Tata Kelola Pelaksanaan
Tatakelola
Pelaksanaan
Teaching Factory
DIREKTORAT PEMBINAAN SEKOLAH MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH
Copyright ©2017 . Direktorat Pembinaan Sekolah Menengah Kejuruan
Pengarah Dr. Thamrin Kasman, S.E., M.Ak.
Penanggung Jawab Arie Wibowo Khurniawan, S.Si, M.Ak.
Ketua Chrismi Widjajanti, SE, MBA.
Tim Penyusun Prof. Dr. Sanggam R I Manalu, M.Pd Dr. Sogi Hermanto, M.Pd
Jhonni Rentas Duling, MT Galfri Siswandi, M.Pd Supriyadi, M.Pd Airways P Siahaan, ST
Penyunting Akhir Tri Haryani, S.Pd Yuli Setiawan, S.Ab
Mohamad Herdyka, ST, M.Kom
Desain Tata Letak Karin Faizah Tauristy, S.Ds Rayi Citha Dwisendy, S.Ds Airways P Siahaan, ST
Desain Laman Sampul Ari
ISBN 978-602-5517-24-2
Penerbit
Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Pendidikan Dasar dan Menengah Kementerian Pendidikan dan Kebudayaan RI
Tata Kelola Pelaksanaan Teaching Factory
ii
ata Pengantar irektur Pe
inaan M
Assalamu’alaikum Warahmatullahi Wabarakatuh Salam Sejahtera,
Menindaklanjuti Instruksi Presiden No 9 Tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan, Kementerian Pendidikan dan Kebudayaan telah menjadikan Inpres tersebut sebagai momentum untuk meletakkan fundamental pendidikan kejuruan di Indonesia. Inpres tersebut juga telah memberikan penegasan akan pentingnya Sekolah Menengah Kejuruan dalam mempersiapkan sumber daya manusia yang terampil dan berkarakter agar dapat mengisi ruang-ru-ang pembangunan dan mendorong percepatan kemajuan Indonesia. Melalui Revitalisasi SMK diharapkan dapat menciptakan generasi penduduk usia produktif yang memiliki kompetensi keterampilan atau keahlian siap pakai yang dibutuhkan dunia usaha dan dunia industri. Dengan mencetak generasi yang unggul dan produktif nantinya diharapkan dapat memastikan tujuan pembangunan nasional yang berkelanjutan dapat tercapai.
Selain berpacu dalam meningkatkan kualitas peserta didik, Kementerian Pendidikan dan Kebudayaan juga terus berupaya meningkatkan kualitas tenaga pendidik, karena ini juga menjadi
KATA PENGANTAR
pondasi untuk kualitas pendidikan kejuruan yang baik. Melalui Revitalisasi ini kita harus bisa menuntaskan apa yang diamanatkan oleh pemerintah yaitu membalik piramida kualifikasi tenaga kerja yang saat ini mayoritas berpendidikan SD dan SMP menjadi tenaga kerja yang terdidik dan terampil dan berdaya saing tinggi melalui Sekolah Menengah Kejuruan.
Revitalisasi SMK ini dapat dijadikan salah satu solusi untuk mencetak peserta didik yang modern, bermartabat, inovatif, dan kreatif. Saya sangat mengapresiasi buku ini yang sudah menjelaskan tentang bagaimana Revitalisasi SMK yang sudah dilakukan dengan langkah nyata dan ditandai dengan progres yang baik dari upaya merevitalisasi SMK tersebut.
Semoga buku ini dapat bermanfaat dan menjadi referensi dalam upaya peningkatan kualitas bagi Sekolah Menengah Kejuruan khususnya dan masyarakat Indonesia pada umumnya. Terima kasih.
Wassalamu`alaikum Warahmatullahi Wabarakatuh Jakarta, 2017
ata Pengantar irektur Pe
inaan M
Tata Kelola Pelaksanaan Teaching Factory
iv
(EJXEV-WM
KATA PENGANTAR DIREKTUR PEMBINAAN SMK ... 3
DAFTAR ISI ... 5
BAB II ARAH IMPLEMENTASI ... 26
A.MAKSUD ... 26
1. Sebagai jalan dalam menciptakan jembatan (interface) antara dunia pendidikan dan industri ... 26
2. Sebagai konsep didaktik untuk pengembangan soft skill ... 26
3. Menyamakan persepsi dalam penerapan teaching factory ... 27
4. Sebagai panduan pendekatan awal penerapan konsep teaching factory... 27
5. Mempunyai indikator kinerja implementasi teaching factory... 27
BAB III SISTEMATIKA TEACHING FACTORY ... 15
A.PARAMETER TEACHING FACTORY... 15
B.ANALISIS PENGEMBANGAN TEACHING FACTORY DISMK ... 24
C.PILAR UTAMA OPERASIONAL TEACHING FACTORY ... 25
1. Jadwal Blok ... 25
2. Produk ... 30
3. Rencana Pelaksanaan Pembelajaran (RPP) ... 37
4. Jobsheet ... 44
BAB IV MONITORING DAN EVALUASI ... 53
A.INDIKATOR ... 53
B.RADAR CHART ... 55
DAFTAR PUSTAKA ... 56
LAMPIRAN - LAMPIRAN ... 59
LAMPIRAN 1JOBSHEET LABORATORY ... 60
LAMPIRAN 2 JOBSHEET JOB ORDER ... 61
LAMPIRAN 3 JOBSHEET PROJECT WORK ... 64
LAMPIRAN 4 IDEA PRODUCT ... 69
LAMPIRAN 5CONTOH LAY OUT JADWAL BLOK ... 73
Tata Kelola Pelaksanaan Teaching Factory
vi
(EJXEV+EQFEV
Gambar 1. Segitiga pengetahuan dalam Industri……….
Gambar 2. Kerjasama (partnership) antara SMK dan Industri ... 24
Gambar 3. Layout Jadwal Blok ... 27
Gambar 4. Proses pemilihan produk kebutuhan internal sekolah ... 32
Gambar 5. Aspek Pendukung Penyusunan “Product Matrix” ... 34
Gambar 6. Prosedur penentuan produk ... 37
Gambar 7. Skema Komponen RPP dan Jobsheet ... 39
Gambar 8. Empat unsur dalam penyusunan RPP ... 41
Gambar 9. Prinsip-prinsip penilaian jobsheet ... 50
(EJXEV8EFIP
Tabel 1. Parameter 1………..
Tabel 2. Parameter 2... 17
Tabel 3. Parameter 3... 18
Tabel 4. Parameter 4... 19
Tabel 5. Parameter 5... 20
Tabel 6. Parameter 6... 22
Tabel 7. Parameter 7... 23
Tabel 8. Alur Tugas Pembuatan Jadwal Blok ... 29
Tabel 9. Contoh Formulir Analisa Kebutuhan Internal... 33
Tabel 10. Tabel Matrik Produk ... 35
Tabel 11. Tahapan Dan Pembagian Peran Serta Tugas ... 43
Tabel 12. Uraian dari ketujuh Level Jobsheet ... 45
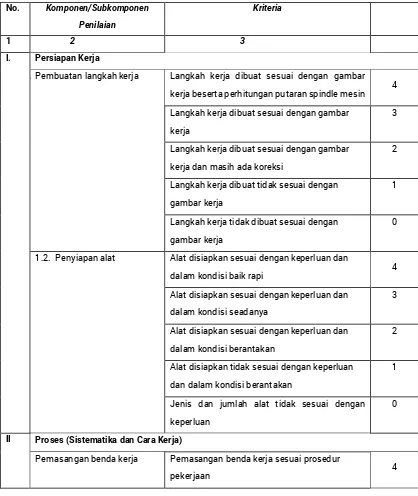
Tabel 13. Pedoman Penilaian Praktik Produksi ... 51
Tabel 14. Indikator Evaluasi Teaching Factory ... 53
Tabel 15. Jadwal Blok Praktik Dan Teori ... 75
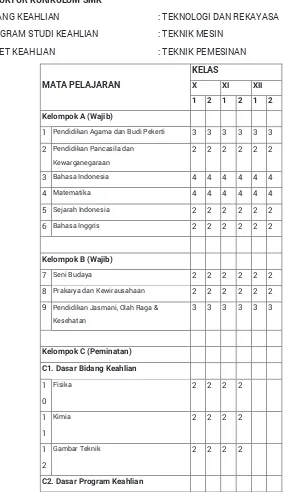
Tabel 16. Struktur Kurikulum Teaching Factory ... 76
Tabel 17. Jadwal Umum Per Minggu ... 78
Tabel 18. Jumlah kelompok Praktik ... 80
Tabel 19. Jadwal Praktik Siswa / Kelompok Siswa Per Semester ... 81
Tabel 20. Kesesuaian Jadwal Blok Dengan Kurikulum ... 83
Tabel 21. Kebutuhan Peralatan Utama Dan Ruang ... 85
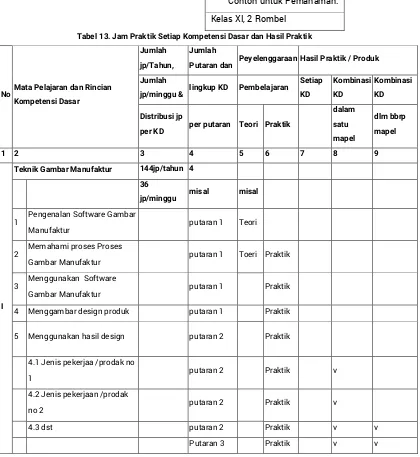
Tabel 22. Jam Praktik Setiap Kompetensi Dasar dan Hasil Praktik ... 86
(EJXEV+EQFEV
&%&-4)2(%,909%2
A. atar elakang
Program Nawacita dalam visi misi pemerintahan Jokowi-JK menempatkan kualitas pendidikan, daya saing dan karakter bangsa sebagai prioritas pembangunan nasional. Program tersebut bertujuan meningkatkan kualitas hidup manusia Indonesia dan produktivitas rakyat serta daya saing di pasar internasional. Di sinilah peran pembangunan SDM berkualitas dan produktif diperlukan untuk mewujudkan kemandirian ekonomi bangsa dan daya saing pasar internasional, sehingga bangsa Indonesia bisa maju dan bangkit bersama bangsa-bangsa lainnya.
Sejalan dengan program Nawacita, Pendidikan Nasional khususnya pendidikan kejuruan penting memberikan kontribusi dalam mempersiapkan SDM yang terampil dan memiliki daya saing tinggi. Pendidikan kejuruan memiliki tujuan mencetak SDM lulusan SMK yang berkompeten yang siap terjun kedunia industri serta memiliki kemampuan untuk menciptakan lapangan kerja sendiri. Direktorat Jendral Manajemen Pendidikan Dasar dan Menengah, mengemukakan bahwa upaya penerimaan lulusan SMK di dunia kerja atau industri dapat dilakukan dengan cara: (a) memperkuat kemampuan adaptif yang meliputi kemampuan matematika terapan dan sains terapan, (b) memperkuat kemampuan berwirausaha, (c) memperkuat kemampuan menggunakan berbahasa nasional dan internasional, (d) memperkuat kemampuan dasar TIK, (e) melaksanakan teaching factory (Direktorat PSMK, 2010).
BAB I
Tata Kelola Pelaksanaan Teaching Factory
2
Menurut Badan Pusat Statistik (BPS) Agustus 2016 angka pengangguran SMK11,11% dari total pengangguran terbuka sebesar 7,02 juta. Sekolah Menengah Kejuruan diharapkan dapat menekan angka pengangguran, sekaligus memberikan kontribusi menghasilkan SDM untuk memenuhi kebutuhan SDM global. Sekolah Menengah Kejuruan (SMK) dituntut membentuk siswa yang memiliki kemampuan soft skill dan hard skill yang baik, meningkatkan proses kualitas pembelajaran khususnya
dalam bidang praktik. Kompetensi yang diperoleh siswa pada saat pembelajaran teori dapat dipraktikkan semaksimal mungkin di bengkel (workshop) yang dimiliki. Dalam kenyataannya, sering terjadi ketidak
sesuaian antara teori yang diperoleh dengan proses praktik yang dilakukan, bahkan hasil yang dipelajari di sekolah baik teori maupun praktik berbeda dengan kondisi yang ada di dunia kerja.
Saat ini, masih terjadi miss match antara yang dipelajari di sekolah dengan dunia usaha dan industri. Artinya, antara materi pembelajaran di SMK belum sesuai dengan kebutuhan dunia kerja, sehingga diperlukan peningkatan mutu, relevansi dan revitalisasi pendidikan SMK dalam membentuk SDM yang berkualitas, berdaya saing tinggi. Dengan demikian tercipta link and match antara pembelajaran di sekolah dengan kebutuhan dunia usaha/dunia industri (DU/DI).
sebagai acuan untuk memanfaatkan jumlah penduduk produktif dengan meningkatkan produktivitas yang tinggi melalui sektor SDM. Pengembangan SDM perlu menjadi prioritas, membekali siswa dengan berbagai kompetensi, kecakapan yang produktif menghadapi persaingan global.
Di Indonesia, penerapan konsep teaching factory telah diperkenalkan di SMK pada tahun 2000 dalam bentuk yang sangat sederhana yaitu berupa pengembangan unit produksi yang sudah dilaksanakan di SMK-SMK. Kemudian konsep tersebut berkembang pada tahun 2005 menjadi sebuah model pengembangan SMK berbasis industri. Terdapat tiga bentuk dasar kategori pengembangan SMK berbasis industri, yaitu: 1) Pengembangan SMK berbasis industri sederhana; 2) Pengembangan SMK berbasis industri yang berkembang dan; 3) Pengembangan SMK berbasis industri yang berkembang dalam bentuk factory sebagai tempat belajar. Kemudian selanjutnya pada awal tahun 2011 pengembangan SMK dengan model yang ketiga, yaitu pengembangan SMK berbasis industri yang berkembang dalam bentuk factory sebagai tempat belajar, selanjutnya dikenal dengan teaching
factory. Factory di sini hanyalah istilah dan bukan arti pabrik secara
harafiah, namun dalam bentuk pembelajaran dilakukan langsung di tempat praktik tidak di dalam kelas, dan praktik yang dilakukan berorientasi pada produksi seperti di industri nyata. Penyelenggaraan model ini memadukan sepenuhnya antara belajar dan bekerja, tidak lagi memisahkan antara tempat penyampaian teori dan praktik.
Pada tahun 2011, Direkorat Pembinaan SMK bekerja sama dengan pemerintah Jerman melalui program Technical and Vocational Education and Training (TVET) mengembangkan konsep teaching factory.
Tata Kelola Pelaksanaan Teaching Factory
4
. Pengertian Vocational Education and Training (TVET) di negara Jerman dan Swiss.
Metode pembelajaran dual system merupakan metode yang mengintegrasikan dua lingkungan utama dalam setiap kegiatan peserta didik, yakni lingkungan sekolah dan lingkungan perusahaan (industri). Peserta didik tidak hanya melakukan kegiatan belajar di sekolah, tetapi juga melakukan praktik (kompetensi dasar) dan kerja (mengaplikasikan kompetensinya) di industri dalam jangka waktu yang relatif panjang. Secara fundamental, dual system bertujuan untuk menempatkan peserta didik dalam situasi nyata di tempat kerja secara menyeluruh. Dengan praktik yang demikian, peserta didik tidak hanya memperoleh pengetahuan teoritis, tetapi juga mampu menerapkan praktik berbasis produksi sebagaimana diterapkan dalam kegiatan industri. Hal ini membuat peserta didik memperoleh keterampilan, proses dan sikap yang sesuai dengan standar industri sehingga kompetensi pendidikan sesuai dengan kebutuhan industri.
. asar uku
Dasar hukum pelaksanaan teaching factory adalah sebagai berikut:
1. Undang-Undang Nomor 20 Tahun 2003 tentang Sistem Pendidikan Nasional.
2. Undang-Undang Nomor 17 Tahun 2007 tentang Rencana Pembangunan Jangka Panjang Nasional (RPJPN) 2005-2025.
3. Undang-Undang Nomor 3 Tahun 2014 tentang Perindustrian. 4. Undang-Undang Nomor 23 Tahun 2014 tentang Pemerintah Daerah. 5. Peraturan Pemerintah Nomor 17 Tahun 2010 tentang Pengelolaan dan
Penyelenggaraan Pendidikan.
7. Peraturan Pemerintah Republik Indonesia Nomor 41 Tahun 2015 tentang Pembangunan Sumber Daya Industri.
8. Peraturan Presiden Republik Indonesia Nomor 14 Tahun 2015 tentang Kementerian Pendidikan dan Kebudayaan.
9. Peraturan Presiden Nomor 41 Tahun 2015 tentang Kementerian Badan Usaha Milik Negara.
10. Instruksi Presiden Nomor 9 tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan.
11. Peraturan Menteri Pendidikan Nasional Republik Indonesia Nomor 40 Tahun 2008 Tentang Standar Sarana dan Prasarana untuk Sekolah Menengah Kejuruan/Madrasah Aliyah Kejuruan(SMK/MAK).
12. Peraturan Menteri Pendidikan dan Kebudayaan Republik Indonesia Nomor 22 Tahun 2016 tentang Standar Proses Pendidikan Dasar dan Menengah. 13. Peraturan Menteri Perindustrian Nomor 3 Tahun 2017 tentang Pedoman dan Pengembangan Sekolah Menengah Kejuruan Berbasis Kompetensi yang Link and Mach dengan Industri.
. Pengertian
Tata Kelola Pelaksanaan Teaching Factory
6
hands on experience; (8) memerlukan biaya investasi dan operasional yang
lebih besar dari pendidikan umum.
Konsep teaching factory merupakan menggabungkan belajar dan lingkungan kerja yang realistis dan memunculkan pengalaman belajar yang relevan. “Teaching factory concept as an approach that combines the learning and working environment from which realistic and relevant learning experiences arise” (Nayang Polytechnic, 2003).
Lamancusa, Zayas, Soyster, Morell, dan Jorgensen (2008: 7), mengungkapkan bahwa konsep teaching factory ditemukan karena tiga hal, yaitu: (1) Pembelajaran yang biasa saja tidak cukup, (2) Keuntungan peserta didik diperoleh dari pengalaman praktik secara langsung, dan (3) pengalaman pembelajaran berbasis team yang melibatkan siswa, staff pengajar dan partisifasi industri memperkaya proses pendidikan dan memberikan manfaat yang nyata bagi semua pihak.
Paradigma pembelajaran teaching factory didasarkan pada tujuannya yang secara efektif mengintegrasikan kegiatan pendidikan, penelitian dan inovasi ke dalam satu konsep tunggal, yang melibatkan industri dan akademik. Pembelajaran teaching factory berfokus pada integrasi industri dan akademik melalui pendekatan terhadap kurikulum, pengajaran/pelatihan. Untuk lebih jelasnya dapat dilihat seperti gambar berikut.
Pembelajaan teaching factory diharapkan menghasilkan lulusan yang sesuai dengan kebutuhan dunia usaha dan dunia industri (DUDI). Penyerapan tenaga kerja oleh institusi secara kualitatif masih terpaut jauh dari kapasitas daya tampung industri setiap tahunnya, meskipun celah angka jumlah lulusan (supply) dengan angka jumlah permintaan (demand) tidak terlalu lebar. Permasalahan yang dihadapi oleh salah satunya yaitu kesenjangan capaian kompetensi para lulusan institusi pendidikan dan pelatihan kejuruan.
Teaching factory mengintegrasikan proses pembelajaran untuk
menghasilkan produk maupun jasa yang layak jual untuk menghasilkan nilai tambah untuk sekolah (Direktorat Pembinaan SMK, 2008). Artinya, proses teaching factory dapat menanamkan jiwa kewirausahaan bagi siswa. Melalui proses teaching factory menghasilkan produk barang dan jasa yang memiliki nilai tambah dengan kualitas yang bisa diserap dan diterima oleh masyarakat. Menurut Moerdiyanto (2009), yang perlu diperhatikan dalam produksi barang dan jasa antara lain: (1) produk apa yang dibutuhkan di pasar, (2) mengapa produk tersebut dibeli, (3) siapa pembeli, (4) bagaimana proses pembelian, (5) bagaimana mutu dan penampilan produk, (6) bagaimana modelnya, (7) bagaimana merk-nya, bagaimana palayanan dan garansinya.
Tata Kelola Pelaksanaan Teaching Factory
8
menjalankan teaching factory, yaitu sarana dan prasarana yang dimiliki di sebuah sekolah 60-70% dipergunakan untuk kegiatan produksi, kegiatan bisnis yang dilakukan hanya operasional bisnis dan produksi, dan pendapatan yang dimiliki tersebut berbeda dengan ciri sekolah yang melaksanakan pendidikan berbasis produksi dimana 90% sarana dan prasarana yang dimiliki dipergunakan untuk kegiatan produksi, proses bisnis yang dilakukan lengkap dengan pendukung bisnis dan pendapatan yang dihasilkan mampu untuk menutup pembiayaan operasional sekaligus sebagai investasi (Triatmoko, 2009: 71).
Penyelenggaraan model teaching factory memadukan sepenuhnya antara belajar dan bekerja, tidak lagi memisahkan antara tempat penyampaian materi teori dan tempat materi produksi (praktik). Bentuk organisasi teaching factory menunjukkan sifat dari perusahaan, tenaga pengajar merupakan kelompok profesional dalam bidang pendidikan yang diharapkan yang mampu memenuhi kebutuhan masyarakat atas produk dan jasa sesuai dengan kelompok SMK.
. Prinsip asar
Teaching factory merupakan sebuah model kegiatan
pembelajaran yang sangat efektif dan efisien. Efektif berarti bahwa konsep teaching factory dapat mengantarkan peserta didik mencapai tahap
kompeten, yakni suatu tahapan dimana peserta didik pantas untuk diberikan kewenangan karena telah dianggap mampu. Efisien berarti bahwa pembelajaran dengan model ini bersifat sangat operasional, memerlukan biaya yang murah (bahan tersedia) dan mudah untuk diimplementasikan. Beberapa nilai-nilai dasar yang harus dikembangkan untuk mendukung kesiapan implementasi teaching factory, meliputi: a) Sense of quality: memberikan keterampilan dasar kepada peserta didik yang berkaitan dengan standar objektif kualitas. b) Sense of efficiency: membekali peserta didik dengan kemampuan untuk bekerja secara efisien guna menciptakan efisiensi kerja yang optimal dan mengukur tingkat produktivitas sebagaimana praktik yang umum dilakukan oleh industri. c) Sense of creativity and innovation: mengajarkan peserta didik untuk bekerja secara
kreatif dan inovatif, melatih kemampuan problem solving sebagai ukuran kreativitas, dan kemampuan untuk melihat peluang-peluang baru di industri seperti produk, desain, dan sebagainya.
Oleh karena berkaitan dengan proses produksi baik barang maupun jasa, maka implementasi teaching factory harus melibatkan tiga disiplin industri berikut ini: a) Disiplin waktu; memproduksi barang atau jasa dengan waktu yang dijanjikan atau yang ditargetkan. b) Disiplin mutu/kualitas; memproduksi barang atau jasa dengan kualitas yang dijanjikan, presisi dan tepat komposisi, c) Disiplin prosedur; mengikuti prosedur yang wajib dilalui, karena melewatkan salah satu prosedur dapat berakibat buruk terhadap hasil produksi atau kondisi mesin/peralatan.
Tata Kelola Pelaksanaan Teaching Factory
10
Keberhasilan dari implementasi metode pembelajaran teaching
factory secara sederhana dapat dilihat dari dua indikator utama di
antaranya:
1. Utilitas dan keberlanjutan penggunaan peralatan (dapat dilihat melalui penerapan sistem pembelajaran blok dan kontinyu).
2. Integrasi proses produksi atau layanan jasa ke dalam bahan ajar. Untuk membuktikan pencapaian dua indikator tersebut, terdapat beberapa aspek yang harus diperhatikan oleh institusi.
. o ponen o ponen ta a ple entasi eac ing actory
Komponen - komponen utama ekosistem dalam
mengimplementasikan teaching factory adalah sebagai berikut : 1. Peserta didik
Unsur ini menjelaskan bahwa belajar merupakan fokus utama dari penyelenggaraan kegiatan sekolah dan fokus dari kegiatan belajar adalah membangun sikap/perilaku (yang merupakan bagian terpenting dari karakter). Bagi peserta didik, sikap dan perilaku merupakan elemen yang penting dalam mempersiapkan diri memasuki dunia industri. Oleh karena itu, sekolah perlu mengembangkan pembelajaran yang mencakup hardskill dan softskill.
a. Motorik (Skill)
mencapai standar ISO N6, yaitu penyimpangan rata-rata aritmetik dari garis rata-rata profil 0,8 m pada sampel sepanjang 0,8 mm dengan toleransi 0,02 dan produk harus lebih dari 50% sesuai dengan standart ISO yang ditetapkan. Tahapan ini mendorong peserta didik untuk memperkuat perilaku jujur dengan membuktikan sendiri batas kesanggupan dalam melakukan praktik. Dengan demikian, melalui kemampuan motorik yang baik, peserta didik akan menghasilkan produk yang memiliki kualitas/mutu (cekatan, sigap, rapi, cepat, dan presisi).
b. Kognitif (Knowledge)
Kemampuan ini berkaitan dengan pengembangan pemikiran yang membangun kreativitas yang dapat menciptakan inovasi. Dengan kemampuan kognitif yang baik, peserta didik akan mampu melakukan proses evaluasi dan menumbuhkan pemikiran yang penuh dengan inovasi atau hal-hal baru. Oleh karena itu, ranah kognitif akan memperkuat tumbuhnya pemikiran yang rasional, logis, dan teliti.
c. Afektif (Attitude)
Kemampuan afektif merupakan hasil yang dicapai apabila kemampuan motorik dan kemampuan kognitif telah berhasil ditanamkan pada peserta di d i k . Kemampuan ini menumbuhkan karakter integritas pada peserta didik yang mencakup sikap disiplin, handal, terbuka, empati, kehati-hatian, mandiri, rajin, tumbuh jiwa sosial, jiwa kepemimpinan, dan kewirausahaan.
2. Guru
Tata Kelola Pelaksanaan Teaching Factory
12
. ondisi deal eac ing actory mengimplementasikan pembelajaran yang disesuaikan dengan
kebutuhan industri. Keteladanan guru cenderung akan ditiru oleh peserta didik dan hal ini mempengaruhi afeksi peserta didik. Dengan kata lain, peserta didik menjadi imitator guru atau instruktur dalam kegiatan pembelajaran praktik. Oleh karena itu, dalam melaksanakan fungsinya, guru atau instruktur mempunyai peranan dan berkemampuan sebagai: (1) Pengajar, pendidik dan pembimbing; (2) Operator, mentor dan inspector; (3) Fasilitator, inisiator dan inspirator; serta (4) Role model.
3. Manajemen Sekolah
Manajemen sekolah merupakan unsur yang penting dalam implementasi teaching factory. Manajemen berperan sebagai stimulator atau penggerak kinerja institusi. Program evaluasi kerja sekolah mencakup beberapa aspek sebagai berikut:
a. Implementasi kurikuler disesuaikan, bahkan diupayakan melebihi kebutuhan pembelajaran.
b. Implementasi bisnis harus bersifat operasional, mengarah pada kesejahteraan dan re-investasi.
c. Program pengembangan sekolah harus mencakup kapasitas sekolah, jangkauan pengembangan, dan peningkatan sekolah.
. ondisi deal eac ing actory
Kondisi ideal implementasi teaching factory di SMK, meliputi aspek-aspek dan sub aspek sebagai berikut:
1. Aspek Pembelajaran
Bahan ajar mempunyai tujuan untuk mencapai kompetensi tertentu dan merupakan sesuatu yang multiguna (marketable), khusus untuk program kompetensi yang tidak menghasilkan produk/jasa dapat diarahkan pada simulasi dari situasi kerja riil di lapangan, sistem penilaian yang digunakan sudah berbasis teaching factory dan sistem pembelajaran menggunakan jadwal blok dan kontinyu.
2. Sumber Daya Manusia
Sumber daya manusia mempunyai kemampuan design engineering dan dapat menerapkan sense of quality, sense of efficiency dan sense of innovation. Untuk proses kegiatan belajar harus memperhatikan
rasio jumlah guru dan jumlah peserta didik. 3. Fasilitas
Fasilitas yang dimiliki sekolah harus memenuhi rasio 1 : 1 antara peserta didik dan alat, penanganan perawatan sudah menerapkan MRC (Maintanance Repair and Calibration), untuk alat bantu proses sudah sesuai dan lengkap, seluruh peralatan di kembangkan terus menerus (penambahan dan penggantian alat).
4. Kegiatan Praktik
Menerapkan budaya industri dengan adanya standar kualitas (quality control), target waktu, efisiensi proses produksi, rotasi kerja (shift),
Tata Kelola Pelaksanaan Teaching Factory
14
5. Jaringan Kerjasama (Network)
Sekolah mempunyai network dengan industri, baik untuk transfer teknologi maupun membangun budaya industri di sekolah.
6. Produk dan Jasa
Produk dan jasa yang dihasilkan sudah sesuai dengan standar industri.
7. Transparansi, pencatatan transaksi keuangan sudah sesuai dengan standar prosedur akuntansi (tata kelola keuangan).
8. Aspek legal berupa peraturan harus tersedia untuk penyelenggaraan teaching factory.
. Aspek Aspek Penting ala onsep eac ing ndustry
1. Kompetensi
a. Attitude: kehati-hatian, mandiri, jujur, rajin, tumbuhnya jiwa sosial dari kegiatan industri.
b. Skill: cekatan, sigap, presisi sesuai ukuran. c. Knowledge: rasional, logis, teliti.
2. Didaktis
Proses belajar teaching factory mencakup 3 ranah yaitu: a. Diklat (pendidikan dan latihan)
Pendidikan dan latihan berbasis “proses” yang dilakukan siswa dalam mempelajari materi pelajaran sehingga mencapai kompetensi/kecakapan tertentu.
b. Produksi
c. Konsultansi
Ranah ini berbasis “keberterimaan” yang menekankan pada “penjaminan standarisasi dan bagaimana memperdalam/ memperluas” untuk pengembangan kreativitas dan inovasi sehingga dapat menghasilkan sesuatu yang dapat diterima oleh masyarakat.
3. Fasilitas/Peralatan
a.Siswa mendapat kesempatan yang cukup untuk mencapai kompetensi yang dibutuhkan dengan ketersediaan 1 alat untuk 1 siswa. Kesesuaian antara fasilitas dengan kurikulum dan produksi yang dapat memenuhi kebutuhan DU dan DI.
b.Fasilitas selalu dalam kondisi siap pakai (ada Maintenance and Repair yang baik).
c.Optimalisasi penggunaan fasilitas:
1) Kelas X: pembelajaran 70% maks. bermuatan kurikuler dan 30% min. bermuatan produksi.
2) Kelas XI: 50% bermuatan kurikuler dan 50% bermuatan produksi.
3) Kelas XII: 30% min. bermuatan kurikuler dan 70% maks. bermuatan produksi.
4. Sumber daya manusia (SDM)
Tata Kelola Pelaksanaan Teaching Factory
16
bermakna (tidak harus bisa digunakan/dimanfaatkan). Sedangkan pada pola pendekatan produksi, penekanan lebih diarahkan ke benda jadi yang nantinya ”berguna”, seperti hand-tools, spare part yang ukuran dan kualitasnya sesuai kebutuhan, yang kemudian dipecah menjadi kompetensi-kompetensi yang dibutuhkan. Peran penting masing-masing SDM dijelaskan sebagai berikut.
a. Peran Pengajar/Instruktur
1) Dalam konteks pendidikan bertindak sebagai pengajar, pendidik, pembimbing dan penguji.
2) Dalam konteks produksi bertindak sebagai pelaksana (memberi contoh/demo), sebagai pendamping (mendampingi/mengawasi kerja siswa), sebagai penguji (menilai kesesuaian hasil kerja siswa dengan standar) dan sebagai konsumen (menilai kelayakan hasil kerja siswa).
b. Peran Murid
1) Dalam konteks pendidikan bertindak sebagai peserta belajar, mitra didik, peserta bimbingan dan peserta uji kompetensi. 2) Dalam konteks produksi bertindak sebagai Pelaksana dan Penilai (QC).
c. Rasio Pengajar Siswa (kondisi ideal) 1) untuk kerja alat 1 : 6 – 12 siswa 2) untuk kerja manual 1 : 12 – 20 siswa d. Pengajar memiliki skill / kompetensi yang sesuai
e. Pengajar memiliki pengalaman produksi (keberanian berproduksi, pernah mengikuti program magang)
f. Mampu membangun jaringan pasar/konsumen g. Motivasi tinggi (sadar akan mutu)
5.Manajemen
a. Sistem pengelolaan order dan billing, sistem satu pintu.
b. Transparansi keuangan yang dibarengi dengan sistem pengendalian secara intern yang baik.
c. Struktur organisasi dan deskripsi pekerjaan yang jelas d. Sistem produksi yang baik mencakup:
1) Inventory system
2)Production Planning and Control (PPC) termasuk perancangan produksi
3) Handling system
4)Inspeksi (Quality Control) 5) Delivery
6)Sistim insentif untuk meningkatkan kinerja. 6. Lingkungan
a. Internal: dukungan dari dalam institusi yang solid, visi yang sama, masing-masing sadar akan mutu, mengutamakan kepentingan institusi.
&%&--
%6%,-140)1)28%7-A. Maksud1. Sebagai jalan dalam menciptakan jembatan (interface) antara
dunia pendidikan dan industri
Selama ini persepsi DU/DI terhadap lulusan SMK dianggap masih belum siap terjun langsung menghadapi dunia kerja. Walaupun demikian terdapat beberapa industri yang sudah menjalin kerjasama dengan institusi pendidikan, dengan bentuk kerjasama seperti pelaksanaan proses pembelajaran model teaching factory. Hubungan kerja sama antara institusi pendidikan dengan industri dalam teaching factory ternyata berdampak pada proses pembelajaran yang
berorientasi sesuai dengan kebutuhan industri melalui mekanisme partnership berdasarkan win-win solution. Penerapan konsep teaching
factory menciptakan jembatan sebagai penghubung dunia pendidikan
dan dunia industri sehingga tercipta check and balance terhadap proses pendidikan di institusi pendidikan dengan dunia usaha yang berorientasi pada kebutuhan pasar. Dengan demikian “continuous improvement” dapat berlangsung secara berkesinambungan (sustainable).
2. Sebagai konsep didaktik untuk pengembangan soft skill
Dengan menerapkan teaching factory sebagai konsep pembelajaran, maka siswa akan mendapatkan pembelajaran, yaitu tidak hanya mempunyai kompetensi saja melainkan menggunakan kompetensi yang didapatnya. Untuk itu siswa tidak cukup hanya mempunyai kompetensi hard-skill (keterampilan motorik) saja, namun juga dituntut keterampilan kognitif dan sikap (soft-skill), seperti: bagaimana
BAB II
Tata Kelola Pelaksanaan Teaching Factory
20
bersikap disiplin, mampu berkomunikasi dan berkerjasama dalam team, mampu berhadapan dengan customer, tahu arti sebenarnya
presisi dan efisiensi, berani mengambil keputusan, menghadapi Resiko yang merupakan wahana pembentukan karakter sebagai Entrepreneur.
3. Menyamakan persepsi dalam penerapan teaching factory
Penerapan teaching factory saat ini masih sangat bergantung kepada individu pemangku kebijakan dalam suatu institusi pendidikan kejuruan seperti Direktur Pembinaan SMK, Pimpinan dan sebagainya, sehingga penerapan dan keberhasilan teaching factory sangat bervariasi dari satu institusi dengan institusi lainnya, baik institusi pemerintah maupun swasta.
4. Sebagai panduan pendekatan awal penerapan konsep
teaching factory
Institusi pendidikan SMK yang akan menerapkan konsep teaching factory sebagai konsep pembelajaran, pada umumnya tidak tahu harus
memulai dari mana. Dibutuhkan suatu panduan yang dapat diaplikasikan secara ”step-by-step”, sehingga implementasi teaching factory dapat berkembang lebih cepat dan memberikan dampak
secara luas terhadap kualitas pendidikan SMK di Indonesia.
5. Mempunyai indikator kinerja implementasi teaching factory
6. Mengklarifikasi persepsi masyarakat tentang teaching factory Klarifikasi terhadap persepsi konsep teaching factory memiliki makna yang strategis, karena apabila masyarakat memiliki pemahaman yang keliru tentang konsep teaching factory, maka dikhawatirkan pengembangan teaching factory di institusi pendidikan akan dianggap menjadi pesaing bagi industri, sehingga berakibat industri akan berusaha mematikan institusi. Padahal tujuan utama konsep teaching factory ini merupakan kesatuan dari proses pembelajaran untuk
meningkatkan kompetensi siswa seperti yang diharapkan oleh industri, yaitu mempunyai hard dan soft skill yang memadai dan sesuai dengan kebutuhan industri
.
. u uan
Penerapan teaching factory bertujuan untuk membangun suasana/atmosfir industri dalam KBM produktif.
1. Mempersiapkan lulusan SMK yang siap kerja.
2. Mempersiapkan lulusan SMK untuk terus belajar ke level yang lebih tinggi.
3. Membantu siswa memilih bidang kerja yang sesuai dengan kompetensinya.
4. Menunjukan bahwa learning by doing sangat penting bagi efektivitas pendidikan dan menumbuhkan kreativitas.
5. Mendefinisikan keterampilan yang dibutuhkan dalam dunia kerja. 6. Memperluas cakupan kesempatan rekrutmen bagi lulusan SMK. 7. Menjalin kerjasama dengan dunia kerja secara aktual.
Tata Kelola Pelaksanaan Teaching Factory
22
9. Memberi kesempatan kepada guru SMK untuk memperluas wawasan instruksional.
10. Memberi kesempatan kepada guru SMK untuk membangun jembatan instruksional antara kelas dan dunia kerja.
11. Membuat pembelajaran lebih menarik dan memotivasi siswa belajar. 12. Menyadarkan siswa SMK bahwa dalam penguasaan keterampilan
tidak hanya mempraktikkan soft skill dalam pembelajaran (bekerja dalam tim, melatih kemampuan komunikasi interpersonal dari buku), tetapi juga merealisasikan pengetahuan secara langsung dan latihan bekerja untuk memasuki dunia kerja secara nyata.
13. Sarana pelatihan dan praktik berbasis produksi secara langsung bagi siswa SMK yang berorientasi pada pasar.
14. Tercapainya tujuan SMK dalam upaya penciptaan atau pembentukan SDM yang memiliki kompetensi sesuai dengan kebutuhan DU / DI. 15. Membantu pendanaan untuk pemeliharaan, penambahan fasilitas
dan biaya-biaya operasional SMK dan peningkatan kesejahteraan. 16. Menumbuhkan dan mengembangkan jiwa entrepreneurship guru dan
siswa.
17. Mengembangkan sikap mandiri dan percaya diri siswa SMK melalui kegiatan produksi; Menjalin hubungan yang lebih baik dengan dunia usaha dan industri serta masyarakat lain atas terbukanya fasilitas untuk umum dan hasil-hasil produksinya;.
pabrik sekolah/workshop/unit usaha lain; dan 5) keberhasilan pelaksanaan pembelajaran tidak hanya terletak pada kegunaan dan kualitas produk, tetapi juga terletak pada kualitas SDM (guru dan peserta didik), lingkup hubungan kerja sama dengan industri, dan pembekalan pengetahuan kewirausahaan.
. arapan
Pendidikan SMK dalam memenuhi kebutuhan masyarakat dan industri, perlu adanya perubahan dalam mencapai standar kompetensi pembelajaran. Perubahan yang dimaksud adalah proses pelaksanaan pembelajaran di SMK perlu disinkronisasikan antara pembelajaran teori dan praktik untuk menghasilkan lulusan yang memiliki kompetensi akademik dan kompetensi kerja industri. Hasil atau output pembelajaran yang diharapkan adalah tercapainya lulusan yang memiliki kualifikasi kerja sesuai standar DU/DI. Kualifikasi kerja tersebut dapat terwujud jika pendidikan kejuruan memiliki hubungan atau kerjasama yang baik dengan dunia kerja atau industri. Hal ini seperti yang dikemukakan Wardiman Djojonegoro, bahwa konsep link and match perlu diterapkan dalam pembelajaran di sekolah yaitu bentuk hubungan yang erat antara pendidikan kejuruan dengan dunia kerja sebagai kunci sukses pendidikan kejuruan.
Tata Kelola Pelaksanaan Teaching Factory
24
finansial) dan minimnya keterlibatan dunia usaha/dunia industri sebagai pengguna lulusan dalam pengembangan SMK, sehingga menimbulkan kesenjangan antara kompetensi yang dikembangkan di sekolah dengan kebutuhan industri.
Konsep link and match kompetensi SMK dan DU/DI pada program Revitalisasi Pendidikan Kejuruan diperkirakan dapat menajamkan ketepatan pemenuhan supply-demand tenaga kerja. Konsep link and match antara lembaga pendidikan dan dunia kerja diyakini ideal dalam meningkatkan lulusan pendidikan SMK berkualitas dan menekan angka pengangguran. Kunci sukses link and match adalah peran pemerintah dan hubungan kerjasama SMK dengan DU/DI. Salah satunya adalah kerjasama penyusunan program pembelajaran SMK yang di arahkan pada pengajaran yang aplikatif dan lebih memfokuskan pada kompetensi keahlian bidang tertentu dengan tujuan agar lulusan yang dihasilkan siap memasuki lapangan kerja. Idealnya kegiatan pembelajaran seharusnya berbasis dunia kerja dengan kompetensi DU/DI berupa pengalaman langsung atau “hands on experience” peserta didik.
. asaran
Sasaran implementasi pembelajaran teaching factory meliputi:
1. Melalui Pembelajaran teaching factory siswa memperoleh kesempatan untuk belajar teori dan praktik di sekolah dengan suasana yang dirasakan menyerupai suasana pada sistem kerja industri.
2. Terjalinnya kerjasama antara sekolah dan DU/DI secara berkesinambungan yang selalu di dukung dan dilindungi oleh Kementerian Perindustrian, Kementerian Pendidikan dan Kebudayaan, Direktorat PSMK, Dinas Perindustrian dan Dinas Pendidikan setempat.
3. Guru dengan mudah membimbing siswa untuk belajar dalam memenuhi KKM yang dibutuhkan sebagai standar kelulusan, membimbing siswa supaya mampu belajar untuk bekerja dengan mengikuti jadwal blok yang sudah di susun, kemudian siswa mampu melaksanakan dan menyelesaikan pekerjaan dalam bentuk produk barang/jasa yang memiliki tingkat standarisasi dari perusahaan.
4. Lulusan SMK tidak ragu dan canggung dalam bekerja di dunia industri yang sesungguhnya sehingga tingkat keterserapan akan tenaga kerja lulusan SMK di dunia industri akan lebih meningkat.
5. Sekolah dalam peningkatan kualitas, pemenuhan akan sarpras dan pencapaiaan terhadap visi dan misi menjadi lebih mudah dilaksanakan. 6. Kendala yang di hadapi pihak industri dalam perekrutan tenaga kerja yang
&%&---7-78)1%8-/%8)%',-2+*%'836=
A. Para eter Teaching Factory
Parameter penerapan teaching factory menjadi dasar penyusunan program pembelajaran yang akan digunakan meliputi: Manajemen, Bengkel-Lab, Pola Pembelajaran Training, Marketing Promosi, Produk-Jasa, SDM, dan Hubungan Industri.
1. Manajemen
Manajemen dalam teaching factory menempati peran penting dalam mendukung pelaksanaan teaching factory sesuai tujuan awal teaching factory yaitu meningkatkan kompetensi lulusan sekaligus
memenuhi kebutuhan DU/DI dalam bentuk produk/jasa. Untuk mencapai tujuan tersebut, komitmen dan fungsi manajemen menjadi ujung tombak pengelolaan teaching factory. Fungsi manajemen yang dimaksud meliputi planning, organizing, actuating, dan controlling (POAC). Secara umum, manajemen teaching factory dapat dijelaskan pada tabel berikut.
a el 1. Para eter 1
Para eter 1 u Para eter
Mana e en
Administrasi Keuangan Struktur Organisasi + Jobdes Standard Operating
Procedure Kinerja dan Alur
kerja Leadership
Dampak Tefa terhadap institusi dan lingkungan
BAB III
Tata Kelola Pelaksanaan Teaching Factory
28
Penjelasan:
a. Administrasi Keuangan: Ada pencatatan transaksi sesuai prosedur akuntansi yang standar (pencatatan transaksi harian sampai dengan laporan keuangan)
b. Struktur Organisasi + Jobdes: Struktur organisasi di susun sedemikian rupa disesuaikan dengan lingkungan industri, peraturan sekolah setempat. Struktur organisasi dalam bentuk formal (melalui SK Kepala Sekolah) sesuai standar industri (QC, Logistic, Marketing) disertai dengan Jobdes. Dengan catatan Sekolah telah memenuhi unsur TEFA (penanggung jawab utama, marketing, hubungan dengan industri, dan seterusnya).
c. Standard Operating Procedure (SOP) Kinerja dan Alur kerja: SOP setiap unit/sub unit kegiatan teaching factory tersusun dan dilaksanakan dengan konsisten. Alur proses (flow chart), misalnya order masuk sampai billing dijelaskan siapa yang menangani dan bertanggung jawab.
d. Leadership: Pimpinan Sekolah dan Penanggung Jawab teaching factory telah memahami dengan benar konsep pengembangan teaching factory. Kebijakan teaching factory juga tercermin dalam dokumen sekolah, misalnya sasaran mutu, program induk sekolah dan sebagainya.
e. Dampak teaching factory
1) Terhadap institusi: Stakeholders memberikan dukungan penuh untuk kelancaran implementasi teaching factory, dapat dibuktikan dengan adanya komitmen dari seluruh personil di lingkungan sekolah (termasuk yang tidak terlibat langsung dengan teaching factory) 2) Lingkungan: Lingkungan kerja yang saling mendukung dan budaya
kerja yang mempunyai misi mensukseskan teaching factory.
2. Bengkel Lab
bengkel/lab sesuai standar sarana prasarana baku SMK berdasarkan Permendiknas Nomor 40 tahun 2008 yang mengatur kriteria minimum sarana dan kriteria minimum prasarana. Parameter Bengkel-Lab pada teaching factory diberikan pada tabel berikut.
a el . Para eter
Para eter u Para eter
engkel a
Peralatan
Tata kelola penggunaan alat MRC*
Bengkel layout Penerapan K3 * Manajemen Maintenance, Repair & Calibrasion
Penjelasan:
a. Peralatan: Peralatan yang diperlukan baik untuk mencapai kompetensi maupun untuk pelaksanaan teaching factory proporsional dengan jumlah siswa/rombel. Alat bantu proses yang ada sangat lengkap baik, baik jumlah maupun jenisnya. Fasilitas selalu dalam kondisi siap pakai (Maintenance and Repair/MR yang baik), selalu distandarisasi sehingga peralatan selalu siap pakai.
b. Tata kelola penggunaan alat: Tata kelola pemakaian dan peminjaman alat dikelola dengan SOP yang jelas. Inventarisasi peralatan dilaksanakan dengan konsisten.
c. Manajemen Maintenance, Repair & Calibrasion (MRC): Ada manajemen MRC yang tersusun dengan baik, penanggung jawab jelas, fasilitas harus keadaan bersih, standar, dan siap pakai. Ada kartu maintenance di mesin, ada data histori MRC.
Tata Kelola Pelaksanaan Teaching Factory
30
aspek keamanan, kenyamanan dan kesehatan (K3). Ruang: Luas ruang memadai (cukup longgar), ruang workshop tertata rapi dan bersih, memperhatikan faktor keselamatan dan alur kerja, tersedia area kerja, alat maupun material yang memadai, sinar dan sirkulasi udara baik
e. Penerapan K3: Dilengkapi dengan simbol-simbol K3 pada setiap ruang dan jenis pekerjaan.
3. Pola Pembelajaran-Training
Pola pembelajaran-training yang dilaksanakan di arahkan pada pembelajaran berbasis industri. Parameter pola pembelajaran-training teaching factory dijelaskan pada tabel di bawah ini.
a el . Para eter
Para eter u Para eter
Pola Pe ela aran raining
Rencana Pelaksanaan Pembelajaran (RPP) dan LKS (jobsheet)
Bahan praktik Basis praktik Pelaksanaan diklat Kewirausahaan
Kegiatan pengajar/instruktur Berbasis corporate culture
Penjelasan
a el . Para eter
Para eter u Para eter
Pola Pe ela aran raining
untuk tujuan menghasilkan produk (produk jadi atau setengah jadi) sesuai permintaan konsumen.
b. Basis praktik: Hasil praktik siswa merupakan produk/jasa (produk jadi atau setengah jadi) yang siap jual.
c. Pelaksanaan diklat: Aktivitas pembelajaran praktik merupakan unit kerja dari teaching factory sebagai hands on experience peserta didik.
d. Kewirausahaan: Siswa melakukan setiap tahapan teaching factory dari perencanaan produksi - proses produksi - penanganan produk - pemasaran produk. Siswa akan dilibatkan dengan aspek target delivery, cost, quality dan efisiensi yang terkait dengan customer expectation dan satisfaction. e. Kegiatan pengajar/instruktur: Tupoksi plus menyelesaikan job order
industri dan berlaku standar industri.
f. Berbasis corporate culture: Praktik dikemas dengan pendidikan karakter/etos kerja industri.
4. Marketing Promosi
Marketing-Promosi berkaitan dengan implementasi teaching
factory dalam kejelasan target dan segmen pasar serta jangkauan pasar,
serta menyesuaikan metode dan pelaku kegiatan promosi. Parameter marketing-promosi dapat dijelaskan pada tabel berikut.
a el . Para eter
PA AM u Para eter
Marketing Pro osi
Marketing & promotion plan
Media komunikasi untuk Teaching Factory
Brosur/leaflet/sarana lain (website, CD,
dll.)
Mockup/produk contoh/model
Tata Kelola Pelaksanaan Teaching Factory
32
Penjelasan:
a. Marketing & Promotion Plan: Memiliki Marketing & Promotion plan yang diimplementasikan, dengan target dan segmentasi market yang jelas. b. Media komunikasi untuk teaching factory: Memiliki media komunikasi
yang dipakai untuk menjangkau pasar. Kemampuan teaching factory dari SMK telah dikenal baik oleh industri, sehingga pengembangan teaching factory di SMK mampu memenuhi kebutuhan praktik siswa dan mampu
mencapai kapasitas dari kemampuan institusi/SMK.
c. Brosur/leaflet/sarana lain (website, CD, dan lain-lain.): Penggunaan brosur/leaflet/sarana sebagai untuk mempromosikan produk.
d. Mock up/produk contoh/model: merupakan contoh produk yang dihasilkan baik berupa barang/jasa yang siap untuk dipasarkan.
e. Jangkauan pasar: Jangkauan job order (target: lokal, nasional dan internasional).
f. Penanggung jawab: Diterbitkan SK, terjalin relasi dengan industri, ada omzet penjualan/order yang masuk.
5. Produk-Jasa
Produk-jasa dalam teaching factory berupa barang dan jasa/layanan, yang merupakan media untuk mengantarkan kompetensi dan bagian dalam proses pembelajaran.
a el 5. Para eter 5
Para eter 5 u Para eter
Produk asa
Produk/jasa untuk kebutuhan internal Keberterimaan pasar
Delivery Quality Quality control
a el 5. Para eter 5
Para eter 5 u Para eter
Produk asa
Penjelasan:
Produk/jasa untuk kebutuhan internal: Produk hasil praktik terstandar, baik produk setengah jadi maupun produk jadi, kualitas sesuai dan delivery time sesuai.
a. Keberterimaan pasar: Produk/jasa dapat berkompetisi di pasar baik dalam sisi harga, kualitas, delivery dan penilaian pasar. Omzet penjualan meningkat, harga tawar produk/jasa mampu berkompetisi dengan produk dari industri /masyarakat.
b. Delivery: merupakan sebuah tim yang bertugas mengatur orderan dari konsumen dan menangani complain atas hasil kerja.
c. Quality: Memenuhi kebutuhan dan diterima pasar.
d. Quality control: Hasil produk/jasa konsisten dalam hal kualitas
e. Inovasi produk/diversifikasi: SMK mampu melakukan inovasi guna menghasilkan sebuah produk yang berbeda dari produk yang sudah ada sebagai ciri khas produk hasil karya SMK tersebut.
6. Sumber Daya Manusia (SDM)
Sumber daya manusia dalam teaching factory merupakan orang-orang yang memberikan tenaga, bakat, kreativitas dan usaha mereka dalam melaksanakan tujuan teaching factory. Implementasi teaching factory harus memiliki SDM yang berpengalaman produksi dan teaching
factory, serta SDM yang mampu berinovasi dan bekerja sama dengan baik
Tata Kelola Pelaksanaan Teaching Factory
34
a el . Para eter
Para eter u Para eter
M
Kompetensi teaching factory Jumlah dan kesesuaian SDM untuk menjalankan teaching factory Motivasi
Inovasi (benefit untuk “user”) Team work
Training bagi internal personil
Penjelasan:
a. Kompetensi teaching factory: Kemampuan memecah atau merinci suatu produk/jasa menjadi elemen kompetensi pembelajaran praktik.
b. Jumlah dan kesesuaian SDM untuk menjalankan teaching factory: Jumlah SDM yang mampu melaksanakan teaching factory sudah cukup, sehingga distribusi pekerjaan dan kewenangan dapat berjalan dengan lancar dan sesuai dengan SOP.
c. Motivasi: Motivasi yang tinggi dalam menjalankan teaching factory (fokus pada solusi, bukan fokus pada masalah).
d. Inovasi (benefit untuk “user”): Kemampuan berinovasi mengimplementasikan dan mengintegrasikan dalam kegiatan teaching factory (mampu melihat ekspektasi pasar).
a el . Para eter
Para eter u Para eter
M
. u ungan ndustri
Hubungan atau kerjasama antara SMK dan Industri merupakan kunci sukses dalam menjalankan teaching factory. Parameter hubungan industri dalam proses teaching factory dapat dijelaskan pada tabel berikut.
a el . Para eter
Para eter u Para eter
u ungan ndustri
Bentuk kerja sama Project work Transfer teknologi Investasi oleh industri
Penjelasan:
a. Bentuk kerja sama: Bentuk kerja sama yang mampu memenuhi kebutuhan teaching factory (prakerin/MOU/rekrutmen dan lain-lain) dan kebutuhan
Industri. Misalnya ada kegiatan produksi/jasa yang berhubungan langsung dengan kuota job order secara berkelanjutan dari industri dijadikan materi praktik untuk pencapaian kompetensi sekaligus pemenuhan industri. b. Project work: Bentuk projeck work sekolah atau solusi pemecahan masalah
yang ditawarkan pihak industri baik produk/jasa.
c. Transfer teknologi: Adanya transfer teknologi konkrit dari industri ke institusi yang berdampak positif bagi perkembangan teknologi/ jasa di institusi. Bentuk kerjasama di tandai dengan adanya MOU.
Tata Kelola Pelaksanaan Teaching Factory
36
a ar . er asa a partners ip antara M dan ndustri
. Analisis Penge angan eac ing actory M
Kegiatan teaching factory yang akan dilaksanakan oleh sekolah
melalui proses analisis kondisi dan potensi. Potensi sekolah saat ini dan
yang akan datang dikembangkan oleh sekolah dengan membuat prioritas
yang dapat di produksi dalam teaching factory.
Analisis kondisi dan potensi dilakukan dengan menginventarisir
kondisi lingkungan sekolah dengan mengelompokkan kondisi internal dan
eksternal. Kekuatan, peluang kelemahan dan tantangan yang dialami
sekolah saat ini untuk menentukan prioritas pilihan proses produksi yang
dipilih dalam teaching factory.
Aspek-aspek internal dalam analisa kondisi sekolah diantaranya
kurikulum, sumber data manusia, fasilitas, pembiayaan, manajemen.
Adapun aspek eksternal meliputi potensi daerah, dan mitra industri
sekolah.
1. Kurikulum
Kurikulum yang diselenggarakan di sekolah saat ini dan yang akan
dikembangkan kedepan sesuai dengan rencana strategis. Berkaitan
dengan pengembangan teaching factory perlu dilakukan sinkronisasi
kurikulum dengan industri.
a ar . er asa a partners ip antara M dan ndustri
2. Sumber Daya Manusia
SDM di sekolah dan SDM di perusahaan/industri perlu dibangun tim dalam
proses produksi teaching factory.
3. Fasilitas
Fasilitas yang dimiliki di sekolah sebagai fasilitas penunjang dalam
teaching factory, yang berkaitan dengan proses produksi barang/jasa.
4. Pembiayaan
Pembiayaan proses pembelajaran dan proses produksi teaching factory
untuk efisiensi anggaran (RAPBS/RKAS: Rencana Anggaran Pendapatan
dan Belanja Sekolah/Rencana Kerja dan Anggaran Sekolah).
5. Manajemen
Pengelolaan SDA dan SDM untuk proses pembelajaran dan proses
produksi teaching factory yang telah dilakukan saat ini akan menghasilkan
produk sesuai dengan kebutuhan pasar.
6. Potensi Daerah
Mapping potensi daerah atau potensi masyarakat yang dapat di jadikan
data penunjang untuk melakukan program dari teaching factory.
7. Mitra industri sekolah
Menginventarisasi mitra industri yang akan menjadi pendamping proses
produksi dari teaching factory.
. Pilar ta a perasional eac ing actory 1. Jadwal Blok
Pembuatan jadwal blok diperuntukkan mewujudkan kegiatan
implementasi pembelajaran teaching factory. Berikut ini dijelaskan proses
penyusunan jadwal blok dan membuat daftar kebutuhan peralatan, guru
serta ketercapaian jam pembelajaran.
Tata Kelola Pelaksanaan Teaching Factory
38
Jadwal dalam konteks teaching factory merupakan pengaturan kegiatan pembelajaran. Dalam pendidikan menengah kejuruan yang menerapkan metode pembelajaran teaching factory bentuk penjadwalannya berbeda dengan jadwal belajar yang ada di sekolah pada umumnya. Dalam pembelajaran teaching factory digunakan bentuk penjadwalan yang disebut block schedule atau sistem penjadwalan blok. Jadwal blok dimaknai sebagai upaya untuk fokus pada optimalisasi sumber daya (kurikulum, sumber daya manusia, sarana dan prasarana, serta anggaran) agar menjadi lebih efisien, yang diatur melalui sistem rotasi dalam penyelenggaraan kegiatan teori dan praktik. Utamanya dalam hal penggunaan peralatan praktik dan dalam proses pembelajaran yang berlangsung secara terus menerus (continuous). Jadwal blok yang terus menerus tersebut merupakan salah satu elemen utama dari metode pembelajaran teaching factory. Melalui pengaturan jadwal blok maka kegiatan teori dan praktik dilaksanakan dalam waktu yang cukup untuk memenuhi ketuntasan kompetensi (Contohnya: 1-2 minggu praktik dan 1 minggu teori, disesuaikan dengan program keahlian). Maksud dari kata “terus-menerus” berarti adanya penjadwalan di mana kegiatan praktik dilakukan secara kontinyu, sehingga peserta didik mendapatkan manfaat yang maksimal, dengan harapan peserta didik tercapainya kompetensi (memiliki keterampilan, pengetahuan, dan sikap). Fasilitas praktik yang dimaksud adalah laboratorium sesuai dengan paket keahlian masing-masing, seperti: bengkel, laboratorium, studio, dapur, kebun, kolam, ruang simulasi, dan lain-lain.
b. Layout Jadwal Blok
Layout Penyusunan jadwal blok harus dapat mengantarkan pencapaian
corporate culture sebagai salah satu tujuan dalam metode pembelajaran teaching factory, diantaranya: kejujuran, percaya diri, disiplin, tanggung
Komponen yang tercakup dalam jadwal blok terdiri dari:
1) Waktu pembelajaran, berkaitan dengan fokus kedalaman belajar;
2) Mata pelajaran, yaitu materi yang dipelajari peserta didik dalam kurun
waktu tertentu;
3) Perputaran/rotasi belajar, yaitu pengaturan waktu belajar peserta didik
secara bergantian (berkelompok, bergulir, aktivitas beberapa
kegiatan);
4) Sarana dan prasarana, berkaitan dengan optimalisasi dan utilitas;
5) Pendampingan, dilakukan oleh pendidik terutama dalam
penyelesaian/penuntasan hasil produk.
a ar . ayout ad al lok
DURASI
SARANA DAN PRASARANA
DURASI PEMBELAJARAN
PENDAMPINGAN
Tata Kelola Pelaksanaan Teaching Factory
40
Penyusunan jadwal blok perlu mempertimbangkan beberapa aspek, antara lain:
1) Analisis waktu efektif, dengan memperhatikan kalender pendidikan dan struktur kurikulum yang ditetapkan setiap tahun oleh pemerintah. Analisis ini dilakukan dengan menghitung jumlah minggu pembelajaran efektif dalam kurun satu tahun pelajaran untuk keseluruhan tingkatan kelas (kelas X, kelas XI, dan kelas XII) dengan mempertimbangkan agenda kegiatan sekolah;
2) Jumlah mata pelajaran dan distribusi beban jam pelajaran. Beban belajar merupakan keseluruhan kegiatan yang harus diikuti oleh peserta didik dalam satu minggu, satu semester, dan satu tahun pembelajaran. Dalam jadwal blok, pendistribusian beban jam pelajaran juga ditentukan untuk setiap tingkatan kelas, yang meliputi beban belajar setiap mata pelajaran. Beban belajar juga dihitung dalam dua bagian, beban teori kelas dan beban praktik. Dengan perhitungan yang disusun dalam analisis waktu efektif, maka dalam satu tahun ajaran diperoleh beban belajar mengacu pada perbandingan kelompok mata pelajaran pada struktur kurikulum yang ditetapkan pemerintah;
3) Analisis kebutuhan sarana dan prasarana, untuk jenis, jumlah serta optimalisasi penggunaan sarana dan prasarana. Setiap paket keahlian harus memetakan jenis dan jumlah sarana dan prasarana baku yang dibutuhkan dalam proses pembelajaran teaching factory.
a el . Alur ugas Pe uatan ad al lok
Pembentukan tim Wakil kepala sekolah bidang kurikulum ditugaskan kepala sekolah untuk memimpin proses penyusunan jadwal blok.
Analisis kurikulum
Wakil kepala sekolah bidang kurikulum bersama ketua paket keahlian menganalisis kurikulum dari pemerintah dan mentukan blocking waktu untuk kelompok mata pelajaran adaktif, normatif dan produktif.
Penyusunan Jadwal Blok Ketua paket keahlian menyusun jadwal blok untuk kelompok mata pelajaran produktif.
Penyerahan Jadwal Blok
Ketua paket keahlian menyerahkan jadwal blok untuk kelompok mata pelajaran produktif kepada wakil kepala sekolah bidang kurikulum.
Konsulidasi Jadwal Blok
Wakil kepala sekolah bidang kurikulum mengkonsulidasi jadwal kelompok mata pelajaran normatif dan adaktif dengan jadwal blok kelompok mata pelajaran produktif yang disusun ketua paket keahlian dan menyerahkan hasilnya kepada kepala sekolah.
Analisis akhir
Kepala sekolah bersama wakil kepala sekolah bidang kurikulum dan ketua paket keahlian melakukan finalisasi analisis dan ketercapaian jadwal.
Pengesahan
Kepala sekolah melakukan analisis akhir dan mengesahkan jadwal blok tersebut dan menyerahkan kepada wakil kepala sekolah bidang kurikulum
Tindak Lanjut
Tata Kelola Pelaksanaan Teaching Factory
42
Prosedur penyusunan jadwal blok ada dilampiran halaman 88.
2. Produk
a. Muatan Produk
Produk menurut Kotler dan Amstrong (1996: 274) adalah segala sesuatu yang ditawarkan ke pasar untuk mendapatkan perhatian, dibeli, dipergunakan, dan yang dapat memuaskan keinginan atau kebutuhan konsumen. Banyak klasifikasi suatu produk yang dikemukakan ahli, diantaranya pendapat yang dikemukakan oleh Kotler. Menurut Kotler (2002: 451), produk dapat diklasifikasikan menjadi beberapa kelompok, yaitu:
1) Berdasarkan wujudnya, produk dapat diklasifikasikan ke dalam dua kelompok utama, yaitu:
a) Barang
Barang merupakan produk yang berwujud fisik, sehingga bisa dilihat, diraba atau disentuh, dirasa, dipegang, disimpan, dipindahkan, dan perlakuan fisik lainnya.
b) Jasa
Jasa merupakan aktivitas, manfaat atau kepuasan yang ditawarkan untuk dijual (dikonsumsi pihak lain). Seperti halnya bengkel reparasi, salon kecantikan, hotel, dan sebagainya. Kotler (2002: 486) juga mendefinisikan jasa sebagai berikut: “Jasa adalah setiap tindakan atau kegiatan yang dapat ditawarkan oleh satu pihak kepada pihak lain, yang pada dasarnya tidak berwujud dan tidak mengakibatkan kepemilikan apapun. Produknya dapat dikaitkan atau tidak dikaitkan dengan suatu produk fisik."
2) Berdasarkan aspek daya tahannya produk dapat dikelompokkan menjadi dua, yaitu:
a) Barang tidak tahan lama (non durable goods)
habis dikonsumsi dalam satu atau beberapa kali pemakaian. Dengan kata lain, umur ekonomisnya dalam kondisi pemakaian normal kurang dari satu tahun. Contohnya: sabun, pasta gigi, minuman kaleng, dan sebagainya.
b) Barang tahan lama (durable goods)
Barang tahan lama merupakan barang berwujud yang biasanya bisa bertahan lama dengan banyak pemakaian (umur ekonomisnya untuk pemakaian normal adalah satu tahun lebih). Contohnya: lemari es, mesin cuci, pakaian, dan lain-lain.
3) Berdasarkan tujuan konsumsi yaitu didasarkan pada siapa konsumennya dan untuk apa produk itu dikonsumsi, maka produk diklasifikasikan menjadi dua, yaitu:
a) Barang konsumsi (consumer’s goods)
Barang konsumsi merupakan suatu produk yang langsung dapat dikonsumsi tanpa melalui pemrosesan lebih lanjut untuk memperoleh manfaat dari produk tersebut.
b) Barang industri (industrial’s goods)
Barang industri merupakan suatu jenis produk yang masih memerlukan pemrosesan lebih lanjut untuk mendapatkan suatu manfaat tertentu. Biasanya hasil pemrosesan dari barang industri diperjual belikan kembali.
Proses seleksi produk sebagai sarana pembelajaran dalam teaching factory, yang mempertimbangkan kebutuhan internal
sekolah dan peluang produksi eksternal, dalam modul ini akan lebih dibahas bagaimana menentukan produk untuk internal sekolah. Aspek yang harus diperhatikan pada saat menentukan suatu produk barang / jasa sebagai sarana pengantar bagi peserta didik untuk mencapai suatu kompetensi tertentu adalah:
Tata Kelola Pelaksanaan Teaching Factory
44
mungkin kompetensi peserta didik.
2) Produk Barang/Jasa harus berkualitas dan bernilai jual (secara eksternal (sesuai kebutuhan pasar/industri) atau bernilai guna internal).
3) Produk Barang/Jasa dibutuhkan secara berkelanjutan. b. Layout produk teaching factory.
Berikut merupakan layout proses pemilihan Produk untuk memenuhi kebutuhan internal sekolah.
eleksi Produk ntuk e utu an nternal
Langkah 1 : Analisa Kebutuhan Internal
1) Membuat daftar semua jenis kebutuhan belajar mengajar maupun kebutuhan pendukung operasional sekolah. Pendataan kebutuhan melibatkan Waka Sarpras, Ketua Paket keahlian / Kepala Program Studi, Guru, dibawah tanggung jawab Koordinator Teaching Factory dan/atau Waka Sarpras.
2) Pengelompokan daftar kebutuhan yang sudah ada.
3) Menghitung kebutuhan rata-rata yang dibutuhkan oleh sekolah, baik dari sisi jumlah maupun dari sisi harga.
4) Membuat perkiraan kebutuhan yang ada dalam jangka waktu tertentu.
Langkah 2 : Keputusan terhadap Kualitas Produk
1) Buat gambaran umum secara produk (spesifikasi ukuran, bentuk, atau narasi atau proses kerja).
a el . onto or ulir Analisa e utu an nternal
A A A P AM
o arang asaa a u la utin idak arga
eleksi Produk ntuk e utu an nternal angka 1
Analisis e utu an nternal
angka eputusan akan
ualitas
a ar . Proses pe ili an produk ke utu an internal sekola
2) Buat standar kualitas yang diharapkan dari produk yang ada. 3) Buat estimasi lama pengerjaan produk.
a el . onto or ulir Analisa e utu an nternal
A A A P AM
Bagian / Program Studi / Paket Keahlian: ………..
o arang asaa a u la utin idak arga
eli ualitas Produketil
Lembar ini setelah di isi mohon untuk dikembalikan ke Waka Sarpras atau Koordintor Teaching Factory
Didata Oleh :
Tanggal :
Paraf :
c. Analisis Kesesuaian dan Jenis Produk. 1) Analisis kesesuaian produk
Tata Kelola Pelaksanaan Teaching Factory
46
a ar 5. Aspek Pendukung Penyusunan “Product Matrix”
a) Kompetensi yang bisa diantarkan
Analisa pertama yang harus dilakukan adalah analisa kompetensi dasar yang bisa diantarkan oleh produk. Analisa ini bisa dilakukan oleh guru atau Kepala Program Studi. Produk yang baik adalah produk yang mampu mengantarkan sebanyak mungkin kompetensi dasar.
b) Lama Proses
Proses pengerjaan produk harus diperkirakan dari awal, termasuk juga kompleksitas pengerjaan produk tersebut. Produk tersebut apakah juga memerlukan proses-proses tambahan diluar kegiatan praktik. Produk yang baik untuk pembelajaran teaching factory adalah produk yang lama pengerjaannya bisa sesuai dengan
jadwal yang ada dan bisa terselesaikan dalam materi pembelajaran semaksimal mungkin.
c) Keberlangsungan
Produk yang baik adalah produk yang terus menerus dibutuhkan. Dalam melakukan analisa pemilihan produk, hal tersebut sebaiknya juga dipertimbangkan untuk memudahkan saat mendesain produk dan kurikulum. Sekolah akan menghasilkan produk yang sama dalam kurun waktu tertentu dan bisa
Kompetensi yang bisa diantarkan
a ar 5. Aspek Pendukung Penyusunan “Product Matrix”
Kompetensi yang bisa diantarkan
Lama proses
y
dikembangkan terus menerus.d) Kebutuhan Modal Investasi
Dalam membuat produk dipastikan akan dibutuhkan modal atau biaya. Biaya atau modal hendaknya disusun seefisien mungkin. Harga produk minimal bisa menutup biaya bahan baku, hal ini dikarenakan fungsi utama dari produk adalah untuk media pembelajaran. Akan tetapi hal ini harus selalu dievaluasi sehingga efisiensi biaya bisa ditingkatkan dan mampu untuk menutup biaya yang lainnya.
Untuk memudahkan melakukan analisa kesesuaian produk dan kompetensi, maka digunakan tabel Matrik Produk seperti
asil Praktik Produk
Produk 1 Produk Produk
1 Kelas XI
2 Delivery (waktu pengerjaan bisa 3 Cepat jual atau nilai jual tinggi atau
keberlangsungan
Tata Kelola Pelaksanaan Teaching Factory
48
atatan
a) Kesesuain Kompetensi, hal utama yang harus diperhatikan kompetensi dasar apa saja yang bisa diantarkan oleh produk. Analisa ini dilakukan bersama dengan Kaprodi/Ketua Paket Keahlian/Program Studi, dan Pendidik (guru praktik). Produk yang dipilih adalah produk yang mampu mengantarkan banyak kompetensi. Kesesuaian ini adalah prioritas utama dalam menentukan produk.
b) Analisa waktu (untuk menganalisa waktu yang dibutuhkan), detail produk harus ditentukan, spesifikasi harus jelas, dan urutan proses juga harus sudah ada. Dalam menentukan analisa waktu, jam efektif pembelajaran juga sudah ditentukan. Jam efektif ini adalah jam per mata pelajaran dalam satu tahun.
2) Perhitungan Biaya
Biaya pokok produk yaitu seluruh biaya yang dikeluarkan untuk menghasilkan produk, meliputi biaya material, biaya langsung (listrik, mesin, tenaga kerja langsung), biaya tenaga kerja tidak langsung.
Secara sederhana untuk menentukan harga pokok produk yaitu:
atatan
3) Prosedur Penentuan Produk
a ar . Prosedur penentuan produk
3. Rencana Pelaksanaan Pembelajaran (RPP)
a. Muatan RPP
1) Penyusunan Rencana Pelaksanaan Pembelajaran.
Rencana Pelaksanaan Pembelajaran (RPP) adalah rencana
kegiatan pembelajaran tatap muka untuk satu pertemuan atau
lebih, yang dikembangkan dari silabus untuk mengarahkan kegiatan
pembelajaran dan penilaian peserta didik dalam mencapai
Kompetensi Dasar (KD) yaitu pada Kompetensi Inti 3 (pengetahuan)
dan Kompetensi Inti 4 (keterampilan).
Tata Kelola Pelaksanaan Teaching Factory
50
Jadwal blok, RPP dan jobsheet untuk pembelajaran praktik menjadi perangkat yang sangat penting dalam pengembangan metode pembelajaran teaching factory di Sekolah. RPP berfokus pada pemanfaatan bahan ajar menjadi sesuatu yang berguna, untuk melakukan proses pembelajaran yang efektif.
Penyusunan RPP dengan metode teaching factory secara umum disusun mengikuti ketentuan yang telah disosialisasikan oleh kemendikbud, tetapi secara khusus pada RPP dengan metode teaching factory memiliki kekhasan pada pembuatan Instrumen penilaian
ketrampilan yang dibuat dalam bentuk jobsheet model teaching factory. Jobsheet yang dbuat terintegrasi dengan tuntutan kompetensi dasar,
a ar . ke a o ponen PP dan Jobsheet
2) Komponen RPP terdiri dari:
1. Kompetensi Inti
a) Pengetahuan
b) Keterampilan
2. Kompetensi Dasar
a) KD pada KI pengetahuan