banyak digunakan untuk mengendalikan atau mengatur
pengoperasian mesin perkakas dengan sistem komputerisasi. Mesin CNC merupakan
mesin yang menggunakan teknologi CNC untuk melakukan proses pemesinannya.
Mesin CNC digunakan untuk beberapa proses pemesinan. Salah satu proses
pemesinan yang dapat dilakukan dengan mesin CNC yaitu proses milling. Proses
milling digunakan dalam berbagai industri manufaktur termasuk pada sektor penerbangan dan automotif (Lou dkk.,1999). Proses milling merupakan proses pemesinan yang dilakukan dengan alat potong yang berputar dimana disekeliling alat
potong tersebut terdapat beberapa mata pahat. Proses pemesinan pada milling dapat diklasifikasikan menjadi 2 yaitu face milling dan peripheral milling (Gupta dkk., 2009). Pada penelitian ini, proses pemesinan difokuskan pada proses face milling. Face milling merupakan proses milling dimana alat potong dipasang pada poros yang tegak lurus terhadap benda kerja (Gupta dkk., 2009). Pada proses pemotongan pada
milling terdapat dua gerakan pemakanan yaitu single-pass dan multi-pass. Penelitian ini hanya membatasi pada gerakan pemotongan single-pass yaitu pemotongan benda kerja dengan melakukan satu kali gerakan pemakanan.
Proses milling merupakan salah satu proses yang digunakan dalam membuat produk-produk manufaktur seperti cetakan, part-part mesin dan lain-lain. Pada
commit to user
I-2
produk sangat diperhatikan karena permukaan cetakan tersebut akan menjadi
permukaan produk akhir yang diproduksi menggunakan cetakan tersebut. Apabila
perusahaan menginginkan produk akhir yang mempunyai permukaan halus, maka
cetakan yang digunakan juga cetakan yang mempunyai permukaan yang halus.
Apabila permukaan produk yang dihasilkan mempunyai kualitas permukaan bagus
maka secara signifikan akan meningkatkan fatigue strength, tahan korosi, dan lain-lain (Rashid dkk., 2009).
Kualitas permukaan suatu produk dapat dilihat dari kekasaran permukaannya,
semakin kecil kekasaran permukaan suatu benda maka kualitas permukaannya
semakin baik. Kekasaran permukaan suatu produk dipengaruhi oleh faktor terkendali
dan faktor tidak terkendali. Faktor terkendali yang mempengaruhi kekasaran
permukaan suatu produk yaitu parameter permotongan seperti feed rate atau feed per tooth, spindle speed atau cutting speed dan depth of cut sedangkan faktor tidak terkontrol antara lain geometri pahat dan material baik pahat maupun benda kerja
(Lou dkk., 1999).
Salah satu cara untuk menimimumkan kekasaran permukaan adalah
melakukan proses pemesinan dengan menggunakan nilai feed per tooth yang kecil.
Semakin rendah nilai feed per tooth maka kekasaran permukaan semakin baik, begitu pula sebaliknya apabila feed per tooth bernilai tinggi maka permukaan produk semakin kasar. Apabila nilai feed per tooth rendah maka pemesinan produk tersebut membutuhkan waktu yang lama sehingga dapat menurunkan tingkat produktifitas dan
menyebabkan terjadinya pemborosan fasilitas yaitu penggunaan mesin CNC yang
tidak efektif. Oleh karena itu perlu dilakukan pemilihan parameter pemotongan yang
tepat agar mendapat kualitas permukaan produk yang baik dan waktu pemesinan yang
efektif.
Beberapa penelitian telah dilakukan untuk memperoleh parameter yang
commit to user
I-3
dkk (2009) mengembangkan model untuk memprediksi kekasaran permukaan dalam
milling CNC dengan menggunakan mathematic modeling. Ahmad dkk (2005) mengembangkan model untuk meminimumkan waktu pemesinan dengan
menggunakan self-organizing adaptive penalty berdasarkan Algoritma Genetika untuk memperoleh feed per tooth dan cutting speed yang optimal. Pada penelitian ini dikembangkan model optimisasi untuk meminimalkan waktu pemesinan dan
kekasaran permukaan dengan menentukan parameter pemotongan yang optimal.
Ahmad dkk (2005) mengoptimalkan parameter pemotongan yaitu cutting speed dan feed per tooth untuk memperoleh waktu pemesinan yang minimum. Sedangkan Sahil dkk (2010) melakukan penelitian tentang kekasaran permukaan dan
memperoleh hasil bahwa kekasaran permukaan dipengaruhi paling besar oleh feed per tooth dengan signal to noise ratio terhadap kekasaran permukaan sebesar 5,023, kemudian diikuti oleh cutting speed dengan signal to noise ratio terhadap kekasaran permukaan sebesar 4,720 dan yang terakhir adalah depth of cut dengan signal to noise ratio terhadap kekasaran permukaan sebesar 2,141. Pada penelitian ini parameter pemotongan yang dioptimalkan adalah cutting speed dan feed per tooth.
Penelitian ini mempunyai dua fungsi tujuan yaitu meminimumkan waktu
pemesinan dan kekasaran permukaan. Model optimisasi yang mempunyai lebih dari
satu fungsi tujuan termasuk model optimisasi multi-objective. Beberapa metode untuk menyelesaikan permasalahan multi-objective yaitu pareto optimality, necessary and sufficient conditions, efficiency and dominance, compromise solution, dan function transformation (Marler dkk., 2004). Fungsi tujuan pada penelitian ini mempunyai besaran satuan yang berbeda yaitu satuan waktu dan satuan kekasaran permukaan
maka metode function transformation dipilih untuk menyelesaikan permasalahan ini.
1.2PERUMUSAN MASALAH
Pada penelitian ini, permasalahan yang dibahas adalah bagaimana
mengembangkan model optimisasi multiobjektif yang dapat digunakan untuk
singe-commit to user
I-4
pass pada end milling untuk meminimumkan kekasaran permukaan dan waktu pemesinan.
1.3TUJUAN PENELITIAN
Tujuan dalam penelitian ini yaitu:
1. Menghasilkan model optimisasi multiobjektif yang dapat digunakan untuk
meminimumkan waktu pemesinan dan kekasaran permukaann.
2. Menentukan parameter pemotongan yaitu feed per tooth dan cutting speed yang optimal.
1.4MANFAAT PENELITIAN
Manfaat dalam penelitian ini adalah memberikan metode alternatif dalam
menentukan parameter pemotongan yang optimal pada proses pemotongan single-pass dengan mesin milling CNC untuk menghasilkan waktu pemesinan dan kekasaran permukaan yang minimum.
1.5BATASAN MASALAH
Batasan masalah pada penelitian ini, sebagai berikut:
1. Operasi milling CNC yang diteliti adalah operasi face milling.
2. Parameter pemotongan yang dioptimalkan yaitu kecepatan potong (cutting speed) dan feed per tooth.
3. Pada penelitian ini yang diteliti pada proses pemotongan single-pass dengan end milling yaitu proses pemesinan benda kerja yang berlangsung satu tahap atau satu kali pemakanan.
1.6ASUMSI PENELITIAN
Asumsi penelitian diperlukan untuk menyederhanakan kompleksitas
permasalahan yang diteliti. Asumsi-asumsi yang digunakan, sebagai berikut:
1. Cairan pendingin (cutting fluid/cooling) mengalir secara penuh dan konstan sehingga kondisi kecepatan potong optimum diperoleh.
commit to user
I-5
1.7SISTEMATIKA PENELITIAN
Sistematika penulisan merupakan gambaran umum mengenai tata cara
penyusunan laporan penelitian dan isi pokok dari laporan penelitian ini. Penjelasan
mengenai sistematika penulisan, sebagai berikut:
BAB I PENDAHULUAN
Bab ini menguraikan berbagai hal mengenai latar belakang penelitian,
perumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah,
asumsi-asumsi dan sistematika penulisan. Uraian bab ini dimaksudkan
untuk menjelaskan latar belakang penelitian yang sesuai dengan tujuan
dengan batasan dan asumsi yang digunakan.
BAB II TINJAUAN PUSTAKA
Bab ini menguraikan tentang telaah literatur, referensi atau jurnal yang
mendukung penelitian serta hasil-hasil dari penelitian yang ada
sebelumnya.
BAB III METODOLOGI PENELITIAN
Bab ini membahas mengenai langkah-langkah pemecahan masalah pada
penelitian yang dilakukan. Tahap-tahap penelitian dimulai dari tahap
identifikasi masalah, tahap pengembangan model dan aplikasi, tahap
analisis hingga tahap penarikan kesimpulan dan saran, semuanya diuraikan
secara rinci pada bab ini.
BAB IV PENGEMBANGAN MODEL
Bab ini membahas secara rinci mengenai pengembangan model yang sudah
ada, aplikasi model yang dikembangkan dan penentuan parameter yang
optimal.
BAB V ANALISIS DAN INTERPRESTASI HASIL
commit to user
I-6 BAB VI KESIMPULAN DAN SARAN
Bab ini menguraikan target pencapaian dari tujuan penelitian dan simpulan
yang diperoleh dari pembahasan bab-bab sebelumnya. Bab ini
commit to user
II-1
BAB II
TINJAUAN PUSTAKA
Pada bagian ini akan diuraikan teori-teori yang digunakan dalam pencapaian
tujuan penelitian. Teori-teori yang digunakan dalam penelitian ini meliputi konsep
pemesinan, milling, dan teori optimisasi.
2.1 PROSES PEMESINAN
Pemesinan adalah proses pembentukan suatu bagian atau part dengan cara
memotong material. Pemesinan dilakukan menggunakan sebuah alat potong yang
mana alat potong tersebut harus lebih keras daripada material yang diproses.
Proses pemesinan dilakukan dengan menekan alat potong pada material sehingga
material terpotong sesuai dengan pola yang diinginkan. Peralatan yang digunakan
untuk proses pemotongan disebut machine tool. Hampir semua produk casting
dan produk yang dibentuk dengan proses deformasi memerlukan beberapa proses
pemesinan untuk mendapatkan bentuk yang diinginkan atau karakteristik
permukaan yang diinginkan (Creese, 1999).
Perbedaan proses pemesinan dengan proses pembentukan produk lainnya
(casting dan proses deformasi). Pemesinan, material dikurangi dari benda kerja
awal untuk mendapatkan bentuk yang diinginkan. Material yang dibuang dalam
proses pemesinan ini dalam bentuk geram, namun juga dapat berbentuk serbuk
atau partikel. Alasan memilih pemesinan daripada casting atau proses deformasi
untuk pembentukan produk disebabkan pemesinan, yaitu:
1. Meningkatkan toleransi dimensi
2. Meningkatkan kualitas permukaan akhir
3. Membuat produk yang memiliki geometri yang komplek
4. Mempunyai tingkat ekonomis yang rendah karena biaya pemesinan yang
rendah dan sangat fleksibel.
5. Memerlukan waktu set-up yang sedikit.
Proses pemesinan diklasifikasikan berdasarkan tipe alat potong yang
digunakan, tipe permukaan yang dihasilkan dan kapabilitas proses.
Pengklasifikasian berdasarkan tipe permukaan yang dihasilkan lebih penting
commit to user
II-2
dipertimbangkan dalam proses manufaktur. Klasifikasi proses pemesinan
berdasarkan tipe permukaan yang dihasilkan dapat dijelaskan pada Tabel 2.1.
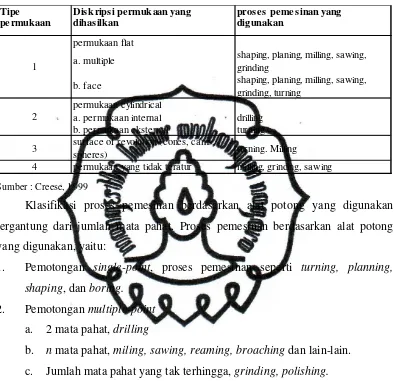
Tabel 2.1 Klasifikasi Proses Pemesinan Berdasarkan Permukaan yang
Dihasilkan
Tipe pe rmukaan
Dis krips i pe rmukaan yang dihasilkan
prose s pe me s inan yang digunakan
permukaan flat
a. multiple shaping, planing, milling, sawing, grinding
b. face shaping, planing, milling, sawing, grinding, turning
permukaan cylindrical
a. permukaan internal drilling b. permukaan eksternal turning
3 surface of revolution (cones, cams,
spheres) turning. Milling
4 permukaan yang tidak teratur milling, grinding, sawing 2
1
Sumber : Creese, 1999
Klasifikasi proses pemesinan berdasarkan alat potong yang digunakan
tergantung dari jumlah mata pahat. Proses pemesinan berdasarkan alat potong
yang digunakan, yaitu:
1. Pemotongan single-point, proses pemesinan seperti turning, planning,
shaping, dan boring.
2. Pemotongan multiple-point
a. 2 mata pahat, drilling
b. n mata pahat, miling, sawing, reaming, broaching dan lain-lain.
c. Jumlah mata pahat yang tak terhingga, grinding, polishing.
Klasifikasi proses pemesinan berdasarkan kapabilitas prosesnya merupakan
klasifikasi yang banyak digunakan, tapi klasifikasi ini sulit untuk mengevaluasi
operasi manakah yang paling bagus untuk proses yang spesifik. Klasifikasi
berdasarkan proses dan kapabilitasnya, yaitu:
1. Turning
2. Drilling
3. Shaping
commit to user
II-3
2.2 PROSES MILLING
Milling merupakan proses pemesinan yang dilakukan dengan alat potong
yang berputar dimana disekeliling alat potong tersebut terdapat beberapa mata
pahat (Gupta, 2009). Proses milling dapat digunakan untuk membuat permukaan
yang datar atau permukaan yang melengkung dan bentuk-bentuk rumit lainnya.
Proses milling menghasilkan produk yang mempunyai akurasi yang tepat dan
mempunyai permukaan akhir yang bagus.
Secara umum ada dua macam proses milling yaitu proses up milling atau
proses milling konvensional dan proses down milling. Di dalam proses up milling,
arah rotasi alat potong dan arah gerak benda kerja saling berlawanan sedangkan
pada proses down milling arah rotasi alat potong dan benda kerja searah. Proses
up milling menghasilkan geram yang sedikit pada saat awal pemakanan dan
menghasilkan geram yang tebal pada saat alat potong meninggalkan permukaan
benda kerja sedangkan pada proses down milling yang terjadi adalah sebaliknya.
Pada proses up milling, mata pahat berusaha sampai dasar benda kerja
sedangkan pada proses down milling sebaliknya. Secara teknis, proses down
milling merupakan proses superior tapi proses up milling merupakan proses yang
paling umum digunakan. Proses down milling tidak dapat digunakan kecuali
menggunakan mesin milling yang sudah dilengkapi dengan backlash eliminator.
Gambar 2.1 Proses up dan down milling
commit to user
II-4
2.2.1 Macam-Macam Proses Milling
Proses milling dibagi menjadi dua yaitu peripheral milling dan face milling.
Pada peripheralmilling, mata pahat umumnya berada pada sekeliling alat potong
dan permukaan yang digunakan untuk milling sejajar dengan sumbu potongnya.
Sedangkan pada face milling, meskipun mata pahat berada pada permukaan
seperti pada peripheral milling, permukaan yang dihasilkan sejajar dengan
permukaan alat potong dan tegak lurus terhadap sumbu potongnya.
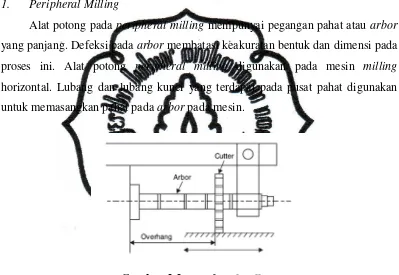
1. Peripheral Milling
Alat potong pada peripheral milling mempunyai pegangan pahat atau arbor
yang panjang. Defeksi pada arbor membatasi keakuratan bentuk dan dimensi pada
proses ini. Alat potong peripheral milling digunakan pada mesin milling
horizontal. Lubang dan lubang kunci yang terdapat pada pusat pahat digunakan
untuk memasangkan pahat pada arbor pada mesin.
Gambar 2.2 Peripheral milling
Sumber: Gupta dkk., 2009
Peripheral milling dapat diadopsi untuk operasi pemesinan seperti slab
milling, slot milling, side and face milling, form milling, straddle milling dan gang
milling. Operasi pemesinan peripheral milling dapat dijelaskan pada Gambar 2.3
commit to user
II-5
Gambar 2.3 Macam-macam operasi peripheral milling
Sumber: Gupta dkk., 2009
Gambar 2.4 Alat Potong Pada Peripheral Milling
Sumber : Gupta dkk (2009)
2. Face Milling
Face milling digunakan pada operasi milling yang tingkat pengurangan
material. Pada face milling, posisi alat potong terhadap benda kerja haruslah
signifikan. Ada tiga posisi yang mungkin terjadi yaitu alat potong tepat pada
tengah benda kerja, alat potong tidak pada tengah benda kerja tapi sedikit geser
kearah keluar benda kerja atau masuk kearah benda kerja. Ketiga posisi ini
commit to user
II-6
Gambar 2.5 Milling simetri dan tidak simetri Sumber: Gupta dkk., 2009
2.2.2 Mesin Milling CNC
Mesin CNC adalah mesin yang dioperasikan dengan menggunakan
perintah-perintah yang diprogram secara abstrak dan disimpan di suatu media
penyimpanan. Salah satu jenis mesin CNC adalah mesin milling CNC. Mesin
milling CNC adalah mesin milling dengan pergerakan meja mesin (sumbu X dan
Y) serta spindel (rumah cutter) dikendalikan oleh suatu program. Program tersebut
berisi langkah-langkah perintah yang dijalankan oleh mesin CNC. Program
tersebut dibuat langsung pada mesin CNC (huruf per huruf, angka per angka),
yang hasil programnya disebut dengan program NC, atau dibuat menggunakan PC
plus software khusus untuk membuat program NC. Program seperti ini disebut
dengan CAM. Kelemahan pembuatan program NC dengan cara manual pada
mesin CNC adalah waktu yang diperlukan lama, akurasi tidak terjamin, mesin
commit to user
II-7
Gambar 2.6 Mesin milling CNC Sumber: www.emco.co.uk
2.2.3 Bagian Utama Mesin Milling CNC
Bagian utama pada mesin milling CNC digambarkan, sebagai berikut:
1. Meja (bed) mesin.
Mesin milling CNC bisa bergerak dalam 2 sumbu secara bersamaan yaitu
sumbu X dan sumbu Y. Setiap sumbunya dilengkapi dengan motor penggerak,
ball screw plus bearing dan guide way slider untuk akurasi pergerakannya.
Pelumasannya, beberapa mesin menggunakan minyak oli dengan jenis dan merk
tertentu dan beberapa mesin menggunakan grease. Pelumasan ini sangat penting
untuk menjaga kehalusan pergerakan meja, dan menghindari kerusakan ballscrew,
bearing atau guidewayslider. Pemberian pelumas wajib dilakukan kecuali mesin
tidak digunakan. Meja ini dapat digerakkan secara manual dengan menggunakan
handle eretan.
2. Spindle mesin.
Spindle mesin merupakan bagian dari mesin yang menjadi rumah cutter.
Spindle inilah yang mengatur putaran dan pergerakan cutter pada sumbu Z.
Spindle inipun digerakkan oleh motor yang dilengkapi oleh transmisi berupa
belting atau kopling. Seperti halnya meja mesin, spindle ini juga dapat digerakkan
oleh handle eretan yang sama. Pelumasan untuk spindle ini ditangani oleh
pembuat mesin. Spindle inilah yang memegang arbor cutter dengan batuan udara
commit to user
II-8 3. Motor servo
Penggerak piranti eretan-eretan diisyaratkan motor-motor yang cepat dan
sempurna. Motor yang cocok adalah motor arus searah yang khusus
dikembangkan, berupa motor servo. Motor servo dilengkapi dengan generator
tacho untuk pengukuran jumlah putaran, pemeriksa posisi dan sebuah rem yang
ditempatkan. Motor servo diperlukan untuk menggerakan eretan, motor servo
dapat bereaksi cepat dan tanpa kejutan, arah putarannya dapat berubah dengan
cepat, dan dapat dalam waktu yang singkat sekali pada kecepatan tertentu hingga
keadaan berhenti. Berarti motor itu satu kali menggerakan (sebagai motor) dan
lain kali itu mengerem (sebagai generator).
Motor servo memenuhi syarat, yaitu:
a. Sebuah sistem servo dapat mempercepat dan memperlambat dalam dua arah,
sehingga dapat mencapai jumlah putaran maksimal.
b. Sebuah sistem servo mempunyai sebuah kopel yang besar untuk keseluruhan
daerah pengatur.
c. Sebuah sistem servo mempunyai karakteristik putaran kopel rata.
d. Kecepatannya dapat diatur secara sempurna misal dari 0,5 mm/s sampai 30
m/s.
e. Sistemnya mempunyai kepastian bekerja yang sangat tinggi dan tidak banyak
persyaratan pemeliharaan.
f. Suatu perbandingan yang baik usaha atau berat dan kopel atau berat.
4. Magasintool.
Satu program NC biasanya menggunakan lebih dari satu tool/cutter dalam
satu operasi pemesinan. Pertukaran cutter yang satu dengan yang lainnya
dilakukan secara otomatis melalui perintah yang tertera pada program. Oleh
karena itu ada tempat khusus untuk menyimpan tool-tool yang digunakan selama
proses pemesinan.
Magasin tool adalah tempat peletakkan tool/cutter standby yang digunakan
dalam satu operasi pemesinan. Magasin tersebut memiliki banyak slot untuk
commit to user
II-9 5. Monitor.
Pada bagian depan mesin terdapat monitor yang menampilkan data-data
mesin mulai dari settingparameter, posisi koordinat benda dan pesan error.
6. Panel Kontrol
Panel kontrol adalah kumpulan tombol-tombol panel yang terdapat pada
bagian depan mesin dan berfungsi untuk memberikan perintah-perintah khusus
pada mesin, seperti memutar spindle, menggerakkan meja, mengubah setting
parameter. Masing-masing tombol ini diketahui dan dipahami betul oleh seorang
CNC Setter.
7. Coolanthouse.
Setiap mesin pasti dilengkapi dengan sistem pendinginan untuk cutter dan
benda kerja. Umum digunakan air coolant dan udara bertekanan, melalui selang
yang dipasang pada blokspindle.
2.2.4 Parameter Pemotongan
Pada proses milling, logam dibuang dari benda kerja awal dengan pahat
single atau multiple point. Agar efsien dalam penggunaan mesin, maka penentuan
parameter pemotongan ditetapkan terlebih dahulu sebelum benda kerja diproses
(Ahmad dkk, 2005). Parameter pemotongan dalam milling, sebagai berikut:
1. Diameter alat potong..
2. Jumlah mata potong (flute).
3. Jumlah pass.
Proses milling terdapat dua macam gerakan pemakanan yaitu single-pass
dan multipass. Single-pass merupakan proses milling yang melakukan satu
kali gerakan pemakanan sedangkan multi-pass merupakan proses milling
yang melakukan banyak gerakan pemakanan. Pada proses milling
single-pass besarnya depth of cut yaitu setebal benda kerja yang ingin dikurangi
(Chang dkk., 1998).
4. Kedalaman pemotongan (depth of cut).
Kedalaman pemotongan adalah rata–rata selisih dari tebal benda kerja
commit to user
II-10
pemotongan juga dapat dilihat dari lebar geram yang dihasilkan (Chang dkk.,
1998).
5. Spindle speed.
Spindle speed adalah kecepatan putaran alat potong dalam proses milling
yangdihasilkan oleh putaran spindelpada mesin yang merupakan frekuensi
putaran diukur dalam RPM (revolutions per minute).
N = 遈===䁀
뀈Ƽ ... (2.1)
dengan; N : Kecepatan putaran, rev/menit
ν : Kecepatan potong, m/menit
D : Diameter alat potong, mm
π : Konstanta, seharga 3,14
6. Feed per tooth dan feed rate
Feed per tooth didefinisikan sebagai gerakan relatif lateral antara pahat
dengan benda kerja selama proses pemesinan. Pada milling, feed per tooth
didefinisikan sebagai pemakanan alat potong tiap perputaran mata pahat
dengan satuan mm/tooth. Feed rate didefinisikan sebagai kecepatan
pemakanan dengan satuan mm/menit (Chang dkk., 1998).
f = fz .Zn. N ...(2.2)
dengan; f : feed rate, mm/ menit
fz : feed per tooth, mm/tooth Zn : jumlah gigi pada alat pemotong N : putaran spindle mesin, rad/menit
7. Cutting speed.
Cutting speed adalah kecepatan linear maksimum antara pahat dan benda
kerja. Cutting speed dapat ditentukan sebagai fungsi dari diameter pahat dan
commit to user
II-11
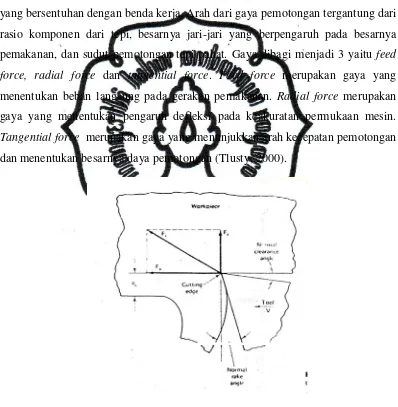
Gambar 2.7 Geometri pada operasi milling bidang permukaan Sumber: Tlusty, 2000
Pada Gambar 2.6, dapat dilihat geometri pada operasi milling. hr merupakan ketebalan geram yang dihasilkan dengan v adalah kecepatan
pemotongan. Depth of cut disimbolkan dengan a yaitu ketebalan benda kerja yang
akan dikurangi.
2.3 MODEL OPTIMISASI
Permasalahan dapat disederhanakan menjadi permasalahan single-objektif
dengan satu tujuan utama. Namun sering sulit untuk mendefinisikan semua aspek
dalam satu tujuan. Agar dapat mendefiniskan semua aspek, multi-objektif
merupakan salah satu pilihan yang tepat. Permasalahan multi-objektif adalah
multi-commit to user
II-12
objectif sudah digunakan selama dua dekade terakhir dan pengaplikasiannya di
dunia nyata semakin meningkat.
Pada optimisasi single-objective, ruang pencarian penyelesaian sudah
didefinisikan dengan baik. Sedangkan pada optimisasi multi-objektif, terdapat
beberapa fungsi tujuan yang saling bertentangan apabila dioptimalkan secara
berurutan. Permasalahan multi-objektif tidak terdapat satu penyelesaian yang
optimal namun beberapa penyelesaian yang punya kualitas yang sama. Ketika
beberapa fungsi tujuan dioptimalkan dalam satu waktu maka ruang pencarian
penyelesaian menjadi terpisah-pisah. Untuk mendapatkan penyelesaian yang
optimal, akan terjadi trade-off diantara fungsi tujuan yang bertentangan tersebut
(Abraham dkk., 2005).
Optimisasi multiobjektif secara umum dapat ditulis dengan persamaan
sebagai berikut :
Maksimasi atau minimasi Z (x1, x2, ….xn) ... (2.3)
= [Z1(x1, x2, ….xn), Z2(x1, x2, ….xn),…. Zp(x1, x2,
….xn)]
Batasan masalah gi (x1, x2, ….xn) ≤ 0, dimana i = 1,2….. m
xj ≥ 0, dimana j = 1,2 …..n
dengan; Z (x1, x2, ….xn) adalah fungsi tujuan multiobjektif dan Z1(x1,x2,….xn),
Z2(x1, x2, ….xn),…. Zp(x1, x2, ….xn) adalah fungsi tujuan individual.
2.3.1 Model Optimisasi Penentuan Parameter Pemotongan
Perusahaan manufaktur menginginkan kualitas produk yang bagus dan
produktivitas yang tinggi. Salah satu cara untuk mendapatkan kualitas produk
yang bagus dan produktivitas yang tinggi adalah meminimumkan waktu
pemesinan dan kekasaran permukaan suatu produk. Model optimisasi untuk
meminimumkan waktu pemesinan yang dijadikan acauan utama pada penelitian
ini adalah penelitian yang dilakukan Ahmad dkk (2005). Ahmad dkk (2005)
mengembangkan model optimisasi untuk meminimumkan waktu pemesinan
dengan menentukan feed per tooth dan cutting speed yang optimal. Kendala-
commit to user
II-13
pemotongan, daya mesin, kecepatan spindel dan kekasaran permukaan.
Sedangkan pada penelitian ini, kekasaran permukaan dijadikan salah satu fungsi
tujuan yang ingin diminimumkan.
1. Waktu Pemesinan
Waktu pemesinan adalah total waktu yang diperlukan untuk menyelesaikan
sebuah benda kerja. Waktu pemesinan merupakan fungsi dari ukuran benda kerja,
kedalaman pemakanan (depth if cut), feed per tooth dan cutting speed. Waktu
pemesinan dapat dihitung dengan cara membagi panjang benda yang akan
diproses dengan feed rate (Chang dkk., 1998). Waktu pemesinan dapat
dirumuskan sebagai berikut (Ahmad dkk., 2005):
Tm
=
囐 ... (2.4)dengan;
Tm = waktu pemesinan (menit)
l = panjang benda kerja (mm)
f = feed rate (mm/menit)
2. Kekasaran Permukaan.
Kekasaran permukaan suatu produk secara analitik dinyatakan sebagai
fungsi dari geometri pahat dan feed per tooth. Namun, fungsi tersebut
diestimasikan untuk kekasaran permukaan pada kondisi alat potong yang bagus
dan tidak ada faktor lain yang mempengaruhinya selain feed per tooh. Cook dan
Chandaramani (1964) menyatakan bahwa kekasaran permukaan tidak hanya
dipengaruhi oleh cutting speed namun juga oleh deep of cut.
2.3.2 Kendala
Gaya dan Daya pemesinan yang diperlukan bukanlah kendala dalam
pemilihan proses pemesinan namun menjadi hal yang perlu dipertimbangkan
dalam pemilihan parameter pemotongan seperti feed per tooth, cutting speed dan
depth of cut. Daya dan gaya merupakan fungsi dari parameter pemotongan. Ketika
menggunakan pahat, mesin dan benda kerja yang sama. Secara umum, semakin
commit to user
II-14
diperlukan. Pengurangan feed per tooth, cutting speed dan depth of cut dapat
mengurangi penggunaan daya maupun gaya. Karena daya dan gaya menjadi
kendala pada hasil pemesinan, maka sangatlah penting untuk mengetahui daya
yang diperlukan pada proses pemesinan sebagai fungsi dari parameter proses
(Chang dkk., 1998).
1. Gaya Pemotongan
Gaya pemotongan yang bekerja pada pahat dihasilkan dari bagian tepi pahat
yang bersentuhan dengan benda kerja. Arah dari gaya pemotongan tergantung dari
rasio komponen dari tepi, besarnya jari-jari yang berpengaruh pada besarnya
pemakanan, dan sudut pemotongan tepi pahat. Gaya dibagi menjadi 3 yaitu feed
force, radial force dan tangential force. Feed force merupakan gaya yang
menentukan beban langsung pada gerakan pemakanan. Radial force merupakan
gaya yang menentukan pengaruh defleksi pada keakuratan permukaan mesin.
Tangential force merupakan gaya yang menunjukkan arah kecepatan pemotongan
dan menentukan besarnya daya pemotongan (Tlusty, 2000).
Gambar 2.8 Geometri gaya pemotongan Sumber : Chang dkk, 1998
Besar dan arah gaya potong ditentukan dengan menganalisis proses
terjadinya geram. Gaya pemotongan dapat dijabarkan sebagai fungsi dari gaya
commit to user
II-15
adalah gaya potong yang diperlukan untuk memotong dengan maksimum
ketebalan geram sebesar 1 mm (N/mm²). Gaya pemotongan yang digunakan tidak
boleh melebihi gaya pemotongan maksimal karena akan menyebabkan terjadinya
tool deflection, chatter dan torsion (Ahmad dkk., 2005).
2. Daya Pemesinan
Penggunaan daya dapat dihitung sebagai hasil dari cutting speed dan gaya
pemotongan. Besar daya mesin yang digunakan tidak boleh melebihi dari daya
mesin maksimal yang diijinkan pada mesin. Apabila daya mesin melebihi dari
maksimal daya mesin maka akan terjadi beberapa permasalahan dalam pemesinan.
3. Spindle Speed
Kecepatan spindle pada mesin dibatasi untuk menghindari overload yang
berlebihan dari spindle motor. Oleh karena, kecepatan spindle pada mesin
haruslah kurang dari batasan yang diperbolehkan oleh mesin. Disisi yang lain, jika
kecepatan spindle sangat kecil dari kekuatan spindel motor minimal maka mesin
akan tidak berfungsi maksimal (Ahmad dkk., 2005).
Nmin ≤ N ≤Nmax dimana N = 遈===䁀
뀈Ƽ ... (2.5)
dengan;
N : Spindle speed (rpm)
V : cutting speed (mm/min)
D : diameter pahat (mm)
4. Kendala Variabel
Penentukan kondisi pemotongan yang optimum dapat dilakukan dengan
cara mengubah-ubah variabel keputusan yaitu feed per tooth dan cutting speed.
Optimum feed rate dan cutting speed berada dalam range yang ditentukan oleh
minimum dan maksimum feed rate dan spindle speed dari mesin (Ahmad dkk.,
2005).
喐 2n6≤ f ≤ 喐 2e = 址 f
commit to user
II-16
2n6≤ ≤ 2e = 뀈 Ƽ遈===址 f ... (2.7)
dengan;
喐 2n6 dan 喐 2e : minimum dan maksimum feed rate
2n6 dan 2e : minimum dan maksimum cutting speed
2.4 METODE OPTIMISASI MULTIOBJEKTIF
Permasalahan multiobjektif yaitu permasalahan yang mempunyai dua atau
lebih fungsi tujuan tidak dapat diselesaikan dengan optimisasi sederhana. Hal ini
dikarenakan permasalahan multiobjektif biasanya mempunyai dua fungsi tujuan
yang saling trade off satu dengan yang lainnya. Beberapa metode untuk
menyelesaikan permasalahan multiobjektif yaitu pareto optimality, necessary and
sufficient conditions, efficiency and dominance, compromise solution, dan
function transformation (Marler dkk., 2004).
2.4.1 Function Transformation
Permasalahan multiobjektif merupakan permasalahan yang mempunyai
fungsi tujuan dua atau lebih sehingga tidak terdapat hanya satu penyelesaian
optimal namun beberapa penyelesaian optimal. Pada saat beberapa fungsi tujuan
multiobjektif tersebut dioptimalkan secara bersama, maka akan ditemukan ruang
pencarian penyelesaian yang terpisah-pisah. Apabila ingin menentukan manakah
penyelesaian yang optimal, maka antar fungsi tujuan akan saling trade-off satu
sama lain. Marler (2004) melakukan penelitian tentang beberapa pendekatan
untuk menyelesaikan permasalahan multi-objective meliputi pareto optimality,
necessary and sufficient condition, efficiency and dominance, compromise
solution dan function transformation.
Penelitian ini mempunyai dua fungsi tujuan yaitu meminimasi waktu
pemesinan dan kekasaran dimana dua fungsi tujuan tersebut mempunyai satuan
yang berbeda. Pada penyelesaikan permasalahan ini metode function
transformation merupakan metode yang tepat untuk menyelesaikannya karena
function transformation menghasilkan persamaan yang tidak berdimensi (Marler
dkk, 2004). Pross (2001) menyatakan function transformation dengan persamaan
commit to user
II-17
n땘ue6t 址 f ... (2.8)
persamaan tersebut mempunyai hasil yang tidak berdimensi dengan batas atas
mendekati 1 dan batas bawahnya tidak terbatas (diasumsikan batas atas (Fimax) ≠ 0). Selain persamaan diatas, function transformation juga dapat dinyatakan dalam
persamaan sebagai berikut:
n땘ue6t ... (2.9)
Persamaan ini juga menghasilkan persamaan fungsi tujuan yang tidak berdimensi.
Namun, nilai paling kecil dari Fitrans adalah 0 dan batas atasnya tidak terbatas sehingga sulit melakukan komputasi apabila penyebut pada persamaan tersebut
bernilai 0 atau negatif. Konsekuensinya, pada persamaan tersebut diasumsikan
bahwa penyebut harus positif atau penyebut pada persamaan tersebut diabsolutkan
sehingga function transformation dapat dinyatakan sebagai berikut (Marler dkk.,
2004):
n땘ue6t , Fio>0 ... (.2.10)
Persamaan yang paling robust untuk mentransformasi fungsi tujuan terlepas dari
jangkauan aslinya, sebagai berikut:
n땘ue6t 址 f ... (2.11)
dengan;
Fitrans : Function Transformation
Fi(x) : Fungsi tujuan
Fio : Minimasi fungsi tujuan
Fimax : Maksimasi fungsi tujuan
commit to user
II-18
2.4.2 Metode Pembobotan Fungsi Tujuan
Pada permasalahan multiobjektif dijumpai masing-masing fungsi tujuan
yang mempunyai fungsi utilitas yang berbeda. Salah satu metode umum pada
optimisasi multiobjektif yaitu weighted sum methot.
∑n 遈 n n ... (2.12)
dengan adalah vector bobot yang biasanya ditentukan oleh pembuat keputusan
sehingga ∑遈 遈 n =1 dan > 0. Pada metode pembobotan fungsi tujuan, apabila
satu atau lebih bobot fungsi tujuan bernilai 0 maka akan menyebabkan hasil yang
tidak optimal. Oleh karena itu, nilai bobot fungsi tujuan biasanya mencerminkan
tingkat kepentingan fungsi tujuan tersebut (Marler dkk., 2004).
commit to user
III-1
BAB III
METODOLOGI PENELITIAN
Metode penelitian menggambarkan langkah-langkah penelitian yang akan
dilakukan dalam pemecahan masalah. Adapun langkah-langkah penyelesaian
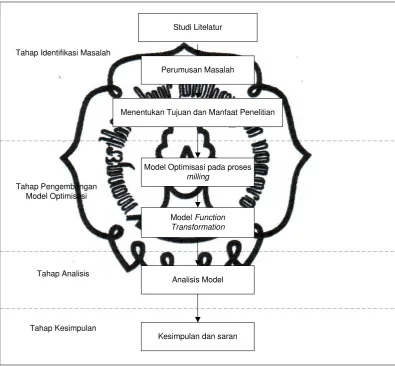
masalah seperti dalam Gambar 3.1.
Studi Litelatur
Perumusan Masalah
Menentukan Tujuan dan Manfaat Penelitian
Model Optimisasi pada proses milling
ModelFunction Transformation
Analisis Model Tahap Identifikasi Masalah
Kesimpulan dan saran Tahap Pengembangan
Model Optimisasi
Tahap Analisis
Tahap Kesimpulan
Gambar 3.1 Metodologi penelitian
Metodologi penelitian tersebut diuraikan dalam beberapa tahap dan tiap
tahapnya dijelaskan melalui langkah-langkah yang dilakukan. Uraian lebih
lengkap pada tiap tahapnya akan dijelaskan dalam sub bab berikut ini:
3.1 TAHAP IDENTIFIKASI MASALAH
Tahap identifikasi masalah meliputi beberapa tahapan pelaksanaan sebagai
commit to user
III-2
1. Studi Litelatur
Pada tahap ini dilakukan studi litelatur terhadap masalah yang diteliti.
Langkah ini dilakukan untuk menemukan permasalahan yang ada saat ini
sehingga hasil penelitian ini dapat menjadi penyelesaian permasalahan. Hasil
observasi diketahui bahwa perusahaan manufaktur menginginkan kualitas produk
yang bagus dan produktivitas yang tinggi. Pada produk hasil milling, kualitas
produk dapat dilihat dari kekasaran permukaan pada produk yang dihasilkan,
semakin kasar permukaan maka kualitas produk tersebut semakin jelek. Ukuran
produktivitas dapat dilihat dari lamanya waktu pemesinan. Semakin lama waktu
pemesinan, produktivitas semakin rendah begitupula sebaliknya. Kekasaran
permukaan dan waktu pemesinan dipengaruhi oleh pemilihan
parameter-parameter pemotongan yang digunakan seperti feed per tooth dan cutting speed.
Perusahaan manufaktur menggunakan handbook atau berdasarkan pengalaman
yang digunakan dalam menentukan parameter pemotongan. Oleh karena itu perlu
suatu metode untuk menentukan parameter pemotongan yang optimal sehingga
diperoleh kualitas produk yang bagus dan produktivitas yang tinggi. Operasi
milling terdapat dua gerakan pemakanan yaitu single-pass dan multi-pas.
Penelitian ini hanya akan meneliti operasi milling untuk single-pass.
2. Perumusan masalah
Pada tahap ini dilakukan perumusan terhadap permasalahan yang terdapat
pada proses pemesinan. Rumusan masalah dari hasil observasi adalah bagaimana
mengembangkan model optimisasi multiobjektif untuk menentukan parameter
pemotongan yang optimal di dalam perencanaan proses pemotongan single-pass
dengan end-miiling yang digunakan untuk meminimumkan waktu pemesinan dan
kekasaran permukaan.
3. Menentukan Tujuan dan Manfaat Penelitian
Tujuan yang dicapai dalam penelitian ini adalah menentukan parameter
pemotongan yang optimal dalam proses milling untuk meminimumkan kekasaran
permukaan dan waktu pemesinan. Diharap hasil dari penelitian ini dapat
commit to user
III-3
proses pemotongan single-pass dengan end milling yang optimal sehingga
diperoleh waktu pemesinan dan kekasaran permukaan yang minimum.
3.2 TAHAP PENGEMBANGAN MODEL OPTIMISASI
Pada tahap ini dilakukan pengumpulan serta pengolahan data yang
digunakan untuk mengembangkan model sehingga diperoleh nilai parameter
pemotongan yaitu feed per tooth dan cutting speed yang optimal dalam proses
pemotongan single-pass dengan end milling untuk meminimumkan waktu
pemesinan dan kekasaran permukaan.
1. Model optimisasi pada proses milling
Tahap ini dilakukan pengembangan model dari penelitian yang dilakukan
oleh Ahmad dkk (2005). Ahmad dkk (2005) mengembangkan optimisasi
parameter pemotongan pada milling untuk meminimumkan waktu pemesinan.
Batasan model yang digunakan oleh Ahmad dkk (2005) yaitu gaya pemotongan,
daya mesin, spindle speed, kekasaran permukaan dan batasan variabel. Penelitian
ini mengembangkan penelitian yang dilakukan Ahmad dkk (2005) yaitu
menambah satu fungsi tujuan yaitu kekasaran permukaan, dimana kekasaran
permukaan pada penelitain Ahmad dkk (2005) merupakan salah satu batasan
model. Batasan model yang dipertimbangkan pada penelitian ini terdiri dari daya
mesin, gaya pemotongan, kecepatan spindle dan batasan variabel keputusan.
Model yang dikembangkan diaplikasikan pada sebuah benda kerja dari
alumunium dengan dimensi 600mm x 600mm x 50 mm. Mesin yang digunakan
sebagai acuan batasan pada penelitian ini adalah mesin milling CNC dengan pahat
coromill 245 dengan maksimum daya pemesinan sebesar 0,75 kW dan maksimum
gaya potong sebesar 1000 N. Diameter pahat yang digunakan yaitu sebesar 40
mm. Pada tahap ini dilakukan optimisasi untuk menentukan parameter
pemotongan yaitu feed per tooth dan cutting speed yang optimal dengan
mempertimbangkan kendala pemesinan.
Parameter-parameter pemotongan ini akan digunakan sebagai input pada
model optimisasi. Optimisasi yang dilakukan pada tahapan ini adalah optimisasi
untuk memperoleh parameter pemotongan dengan fungsi tujuan yaitu maksimum
commit to user
III-4
maksimum dan minimum baik waktu pemesinan maupun kekasaran permukaan
akan digunakan sebagai input pada model functiontransformation.
2. Model function transformation
Penelitian ini mempunyai dua fungsi tujuan yaitu meminimumkan waktu
pemesinan dan kekasaran permukaan. Waktu pemesinan dan kekasaran
permukaan merupakan dua fungsi tujuan yang saling trade off . Apabila waktu
pemesinan diminimumkan maka kekasaran permukaan akan bernilai
maksimmum, begitu pula sebaliknya. Waktu pemesinan dan kekasaran permukaan
merupakan dia fungsi tujuan yang memiliki satuan yang berbeda yaitu satuan
waktu dan satuan kekasaran permukaan. Oleh karena itu diperlukan suatu metode
untuk menyelesaikan permasalahan ini. Salah satu metode yang dapat digunakan
untuk menyelesaiakn model optimisasi multiobjektif adalah function
transformation..
Setiap fungsi tujuan mempunyai tingkat kepentingan yang berbeda bagi
perusahaan manufaktur. Seberapa penting suatu fungsi tujuan biasanya ditentukan
oleh decision-maker di perusahaan manufaktur tersebut. Dikarenakan
masing-masing fungsi tujuan mempunyai tingkat kepentingan yang berbeda maka
diperlukan suatu bobot untuk mengukur tingkat kepentingan fungsi tujuan.
Pembobotan pada fungsi tujuan dapat dilakukan dengan menggunakan weighted
sum method. Metode ini merupakan persamaan yang umum digunakan dalam
penyelesaian permasalahan optimisasi multiobjektif.
3.3 TAHAP ANALISIS MODEL
Pada tahap ini dilakukan analisis dan interpretasi, yaitu memberikan
ulasan atau pandangan terhadap hasil pengolahan. Tahap ini juga menganalisis
sensitivitas model optimisasi multiobjektif terhadap perubahan parameter
pemotongan dan juga perubahan batasan model.
Analisis sensitivitas dilakukan denga mengubah parameter pemotongan
dana batasan-batasan model. Pada penelitian ini, analisis sensitivitas dilakukan
dengan mengubah besar diameter pahat dan juga mengubah batasan maksimum
commit to user
III-5
3.4 TAHAP KESIMPULAN DAN SARAN
Tahap ini berisi tentang kesimpulan dari penelitian yang telah dilakukan
dan juga saran-saran untuk penelitian selanjutnya. Kesimpulan dari penelitain ini
adalah menjawab permasalahan yang diteliti pada penelelitian ini yaitu berapakah
parameter pemotongan yaitu feed per tooth dan cutting speed yang optimal. Saran
commit to user
IV-1
BAB IV
PENGEMBANGAN MODEL OPTIMISASI
Pada proses optimisasi pemesinan pada milling, terdapat beberapa hal
yang berpengaruh terhadap proses pemesinan terdiri dari elemen dasar pemesinan,
jenis benda kerja yang dikerjakan, jenis alat potong dan waktu pemesinan. Hal-hal
tersebut diperhatikan dengan baik untuk memperoleh hasil yang optimum.
4.1. MODEL OPTIMISASI PADA PROSES MILLING
Proses pemesinan pada milling, model optimisasi diklasifikasikan menjadi
dua yaitu model scraping dan mulicotting. Model optimisasi scraping yaitu
melakukan pemotongan single-pass mengasumsikan bahwa hanya satu gerakan
pemakanan yang diperlukan untuk membuat geometri yang diinginkan.
Sedangkan model optimisasi multi-pass mengasumsikan bahwa dibutuhkan
beberapa gerakan pemakanan untuk membuat geometri yang diinginkan.
Penelitian ini hanya akan dibahas mengenai pengembangan model optimisasi pada
millingsingle-pass.
Salah satu karakteristik kualitas yang penting dalam proses manufaktur
adalah kekasaran permukaan produk (Ra). Semakin rendah kekasaran permukaan
suatu produk maka diperlukan waktu pemesinan yang semakin lama. Perusahaan
menginginkan waktu pemesinan yang seminimal mungkin untuk meningkatkan
produktifitas. Dikarenakan terjadi trade-off antara meminimalkan kekasaran
permukaan dan meminimalkan waktu pemesinan maka permasalahan ini termasuk
permasalahan multiobjektif.
Metode pendekatan telah dikembangkan untuk menyelesaikan
permasalahan multiobjektif terdiri dari pareto optimality, necessary and sufficient
conditions, efficiency and dominance, compromise solution dan function
transformation(Marler dkk., 2004). Penelitian ini mempunyai dua fungsi tujuan
yaitu meminimalkan kekasaran permukaan dan meminimalkan waktu pemesinan,
dimana dua fungsi tujuan tersebut mempunyai satuan yang berbeda. Salah satu
cara untuk menyelesaikan permasalahan ini adalah dengan menggunakan model
commit to user
IV-2
merupakan model pendekatan untuk menyelesaikan permasalahan multiobjektif
dengan cara mengubah fungsi tujuan yang berbeda satuan menjadi fungsi tujuan
yang tidak berdimensi atau tidak bersatuan.
4.1.1 Penentuan fungsi tujuan
Salah satu karakteristik kualitas adalah kekasaran permukaan suatu produk.
Semakin rendah kekasaran permukaan yang diingikan, semakin lama pula waktu
pemesinan yang diperlukan. Namun disisi lain, perusahaan menginginkan waktu
pemesinan yang seminimal mungkin untuk meningkatkan produktivitas. Oleh
karena itu, penelitian ini bertujuan untuk meminimumkan kekasaran permukaan
dan meminimalkan waktu pemesinan.
Penelitian ini mengembangkan penelitian yang sudah dilakukan oleh Nafis
(2005) dengan menambah satu fungsi tujuan yaitu minimasi kekasaran permukaan.
Pada penelitian yang dilakukan Nafis (2005) kekasaran permukaan merupakan
salah satu batasan yang dipertimbangkan yang kemudian pada penelitian ini
dijadikan fungsi tujuan. Pada penelitian ini fungsi tujuan yang digunakan yaitu
meminimumkan waktu pemesinan dan kekasaran permukaan yaitu sebegai
berikut:
1. Waktu pemesinan
Waktu pemesinan adalah total waktu yang dibutuhkan untuk
menyelesaikan suatu benda kerja. Waktu pemesinan dapat dihitung dengan cara
membagi panjang benda kerja yang akan diproses dengan kecepatan pemakanan
atau feed rate. Sonmez dkk (1997) menyatakan bahwa untuk operasi milling,
waktu pemesinan dinyatakan sebagai berikut :
Tm = 䪨……….……….(4.1)
dengan;
Tm : waktu pemesinan (detik)
l : panjang benda kerja (mm)
commit to user
IV-3
Feed rate merupakan kecepatan pemakanan pada proses milling yang
dapat dinyatakan dalam feed per tooth, spindle speed dan jumlah mata pahat
seperti pada persamaan (2.2). Spindle speed dapat juga dinyatakan dalam
kecepatan pemotongan dan diameter pahat seperti pada persamaan (2.1). Maka
persamaan waktu pemesinan dapat disubtitusikan dengan persamaan (2.1) dan
(2.2) sehingga menjadi (Ahmad dkk., 2005):
Tm = 䪨úV
㰨yyy ……….(4.2)
dengan;
Tm : waktu pemesinan (detik)
l : panjang benda kerja (mm)
D : Diameter pahat (mm)
fz : feed per tooth (mm/tooth)
V : kecepatan pemotongan (mm/menit)
Zn : jumlah mata pahat π : phi dengan nilai 3,14
2. Kekasaran Permukaan
Kekasaran permukaan dinyatakan sebagai fungsi dari geometri pahat dan
feed per tooth. Kekasaran permukaan dapat dinyatakan dengan persamaan sebagai
berikut (Ahmad dkk, 2005):
츸≤ 318
V………(4.3)
dengan;
Ra : kekasaran permukaan (µmm)
D : Diameter pahat (mm)
fz : feed per tooth (mm/tooth)
4.1.2 Penentuan Batasan
Kondisi pemotongan yang optimal memenuhi beberapa batasan teknologi.
Mesin, alat potong dan spesifikasi benda kerja merupakan sumber dari batasan
commit to user
IV-4
1. Gaya Pemotongan
Gaya pemotongan yang digunakan tidak boleh melebihi batas gaya
pemotongan maksimum. Apabila gaya pemotongan melebihi batas yang diijinkan
terjadi chatter. Gaya pemotongan dapat dinyatakan (Sandvik, 2003) sebagai
berikut :
Kc = Kc1.hmmc≤ Kcmax………(4.4)
Ketebalan geram dapat dinyatakan dengan persamaan (sandvik, 2003) sebagai
berikut:
hm =
suh Ǩc.㰨 y.≤.
ú.V.锸opsuh ………(4.5)
dengan Kr adalah besar sudut pada alat potong dan a adalah working engagement.
Persamaan gaya pemotongan kemudian disubtitusikan (Sandvik, 2003) ke
persamaan ketebalan geram menjadi:
Kc1.
suh Ǩc.㰨 y.≤. ú.V.锸opsuh
-mc≤ Kc
max…..………..(4.6)
Kc1 :gaya pemotongan spesifik pada untuk maksimum ketebalan geram sebesar 1 mm (N/mm²)
Kr : besar sudut alat potong (º)
a : working engagement(mm)
fz : feed per tooth (mm/min)
D : Diameter pahat (mm)
Kcmax: gaya pemotongan maksimum (N/mm²)
mc : peningkatan pada gaya pemotongan spesifik
commit to user
IV-5
2. Daya Mesin
Daya mesin atau power yang dibutuhkan tidak boleh melebihi daya mesin
maksimum pada mesin. Daya mesin pada mesin milling dapat dinyatakan
(Sanvdvik, 2003) sebagai berikut:
P = 흰.≤. .ǨƼ
㕈y.㰨y .
≤ Pmax
…..……….…..……..(4.7)Kc merupakan gaya potong yang dijabarkan pada persamaan diatas,
kemudian persamaan gaya potong tersebut disubtitusikan pada persamaan daya
mesin, menjadi :
disubtitusikan dengan persamaan (2.1) dan (2.2) menjadi :
흰.≤. .㰨yyy. . ǨƼ 㕈y.㰨y . .ú.V
suh Ǩc.㰨 y.≤.
ú.V.锸opsuh Ƽ
≤ Pmax
…….…..(4.9)Daya mesin harus dibawah batas maksimal mesin untuk menghindari
overload yang berlebihan dari spindel motor. Disisi lain, jika daya mesin sangat
kecil dari kekuatan spindel motor maka mesin tidak akan berfungsi secara
maksimal (Sandvik, 2003).
3. Spindle Speed
Spindle speed adalah kecepatan putaran alat potong dalam proses milling
yang dihasilkan oleh putaran spindel pada mesin. Spindle speed pada milling
dinyatakan dalam kecepatan potong atau cutting speed pada benda kerja yang
dipengaruhi oleh besarnya diameter pahat. Spindle speed dapat dirumuskan
commit to user
spindle speed yang diijinkan oleh mesin. Besarnya batas maksimum spindel motor
pada mesin tergantung dengan jenis mesin yang digunakan.
4. Batasan Variabel
Variabel keputusan dalam permasalahan ini adalah feed per tooth dan
cutting speed. Kedua variabel keputusan dapat diubah-ubah nilainya sesuai
dengan kebutuhan untuk menentukan kondisi pemotongan yang paling optimal.
Variabel keputusan juga mempengaruhi besarnya batasan yang ada dalam
pemesinan. Optimum feed per tooth dan cutting speed harus berada dalam range
yang ditentukan oleh minimum dan maksimum feed rate dan spindel speed dari
Permasalahan multiobjektif dengan fungsi tujuan untuk meminimumkan
waktu pemesinan dan kekasaran permukaan dengan batasan pemesinan meliputi
daya mesin, gaya potong dan spindle speed dan batasan variabel antara rentang
maksimum dan minimum dari cutting speed dan feed per tooth.
commit to user
IV-7 흰.≤. .㰨yyy. . ǨƼ
㕈y.㰨y . .ú.V
suh Ǩc.㰨 y.≤.
ú.V.锸opsuh Ƽ
≤ Pmax
Nmin 1000
Nmax
Ė
̊ Ė ≤ fz ≤ ≤ ̊ ≤
úV̊ Ė
㰨yyy ≤ V ≤
úV̊ ≤ 㰨yyy
4.1.3 Objek Kajian Optimisasi Pada Pengembangan Model
Data pemesinan yang digunakan sebagai input atau masukan optimisasi
proses pemesinan untuk meminimumkan kekasaran permukaan dan waktu
pemesinan. Data yang dikumpulkan meliputi material produk, spesifikasi mesin
CNC dan spesifikasi alat potong. Benda kerja yang diteliti yaitu benda kerja
dengan material aluminium 6061. Benda kerja tersebut berbentuk balok dengan
dimesni awal (raw material) 600mmx600mmx100mm. Aluminium 6061
mempunyai kekerasan sebesar 95-97 HB dan dapat tahan pada suhu 100º.
Alumunium 6061 digunakan untuk komponen pesawat dan kompenen alat
transportasi. Spesifikasi benda kerja penting karena berpengaruh pada pemilihan
jenis mesin dan alat potong yang digunakan. Pemilihan jenis mesin dan alat
potong yang sesuai dengan kriteria yang diperlukan untuk optimisasi pengerjaan
benda kerja tersebut.
commit to user
IV-8
Di dalam proses milling, terdapat beberapa parameter pemotongan antara
lain diameter alat potong, jumlah mata pahat, kedalaman pemakanan atau depth of
cut, spindle speed, cutting speed dan feed per tooth. Parameter pemotongan
diitentukan berdasarkan batasan yang terdapat pada mesin, pahat yang digunakan
dan benda kerja yang diproses. Mesin dan alat potong mempunyai batasan terdiri
dari daya mesin dan gaya potong, batasan ini juga dipertimbangkan dalam
perhitungan. Jenis mesin dan alat potong yang digunakan sesuai dengan kriteria
yang diperlukan untuk memproses benda kerja yang diteliti sehingga proses
pemesinan dapat optimum. Mesin yang digunakan adalah mesin Concept mill 55
dengan spesifikasi daya sebesar 0,75 kW, gaya potong sebesar 1000 N dan spindle
speed sebesar 750 rpm - 1500 rpm. Alat potong yang digunakan adalah Coromill
245 dengan diameter pahat sebesar 40 mm dan jumlah mata pahat 4. Depth oh cut
(d) atau ketebalan benda kerja yang dikurangi sebesar 5 mm. Selain jenis mesin
dan alat potong, diperlukan juga katalog pemesinan sebagai rekomendasi
pemesinan. Katalog yang digunakan pada penelitian ini yaitu katalog yang
diterbitkan oleh SANDVIK.
4.1.4 Penetapan Parameter Pemotongan pada Mesin CNC Milling
Parameter yang dijadikan input model optimisasi ini meliputi parameter
commit to user
IV-9
Tabel 4.1 Parameter pemesinan
Spe s ifikasi Me sin Simbol Keterangan
Merk concept mill 55
Nama alat potong coroMill 245 Sandvik
Jumlah mata potong Zn 4
Diameter alat potong D 40
Parame te r Prose s Pe me sinan
Depth of cut d 5 mm
working engagement a 30 mm
panjang benda kerja l 600 mm
Gaya potong spesifik kc1 700 N/mm2
Pangkat untuk tebal geram rata-rata mc 0,25
efisiensi mesin η 0,95
sudut potong pahat Kr 45
Pensubtitusian nilai parameter yang diketahui maka diperoleh fungsi
tujuan dan batasan, sebagai berikut:
1. Fungsi tujuan
· Meminimumkan waktu pemesinan