Lampiran 1.
Uraian Tugas dan Tanggung Jawab
Adapun pembagian tugas dan wewengan yang dilakukan setiap jabatan dalam
struktur organisasi PT Sinar Utama Nusantara adalah :
1. Direktur
a. Merumuskan dan menetapkan visi, misi, dan kebijakan perusahaan.
b. Menetapkan tujuan dan rencana serta strategi perusahaan untuk mencapai misi
perusahaan.
c. Memberikan penugasan kerja kepada para karyawan untuk peningkatan
produktivitas dan efisiensi kerja.
d. Melakukan pengawasan dan memberi pengarahan terhadap pelaksanaan
operasional perusahaan.
2. General Manager
a. Membantu dan mengontrol pelaksanaan seluruh proses produksi.
b. Melaksanakan pengontrolan kerja karyawan bagian produksi.
c. Melakukan koordinasi dengan semua kepala bagian dalam melaksanakan
proses produksi.
d. Mengatur dan mengontrol penerapan sistem manajemen mutu.
e. Menjalankan rencana produksi yang diberikan oleh direktur utama dengan
sebaik-baiknya.
b. Mencatat tinjauan manajemen dan mendokumentasikannya serta melaporkan
hasil rapat tinjauan manajemen kepada direksi.
c. Berperan sebagai penghubung dengan pihak luar dalam hal penerapan sistem
manajemen mutu.
d. Melaporkan pelaksanaan sistem manajemen mutu kepada direktur.
4. Kepala Bagian HRD
a. Melakukan penyediaan sumber daya (manusia, peralatan/ mesin) dengan
persetujuan direktur.
b. Melaksanakan identifikasi kebutuhan karyawan maupun kebutuhan pelatihan.
c. Membuat program pelatihan yang terencana sesuai kebutuhan.
d. Menentukan program kebutuhan karyawan dan kebutuhan pelatihan, baik
untuk karyawan baru maupun karyawan lama.
5. Kepala Bagian Produksi
a. Membantu general manajer dan direktur dalam pengorganisasian.
b. Menjalankan dan mengontrol seluruh bagian produksi agar sesuai dengan
target produksi yang harus dicapai.
c. Membuat laporan rutin dan periodik masalah produksi, tenaga kerja, dan
b. Menyediakan dan mengendalikan alat ukur yang berhubungan dengan
pengukuran mutu produk.
c. Membuat laporan rutin dan periodik masalah-masalah yang berkaitan dengan
alat transportasi atau operator dan dilaporkan kepada direktur.
d. Membuat laporan pemasukan stock produk jadi yang telah melalui proses
quality control dan laporan barang keluar (kartu gudang).
7. Kepala Bagian Penjualan
a. Melaksanakan pendataan dan penyimpanan arsip-arsip penjualan produk
b. Menerima pesanan dari pelanggan secara langsung atau melewati pihak
manajemen atau marketing.
c. Mengecek apakah produk yang diminta pelanggan sudah tersedia.
8. Kepala Bagian Marketing
a. Melakukan pemasaran dan penjualan produk kepada pelanggan.
b. Bertanggungjawab terhadap perolehan hasil penjualan.
9. Kepala Bagian Keuangan
a. Mencatat, menghitung, dan menyajikan laporan keuangan perusahaan kepada
direktur.
b. Membantu direktur dalam menghitung harga pokok produksi jika diperlukan.
c. Merencanakan dan mengontrol catatan keluar-masuk keuangan perusahaan
d. Membantu menyelesaikan masalah yang timbul pada bagiannya.
10. Karyawan Umum
b. Membantu mengurus pembayaran upah pegawai.
11. Operator Pipa PVC/ HDPE
a. Mengetahui jenis-jenis bahan baku yang diperlukan untuk produksi.
b. Menguasai dan mengetahui cara menjalankan mesin-mesin produksi.
c. Menjalankan mesin produksi sesuai dengan pesanan dan standar produksi.
d. Mengetahui dan menguasai cara menggunakan alat-alat ukur.
e. Mengetahui standar kualitas setiap produk pipa yang akan diproduksi.
12. Operator Recycle PVC/ HDPE
a. Menguasai cara menggunakan mesin produksi, khususnya mesin crusher dan
mesin pulverizer.
b. Menghancurkan produk yang rusak untuk dijadikan bahan baku kembali.
c. Menyusun bahan recycle di gudang bahan baku dengan rapi.
13. Karyawan Maintenance
a. Membuat perencanaan jadwal perawatan dan perbaikan semua mesin produksi
dan peralatan kerja secara rutin.
b. Memastikan mesin produksi dan peralatan kerja berfungsi dengan baik.
c. Melakukan perbaikan mesin produksi atau peralatan yang rusak.
c. Mengontrol penerapan sistem manajemen mutu di bagiannya.
d. Membuat rekapitulasi laporan hasil pengujian mutu produk.
15. Kepala Gudang
a. Melakukan audit stock secara rutin.
b. Menguasai setiap hasil produksi dan menguasai standar kualitasnya.
c. Membuat laporan pemasukan stock hasil barang jadi yang telah melalui proses
quality control dan laporan keluar barang (kartu gudang).
d. Menyusun barang secara rapi dan teratur sesuai dengan tempat yang telah
disediakan.
e. Melakukan proses muat dan pengiriman barang sesuai surat jalan/ pesanan
dengan cepat dan tepat sesuai sistem FIFO.
16. Cleaning Service
a. Membersihkan kantor, toilet, ruang produksi, dan pekarangan perusahaan.
b. Melakukan perawatan terhadap tanaman di sekitar lingkungan perusahaan.
17. Security
a. Melakukan pemeriksaan pada tamu yang akan masuk ke perusahaan.
b. Melakukan pengamanan secara menyeluruh di perusahaan.
c. Menjaga dan memelihara inventaris perusahaan.
18. Mekanik
a. Mencatat kondisi/ keadaan mesin yang sedang beroperasi.
b. Melaporkan setiap kerusakan pada mesin produksi.
19. Electrical
a. Mengontrol bahan bakar generator listrik.
b. Membuat jadwal pemeriksaan kabel-kabel arus listrik perusahaan.
c. Menjaga agar generator dapat berfungsi dengan baik ketika diperlukan.
20. Gudang Bahan Baku
a. Menyediakan bahan baku sesuai kebutuhan produksi.
b. Memeriksa setiap jenis bahan baku yang diterima.
c. Membuat laporan stock bahan baku yang telah melalui proses quality control.
d. Membuatlaporan pengeluaran bahan baku ke bagian produksi.
e. Menyusun bahan baku dengan rapi dan teratur sesuai dengan tempat yang
telah disediakan.
f. Melakukan proses pengeluaran bahan baku sesuai surat jalan/ pesanan dengan
cepat dan tepat sesuai sistem FIFO.
21. Gudang Produk
a. Membuat laporan stock produk yang telah melalui proses quality control.
b. Membuatlaporan pengeluaran produk ke bagian penjualan.
c. Menyusun produk dengan rapi dan teratur sesuai dengan tempat yang telah
b. Menyelesaikan masalah yang timbul pada operator maupun kendaraan secara
Lampiran 2. Uji Keseragaman Data
I. Uji Keseragaman Data Pipa ECO JIS D 2 Inchi
1. Uji Keseragaman Data Work Center II
a. Menghitung waktu rata-rata
X =
b. Menghitung standar deviasi
BKA = X + Z . σ BKB = X – Z . σ
= 248,20 + (2 . 2,39) = 248,20 – ( 2 . 2,39)
= 252,98 = 243,42
Peta kontrol work center II untuk pipa ECO JIS D 2 Inchi dapat dilihat pada
Gambar 5.2.
Gambar 5.2. Peta Kontrol Work Center II untuk pipa ECO JIS D 2 Inchi
2. Uji Keseragaman Data Work Center III
d. Menghitung waktu rata-rata
e. Menghitung standar deviasi
f. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB = X – Z . σ
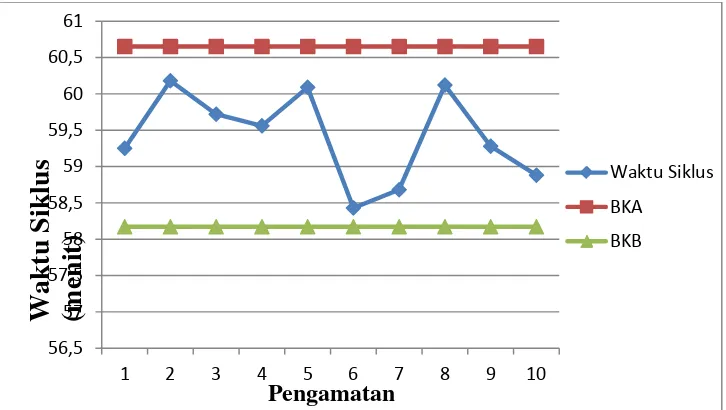
= 59,41 + (2 . 0,62) = 59,41 – ( 2 . 0,62)
= 60,65 = 58,17
Peta kontrol work center III untuk pipa ECO JIS D 2 Inchi dapat dilihat pada
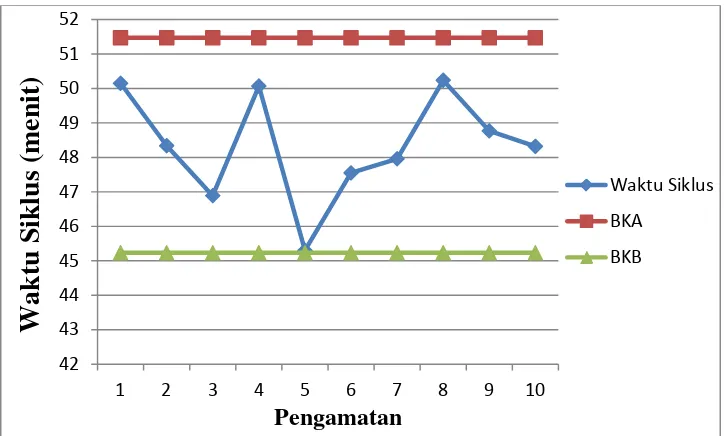
II. Uji Keseragaman Data Pipa ECO JIS D 3 Inchi
1. Uji Keseragaman Data Work Center I
a. Menghitung waktu rata-rata
X =
b. Menghitung standar deviasi
σ =
c. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB = X – Z . σ
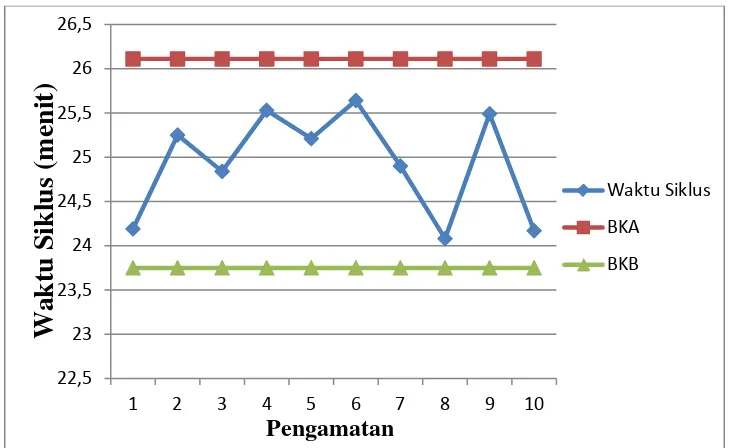
= 24,93 + (2 . 0,59) = 24,93 – ( 2 . 0,59)
Peta kontrol work center I untuk pipa ECO JIS D 3 Inchi dapat dilihat pada
Gambar 5.4.
Gambar 5.4. Peta Kontrol Work Center I untuk pipa ECO JIS D 3 Inchi
2. Uji Keseragaman Data Work Center II
a. Menghitung waktu rata-rata
X =
n X
∑
=
10
83 , 220 ... 95 , 223 35 , 218 87 ,
225 + + + +
22,5 23 23,5 24 24,5 25 25,5 26 26,5
1 2 3 4 5 6 7 8 9 10
Waktu Siklus
BKA
BKB
Pengamatan
Wa
k
tu
Si
k
lus (m
eni
=
h. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB = X – Z . σ
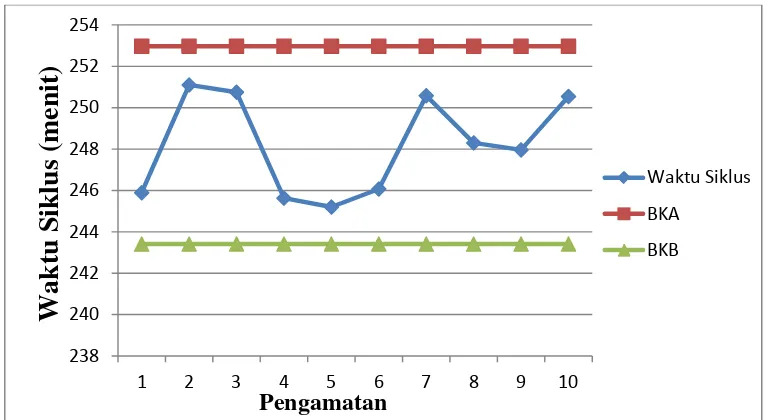
= 221,45 + (2 . 3,04) = 221,45 – ( 2 . 3,04)
= 227,53 = 215,37
Peta kontrol work center II untuk pipa ECO JIS D 3 Inchi dapat dilihat pada
Gambar 5.5.
Gambar 5.5. Peta Kontrol Work Center II Untuk Pipa ECO JIS D 3 Inchi
3. Uji Keseragaman Data Work Center III
a. Menghitung waktu rata-rata
X =
b. Menghitung standar deviasi
σ =
c. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Gambar 5.6. Peta Kontrol Work Center III Untuk Pipa ECO JIS D 3 Inchi
III. Uji Keseragaman Data Pipa ECO JIS D 4 Inchi
1. Uji Keseragaman Data Work Center I
a. Menghitung waktu rata-rata
X =
b. Menghitung standar deviasi
=
c. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB = X – Z . σ
= 24,95 + (2 . 0,55) = 24,95 – ( 2 . 0,55)
= 26,05 = 23,85
Peta kontrol work center I untuk pipa ECO JIS D 4 Inchi dapat dilihat pada
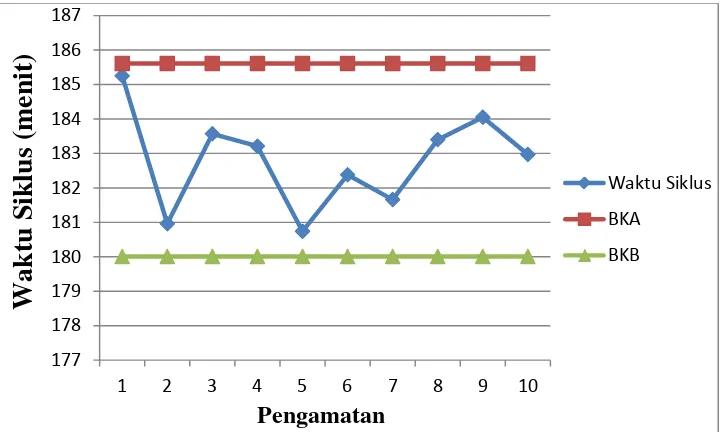
2. Uji Keseragaman Data Work Center II
a. Menghitung waktu rata-rata
X =
b. Menghitung standar deviasi
σ =
c. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB =
X
– Z . σ= 182,81 + (2 . 1,40) = 182,81 – ( 2 . 1,40)
= 185,61 = 180,01
Gambar 5.8. Peta Kontrol Work Center II Untuk Pipa ECO JIS D 4 Inchi
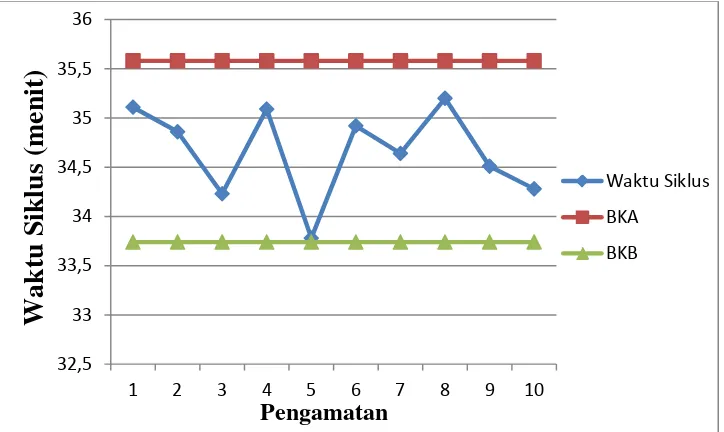
3. Uji Keseragaman Data Work Center III
a. Menghitung waktu rata-rata
=
c. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB).
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2.
BKA = X + Z . σ BKB = X – Z . σ
= 34,66 + (2 . 0,46) = 34,66 – ( 2 . 0,46)
= 35,58 = 33,74
Peta kontrol work center III untuk pipa ECO JIS D 4 Inchi dapat dilihat pada
Gambar 5.8.
Gambar 5.9. Peta Kontrol Work Center III Untuk Pipa ECO JIS D 4 Inchi
Lampiran 3. Uji Kecukupan Data
IV. Uji Kecukupan Data Pipa ECO JIS D 2 Inchi
4. Uji Kecukupan Data Work Center II
Tabel 5.13. Uji Kecukupan Data Work Center II
Pengamatan Waktu Siklus (X) X2
Total 2482,02 616093,90
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
5. Uji Kecukupan Data Work Center III
Tabel 5.14. Uji Kecukupan Data Work Center III
Pengamatan Waktu Siklus (X) X2
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
V. Uji Kecukupan Data Pipa ECO JIS D 3 Inchi
3. Uji Kecukupan Data Work Center I
Tabel 5.15. Uji Kecukupan Data Work Center I
Pengamatan Waktu Siklus (X) X2
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
4. Uji Kecukupan Data Work Center II
Tabel 5.16. Uji Kecukupan Data Work Center II
Pengamatan Waktu Siklus (X) X2
Total 2214,55 490506,60
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
6. Uji Kecukupan Data Work Center III
Tabel 5.17. Uji Kecukupan Data Work Center III
Pengamatan Waktu Siklus (X) X2
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
VI. Uji Kecukupan Data Pipa ECO JIS D 4 Inchi
4. Uji Kecukupan Data Work Center I
Tabel 5.18. Uji Kecukupan Data Work Center I
Pengamatan Waktu Siklus (X) X2
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
5. Uji Kecukupan Data Work Center II
Tabel 5.19. Uji Kecukupan Data Work Center II
Pengamatan Waktu Siklus (X) X2
Total 1828,19 334245,70
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
6. Uji Kecukupan Data Work Center III
Tabel 5.20. Uji Kecukupan Data Work Center III
Pengamatan Waktu Siklus (X) X2
Untuk mengetahui data yang telah diambil sudah mencukupi, maka dilakukan
perhitungan nilai N’. Rumus untk mencari nilai N’ dapat digunakan rumus
Lampiran 4. Perhitungan Waktu Normal dan Waktu Baku
VII.Perhitungan Waktu Normal dan Waktu Baku Pipa ECO JIS D 2 Inchi
7. Work Center II
WN = Waktu siklus × (1+ Rating Factor)
= 248,20 × (1+ 0,06) = 263,09 menit
WB = WN x
Allowance −
% 100
% 100
= 263,09 x
% 15 % 100
% 100
−
= 316,98 menit
8. Work Center III
WN = Waktu siklus × (1+ Rating Factor)
= 59,41 × (1+ 0,06) = 62,97menit
WB = WN x
Allowance −
% 100
% 100
= 62,97 x
% 15 % 100
% 100
−
WB = WN x
IX. Perhitungan Waktu Normal dan Waktu Baku Pipa ECO JIS D 4 Inchi
1. Work Center I
WN = Waktu siklus × (1+ Rating Factor)
Lampiran 5. Peramalan Jumlah Permintaan
b. Peramalan Jumlah Permintaan Produk Pipa ECO JIS D 3 Inchi
Adapun langkah-langkah peramalan yang dilakukan adalah sebagai berikut :
1. Menentukan tujuan peramalan
Tujuan peramalan adalah untuk meramalkan jumlah permintaan produk pipa
PVC ECO JIS D 3 Inchi untuk satu tahun ke depan dimulai dari Januari 2014 –
Desember 2014.
2. Membuat scatter diagram
Scatter diagram digunakan untuk melihat pola historis dari data jumlah
permintaan yang sudah ada. Adapun scatter diagram permintaan produk pipa
ECO JIS D 3 Inchi dapat dilihat pada Gambar 1.
Gambar 1. Scatter Diagram Jumlah Permintaan Produk Pipa ECO JIS D 3 Inchi
Periode Januari 2013-Desember 2013
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
Jumlah Permintaan
Pipa ECO JIS D 3 Inchi
Pipa ECO JIS D
Periode
Ju
mlah
P
er
min
taan
3. Memilih metode peramalan
Pemilihan metode peramalan dilakukan setelah diperoleh model pola data. Dari
pola data penjualan pipa yang diperoleh, metode yang digunakan adalah metode
konstan, linier, dan siklis
4. Menghitung parameter peramalan
Perhitungan parameter peramalan untuk produk pipa ECO JIS D 3 Inchi dapat
dilihat sebagai berikut :
a. Metode Konstan
Persamaan Yt = a, dimana
𝑎
=
∑ 𝑌1𝑁
dimana : Yt = nilai tambah
N = jumlah periode
Tabel 1. Perhitungan Parameter Peramalan Metode Konstan
t Y
b. Metode Linier
Rumus fungsi peramalannya adalah Y = a + bt. Perhitungan parameter yang
ada di dalam metode linier dapat dilihat pada Tabel 2.
Tabel 2. Perhitungan Parameter Peramalan untuk Metode Linier
c. Metode Siklis
Fungsi peramalannya : .,
+ + =
n t c
n t b
a
Y .sin 2π .cos 2π . Data perhitungan metode siklis dapat dilihat pada Tabel 3.
Tabel 3. Perhitungan Parameter Peramalan untuk Metode Siklis
X Y Sin(2πx/n) Cos(2πx/n) Ysin(2πx/n) Ycos(2πx/n) sin2(2πx/n) cos2(2πx/n) sin(2πx/n)*cos(2πx/n)
1 4313 0,50 0,87 2156,50 3752,31 0,25 0,75 0,43 2 3845 0,87 0,50 3345,15 1922,50 0,75 0,25 0,43
3 3841 1,00 0,00 3841,00 0,00 1,00 0,00 0,00
Parameter peramalan :
Dengan metode siklis diperoleh:
Persamaan Y = 3697,42+ 218,41 . sin
5. Perhitungan Kesalahan (error) Setiap Metode Peramalan
Untuk mendapatkan metode peramalan yang paling baik, maka perlu dihitung
tingkat kesalahan pada masing-masing metode peramalan. Metode yang memiliki
tingkat kesalahan yang paling kecil merupakan metode yang digunakan dalam
peramalan permintaan produk. Kesalahan setiap metode peramalan dihitung dengan
menggunakan standard error of estimate (SEE).
d. Metode Konstan
Tabel 4. Perhitungan Kesalahan Peramalan Metode Konstan
t Y Y' (Y-Y') (Y-Y')^2
1 4313 3697,42 615,58 378938,74 2 3845 3697,42 147,58 21779,86 3 3841 3697,42 143,58 20615,22 4 4171 3697,42 473,58 224278,02 5 3391 3697,42 -306,42 93893,22 6 3380 3697,42 -317,42 100755,46 7 3306 3697,42 -391,42 153209,62 8 3868 3697,42 170,58 29097,54 9 3627 3697,42 -70,42 4958,98 10 3494 3697,42 -203,42 41379,70 11 3343 3697,42 -352,42 124199,86 12 3814 3697,42 116,58 13590,90
∑78 44369 44369,04 25,96 1206697,12
Derajat kebebasan (f) = 1
Maka standard estimasi kesalahan dari peramalan metode konstan adalah :
(
)
331,21 1
12 1206697,12
1
2 '
= − =
− − =
∑
=f n
Y Y SEE
m
t
e. Metode Linier
Perhitungan kesalahan peramalan metode linier dapat dilihat pada Tabel 5
Tabel 5. Perhitungan Kesalahan Peramalan Metode Linier
t Y Y' (Y-Y') (Y-Y')^2
Tabel 4. Perhitungan Kesalahan Peramalan Metode Linier (Lanjutan)
Maka standard estimasi kesalahan dari peramalan metode linier adalah :
(
)
f. Metode Siklis
Persamaan Y = 3699,42+ 217,97 . sin
Perhitungan kesalahan peramalan metode siklis dapat dilihat pada Tabel 6
Tabel 6. Perhitungan Kesalahan Peramalan Metode Siklis
Derajat kebebasan (f) = 3
Maka standard estimasi kesalahan dari peramalan metode siklis adalah :
(
)
337,23 3
12 1023542,56
1
2 '
= − =
− − =
∑
=f n
Y Y SEE
m
t
Dari hasil perhitungan kesalahan diatas maka didapat rekapitulasi estimasi
kesalahan beberapa metode dapat dilihat pada Tabel 7. di bawah ini:
Tabel 7. Rekapitulasi Estimasi Kesalahan
Metode SEE
Konstan 331,21 Linier 295,83 Siklis 337,23
6. Pemilihan Metode Peramalan dan Uji Statistik
Dari perhitungan SEE di atas, metode linier dan metode konstan mampu
memberikan nilai error terkecil. Tahap selanjutnya adalah melakukan uji statistik
dengan distribusi f untuk memilih mana antara kedua metode ini yang akan dipakai
untuk interpretasi peramalan.
1) Ho : metode linier lebih baik dari pada metode konstan (fuji≤ ftabel)
Didapatkan Fhitung ≤Ftabel maka Ho diterima, metode linier lebih baik dari
pada metode konstan
Kesimpulan : Maka metode yang digunakan untuk meramalkan data
permintaan produk pipa ECO JIS D 3 Inchi adalah metode linier dengan
fungsi sebagai berikut:
Y = 4005,96 + 47,16 t
7. Verifikasi Peramalan
Verifikasi peramalan dilakukan terhadap metode linier dengan menggunakan peta
moving range dapat dilihat pada Tabel 8.
Tabel 8. Perhitungan Hasil Verifikasi Peramalan
T Y Y' (Y-Y') (Y-Y')^2 MR
1 4313 3958,80 354,20 121248,81 - 2 3845 3911,64 -66,64 5118,54 419,75 3 3841 3864,48 -23,48 745,07 44,24 4 4171 3817,32 353,68 123167,31 378,25 5 3391 3770,16 -380,8 145008,64 731,75 6 3380 3723,00 -343,55 118027,98 37,25 7 3306 3675,84 -369,3 136385,44 25,75 8 3868 3628,68 240,94 58054,01 610,24 9 3627 3581,52 48,19 2322,47 192,75 10 3494 3534,36 -36,56 1336,63 84,75 11 3343 3487,20 -139,31 19407,83 102,75 12 3814 3440,04 379,94 144351,36 519,25
∑78 44369 44393,04 -0,14 875174,11 3146,73
Berdasarkan perhitungan yang ada pada Tabel 8. maka dapat dihitung
besarnya harga.
286,06 1 12 3146,73 1 = − =
−
=
∑
BKA = 2,66 x 286,06 = 760,92
BKB = -2,66 x 286,06 = - 760,92
1/3 BKA = 1/3 x 760,92 = 253.64
2/3 BKA = 2/3 x 760,92 = 507,28
1/3 BKB = 1/3 x - 760,92 = - 253.64
2/3 BKB = 2/3 x - 760,92 = - 507,28
Dari hasil perhitungan di atas, maka dapat digambarkan Moving Range Chart
untuk data yang digunakan dalam peramalan, seperti yang ditunjukkan dalam Gambar
2.
Gambar 2. Moving Range Chart untuk Peramalan
-1000 -800 -600 -400 -200 0 200 400 600 800 1000
1 2 3 4 5 6 7 8 9 10 11 12
(Y-Y')
BKA
1/3 BKA
2/3 BKA
BKB
1/3 BKB
2/3 BKB
Moving Range Chart Produk Pipa ECO JIS D 3 Inchi
Ju
mlah
P
er
min
taan
Inchi untuk periode satu tahun kedepan (X = 13 sampai 24), dengan menggunakan
persamaan linier :
Y = 4005,96 + 47,16 t
Hasil peramalan dengan metode linier, permintaan produk PVC ECO JIS D 3
Inchi periode Januari 2014 – Desember 2014 dapat dilihat pada Tabel 9.
Tabel 9. Hasil Peramalan Permintaan Produk Pipa PVC ECO JIS D 3 Inchi
Periode Januari 2014 – Desember 2014
Hasil Peramalan (Bulan)
Total (Unit)
Januari 4619 Februari 4666
Maret 4713
April 4761
Mei 4808
Juni 4855
Juli 4902
Agustus 4949 September 4996 Oktober 5043 November 5091 Desember 5138
c. Peramalan Jumlah Permintaan Produk Pipa ECO JIS D 4 Inchi
Adapun langkah-langkah peramalan yang dilakukan adalah sebagai berikut :
1. Menentukan tujuan peramalan
Tujuan peramalan adalah untuk meramalkan jumlah permintaan produk pipa
2. Membuat scatter diagram
Scatter diagram digunakan untuk melihat pola historis dari data jumlah
permintaan yang sudah ada. Adapun scatter diagram permintaan produk pipa
ECO JIS D 4 Inchi dapat dilihat pada Gambar 3.
Gambar 3. Scatter Diagram Jumlah Permintaan Produk Pipa ECO JIS D
4 Inchi Periode Januari 2013-Desember 2013
3. Memilih metode peramalan
Pemilihan metode peramalan dilakukan setelah diperoleh model pola data. Dari
pola data penjualan pipa yang diperoleh, metode yang digunakan adalah metode
konstan, linier dan kuadratis.
0 500 1000 1500 2000 2500
Jumlah Permintaan
Pipa ECO JIS D 4 Inchi
Pipa 4 Inchi
Ju
mlah
P
er
min
taan
a. Metode Konstan
Persamaan Yt = a, dimana
𝑎
=
∑ 𝑌1𝑁
dimana : Yt = nilai tambah
N = jumlah periode
Tabel 10. Perhitungan Parameter Peramalan Metode Konstan
t Y
1 1917 2 1709 3 1707 4 1853 5 1507 6 1502 7 1469 8 1638 9 1612 10 1553 11 1486 12 1695 ∑ 𝒕 = 78 ∑ 𝒀 = 19648
Parameter peramalan :
12 19648
=
=
∑
n Y
a = 1637,33
Persamaan peramalan : Y’ = 1637,33
b. Metode Linier
Rumus fungsi peramalannya adalah Y = a + bt. Perhitungan parameter
12
5. Perhitungan Kesalahan (error) Setiap Metode Peramalan
Untuk mendapatkan metode peramalan yang paling baik, maka perlu dihitung
tingkat kesalahan pada masing-masing metode peramalan. Metode yang memiliki
tingkat kesalahan yang paling kecil merupakan metode yang digunakan dalam
peramalan permintaan produk. Kesalahan setiap metode peramalan dihitung dengan
menggunakan standard error of estimate (SEE).
a. Metode Konstan
Perhitungan kesalahan peramalan metode konstan dapat dilihat pada Tabel 13
Tabel 13. Perhitungan Kesalahan Peramalan Metode Konstan
Derajat kebebasan (f) = 1
Maka standard estimasi kesalahan dari peramalan metode linier adalah :
(
)
b. Metode Linier
Persamaan peramalan :Y = 1782,15 - 22,280 t
Perhitungan kesalahan peramalan metode linier dapat dilihat pada Tabel 14
Tabel 14. Perhitungan Kesalahan Peramalan Metode Linier
t Y Y' (Y-Y') (Y-Y')^2
Derajat kebebasan (f) = 2
Maka standard estimasi kesalahan dari peramalan metode linier adalah :
c. Metode Kuadratis
Persamaan peramalan : Y= 1688,468+ 6,752 (t) 1,754- (t
2
)
Perhitungan kesalahan peramalan metode kuadratis dapat dilihat pada Tabel15.
Tabel 15. Perhitungan Kesalahan Peramalan Metode Kuadratis
t Y Y' (Y-Y') (Y-Y')^2
1 1917 1693,47 223,53 49967,45 2 1709 1694,96 14,04 197,23 3 1707 1692,94 14,06 197,74 4 1853 1687,41 165,59 27419,39 5 1507 1678,38 -171,38 29370,42 6 1502 1665,84 -163,84 26842,23 7 1469 1649,79 -180,79 32683,58 8 1638 1630,23 7,77 60,40 9 1612 1607,16 4,84 23,41 10 1553 1580,59 -27,59 761,10 11 1486 1550,51 -64,51 4161,02 12 1695 1516,92 178,08 31713,91
∑78 19648 19648,17 -0,17 203397,88
Derajat kebebasan (f) = 3
Maka standard estimasi kesalahan dari peramalan metode kuadratis adalah:
(
)
150,33 3
12 203397,88
1
2 '
= − =
− − =
∑
=f n
Y Y SEE
m
t
6. Pemilihan Metode Peramalan dan Uji Statistik
Dari perhitungan SEE di atas, metode linier dan metode konstan mampu
memberikan nilai error terkecil. Tahap selanjutnya adalah melakukan uji statistik
dengan distribusi f untuk memilih mana antara kedua metode ini yang akan dipakai
untuk interpretasi peramalan.
1) Ho : metode linier lebih baik dari pada metode konstan (fuji≤ ftabel)
bernilai 11 (12-1) untuk metode konstan
Maka didapat Ftabel = 0,05 (10,11) = 2,94
Didapatkan Fhitung ≤Ftabel maka Ho diterima, metode linier lebih baik dari
pada metode konstan.
Kesimpulan : Maka metode yang digunakan untuk meramalkan data
permintaan produk pipa ECO JIS D 4 Inchi adalah metode linier dengan
fungsi sebagai berikut:
Y = 1782,15 + 22,28 t
7. Verifikasi Peramalan
Verifikasi peramalan dilakukan terhadap metode linier dengan menggunakan peta
Tabel 17. Perhitungan Hasil Verifikasi Peramalan
t Y Y' (Y-Y') (Y-Y')^2 MR
1 1917 1804,43 157,13 24688,89
2 1709 1737,59 -28,59 817,56 185,72 3 1707 1715,31 -8,31 69,11 20,28 4 1853 1693,03 159,97 25589,44 168,28 5 1507 1670,75 -163,75 26815,05 323,72 6 1502 1648,47 -146,47 21454,34 17,28 7 1469 1626,19 -157,19 24709,64 10,72 8 1638 1603,91 34,09 1161,92 191,28 9 1612 1581,63 30,37 922,15 3,72 10 1553 1559,35 -6,35 40,36 36,72 11 1486 1537,07 -51,07 2608,45 44,72 12 1695 1514,79 180,21 32474,56 231,28
∑78 19648 19648,00 0,00 161351,48 1233,72
Berdasarkan perhitungan yang ada pada Tabel 17. maka dapat dihitung
besarnya harga.
112,16 1 12 1233,72 1 = − =
−
=
∑
n MR MR
BKA = 2,66 x 112,16 = 298,33
BKB = -2,66 x 112,16 = - 298,33
1/3 BKA = 1/3 x 298,33 = 99,44
2/3 BKA = 2/3 x 298,33 = 198,89
Gambar 3. Moving Range Chart untuk Peramalan
Produk Pipa ECO JIS D 4 Inchi
Dari Gambar 3. dapat dilihat bahwa data yang digunakan dalam peramalan tidak
ada yang out of control atau di luar batas control sehingga dapat disimpulkan bahwa
data tersebut signifikan. Maka, peramalan permintaan produk Pipa PVC ECO JIS D 4
Inchi untuk periode satu tahun kedepan (X = 13 sampai 24), dengan menggunakan
persamaan linier :
Y = 1782,15 + 22,28 t
Hasil peramalan dengan metode linier, permintaan produk PVC ECO JIS D 4
Inchi periode Januari 2014 – Desember 2014 dapat dilihat pada Tabel 5.30
Tabel 18. Hasil Peramalan Permintaan Produk Pipa ECO JIS D 4 Inchi Periode
Januari 2014 – Desember 2014
Peramalan Permintaan (Bulan) Total (Unit)
Januari 2072
Februari 2094
Maret 2116
-400,00 -300,00 -200,00 -100,00 0,00 100,00 200,00 300,00 400,00
1 2 3 4 5 6 7 8 9 10 11 12
(Y-Y')
BKA
1/3 BKA
2/3 BKA
BKB
1/3 BKB
2/3 BKB
Moving Range Chart Produk Pipa ECO JIS D 4 Inchi
Ju
mlah
P
er
min
taan
Tabel 18. Hasil Peramalan Permintaan Produk Pipa ECO JIS D 4 Inchi Periode
Januari 2014 – Desember 2014 (Lanjutan)
Peramalan Permintaan (Bulan) Total (Unit)
Juni 2183
Juli 2205
Agustus 2228
September 2250
Oktober 2272
November 2295
Lampiran 6. Perencanaan Produksi Dengan Menggunakan Software LINDO
Untuk Periode Februari 2014 – Desember 2014
2. Perencanaan Produksi Untuk Periode Februari 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
ROW SLACK OR SURPLUS DUAL PRICES 2) 0.000000 0.000000 3) 0.000000 0.000000 4) 0.000000 0.000000 5) 0.000000 0.000000 6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
3. Perencanaan Produksi Untuk Periode Maret 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
X3 2074.509766 0.000000 DA27 0.000000 0.000000 DA39 112446.765625 0.000000 DA51 43650.851562 0.000000 DA63 57445.558594 0.000000 DA75 25419.675781 0.000000 DA85 4014.274414 0.000000 DA86 1776.352905 0.000000 DA87 4171.793945 0.000000 DA88 355.000000 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 2) 0.000000 0.000000 3) 0.000000 0.000000 4) 0.000000 0.000000 5) 0.000000 0.000000 6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
4. Perencanaan Produksi Untuk Periode April 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
DB52 0.000000 1.000000 DB64 0.000000 1.000000 DB76 0.000000 1.000000 DB85 0.000000 1.000000 DB86 0.000000 1.000000 DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3673.529297 0.000000 DA4 0.000000 0.000000 X2 4667.646973 0.000000 DA16 0.000000 0.000000 X3 2097.058838 0.000000 DA28 0.000000 0.000000 DA40 113662.234375 0.000000 DA52 44155.117188 0.000000 DA64 58028.089844 0.000000 DA76 25693.472656 0.000000 DA85 4058.088135 0.000000 DA86 1795.764648 0.000000 DA87 4217.206055 0.000000 DA88 358.823517 0.000000
5. Perencanaan Produksi Untuk Periode Mei 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
VARIABLE VALUE REDUCED COST DB5 0.000000 1.000000 DB17 0.000000 1.000000 DB29 0.000000 1.000000 DB41 0.000000 1.000000 DB53 0.000000 1.000000 DB65 0.000000 1.000000 DB77 0.000000 1.000000 DB85 0.000000 1.000000 DB86 0.000000 1.000000 DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3707.843018 0.000000 DA5 0.000000 0.000000 X2 4713.725586 0.000000 DA17 0.000000 0.000000 X3 2118.627441 0.000000 DA29 0.000000 0.000000 DA41 114812.468750 0.000000 DA53 44567.914062 0.000000 DA65 58601.304688 0.000000 DA77 25958.119141 0.000000 DA85 4098.156738 0.000000 DA86 1813.382324 0.000000 DA87 4258.637207 0.000000 DA88 362.343140 0.000000
6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
6. Perencanaan Produksi Untuk Periode Juni 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
DA78 26225.646484 0.000000 DA85 4139.676270 0.000000 DA86 1831.745117 0.000000 DA87 4301.676270 0.000000 DA88 365.980377 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 2) 0.000000 0.000000 3) 0.000000 0.000000 4) 0.000000 0.000000 5) 0.000000 0.000000 6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
7. Perencanaan Produksi Untuk Periode Juli 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
DB86 0.000000 1.000000 DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3784.313721 0.000000 DA7 0.000000 0.000000 X2 4805.882324 0.000000 DA19 0.000000 0.000000 X3 2161.764648 0.000000 DA31 0.000000 0.000000 DA43 117135.468750 0.000000 DA55 45487.855469 0.000000 DA67 59747.738281 0.000000 DA79 26487.412109 0.000000 DA85 4181.196289 0.000000 DA86 1850.107788 0.000000 DA87 4344.715820 0.000000 DA88 369.617645 0.000000
8. Perencanaan Produksi Untuk Periode Agustus 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
VARIABLE VALUE REDUCED COST DB8 0.000000 1.000000 DB20 0.000000 1.000000 DB32 0.000000 1.000000 DB44 0.000000 1.000000 DB56 0.000000 1.000000 DB68 0.000000 1.000000 DB80 0.000000 1.000000 DB85 0.000000 1.000000 DB86 0.000000 1.000000 DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3822.549072 0.000000 DA8 0.000000 0.000000 X2 4851.960938 0.000000 DA20 0.000000 0.000000 X3 2184.313721 0.000000 DA32 0.000000 0.000000 DA44 118335.179688 0.000000 DA56 45950.703125 0.000000 DA68 60323.832031 0.000000 DA80 26766.968750 0.000000 DA85 4223.206055 0.000000 DA86 1868.598022 0.000000 DA87 4388.098145 0.000000 DA88 373.284302 0.000000
6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
9. Perencanaan Produksi Untuk Periode September 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
DA85 4264.725586 0.000000 DA86 1886.960815 0.000000 DA87 4431.137207 0.000000 DA88 376.921570 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 2) 0.000000 0.000000 3) 0.000000 0.000000 4) 0.000000 0.000000 5) 0.000000 0.000000 6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3
10. Perencanaan Produksi Untuk Periode Oktober 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3898.039307 0.000000 DA10 0.000000 0.000000 X2 4944.117676 0.000000 DA22 0.000000 0.000000 X3 2227.450928 0.000000 DA34 0.000000 0.000000 DA46 120655.367188 0.000000 DA58 46855.972656 0.000000 DA70 61467.382812 0.000000 DA82 27293.382812 0.000000 DA85 4305.882324 0.000000 DA86 1905.137207 0.000000 DA87 4473.774414 0.000000 DA88 380.529419 0.000000
ROW SLACK OR SURPLUS DUAL PRICES 2) 0.000000 0.000000 3) 0.000000 0.000000 4) 0.000000 0.000000 5) 0.000000 0.000000 6) 0.000000 0.000000 7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
VARIABLE VALUE REDUCED COST DB11 0.000000 1.000000 DB23 0.000000 1.000000 DB35 0.000000 1.000000 DB47 0.000000 1.000000 DB59 0.000000 1.000000 DB71 0.000000 1.000000 DB83 0.000000 1.000000 DB85 0.000000 1.000000 DB86 0.000000 1.000000 DB87 0.000000 1.000000 DB88 0.000000 1.000000 X1 3936.274414 0.000000 DA11 0.000000 0.000000 X2 4991.176270 0.000000 DA23 0.000000 0.000000 X3 2250.000000 0.000000 DA35 0.000000 0.000000 DA47 121859.570312 0.000000 DA59 47317.382812 0.000000 DA71 62054.234375 0.000000 DA83 27571.500000 0.000000 DA85 4348.245117 0.000000 DA86 1923.803955 0.000000 DA87 4517.578613 0.000000 DA88 384.235291 0.000000
12. Perencanaan Produksi Untuk Periode Desember 2014
LP OPTIMUM FOUND AT STEP 3
OBJECTIVE FUNCTION VALUE
1) 0.0000000E+00
7) 0.000000 0.000000 8) 0.000000 0.000000 9) 0.000000 0.000000 10) 0.000000 0.000000 11) 0.000000 0.000000 12) 0.000000 0.000000
NO. ITERATIONS= 3