PENINGKATAN PRODUKTIVITAS OPERATOR DENGAN PERBAIKAN METODE
DAN PENENTUAN WAKTU ISTIRAHAT
(Studi Kasus Departemen Medical Equipment PT.OTSUKA INDONESIA)
Agni Yudo Adiyanto, Sritomo Wignjosoebroto, Arief Rahman
Jurusan Teknik Industri FTI
Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
Email : agni_yudo@yahoo.co.id
Abstrak
Departemen Medical Equipment II PT. OTSUKA INDONESIA dituntut untuk menghasilkan produk yang berkualitas dan memenuhi standarisasi sebagai perusahaan di bidang kesehatan. Sebagian besar proses dilakukan dengan menggunakan tenaga manusia (manual) karena produk yang dihasilkan terdiri dari komponen-komponen yang membutuhkan proses perakitan atau assembly yang dilakukan secara manual. Hal ini diperburuk dengan sistem rotasi yang dilakukan oleh pihak manajemen yang bertujuan agar operator dapat melakukan semua aktivitas kerja (multy skill) yang ada di departemen Menelaah permasalahan tersebut maka perlu dilakukan pengukuran mengenai proses pembelajaran / penyesuaian yang dialami oleh operator sehingga dapat diketahui range waktu yang dibutuhkan oleh seorang operator untuk mencapai kondisi standar setelah operator tersebut mengalami rotasi pekerjaan. Penelitian akan melihat pengaruh rotasi kerja terhadap proses penyesuaian operator & penentuan resting time terhadap rotasi dari sisi penyesuaiannya, dengan menggunakan data aktual kinerja operator akan dicari kecenderungan pola kerjanya. Kemudian pengukuran terhadap heart rate operator juga dilakukan sebelum dan setelah pekerjaan dilakukan untuk mencari konsumsi energi dari pekerjaan yang dilakukan sehingga lamanya waktu istirahat dapat dicari. Pengambilan data NBM (Nordic Body Map) juga dilakukan sebagai acuan perbaikan elemen kerja tiap proses.
Kata kunci : rotasi, learning curve, resting time.
ABSTRACT
Medical Equipment I Department by PT.OTSUKA INDONESIA has been striving for producing high quality product and completing standard as a corporation that is active in production of health. Most of process is using man power (manual), because the product needs to be assembly manually. It become worst by the rotation system which purpose is to multiply operator’s skills. So it necessary to do measuring adaptation process for operator to know the time range which was processed by an operator to reach standard condition after work rotation. This research will analyze the effect of work rotation to operator’s adaptation process and to certain resting time to rotation from adaptation process side by using actual data. We’ll find the operator work rate by it’s work pattern. Then measuring for heart rate operator will be doing before and after producing, so the length of resting time can be found. NBM data can be used for work element reparation process too.
Key words: rotation, learning curve, resting time.
1. Pendahuluan
1.1 Latar belakang
Tingginya tingkat mobilisasi
masyarakat dewasa ini menjadikan
permasalahan kesehatan tidak begitu
diperhatikan yang berdampak pada lemahnya daya tahan tubuh. Hal tersebut diperburuk
dengan keadaan lingkungan yang tidak
mendukung seperti: pencemaran udara dan air, sehingga diperlukan prasarana yang menunjang tingkat kesehatan masyarakat terutama untuk orang sakit dan memerlukan perawatan intensif.
Berdasarkan observasi awal yang telah
dilakukan di departemen Medical Equipment
pada Bagian Pra Assembly dan Assembly terlihat
keseluruhan proses diselesaikan secara manual dengan tenaga manusia (operator). Pada bagian
Pra Assembly dan Assembly terdiri dari
beberapa tahapan proses, antara lain pra
assembly, assembly, coiling, sealing, inspeksi
dan sterilisasi. Permasalahan yang timbul salah
satunya adalah tingkat turn over operator sangat
tinggi karena adanya penerapkan sistem rotasi kerja. Sebenarnya penerapan sistem kerja
tersebut bertujuan agar operator dapat
melakukan semua aktivitas kerja (multi skill)
yang ada di departemen ini, sehingga
perpindahan operator dari satu aktivitas/proses kerja ke aktivitas/proses kerja yang lain sangat sering ditemui. Hal ini antara lain terjadi karena
tingkat permintaan yang berfluktuatif (kapasitas produksi tidak tetap), banyaknya operator harian (kapasitas/kemampuannya merakitnya belum dapat mencapai target perusahaan sehingga
butuh back up dari karyawan lain) dan
permasalahan kondisional (karyawan tidak
masuk, adanya pekerja baru yang butuh training
dll). Keadaan tersebut akan mempengaruhi kemampuan / produktivitas pekerja dalam menghasilkan produk pada proses assembly karena akan selalu ada proses penyesuaian
akibat terpotongnya pekerjaan walaupun
operator tersebut telah bekerja cukup lama dan memiliki pengalaman. Proses penyesuaian yang
terlalu sering berakibat pada munculnya range
waktu bagi seorang operator untuk mencapai
kondisi standar yang berarti penurunan
produtivitas / kapasitas assembly komponen tiap
satuan waktu walaupun pada dasarnya pihak manajemen telah menetapkan standar / target
yang harus dicapai oleh operator untuk assembly
komponen tiap satuan waktu. Dengan aplikasi
Learning Curve (kurva pembelajaran) dapat
dijelaskan proses penyesuaian kerja operator melalui output produk yang dihasilkan tiap satuan waktu (jumlah komponen yang mampu rakitan tiap jam). Output aplikasi ini berupa kurva yang menjelaskan durasi waktu yang dibutuhkan oleh operator untuk mencapai kondisi stabil (output produk yang dihasilkan
tiap satuan waktu tidak berfluktuatif). Learning
Curve sendiri hanya digunakan sebagai alat ukur
kinerja operator dalam mencapai kondisi stabil dan sebagai record proses kerja yang dilakukan oleh seorang operator. Proses penyesuaian
tentunya berbeda tiap operator karena
kemampuan tiap operator juga berbeda.
Berdasarkan permasalahan diatas maka perlu dilakukan penelitian proses penyesuaian yang dialami oleh operator sehingga dapat diketahui durasi waktu yang dibutuhkan oleh seorang operator untuk mencapai kondisi standar setelah operator tersebut mengalami rotasi pekerjaan. Kemudian penelitian akan dikembangkan kearah pengaruh rotasi kerja terhadap proses pembelajaran/ penyesuaian
operator & penentuan resting time terhadap
rotasi bila dilihat dari segi pola pada learning
curve-nya.
1.2. Tujuan
Penelitian Tugas Akhir ini bertujuan untuk :
1. Mengetahui pengaruh sistem rotasi
pekerjaan terhadap produktivitas operator.
2. Merancang waktu istirahat (resting time)
yang tepat sehingga dapat meminimalisasi turunnya produktivitas operator.
3. Melakukan improvement terhadap proses
dan kondisi kerja yang diharapkan dapat meningkatkan kapasitas / produktivitas dan mempersingkat waktu proses.
1.3. Manfaat
Pada akhirnya penelitian ini diharapkan
dapat menghasilkan output yang akan
bermanfaat bagi perusahaan, antara lain:
1. Memberikan informasi bagi perusahaan
tentang faktor-faktor yang mempengaruhi produktivitas kerja.
2. Adanya sistem rotasi yang lebih baik dan
produktif.
3. Peningkatan produktivitas berupa naiknya
output yang dihasilkan
1.4. Ruang Lingkup Penelitian
Ruang lingkup penelitian ini terbagi atas
batasan dan asumsi. Penentuan asumsi
digunakan untuk menyederhanakan dari kondisi nyata yang akan dijadikan dasar dalam penelitian. Sedangkan batasan diberikan untuk membatasi ruang lingkup penelitian. Batasan dan asumsi adalah sebagai berikut:
Batasan:
1. Penelitian dilakukan pada bagian Pra
Assembly dan Assembly di Departemen
Medical Equipment, PT. OTSUKA
INDONESIA. Asumsi:
1. Proses dan aktivitas assembly di di
Departemen Medical Equipment, PT.
OTSUKA INDONESIA tidak mengalami perubahan selama penelitian berlangsung.
2. Operator mulai mengalami proses
penyesuaian kerja pada awal aktivitas kerja
(proses assembly) di pagi hari.
3. Operator bekerja dalam kondisi normal.
2. Tinjauan Pustaka
2.1. Learning Curve
Merupakan suatu karakteristik dasar manusia yang terlibat dalam suatu pekerjaan
repetitive akan meningkatkan kemempuannya
dari waktu ke waktu. Jika data dapat dikumpulkan pada kegiatan tersebut, kurva yang
mewakili suatu penurunan usaha tiap unit untuk
operasi repetitive dapat dibentuk..
Learning curve adalah suatu kurva yang menunjukkan fenomena dimana banyaknya siklus meningkat seiring dengan menurunya waktu per siklus atau biaya per siklus, untuk sejumlah besar siklus. Pada awalnya garis (garis
tinggi) tidak beraturan kemudian terjadi
pengurangan dengan cepat dan mulai untuk mendatar atau stabil. Kurva ini menunjukkan bahwa ada peningkatan progresif produktivitas tetapi ada penyusutan saat jumlah produksi meningkat.
2.2. Nordic Body Map (NBM)
Melalui NBM dapat diketahui bagian– bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari rasa tidak nyaman sampai sangat sakit. Dengan melihat dan menganalisa peta tubuh (NBM) maka dapat diestimai jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja. Bagian otot yang dimaksud disini adalah bagian-bagian tubuh mulai dari leher sampai ke kaki. Bagian ini dibagi menjadi 27 bagian yang dapat mewakili keluhan-keluhan pada otot.
2.3 Pengukuran Energi Fisik
Selain salah satu tolak ukur (selain waktu) yang diaplikasikan untuk mengevaluasi apakah tata cara kerja sudah dirancang baik atau belum adalah dengan mengukur penggunaan “energi kerja” (energi otot manusia) yang harus dikeluarkan untuk melaksanakan aktivitas-aktivitas tersenut. Berat ringannya kerja yang harus dilakukan oleh seorang pekerja akan dapat ditentukan oleh gejala-gejala perubahan fisik yang tampak dan bias diukur lewat pengukuran anggota tubuh/fisik manusia antara lain:
Laju detak jantung (heart rate)
Tekanan darah (body pressure)
Temperatur badan (body temperature)
Laju pengeluaran keringat (sweating rate)
Konsumsi oksigen yang dihirup (oxygen
consumtion)
Kandungan kimiawi dalam darah (latic acid
content)
2.4 Pengukuran Konsumsi Oksigen
Konsumsi energi dapat menghasilkan
denyut jantung yang berbeda-beda.
Meningkatnya denyut jantung dipengaruhi beberapa faktor antara lain naiknya temperatur sekitar, adanya pembebanan otot statis yang
tinggi dan semakin sedikit otot yang terlibat dalam suatu kondisi kerja.
Kecepatan denyut jantung serta
pernafasan dapat digunakan sebagai dasar dalam menentukan tenaga yang akan dikeluarkan manusia dalam melakukan aktivitas kerja. Usaha untuk menentukan seberapa besar tenaga yang dikeluarkan secara tepat agak sulit, karena perubahan kondisi fisik dari keadaan normal menjadi keadaan yang aktif akan melibatkan beberapa fungsi tubuh yang lain, misalkan seperti tekanan darah, jumlah oksigen yang digunakan, peredaran darah dalam paru-paru, temperatur tubuh serta banyaknya keringat yang dikeluarkan.
2.5. Penjadwalan waktu istirahat
Untuk mengestimasi jumlah waktu untuk istirahat (baik yang terjadwal maupun
tidak terjadwal) yang diperlukan dalam
pelaksanaan kerja dapat diformulasikan sebagai berikut:
5
.
1
)
(
K
S
K
T
R
(menit) Dimana:R= Waktu istirahat yang diperlukan (menit) T= Total waktu yang diperlukan untuk kerja (menit)
K= Rata-rata energi yang dikonsumsi untuk kerja (kCal/menit)
S= Standar beban kerja normal yang diaplikasikan (kCal/menit)
2.6. Gerakan- gerakan fundamental untuk
pelaksanaan kerja manual (THERBLIGS)
Untuk mempermudah penganalisaan terhadap gerakan- gerakan yang akan dipelajari perlu dikenal terlebih dahulu gerakan-gerakan dasar yang membentuk kerja tersebut. Guna
melaksanakan symbol/kode dari
gerakan-gerakan dasar kerja yang dikenal dengan nama THERBLIGS (dieja dari nama Gilberth secara terbalik). Disini mereka menguraikan gerakan-gerakan kerja ke dalam 17 gerakan-gerakan dasar Therbligs. Sebagian besar dari eleme-elemen dasar therbligs merupakan gerakan tangan yang biasa terjadi apabila dilakukannya suatu pekerjaan, terlebih lagi secara manual.
2.7. Peta tangan kiri dan kanan (Left And
Right Hand Chart) atau Peta operator
(Operator Process Chart).
Peta tangan kiri dan tangan kanan adalah peta kerja setempat yang bermanfaat untuk menganalisa gerakan tangan manusia
dalam melakuakn pekerjaan-pekerjaan yang bersifat manual. Peta ini akan menggambarkan semua gerakan ataupun delay yang terjadi yang dilakuakan oleh tangan kanan maupuntangan kiri secara mendetail sesuai dengan elemen-elemen Therbligs yang membentuk gerakan tersebut. Dengan menganalisa detail gerakan yang terjadi maka langkah-langkah perbaikan dapat diusulkan. Dari analisa yang dibuat maka pola gerakan tangan yang dianggap tidak efisien
dan bertentangan dengan prinsip-prinsip
ekonomi gerakan (motion economy) bisa
diusulkan untuk diperbaiki.
3. Metodologi Penelitian
Penelitian ini terdiri dari beberapa tahap, anatara lain:
3.1. Tahap Awal
Tahap awal merupakan tahap
identifikasi dalam penelitian ini. Disebut
demikian karena pada tahap inilah
ditentukannya permasalahan apa yang akan diteliti dan dianalisa, serta tujuan yang ingin dicapai dalam penelitian ini.
3.2. Tahap Pengunpulan dan Pengolahan Data
Tahap ini merupakan kelanjutan proses
penelitian. Pada tahapan ini dilakukan
pengumpulan data yang terkait dengan
penggunaan Learning Curve
3.3. Tahap Analisa dan Perbaikan
Setelah tahap pengumpulan dan
pengolahan data maka akan dilanjutkan dengan analisa terhadap output pengolahan data dan interpretasinya. Kemudian akan dilakukan
improvement dengan harapan produktivitas
operator akan meningkat.
3.4. Tahap Kesimpulan dan saran
Pada tahap ini akan ditarik beberapa
kesimpulan
sebagai
jawaban
dari
permasalahan
yang
diangkat
dalam
penelitian. disamping itu juga diberikan
saran sebagai masukan bagi pihak perusahan
untuk perbaikan sistem kerja untuk efisiensi
dan peningkatan produktivitas kerja.
4. Pengumpulan dan Pengolahan Data 4.1. Gambaran umum penelitian.
Penelitian ini dilakukan dengan
mengamati kerja seorang operator harian yang mengalami sistem rotasi dalam melakukan pekerjaannya. Objek amatan adalah operator
harian wanita bernama Winda.Data operator amatan:
Nama : Winda (wanita)
Usia : 32 tahun
Tinggi badan : 154 cm
Berat badan : 40 kg
Pemilihan operator harian ini
berdasarkan keterangan kepala regu, bahwa rotasi hanya diberlakukan bagi pekerja harian karena tanggung jawab tiap pekerja dibebankan secara penuh kepada pekerja tetap.
4.1.1 Data waktu assembly ivy needle dengan
adaptor
Proses ini dilakukan dengan
menggunakan system batching dimana tiap
batch berisi ±20 unit atau 20x proses assembly
ivy needle dan adaptor. Waktu pengamatan
2925.71 dan waktu standar untuk 48 batch
adalah 3072,58 detik sehingga untuk tiap
batchnya menjadi 64 detik. Jumlah pengamatan
960 pengamatan atau total terdapat 960
assembly atau 48 batch. Allowaance yang
terjadi selama 153,6 detik. Proses ini dilakukan
di bagian pra assembly.
Waktu Assembly Ivy Needle & Adaptor y = 0.0025x2 + 0.4774x + 50.323 R2 = 0.9012 40.00 45.00 50.00 55.00 60.00 65.00 70.00 75.00 80.00 85.00 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 Batch Ke-W a k tu (de ti k )
Waktu Assemby Ivy Needle&Adaptor Poly. (Waktu Assemby Ivy Needle&Adaptor)
Grafik waktu assembly ivy needle dengan adaptor
4.1.2. Data waktu rubbering
Proses rubbering juga dilakukan per
batch, tiap batch berisi ±20 unit atau 20x proses
assembly ivy needle dan rubber. Waktu total
untuk keseluruhan proses yang diamati selama 2034.17 detik dengan allowance129,37 detik dan WS sebesar 2156.22 sehingga WS untuk
tiap batch-nya menjadi 79,86 detik. Data
dibawah merupakan rekap data dari keseluruhan pengamatan sebanyak 540 pengamatan. Proses
ini dilakukan di bagian pra assembly. Pola kurva
Grafik waktu assembly ivy needle+adaptor & rubber
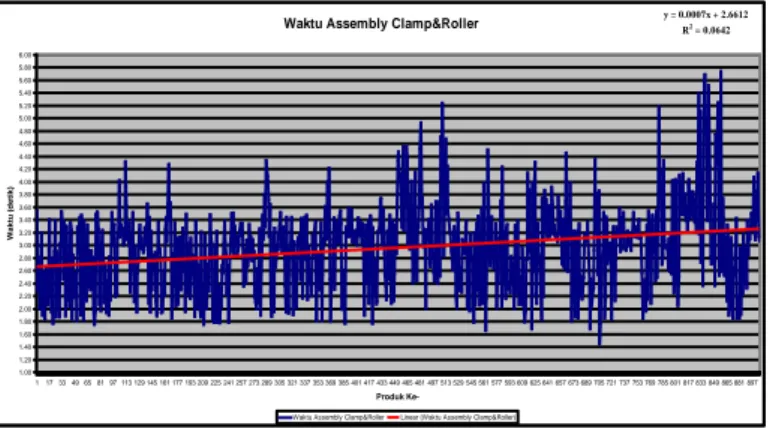
4.1.3. Data waktu assembly clamp & roller
Berbeda dengan proses sebelumnya
pada assembly komponen ini proses dilakukan
tidak dengan batch tetapi satuan part atau unit.
Proses pengamatan sebanyak 906 pengamatan
dengan waktu total 2539,55 detik dan allowance
sebesar 150,18 detik sehingga WS-nya 2681,76 rata-rata tiap unti sebesar 2,96 detik. Proses ini
dilakukan di bagian pra assembly.
Waktu Assembly Clamp&Roller y = 0.0007x + 2.6612R2 = 0.0642
1.00 1.20 1.40 1.60 1.80 2.00 2.20 2.40 2.60 2.80 3.00 3.20 3.40 3.60 3.80 4.00 4.20 4.40 4.60 4.80 5.00 5.20 5.40 5.60 5.80 6.00 117 33 49 65 81 97 113 129 145 161 177 193 209 225 241 257 273 289 305 321 337 353 369 385 401 417 433 449 465 481 497 513 529 545 561 577 593 609 625 641 657 673 689 705 721 737 753 769 785 801 817 833 849 865 881 897 Produk Ke-W a k tu ( d e ti k )
Waktu Assembly Clamp&Roller Linear (Waktu Assembly Clamp&Roller)
Grafik waktu assembly Clamp & Roller
4.1.4. Data waktu tube & joint
Proses ini dilakukan dengan system
batch karena menggunakan media hangger. Tiap
batch berisi 25 tube dan akan dirakit dengan 25
joint. Waktu total pengamatan 8480,69 detik
dengan allowance 398,80 detik sehingga WS
untuk assembly 94 batch sebesar 8862,32 dan
rata-rata 94,28 detik tiap batchnya.
Waktu Assembly Tube&Joint
y = 0.0008x2 - 0.0436x + 94.099 R2 = 0.6431 90.00 91.00 92.00 93.00 94.00 95.00 96.00 97.00 98.00 13 579 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 87 89 91 93 Batch Ke-W a k tu( de ti k )
Waktu Assembly Tubr&Joint Poly. (Waktu Assembly Tubr&Joint)
Grafik waktu assembly tube & join
4.1.5. Data waktu tube & regulator
Proses ini juga dilakukan dengan media
hangger dan batch juga berjumlah 25 tube .
Total pengamatan dilakukan selama 5812,23
detik dengan allowance 337,25 detik, sehingga
WS-nya 6131,9 detik dan rata-rata tiap batch
-nya 72.14 detik.
Assembly Tube & Regulator y = 0.0013x
2 - 0.09x + 72.723 R2 = 0.0815 62.00 63.00 64.00 65.00 66.00 67.00 68.00 69.00 70.00 71.00 72.00 73.00 74.00 75.00 76.00 77.00 78.00 79.00 80.00 81.00 82.00 1 3 5 7 9 11 131517 19212325 272931 33353739 414345 474951 53555759 616365 676971 73757779 818385 Batch Ke-Wak tu (d etik )
Waktu assembly Tube & Regulator Poly. (Waktu assembly Tube & Regulator)
Grafik waktu assembly tube & regulator
4.1.6. Data waktu tube & ivy needle+adaptor
+ rubber
Proses ini merupakan urutan terakhir
pada proses assembly infuse set, setelah joint &
regulator terpasang maka dilanjutkan dengan
assembly ivy needle+adaptor+rubber dengan
tube . Pengamatan dilakukan selama 9268.24
detik&allowance-nya 486,58 detik sehingga WS
dari proses ini sebesar 9731,65 detik dengan
rata-rata 114.49 detik tiap batch-nya. Proses ini
dilakukan di bagian assembly
Assembly Tube & Rubber y = -0.0001x2 + 0.0564x + 112.43
R2 = 0.3548 106 108 110 112 114 116 118 120 1 3 57 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 Batch ke-W a k tu (de ti k )
Assembly tube&rubber Poly. (Assembly tube&rubber)
Grafik waktu assembly tube & ivy needle+adaptor + rubber
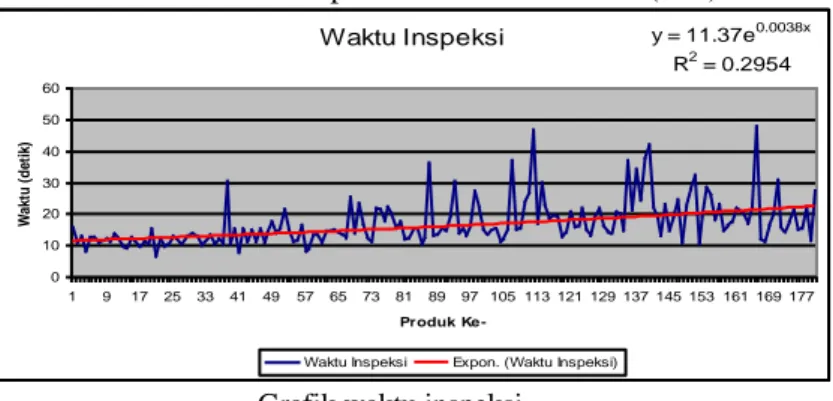
4.1.7. Data waktu Inspeksi
Inspeksi & packing merupakan proses akhir dari urutan proses produksi infuse set. Proses ini dilakukan setelah produk selesai dilakukan proses sterilisasi dan siap untuk dimasukkan ke dalam box dengan isi 10 unit produk tiap box. Jumlah tiap box tergantung dari ukuran produk. Pengamatan dilakukan selama 3095,32 detik, dengan jumlah produk tidak cacat 180 produk (18 box) dari total pengamatan 254 produk. Proses yang diamati hanya inspeksi saja karena packing yang dilakukan dalam rangkaian
proses ini tidak secara keseluruhan, sebatas memasukkan produk kedalam kardus (box).
Waktu Inspeksi y = 11.37e0.0038x
R2 = 0.2954 0 10 20 30 40 50 60 1 9 17 25 33 41 49 57 65 73 81 89 97 105 113 121 129 137 145 153 161 169 177 Produk Ke-W ak tu ( d et ik )
Waktu Inspeksi Expon. (Waktu Inspeksi)
Grafik waktu inspeksi
4.2. Gambaran umum kondisi kerja.
Pada dasarnya pembagian pekerjaan
yang dilakukan di departemen Medical
Equipment I PT. OTSUKA belum memiliki model yang baku. Pemindahan operator hanya berdasarkan kebutuhan pekerja pada bagian tertentu & digunakan sebagai media penambah pengalaman bagi karyawan harian agar mereka mampu bekerja memenuhi target yang telah ditentukan. Perintah pemindahan atau rotasi dikeluarkan oleh ketua regu atas dasar
kebutuhan pekerja (tenaga) untuk
menyelesaikan target harian.
4.2.1. Assembly ivy needle dengan adaptor
Ivy needle adalah jarum infus yang telah
dirangkai dengan cover-nya, komponen ini
diimpor dalam keadaan terangkai. Elemen kerja yang dilakukan adalah:
Mengambil adaptor, mengambil ivy needle
Memposisikan kedua komponen ini
Menekan ivy needle dan adaptor
Meletakkan hasil assembly
Ivy needle & adaptor
4.2.2. Rubbering
Rubbering salah satu tahapan dalam
merangkai / assembly produk. Komponen yang
digabungkan adalah rubber (pipa karet elastis)
dengan assembly ivy neddle & adaptor, dimana
proses sebelumnya ivy neddle & adaptor telah
melalui proses assembly . Proses assembly ini
dilakukan dengan menggunakan media alkohol
70% sebagai pelicin untuk memasukkan ivy
neddle ke dalam rubber. Elemen kerja yang
dilakukan adalah:
Mengambil rubber dari rendaman alkohol,
mengambil rangkaian ivy needle + adaptor.
Memposisikan kedua komponen tersebut
Menahan rangkaian ivy needle + adaptor,
menekan dan memutar rubber agar ujung
adaptor dapat masuk ke dalam rubber
Meletakkan hasil assembly
Ivy needle + adaptor & rubber
4.2.3. Assembly Roller & Clamp
Proses yang dilakukan adalah memasukkan
roller kedalam Clamp. Roller berbentuk seperti
roda dengan grip disisi-sisinya, fungsinya
sebagai regulator/pengatur banyaknya cairan
infus yang masuk dari botol plastik ke dalam infus set (selang infus) & kemudian masuk ke tubuh. Elemen kerja yang dilakukan adalah:
Mengambil roller, mengambil clamp
Memposisikan kedua komponen tersebut
Menahan clamp, menekan roller agar masuk
ke dalam clamp.
Proses menekan ini biasanya dilakukan
dengan kedua ibu jari.
Meletakkan hasil assembly
assembly roller & clamp
4.2.4. Assembly Tube dengan Joint
Proses ini dilakukan di bagian Assembly
(lantai 1 departemen Medical Equipment) dengan menggunakan media hangger sebagai
penyalur material (material handling). Tube
merupakan selang elastis yang bekerja
menyalurkan cairan infus dari botol masuk ke
kecil berwarna putih memiliki filter pada salah satu sisinya. Adapun elemen kerja yang dilakukan pada proses ini adalah:
Mengambil tube di hanggar, mengambil
joint
Memposisikan kedua komponen tersebut
Menekan joint agar dapat masuk ke dalam
tube
Meletakkan hasil rakit
4.2.5. Assembly Tube dengan Regulator
Pada dasarnya seluruh proses yang
dilakukan di bagian pra assembly akan
digunakan atau dirakit menjadi produk lengkap.
Seperti pada proses ini, tube merupakan produk
yang dihasil dari bagian moulding, sedangkan
regulator merupakan hasil assembly dari roller
dan clamp (komponen hasil bagian pra
assembly). Assembly ini dilakukan setelah joint
terpasang sehingga tube dapat dengan mudah
dimasukkan ke dalam regulator.
Elemen kerja yang dilakukan pada proses ini antara lain:
Mengambil tube dari hangar, mengambil
regulator
Memposisikan regulator
Memasukkan ke dalam regulator
Menarik regulator ke tengah tube
Meletakkan assembly tube & regulator
4.2.6. Assembly Tube dengan Rubber
Assembly ini juga dilakukan di bagian
Assembly (lantai 1 departemen Medical
Equipment), tube merupakan selang elastis
yang yang bekerja menyalurkan cairan infus dari botol masuk ke tubuh manusia. Sedangkan
rubber merupakan istilah yang digunakan untuk
menyebut rangkaian assembly ivy needle +
adaptor + rubber
Elemen kerja yang dilakukan antara lain:
Mengambil tube di hanggar, mengambil
assembly ivy needle + adaptor + rubber
Mencelupkan ujung rubber ke alkohol
Memposisikan kedua komponen tersebut
Menahan ujung rubber, menekan dan
memutar tube
Meletakkkan komponen
Assembly ivy needle + adaptor + rubber & tube
4.2.7. Inspeksi
Pada dasarnya inspeksi hampir
dilakukan di setiap proses. Proses inpeksi yang dilakukan berupa inspeksi 100% pada produk yang telah melalui proses sterilisasi, hal-hal yang diperhatikan antara lain: noda hitam, posisi selang yang tidak sempurna sehingga tertukuk
(istilah pabrik: patah), joining yang tidak
sempurna, plastik yang digunakan rusak/cacat, komponen tidak lengkap dan lainnya.
4.2.8. Sistem istirahat
Sistem istirahat yang diterapakan oleh perusahaan berupa istirahat mata 10 menit pada
sekitar pkl.09.00-09.30, tetapi pada
kenyataannya berdasarkan pengamatan operator baru kembali sekitar 15 menit untuk istirahat. Kemudian operator bekerja kembali sampai istirahat siang pkl.11.30-12.30
4.3. Pengumpulan Data NBM
Data Nordic Body Map (NBM) digunakan untuk
mengetahui keluhan-keluhan yang dirasakan oleh pekerja. Dari data NBM dapat diketahui bagian-bagian tubuh mana dari pekerja yang mengalami keluhan/rasa sakit untuk tiap-tiap pekerjaan yang berbeda.
Tabel NBM dari 7 proses yang dirotasi
No Jenis Keluhan 1 2 3 4 5 6 7
1 Sakit di leher 3 3 3 3 4 3 3
2 Sakit di Bahu Kiri 4 4 3 3 3 3 3
3 Sakit di Bahu Kanan 4 4 3 2 3 4 3
4 Sakit pd Lengan Atas Kr 2 2 2 2 2 2 2
5 Sakit di Punggung 3 3 4 3 3 3 2
6 Sakit pd Lengan Atas Kn 2 2 2 2 2 3 3
7 Sakit di Pinggang 3 2 3 3 3 3 3
8 Sakit di Panggul 2 3 3 3 3 2 3
9 Sakit di Pantat 2 3 2 3 3 2 2
10 Sakit pd Siku Kiri 3 3 2 2 3 2 2
11 Sakit pd Siku Kanan 3 3 3 2 3 2 2
12 Sakit pd Lengan Bawah Kr 2 2 2 2 2 2 1 13 Sakit pd Lengan Bawah Kn 2 3 2 3 3 3 4 14 Sakit pd Pergel. Tangan Kr 3 3 3 2 3 3 2 15 Sakit pd Pergel. Tangan Kn 3 4 3 2 3 3 3
16 Sakit pd Tangan Kiri 3 4 3 2 3 3 2
17 Sakit pd Tangan Kanan 4 4 4 2 3 4 3
18 Sakit pd Paha Kiri 2 2 2 2 2 2 2
19 Sakit pd Paha Kanan 2 2 2 1 1 2 2
20 Sakit pd Lutut Kiri 1 2 1 2 1 2 1
21 Sakit pd Lutut Kanan 1 2 1 1 1 1 1
22 Sakit pd Betis Kiri 1 1 1 1 1 1 1
23 Sakit pd Betis Kanan 1 1 1 1 1 1 1
24 Sakit pd Pergel. Kaki Kr 1 1 1 1 1 1 1 25 Sakit pd Pergel. Kaki Kn 1 1 1 1 1 1 1
26 Sakit pd Kaki Kiri 1 1 1 1 1 1 1
27 Sakit pd Kaki Kanan 1 1 1 1 1 1 1
61 67 62 53 60 60 55 Ket. Proses: 1 2 3 4 5 6 7 TOTAL
Ivy Needle & Adaptor
Inspeksi & Packing Ivy Needle + Adaptor & rubber Roller &Clamp
Tube & Joint
Tube & Ivy Needle + Adaptor + Rubber Tube & Regulator
4.4. Proses yang mengalami penurunan
Pada data aktual dapat dilihat bahwa terjadi peningkatan waktu proses tiap produk
pada assembly ivy needle dengan adaptor,
Rubbering,assembly Tube dengan Rubber dan
assembly Tube dengan Joint. Berdasarkan
pengamatan, wawancara dan data dari NBM
dapat disimpulkan beberapa penyebab
penurunan produktivitas tersebut. Penurunan produktivitas tersebut dapat diartikan sebagai peningkatan waktu proses seiring dengan lamanya kegiatan. Untuk proses proses-proses yang lain peningkatan tersebut tidak terlalu signifikan. Khusus untuk proses inspeksi pada dasarnya tidak dapat dijadikan sebagai sebuah pengamatan karena proses tersebut terlalu susah untuk membuat parameternya. Mengingat pada proses ini operator diharuskan untuk mengamati produk dengan teliti, sehingga waktu yang dibutuhkan untuk proses ini variansinya cukup besar.
Dari data aktual/pengamatan, dicari
WN&WS untuk tiap batch-nya. Asumsi
performa rating operator 100% maka dapat dicari Waktu Normal & Waktu Standar kinerja operator tersebut.
Tabel WN & WS
Proses
W.Aktual
PR
Wn
Allow
WS
Batch per Batch
Ivy Needle&Adaptor
2925.7143
100%
2925.7143 153.60
3072.00
48
64
Rubbering
2034.1698
100%
2034.1698 129.37
2156.22
27
79.86
Clamp&roller
2539.5455
100%
2539.5455 150.18
2681.76
906
2.96
Tube&joint
8480.689
100%
8480.689
398.80
8862.32
94
94.28
Tube®ulator
5812.2275
100%
5812.2275 337.25
6131.90
85
72.14
Tube&rubber
9268.2381
100%
9268.2381 486.58
9731.65
85
114.49
4.5. Pengumpulan & pengolahan Data Heart
Rate operator
Pengumpulan data denyut jantung dilakukan setelah operator melakukan pekerjaan pada 4 proses yang terbukti bermasalah (seperti yang telah dijelaskan sebelumnya), yaitu:
assembly ivy needle dengan adaptor,
Rubbering,assembly Tube dengan Rubber dan
assembly Tube dengan Joint. . Pengukuran ini
dilakukan kepada pekerja sebelum proses
assembly dan sesudah proses assembly berjalan
selama pengamatan awal. Karena keadaan perusahaan yang tidak memungkinkan untuk dilakukan pengukuran lebih lama maka,
pengukuran denyut jantung hanya dilakukan 4 kali untuk tiap prosesnya.
Heart Rate 95 89 91 93 98 97 88 100 100 99 92 97 94 91 89 96 Tube & Ivy Needle+
Adaptor+Rubber 6570.57 105 103.5 103 102 104
Tube & Joint 6324.42
105 103.25 103 101 104 108 106 107 106.25 104
Proses Assembly Waktu Pengamatan
(detik)
Ivy Needle+Adaptor
&Rubber 2156.35
HR sebelum kerja (denyut/menit)
HR setelah batas waktu
(denyut/menit) Rata-rata
Ivy Needle & Adaptor 2735.91
109
105 104
102 105
Dari rata-rata denyut jantung yang didapatkan,
kemudian digunakan untuk menentukan
besarnya energi yang dikeluarkan oleh pekerja Hasil dari perhitungan tersebut adalah konsumsi energi berupa kcal/menit. Proses interpolasi tersebut berdasarkan dari Astrand grafik atau penelitian dari Astrand and Rodahl (1977), yang dapat dijadikan sebagai dasar untuk perbandingan pada perhitungan grafik.
Konsumsi Energi (Kcal/Mnt) Heart Rate (Pulse/Mnt) 90 105 110 2,5 X1 5 Konsumsi Oksigen&Energi
Ivy Needle & Adaptor
105
4.375
Ivy Needle+Adaptor & Rubber
106.25
4.53125
Tube & Joint
103.25
4.15625
Tube & Ivy Needle+Adaptor+Rubber
103.5
4.1875
Rata-rata
(denyut/menit)
Konsumsi Energi
(kcal/mnt)
Proses Assembly
4.6. Penentuan Resting Time
Pada data aktual yang telah dilakukan regresi dapat dilihat kecenderungan kinerja operator sehingga dapat dicari penjadwalan
waktu istirahat untuk tiap-tiap proses assembly .
Penentuan waktu jeda atau istirahat berdasarkan
perusahaan. Hal tersebut didasarkan bahwa pada
data pengamatan terlihat kecenderungan
operator mengalami penurunan produktivitas (meningkatnya waktu proses), maka apabila batas rata-rata telah terlampaui proses harus dipotong dan diberikan istirahat sesuai dengan perhitungan. Pengambilan titik rata-rata sebagai acuan dimaksud agar pemberian waktu istirahat dapat benar-benar memberikan manfaat berupa kemampuan produksi yang lebih baik dengan tidak memperpanjang waktu proses secara keseluruhan.
4.6.1. Resting Time pada assembly ivy needle
dengan adaptor
Dari hasil Waktu Standar (WS) proses diketuhui bahwa WS proses ini selama 64 detik. WS tersebut digunakan sebagai parameter Y dari persamaan regresi yang terbentuk.
Persamaan yang terbentuk Y = 0.0025x2
+ 0.4774x + 50.323, dengan Y = 64 detik, maka
nilai X = 25,29 batch ≈ 26 batch. Pada batch
ke-26 digunakan sebagai acuan lamanya waktu
waktu proses pada perhitungan resting time, dari
data aktual diketahui waktu totalnya sebesar
1498,95 detik ≈ 24,98 menit. Penentuan resting
time dapat diperoleh dari perumusan:
5
.
1
)
(
K
S
K
T
R
, dimana : T = 24,98 menit K = 4.375 Kcal/mnt S = 4 Kcal/mnt maka nilaimenit
R
R
26
.
3
5
.
1
375
.
4
)
4
375
.
4
(
24,98
Jadi setelah proses assembly berjalan selama
24,98 menit maka operator diberi istirahat
selama 3,26 menit untuk recovery.
4.6.2.Resting Time assembly ivy needle +
adaptor dan rubber.
Dari hasil Waktu Standar (WS) proses diketuhui bahwa WS proses ini selama 79.86 detik. WS tersebut digunakan sebagai parameter Y dari persamaan regresi yang terbentuk.
Persamaan yang terbentuk Y = 67.17 x0.0702, dengan Y = 79,86 detik, maka nilai X =
11,76 batch ≈ 12 batch. Pada batch ke-12
digunakan sebagai acuan lamanya waktu waktu
proses pada perhitungan resting time, dari data
aktual diketahui waktu totalnya sebesar 916,21
detik ≈ 15,27 menit. Penentuan resting time
dapat diperoleh dari perumusan:
5
.
1
)
(
K
S
K
T
R
, dimana : T = 15.27 menit K = 4,53125 Kcal/mnt S = 4 Kcal/mnt maka nilaimenit
R
R
68
.
2
5
.
1
53125
.
4
)
4
53125
.
4
(
27
.
15
Jadi setelah proses assembly berjalan
selama 15.27 menit maka operator diberi
istirahat selama 2,68 menit untuk recovery
4.6.3. Resting Time assembly tube & joint.
Waktu total pengamatan 9731.75 detik. Dari hasil Waktu Standar (WS) proses diketuhui bahwa WS proses ini selama 114.49 detik. WS tersebut digunakan sebagai parameter Y dari persamaan regresi yang terbentuk.
Persamaan yang terbentuk Y =
0.0008x2 - 0.0436x + 94.099 dengan Y = 94,28
detik, maka nilai X = 58,38 batch ≈ 59 batch.
Pada batch ke-59 digunakan sebagai acuan
lamanya waktu waktu proses pada perhitungan
resting time, dari data aktual diketahui waktu
totalnya sebesar 5528,31 detik ≈ 92.14 menit.
Penentuan resting time dapat diperoleh dari
perumusan:
5
.
1
)
(
K
S
K
T
R
, dimana : T = 92.14 menit K = 4,15625 Kcal/mnt S = 4 Kcal/mnt maka nilai menit R R 42 , 5 5 . 1 14625 . 4 ) 4 15625 . 4 ( 14 . 92 Jadi setelah proses assembly berjalan selama
92.14 menit maka operator diberi istirahat
selama 5,42 menit untuk recovery.
4.6.4. Resting Time assembly tube & ivy
needle+adaptor+rubber.
Dari hasil Waktu Standar (WS) proses diketuhui bahwa WS proses ini selama 114.49 detik. WS tersebut digunakan sebagai parameter Y dari persamaan regresi yang terbentuk.
Persamaan yang terbentuk Y = -0.0001
x2 + 0.0564 x + 112.43, dengan Y = 114.49
detik, maka nilai X = 34,43 batch. Pada batch
ke-35 digunakan sebagai acuan lamanya waktu
waktu proses pada perhitungan resting time, dari
3967,66 detik ≈ 66.127 menit. Penentuan
resting time dapat diperoleh dari perumusan:
5
.
1
)
(
K
S
K
T
R
, dimana : T = 66.127 menit K = 4,18725 Kcal/mnt S = 4 Kcal/mnt maka nilaimenit
R
R
61
.
4
5
.
1
1875
.
4
)
4
1875
.
4
(
127
.
66
Jadi setelah proses assembly berjalan selama
66.127 menit maka operator diberi istirahat
selama 4,61 menit untuk recovery.
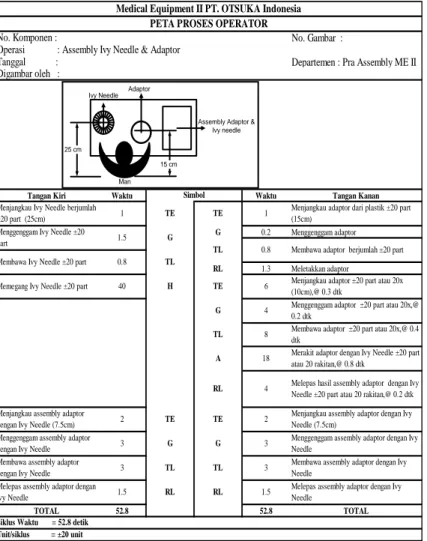
4.7. Perbaikan Metode Kerja
Pada peta proses dapat dilihat elemen-elemen Therblig yang membentuk proses
assembly , dari elemen-elemen tersebut terdapat
beberapa elemen yang tidak efektif sehingga perlu dihilangkan atau dimodifikasi sehingga waktu proses dapat lebih singkat dan sebisa mungkin mampu mengurangi kelelahan pada operator.
4.7.1.Rubbering (assembly ivy needle +
adaptor dengan rubber).
Pada proses ini terdapat elemen
menunggu yang dilakukan oleh kedua tangan, elemen ini termasuk kegiatan yang tidak efektif yang sedapat mungkin dihilangkan, sehingga
pada awal proses tiap batch kedua tangan
bergerak bersama untuk menjangkau
part/komponen. Kemudian elemen
mengarahkan ivy needle pada posisi yang sesuai
juga merupakan kegiatan yang tidak efektif,
solusi yang ditawarkan adalah posisi assembly
ivy needle + adaptor yang sebelumnya harus
tertata dengan rapi sehingga memudahkan
operator untuk mengambil part tanpa harus
menyusun ulang posisinya.
4.7.2. Assembly ivy needle dengan adaptor
Pekerjaan ini juga memiliki
kharakteristik yang sama dengan
rubbering (assembly ivy needle +
adaptor dengan rubber) selain itu kedua proses
tersebut juga terletak pada bagian yang sama
yaitu pra assembly .
Perubahan pada elemen therblig yang
dilakukan antara lain eliminasi elemen
menunggu & mengarahkan ivy needle. Pada
awal proses tiap batch, kedua tangan bergerak
bersama untuk menjangkau part/komponen.
Kemudian elemen mengarahkan ivy needle pada
posisi yang sesuai dieliminasi, sebagai
perubahannya posisi ivy needle harus tertata
dengan rapi sehingga memudahkan operator
untuk mengambil part tanpa harus menyusun
ulang posisinya.
No. Gambar :
Departemen : Pra Assembly ME II
Tangan Kiri Waktu Waktu Tangan Kanan
Menggenggam Ivy Needle ±20 part 1.5 G G 0.7 Menggenggam Rubber
TL 0.8 Membawa rubber berjumlah ±20 part
RL 0.5 Meletakkan rubber
Memegang Ivy Needle ±20 part 60 H
TOTAL 74.8 74.8 TOTAL
Siklus Waktu = 81.6 detik Unit/siklus = ±20 unit
Menjangkau rubber dari rendaman alkohol ±20 part (15cm)
TE 8 Menjangkau rubber ±20 part atau 20x
(10cm),@ 0.4 detik
TL
G 6 Menggenggam Rubber ±20 part atau
20x,@ 0.3 detik
Membawa rubber ±20 part atau 20x,@ 0.3 detik
30 Merakit rubber dengan Ivy Needle ±20
part atau 20 rakitan,@ 1.5 detik 10
Melepas hasil assembly rubber dengan Ivy Needle ±20 part atau 20 rakitan,@ 0.5 detik
Menjangkau assembly rubber dengan Ivy Needle (7.5cm)
Menjangkau assembly rubber dengan Ivy
Needle (7.5cm) 2.8 TE TE
Medical Equipment II PT. OTSUKA Indonesia PETA PROSES OPERATOR
No. Komponen :
Operasi : Assembly Ivy Needle+Adaptor & Rubber
Menjangkau Ivy Needle berjumlah ±20
part (25cm) 1 TE
Tanggal : 19Juni 2006 Digambar oleh : Agni Yudo A
Simbol
TE 1
Menggenggam assembly rubber dengan Ivy Needle
Membawa assembly rubber dengan Ivy
Needle 4 TL TL 4
Membawa assembly rubber dengan Ivy Needle
Menggenggam assembly rubber dengan Ivy
Needle 3.5 G
Melepas assembly rubber dengan Ivy Needle
Melepas assembly rubber dengan Ivy
Needle 1.5 RL RL
TL 0.5 Membawa Ivy Needle ±20 part
1.5 3.5 G 2.8 6 A RL Ivy Needle&Adaptor Man 25 cm 15 cm Rubber + alkohol
Assembly Rubber & Ivy needle + adaptor
No. Gambar :
Departemen : Pra Assembly ME II
Tangan Kiri Waktu Waktu Tangan Kanan
G 0.2 Menggenggam adaptor
RL 1.3 Meletakkan adaptor
TOTAL 52.8 52.8 TOTAL
Medical Equipment II PT. OTSUKA Indonesia PETA PROSES OPERATOR
No. Komponen :
Operasi : Assembly Ivy Needle & Adaptor
TL 0.8 Membawa adaptor berjumlah ±20 part
Tanggal : Digambar oleh :
Simbol
TE 1
Menjangkau Ivy Needle berjumlah
±20 part (25cm) 1 TE
Menjangkau adaptor dari plastik ±20 part (15cm)
Membawa Ivy Needle ±20 part 0.8 TL
Menggenggam Ivy Needle ±20
part 1.5 G
Memegang Ivy Needle ±20 part 40 H
G 4 Menggenggam adaptor ±20 part atau 20x,@
0.2 dtk
TE 6 Menjangkau adaptor ±20 part atau 20x
(10cm),@ 0.3 dtk
TL 8 Membawa adaptor ±20 part atau 20x,@ 0.4
dtk
4 Melepas hasil assembly adaptor dengan Ivy
Needle ±20 part atau 20 rakitan,@ 0.2 dtk
A 18 Merakit adaptor dengan Ivy Needle ±20 part
atau 20 rakitan,@ 0.8 dtk
TE TE
RL
2 Menjangkau assembly adaptor dengan Ivy
Needle (7.5cm) Menggenggam assembly adaptor
dengan Ivy Needle 3 G G 3
Menggenggam assembly adaptor dengan Ivy Needle
Menjangkau assembly adaptor
dengan Ivy Needle (7.5cm) 2
Membawa assembly adaptor
dengan Ivy Needle 3 TL TL
Unit/siklus = ±20 unit Siklus Waktu = 52.8 detik
3 Membawa assembly adaptor dengan Ivy
Needle Melepas assembly adaptor dengan
Ivy Needle 1.5 RL RL 1.5
Melepas assembly adaptor dengan Ivy Needle
Assembly Adaptor & Ivy needle Adaptor Ivy Needle Man 25 cm 15 cm
Gambar peta operasi perbaikan Assembly ivy needle dengan
adaptor
4.8. Rotasi Kerja & Penerapan Resting Time.
Dari empat proses yang telah dijelaskan
diatas & penentuan resting time untuk tiap
proses maka disusun desain rotasi dengan mempertimbangkan kondisi operator, tingkat kesulitan proses, data dari NBM, kapasitas produksi dan elemen kerja proses produksi.
Berdasarkan hasil wawancara dengan operator dan diskusi dengan pihak manajemen maka disusun sistem perpindahan operator dari keempat proses tersebut. Urutan proses adalah sebagai berikut:
1. Rubbering (assembly ivy needle + adaptor
dengan rubber).
2. Assembly Tube dengan Joint
3. Assembly Tube dengan Rubber.
4. Assembly ivy needle dengan adaptor.
Proses yang dilakukan untuk implementasi memiliki lama proses yang sama atau mendekati seperti saat pengamatan awal untuk menjaga HR agar dapat dibandingkan dalam penentuan
resting time. Setelah melakukan kegiatan maka
dilakukan juga pengukuran terhadap heart rate pekerja.
4.8.1. Rubbering (assembly ivy needle +
adaptor dengan rubber).
Pertimbangan menempatkan proses ini pada awal kegiatan karena proses ini merupakan
pekerjaan yang paling sulit di pra assembly
Dept. ME I dan berdasarkan perhitungan heart
rate merupakan pekerjaan yang paling besar
konsumsi energinya yaitu sebesar 5,28 kcal/mnt. Mengingat pagi hari kondisi operator sedang
dalam keadaan yang fit & fresh maka pekerjaan
ini diletakkan pada awal kegiatan. Grafik Implementasi y = 0.2442x2 - 2.2207x + 71.581 R2 = 0.6557 60.00 62.00 64.00 66.00 68.00 70.00 72.00 74.00 76.00 78.00 80.00 82.00 84.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Batch Ke-W a k tu ( d e ti k )
Sebbelum istirahat Setelah istirahat Poly. (Sebbelum istirahat)
Istirahat 2,68 menit
Grafik implementasi rubbering
Lamanya penelitian berkisar 2104.09 detik dengan allowance 45 detik (2,1%), sehingga WS untuk proses kali ini 2150,38 detik (waktu yang hampir sama saat pengamatan awal
dilakukan) dengan output sebanyak 30 batch.
Pengukuran HR juga dilakukan penelitian yaitu
sebesar 104 rate/min. Dengan resting time
selama 160,8 detik.
4.8.2. Assembly Tube dengan Joint
Selanjutnya adalah assembly tube
dengan joint, pertimbangan meletakkan proses
ini pada urutan kedua karena setelah pekerjaan yang cukup berat maka untuk menghemat energi pekerjaan dilanjutkan dengan proses yang lebih ringan.
Grafik Implementasi Tube&Joint y = 0.0026x2 - 0.1251x + 91.187 R2 = 0.0997 80 82 84 86 88 90 92 94 96 98 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 87 89 91 93 95 97 Batch ke-W a k tu (de ti k )
Sebelum istirahat Setelah istirahat Poly. (Sebelum istirahat)
Istirahat 5,42 mnt
Gambar grafik implementasi assembly tube&joint
Setelah dilakukan implementasi pola yang terbentuk dari kinerja operator relative
stabil setelah operator tersebut mengalami istirahat selama 5.42 menit dengan waktu total pengamatan 8847.19 detik dengan total produk
98 batch dan allowance yang ada sebesar 265,42
detik (3%) sehingga WS proses ini 9112,61 detik. Kemudian HR operator sebesar 101
rate/min. Dengan resting time 325.2 detik.
4.8.3. Assembly Tube dengan tube & ivy
needle+adaptor + rubber
Kemudian proses selanjutnya adalah
assembly tube dengan ivy needle+adaptor +
rubber pertimbangan menempatkan proses ini
pada urutan ketiga karena setelah operator
melakukan assembly Tube dengan Joint yang
notabanenya termasuk pekerjaan yang cukup mudah maka dilanjutkan dengan pekerjaan yang memiliki tingkat kesulitan lebih tinggi.
Pada dasarnya assembly tube dengan
rubber merupakan pekerjaan yang memiliki
tingkat kesulitan menengah, hal yang membuat pekerjaan ini sulit adalah keberadaan hanger yang „memaksa‟ untuk bekerja lebih cepat. Konsumsi energi untuk pekerjaan ini juga tidak terlalu tinggi 4,156 kcal/mnt.
Grafik Implementasi Tube&Ivy Needle+Adaptor+Rubber y = 0.003x2 - 0.0661x + 111.65 R2 = 0.0189 100.00 102.00 104.00 106.00 108.00 110.00 112.00 114.00 116.00 118.00 120.00 1 4 7 10 1316 19 22 25 2831 3437 40 43 46 4952 55 5861 64 67 70 7376 79 8285 Batch ke-W a k tu (de ti k )
Sebelum istirahat Setelah istirahat Poly. (Sebelum istirahat)
Istirahat 4,61 menit
Gambar Grafik implementasi assembly tube & ivy needle+adaptor + rubber
Setelah desain pergantian pekerjaan dilakukan dan pemberian istirahat selama 4,61 menit pada batch ke-35, maka dapat diliha perubahan pola kurva yang cenderung lebih stabil tetapi mulai mengalami penurunan pada akhir pengamatan. Waktu total pengamatan selama 9548,78 dan allowance sebesar 238,72 detik (2,5%) sehingga WS-nya diketahui sebesar 9787,5 detik. Sedangkan output yang
dihasilkan sebanyak 87 batch. Dengan resting
time 276,6 detik. HR operator setelah
melakukan pekerjaan sebesar 102
4.8.4. Assembly ivy needle dengan adaptor
Proses yang terakhir adalah assembly
ivy needle dengan adaptor, dimana pekerjaan ini
merupakan yang paling mudah dangan kapasitas terbesar. Pertimbangan meletakkan pekerjaan ini pada urutan terakhir karena setelah operator melakukan pekerjaan dengan tingkat kesulitan
cukup tinggi maka dilanjutkan dengan pekerjaan dengan tingkat kesulitan lebih rendah sehingga
ada recovery bagi tubuh operator.
Grafik Implementasi y = 0.0019x2 + 0.5513x + 49.883 R2 = 0.6048 40.00 45.00 50.00 55.00 60.00 65.00 70.00 75.00 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 Batch Ke-W a k tu (d e ti k )
Sebelum Istirahat Setelah Istirahat Poly. (Sebelum Istirahat)
Istirahat 3,26 mnt
Gambar grafik implementasi Assembly ivy needle dengan adaptor
Dari heart rate diketahui sebesar 104 pulse/menit. Pada implementasi waktu total untuk 51 batch adalah 2940,84 detik, sehingga WS-nya proses implementasi untuk 51 batch
adalah 3051,12 detik, dengan allowance 110,28
detik (3,75%). Dengan resting time 195,6 detik.
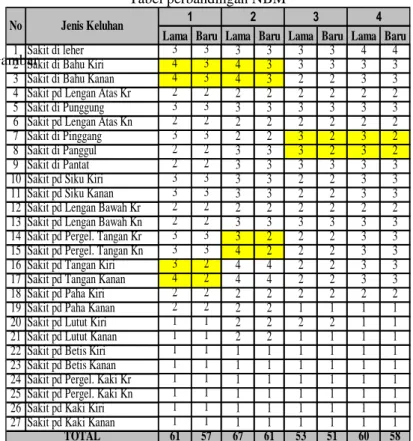
4.9. Perbandingan NBM
Setelah penerapan sistem
perpindahan operator, pemberian
waktu istirahat dan sedikit perbaikan metode, maka dilakukan analisa perbandingan tingkat kelelahan pada anggota tubuh dengan menggunakan
NBM (Nordic Body Map).
Tabel perbandingan NBM
Lama Baru Lama Baru Lama Baru Lama Baru
1 Sakit di leher 3 3 3 3 3 3 4 4
2 Sakit di Bahu Kiri 4 3 4 3 3 3 3 3
3 Sakit di Bahu Kanan 4 3 4 3 2 2 3 3
4 Sakit pd Lengan Atas Kr 2 2 2 2 2 2 2 2
5 Sakit di Punggung 3 3 3 3 3 3 3 3
6 Sakit pd Lengan Atas Kn 2 2 2 2 2 2 2 2
7 Sakit di Pinggang 3 3 2 2 3 2 3 2
8 Sakit di Panggul 2 2 3 3 3 2 3 2
9 Sakit di Pantat 2 2 3 3 3 3 3 3
10 Sakit pd Siku Kiri 3 3 3 3 2 2 3 3
11 Sakit pd Siku Kanan 3 3 3 3 2 2 3 3
12 Sakit pd Lengan Bawah Kr 2 2 2 2 2 2 2 2
13 Sakit pd Lengan Bawah Kn 2 2 3 3 3 3 3 3
14 Sakit pd Pergel. Tangan Kr 3 3 3 2 2 2 3 3
15 Sakit pd Pergel. Tangan Kn 3 3 4 2 2 2 3 3
16 Sakit pd Tangan Kiri 3 2 4 4 2 2 3 3
17 Sakit pd Tangan Kanan 4 2 4 4 2 2 3 3
18 Sakit pd Paha Kiri 2 2 2 2 2 2 2 2
19 Sakit pd Paha Kanan 2 2 2 2 1 1 1 1
20 Sakit pd Lutut Kiri 1 1 2 2 2 2 1 1
21 Sakit pd Lutut Kanan 1 1 2 2 1 1 1 1
22 Sakit pd Betis Kiri 1 1 1 1 1 1 1 1
23 Sakit pd Betis Kanan 1 1 1 1 1 1 1 1
24 Sakit pd Pergel. Kaki Kr 1 1 1 1 1 1 1 1
25 Sakit pd Pergel. Kaki Kn 1 1 1 1 1 1 1 1
26 Sakit pd Kaki Kiri 1 1 1 1 1 1 1 1
27 Sakit pd Kaki Kanan 1 1 1 1 1 1 1 1
61 57 67 61 53 51 60 58 TOTAL
1 2 3 4
Jenis Keluhan No
5. Analisa dan Interpretasi Data 5.1 Analisa Data aktual
Pengamatan hanya dilakukan pada 7 proses yang dikenai sistem rotasi antara lain:
Assembly ivy needle dengan adaptor
Rubbering (Assembly ivy needle + adaptor
& rubber)
Assembly Roller & Clamp
Assembly Tube dengan Rubber
Assembly Tube dengan Joint
Assembly Tube dengan Clamp
Inspeksi
Dari data abservasi 7 proses tersebut maka dapat diketahui bahwa hanya beberapa proses yang mengalami permasalahan produktifitas bila dilihat dari pola pekerjaan berdasarkan jumlah produk yang dihasilkan tiap satuan waktu.
Proses yang bermasalah adalah assembly ivy
needle dengan adaptor, Rubbering, assembly
Tube dengan Rubber dan assembly Tube dengan
Joint.
5.2 Analisa kondisi kerja
Pem-break down-anelemen tersebut berupa
peta operasi pekerja atau yang sering disebut dengan peta tangan kanan tangan kiri karena menjelaskan kegiatan apa saja yang dilakukan oleh kedua tangan. Output yang dihasilkan dari Peta Operas tersebut berupa waktu siklus pekerjaan (7 proses amatan).
Table Waktu Siklus
Proses Assembly Waktu Siklus (dtk) Assembly ivy needle dengan adaptor 62 / batch
Rubbering (Assembly ivy needle + adaptor & rubber) 81.6 / batch
Assembly Roller & Clamp 2.7 / unit
Assembly Tube dengan Rubber 114.49 / batch
Assembly Tube dengan Joint 90.4 / batch
Assembly Tube dengan Regulator 72.9 / batch
Inspeksi 13.2 / 5 unit
5.3 Analisa perbaikan metode kerja
Pada proses Rubbering (assembly ivy
needle + adaptor dengan rubber) terdapat dua
elemen yang dieliminasi yaitu elemen
menunggu dan mengarahkan, eliminasi ini karena elemen tersebut termasuk gerakan yang tidak efektif
Sedangkan pada proses Assembly ivy
needle dengan adaptor eliminasi gerakan atau
elemen kerja juga hampir sama dengan proses
rubbering yaitu menunggu dan mengarahkan
karena tidek efektif.
Table perbandingan waktu siklus
Sebelum perbaikan Setelah perbaikan
Rubbering 81.6 74.8 8.33
Ivy Needle&Adaptor 63 52.8 16.19
Proses Waktu siklus (detik) %
5.4 Analisa NBM
Dari hasil kuisioner yang dibagikan dan wawancara dengan pekerja dapat diketahui tingkat keluhan yang dialami pekerja dan bagian tubuh mana saja yang mengalami keluhan dan kelelahan. Pengukuran dengan NBM menjadi dua bagian sebelum perbaikan dan setelah perbaikan. Proses yang diukur sebelum perbaikan meliputi 7 proses awal pengamatan, sedangkan setelah perbaikan hanya 4 proses yang bermasalah. Perbandingan NBM adalah sebagai berikut:
NBM Ivy Needle+Adaptor&Rubber 0 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
Bagian tubuh operator
Ti ng k a t k e luh a n
Sebelum perbaikan Setelah perbaikan
Gambar grafik perbandingan proses rubbering
Perbandingan NBM Ivy Needle&Adaptor
0 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 Bagian tubuh Ti ng k a t k e luh a n
Sebelum perbaikan Setelah perbaikan
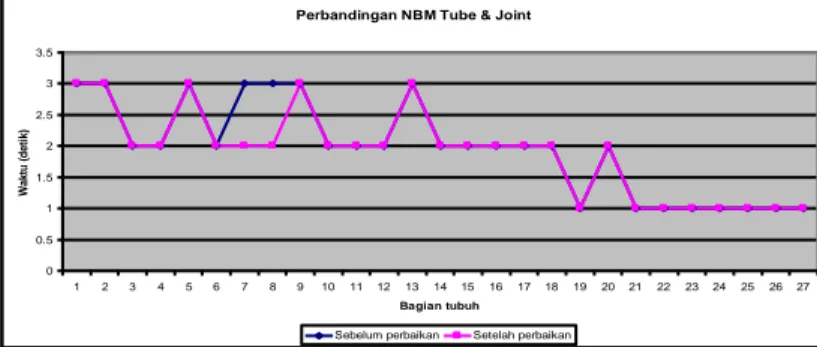
Gambar grafik perbandingan assembly ivy needle&adaptor Perbandingan NBM Tube & Joint
0 0.5 1 1.5 2 2.5 3 3.5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 Bagian tubuh W a k tu (de ti k )
Sebelum perbaikan Setelah perbaikan
Perbandingan NBM Tube&Ivy needle+adaptor+rubber 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 Bagian tubuh Ti ng ka t ke luh an
Sebelum perbaikan Setelah perbaikan
Gambar grafik perbandingan assembly Tube & ivy needle + adaptor & rubber
Berdasarkan grafik, perbaikan yang dilakukan cukup signifikan berdampak pada data NBM, karena pada dasarnya NBM terkait erat dengan perbaikan metode kerja & seberapa banyak operator merasa lelah. Perubahan metode kerja tidak dapat dilakukan lebih detail terkait dengan keadaan perusahaan yang tidak memungkinkan untuk pengambilan data dan implementasi lebih lanjut.
Tabel perbandingan efisiansi NBM
Sebelum Perbaikan
61
67
53
60
Setelah Perbaikan
57
61
51
58
Perbaikan (%)
6.89
7.81
3.77
3.33
Tube &
Joint
Tube & Ivy Needle +
Adaptor + Rubber
Proses
Kondisi
Ivy Needle + Adaptor &
rubber
Ivy Needle &
Adaptor
5.5. Analisa Heart Rate operator
Pengambilan data denyut jantung
operator dilakukan juga setelah desain perbaikan dilakukan, namun karena keadaan yang tidak memungkinkan, pengambilan data HR operator hanya dapat dilakukan sekali. Hal tersebut juga terkait dengan pelaksanaan desain perbaikan yang hanya dilakukan sekali.
Tabel perbandingan HR & Konsumsi energi
Ivy Needle & Adaptor
105
4.375
103.5
4.1875
Ivy Needle+Adaptor & Rubber
106.25
4.53125
104
4.25
Tube & Joint
103.25
4.15625
101
3.875
Tube & Ivy Needle+Adaptor+Rubber
103.5
4.1875
102
4
Proses Assembly
Sebelum Perbaikan
Sebelum Perbaikan
Rata-rata
(denyut/menit)
Konsumsi Energi
(kcal/mnt)
Heart rate setelah
perbaikan (denyut/mnt)
Konsumsi Energi
(kcal/mnt)
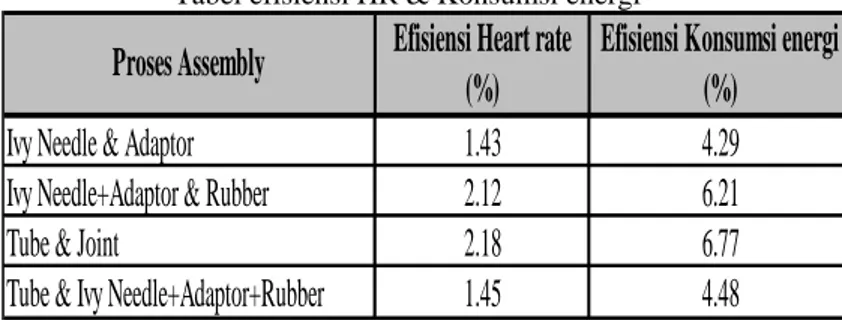
Tabel efisiensi HR & Konsumsi energi
Ivy Needle & Adaptor
1.43
4.29
Ivy Needle+Adaptor & Rubber
2.12
6.21
Tube & Joint
2.18
6.77
Tube & Ivy Needle+Adaptor+Rubber
1.45
4.48
Proses Assembly
Efisiensi Heart rate
(%)
Efisiensi Konsumsi energi
(%)
5.6 Analisa Resting time
Dari penelitian yang dilakukan
mengenai kondisi existing dan implementasi desain perbaikan maka diperoleh data seperti pada table dibawah
Tabel Data sebelum implementasi / perbaikan sistem
Proses
W.Aktual
PR
Wn
Allow
WS
Batch Wkt / Batch
Ivy Needle&Adaptor
2925.71
100% 2925.71 153.60 3072.00
48
64
Rubbering
2034.17
100% 2034.17 129.37 2156.22
27
79.86
Tube&joint
8480.69
100% 8480.69 398.80 8862.32
94
94.28
Tube&rubber
9268.24
100% 9268.24 486.58 9731.65
85
114.49
Tabel Data setelah implementasi / perbaikan sistem
Proses
Resting Time W.Aktual PR
Wn
Allow
WS Batch Wkt / Batch
Ivy Needle&Adaptor
195.6
2940.84 100% 2940.84 110.28 3051.12 51
59.83
Rubbering
160.8
2104.09 100% 2104.09
45
2150.38 30
71.68
Tube&joint
325.2
8847.19 100% 8847.19 265.42 9112.61 98
92.99
Tube&rubber
276.6
9548.78 100% 9548.78 238.72 9787.5 87
112.50
Resting time
yang diterapkan pada
implementasi kali ini secara keseluruhan
selama 958,2 detik atau sekitar 15,97 menit,
yang berarti tidak berbeda jauh dengan yang
diterapkan oleh perusahaan
. Total waktu yangdiperlukan untuk menyelesaikan keempat
pekerjaan tersebut selama 23440,9 detik atau 390,68 menit atau 6,51 jam. Hal tersebut tentunya berbeda daripada yang diterapkan oleh perusahaan, secara garis besar operator bekerja selama ±4jam (07.30-11.30) dengan waktu istirahat selama 15 menit.
Sedangkan efisiensi yang diperoleh dari penerapan system tersebut dijabarkajn pada table dibawah
Tabel perbandingan efisiensi kondisi awal dan perbaikan
Sebelum perbaikan Setelah perbaikan
Ivy Needle&Adaptor 64 59.83 6.52 Rubbering 79.86 71.68 10.24 Tube&joint 94.28 92.99 1.37 Tube&rubber 114.49 112.50 1.74 Wkt / Batch Proses %
6.Kesimpulan dan Saran 6.1 Kesimpulan
Berdasarkan penelitian yang telah
dilakukan dapat diambil beberapa kesimpulan yaitu:
1. Tidak semua proses yang terdapat pada
departemen Medical Equipment I
memberlakukan sistem rotasi. Hanya empat dari tujuh proses yang dapat dilakukan
penelitian terkait dengan pemberian resting
time, hal tersebut karena tidak semua proses
terdapat masalah dengan produktivitas.
2. Pemberian waktu istirahat terkait dengan
heart rate operator dan berdasarkan data
lamanya proses yang dilakukan. Pergantian operasi berdasarkan pada kesamaan proses
& tingkat kesulitan selain itu layout/letak
stasiun kerja juga menjadi pertimbangan. Sedangkan pada perbaikan metode kerja dilakukan eliminasi pada elemen kerja yang tidak efektif.
3. Pada implementasi yang dilakukan terbukti
terjadi efisiensi:
NBM sebesar 6,89% pada assembly ivy
needle&adaptor, 7,81% pada proses
rubbering, 3,77% pada assembly
tube&joint dan 3,33% pada assembly
tube&ivy needle+adaptor+rubber.
Perbaikan metode sebesar 8,33% pada
proses rubbering dan 16,19% pada
assembly ivy needle&adaptor.
Heart rate sebesar 1,43% pada assembly
ivy needle&adaptor, 2,12% pada proses
rubbering, 2,18% pada assembly
tube&joint dan 1,45% tube&ivy
needle+adaptor+rubber.
Konsumsi energi sebesar 4,29% pada
assembly ivy needle&adaptor, 6,21% pada
proses rubbering, 6,77% pada assembly
tube&joint dan 4,48% tube&ivy
needle+adaptor+rubber.
WS/batch sebesar 6,52% pada assembly
ivy needle&adaptor, 10,24% pada proses
rubbering, 1,37% pada assembly
tube&joint dan 1,74% tube&ivy
needle+adaptor+rubber.
6.2 Saran
1. Pada penelitian selanjutnya diharapkan
dapat dilakukan dengan lebih detail dan mempertimbangkan lebih banyak faktor-faktor yang mempengaruhi produktivitas operator, sehingga nantinya efisien yang dihasilkan lebih signifikan.
2. Berdasarkan hasil penelitian ini pola
istirahat yang diterapkan oleh perusahaan sebaiknya dilakukan penyesuaian sehingga penurunan produktivitas operator dapat dicegah.
Daftar Pustaka
________(1997). Chapter 21 : Learning Curve.
<URL :http
://www.directives.doe.gov/pdfs/doe/doete xt/neword/430/g4301-1chp21.pdf>
Groover, M.P. (2001). Automation,
Production System and Computer
Intergrated Manufacturing. Prentice
Hall International, Inc., New Jersey.
Linda Herawati Gunawan (2005). Tesis
“Evaluasi Ergonomi Terhadap Pengaruh Terapi Musik dan Suhu ruangan kerja untuk mereduksi kebosanan” Program Studi Magister Bidang Keahlian Rekayasa Kualitas 2005.
Ritter, F. E., & Schooler, L. J. (2002). The
learning curve. In International
encyclopedia of the social and behavioral
sciences. 8602-8605. Amsterdam:
Pergamon.http://www.iesbs.com/
R. S. Bridger (1995). Introduction To
Ergonomics. Mc Graw Hill, Inc.,
Sritomo Wignjosoebroto (2003). Ergonomi
Studi Gerak dan Waktu. Guna Widya.
Sumanth, David J. (1984). Productivity
Engineering And Management.