1
Pengembangan Algoritma Ant Colony Optimization
untuk Menyelesaikan Permasalahan Layout
Risang Galih Bhaktiaji, Arief Rahman
Jurusan Teknik Industri
Institut Teknologi Sepuluh Nopember (ITS) Surabaya, Indonesia
[email protected]; [email protected]
Abstrak — Salah satu kriteria layout yang baik adalah mampu meminimalisir material handling. Dalam penyusunan layout mesin, antar mesin
yang memiliki frekuensi tinggi cenderung didekatkan untuk meminimalisir material handling. Namun layout juga memiliki batasan berupa ukuran fasilitas tertentu, sehingga belum tentu dua mesin dapat didekatkan meskipun frekuensi antar mesin tersebut besar. Jika mesin yang harus diolah jumlahnya banyak, tentu ini akan menjadi problem yang kompleks. Penerapan algoritma metaheuristik dapat menjadi alternatif pencarian hasil yang optimal dalam permasalahan layout ini. Ant colony optimization (ACO) adalah salah satu jenis algoritma metaheuristik ini. Algoritma ACO diuji dengan data berupa mesin yang harus disusun dalam suatu sel manufaktur dengan tujuan meminimalisir material
handling. Data ini berasal dari studi kasus pada penelitian sebelumnya yang menggunakan algortima genetika untuk metodenya. Dalam
penelitian ini, ACO dibandingkan dengan GA. Algoritma ACO ketika dibandingkan dengan GA menunjukkan hasil yang lebih baik dengan mengurangi jarak material handling sebesar 18,3% untuk sel manufaktur satu dan mengurangi 36,2% untuk sel manufaktur kedua.
Kata kunci: ant colony optimization, layout, material handling
I. PENDAHULUAN
Dalam beberapa dekade terakhir perencanaan fasilitas menjadi salah satu perhatian utama dalam bidang manufaktur, terutama pada aktivitas material handling. Hal ini dikarenakan aktivitas material handling adalah aktivitas yang tidak memberi value added, tapi keberadaannya adalah suatu kepastian. Menurut Tompkins et al. (1996), aktivitas material handling menyumbang 20-50% biaya operasional perusahaan dan 30-75% investasi perusahaan, sedangkan perencanaan fasilitas yang baik akan mampu mengurangi 10-30% biaya operasional perusahaan. Oleh karena itu, diperlukan pengembangan perencanaan fasilitas untuk meningkatkan produktivitas dan performansi dari suatu fasilitas produksi.
Salah satu bagian dari perencanaan fasilitas adalah penyusunan layout dalam suatu fasilitas. Penyusunan layout yang baik akan memberikan efek yang besar bagi produktifitas lantai produksi. Begitu pula dengan layout mesin dalam suatu lantai produksi. Dalam penyusunan layout mesin, antar mesin yang memiliki frekuensi tinggi cenderung didekatkan untuk meminimalisir material handling. Namun layout juga memiliki batasan berupa ukuran fasilitas tertentu, sehingga belum tentu dua mesin dapat didekatkan meskipun frekuensi antar mesin tersebut besar. Jika mesin yang harus diolah jumlahnya banyak, tentu ini akan menjadi problem yang kompleks Penerapan algoritma metaheuristik dapat menjadi alternatif pencarian hasil yang optimal dalam permasalahan layout ini. Algoritma metaheuristik memiliki keunggulan waktu komputasi yang relatif cepat dengan hasil yang mendekati optimal. Ant colony optimization (ACO) adalah satu jenis algoritma metaheuristik ini. Dalam penelitian ini dipilih Ant colony optimization (ACO) sebagai tool untuk menentukan layout dari suatu lantai produksi yang bertipe CMS. ACO
pertama kali dikembangkan oleh Dorigo et al (1997) untuk menyelesaikan permasalahan TSP. Selama ini ACO terbukti mampu memberikan solusi yang kompetitif, terutama dalam permasalahan TSP. Maka dari itu, ACO dipilih karena telah terbukti sebagai salah satu metode algoritma terbaik yang akan dicoba untuk menyelesaikan permasalahan penyusunan layout pada penelitian ini. ACO diharapkan mampu memberikan hasil yang optimal. Untuk menjalankan algoritma ACO digunakan bantuan software matlab. Penelitian dilakukan terhadap penyusunan mesin ke dalam sel manufaktur berdasarkan data yang diperoleh dari studi kasus yang dilakukan oleh Dewi Pertiwi (2009) di PT Alstom. Mesin yang ditata tidak boleh melebihi ukuran fasilitas. Algoritma ACO kemudian dibandingkan hasilnya dengan algoritma GA yang digunakan pada penelitian sebelumnya.
Penggunaan algoritma ACO untuk layout sebelumnya pernah dilakukan oleh Solimanpur et al (2004) untuk mengatasi permasalahan inter-cell dalam sel manufaktur. Selain itu juga digunakan oleh Xiangyong et al (2010) untuk mengatasi masalah formulasi sel part-mesin. Sedangkan dalam penelitian ini ACO digunakan untuk menyusun mesin dalam suatu sel manufaktur dengan ukuran fasilitas tertentu.
II. PERENCANAAN FASILITAS
Ide mengenai desain, layout, perencanaan dan lokasi suatu fasilitas sudah digunakan dalam pengerjaan suatu proyek sejak 4000 tahun sebelum masehi, meskipun penelitian secara ilmiah baru mulai dilakukan sejak pertengahan tahun 1950-an. Sebagai contoh adalah pembangunan piramida oleh bangsa Mesir didasarkan pada perhitungan astrologi, Begitu juga dengan pembangunan colosseum oleh bangsa Romawi pasti menggunakan semacam blueprint dan gambar layout secara detail. Menurut Heragu (2006) fasilitas dapat didefnisikan
2 sebagai sebuah bangunan dimana manusia, material dan mesin bergabung untuk suatu tujuan tertentu).
Cellular Manufacturing System merupakan aplikasi dari Group Technology layout. GT layout sendiri adalah salah satu pengembangan dari perencanaan fasilitas modern. Dengan GT, diharapkan lantai produksi dapat se-fleksibel process layout namun seefisien flow line layout. Yang menjadi salah satu kriteria utama evaluasi layout adalah minimasi biaya material handling seperti dalam persamaan 1.
(1)
Dimana cij adalah biaya pemindahan material dari fasilitas i ke j, fij adalah frekuensi dari fasilitas i ke j, dan dij adalah jarak dari departemen i ke j.
III. ANT COLONY OPTIMIZATION
Ant colony optimization (ACO) adalah salah satu algoritma metaheuristik yang tergolong dalam Swarm Intelligence (Santosa dan Willy, 2011). Pengembangan ACO terinspirasi dari perilaku semut dalam mencari makanan. Awalnya semut yang berangkat dari sarang akan tersebar ke segala arah untuk mencari makanan. Ketika makanan ditemukan, maka semut-semut yang lain akan mengikuti jalur dimana makanan ditemukan sehingga semut tidak lagi tersebar, tapi mengikuti jalur tertentu. Saat melakukan perjalanan ini semut akan mengeluarkan feromon. Semakin pendek jalur yang dilewati untuk mencapai makanan, dan semakin banyak semut yang melewati jalur tersebut, maka semakin kuat feromon pada lintasan tersebut. Feromon ini akan berpengaruh pada titik berikutnya yang akan dilewati semut-semut itu. Dalam permasalahan layout ini, titik yang akan dipilih oleh semut adalah mesin yang dicari sehingga ketika semut sudah kembali ke sarangnya akan didapatkan urutan mesinnya. Satu semut mewakili satu solusi atau urutan mesin. Langkah-langkah menyelesaikan penyusunan layout dijelaskan sebagai berikut.
3.1 Pengujian Numerik
Penyelesaian problem layout dengan ACO dapat diilustrasikan seperti ini. Sebuah solusi yang dibentuk, diawali dengan penentuan sebuah mesin secara acak. Pemilihan mesin berikutnya dilakukan berdasarkan visibilitasnya. Nantinya akan terbentuk urutan yang mencakup seluruh mesin yang harus ditata di dalam shopfloor. Sebagai contoh adalah sebuah set data sederhana yang terdiri dari 4 mesin yang harus ditata dalam sebuah shopfloor.
Tabel 1 Urutan Proses
Nama Part Urutan Mesin Frekuensi Part 1 1 2 3 4 10
Part 2 2 3 4 15
Part 3 3 4 1 2 3 20
Part 4 4 3 2 1 5
Part 5 2 3 2 25
Tabel 2 Data Dimensi Mesin Mesin Ukuran 1 3x3 2 4x4 3 2x2 4 5x5 Shop Floor 10x10
Langkah-langkah penyusunan layout dengan ACO adalah sebagai berikut.
1. Inisialisasi
Pada tahap ini, akan dilakukan inisialisasi awal untuk parameter-parameter ACO yang terdiri dari dari α (derajat kepentingan feromon), β (derajat kepentingan pengontrol visibility jarak), ρ (koefisien penguapan feromon), dan τ (tingkat feromon awal). Setelah itu, dihitung nilai visibility jarak (η), dimana ηij = 1/frekuensi*biaya perpindahan(i,j). Berdasarkan hasil eksperimen uji perubahan parameter, maka akan digunakan nilai α = 1, β = 3, dan ρ = 0.5.
2. Pembentukan Urutan Mesin
Setiap semut (urutan mesin) akan memilih mesin selanjutnya untuk dikunjunngi dengan probabilitas:
Misal urutan mesin yang terbentuk adalah 3-2-1-4 3. Evaluasi
Setiap urutan mesin yang terbentuk, kemudian dievaluasi berdasarkan penataan yang dilakukan di shopfloor. Shopfloor memiliki ukuran tertentu yang mana penataan mesin tidak boleh melewati ukuran tersebut. Setelah mesin tertata dalam shopfloor, kemudian dihitung total biaya material handlingnya. Urutan mesin 3-2-1-4 ditata di shopfloor berukuran 10x10. Mesin 3 ditaruh di paling kiri, lalu mesin 2 di kanannya dan ketika mesin 1 ditaruh di kanan mesin 2 ternyata sudah melebihi batas shopfloor sehingga mesin 1 ditaruh di bawahnya mulai dari kiri lalu mesin 4 di kanan mesin 1. Kemudian dihitung biaya material handlingnya yang direpresntasikan oleh jarak yang ditempuh
4. Update feromon
Setelah perhitungan fungsi tujuan, maka langkah terakhir dalam algoritma ini adalah mengupdate parameter feromon dengan persamaan:
τ(i,j) (1-ρ)τ (i.j) + ρΔτ(i.j) (3) (2)
3 dimana Δτ(i.j) dihitung dengan persamaan berikut
(4)
Dimana Q adalah konstanta tertentu (dalam penyelesaian ini nilai Q=10) dan fbest adalah nilai fungsi tujuan terbaik
5. Pengecekan kriteria pemberhentian.
Kriteria pemberhentian yang dipakai dalam algoritma ini adalah jumlah iterasi maksimum. Jika iterasi sudah mencapai batas iterasi maksimum, maka perhitungan berhenti.
6. Penentuan Hasil Optimal
Hasil dari material handling terkecil akan disimpan untuk tiap iterasi. Ketika iterasi sudah berakhir, maka akan dipilih hasil yang paling optimal dari historis total biaya yang diperoleh.
Untuk contoh soal ini hasil optimal setelah dua iterasi adalah
Tabel 3 Solusi Terbaik Dua Iterasi Iterasi Urutan mesin Total Biaya MH
1 1-2-4-3 885
2 1-2-4-3 885
IV. EKSPERIMEN DAN ANALISIS
Data yang digunakan dalam pengujian ini adalah data berupa mesin yang akan disusun dalam Cellular Manufacturing System (CMS) yang berdasarkan pada studi kasus yang dilakukan oleh Dewi Pratiwi (2009) di PT Alstom Power Energy Indonesia. Data-data tersebut adalah urutan proses, dimensi mesin dan dimensi shopfloor. Ada dua CMS yang disusun.
Tabel 4. Urutan Proses beserta Volume, Batch dan Frekuensinya
CM Part Urutan Mesin Volume Batch Frekuensi
CM 1 Part 1 10 6 166 1 166 Part 2 10 332 9 37 Part 3 9 1 1044 15 70 Part 5 2 3 16 4 4 Part 7 1 4 6 5376 80 68 Part 8 2 7 4 996 30 34 Part 12 10 1 264 1 264 Part 15 2 5 11 72 2 36 Part 17 10 10 1 10 Part 20 2 8 5 1 10 200 13 16 Part 23 2 1 3 576 144 4 Part 24 2 1 192 96 2 CM 2 Part 4 15 19 13 1028 11 94 Part 6 16 720 90 8 Part 9 16 18 996 30 34 Part 10 16 18 2988 498 6 Part 11 16 22 18 377 42 9 Part 13 17 21 13 20 23 154 1 154 Part 14 15 13 36 1 36 Part 16 17 12 14 412 13 32 Part 18 17 21 13 20 23 12 1 12 Part 19 15 17 19 13 10 1 10 Part 21 15 12 14 19 130 15 9 Part 22 16 18 13 23 8 8 1 Sumber : Pratiwi, 2009
4
Tabel 5 Dimensi Mesin
CM Nama Mesin No. Mesin Panjang Lebar
1 Manual Drilling Machine 1 4 8
CNC Burning Cutting 2 5 15
CNC Lathe Machine 3 2 5
Plate Bending Roll 4 6 12
Layout Marking 5 1 1
Hydrostatic Testing 6 14 27
Cleaning before Harp Asy 7 13 14
Grinding after CNC BC 8 1 1
Band Saw 9 1 2
Heat Treatment Slot Furnace
Low Temp 10 5 5
Lathe Machine 11 2 3
2 Pipe Bender 3"4" 12 3 6
Lathe Machine 13 5 3
Pneum Scarfing Machine 14 2 2
Bug-O Prog Saddle & Elbow
Cutter 15 2 10
Shearing Machine 16 5 9
Band Saw 17 5 2
Press Break 18 5 8
Heat Treatment Slot Furnace
Low Temp 19 5 5
CNC Drilling Machine 20 10 17
Con-O Press 21 2 10
Iron Worker 22 2 7
Manual Drilling Machine 23 4 4
Sumber : Pratiwi, 2009
Tabel 6 Ukuran Shopfloor CM Ukuran
1 26 x 51 2 17 x 41 Sumber : Pratiwi, 2009
Selanjutnya dari data tersebut dicari urutan mesin yang memberikan solusi terbaik dengan menggunakan ACO yang dijalankan pada software MATLAB. Pada tiap sel manufaktur dilakukan sebanyak 250, 500, 1000 dan 5000 kali iterasi dengan 30 kali replikasi untuk mendapatkan hasil yang paling mendekati optimal.
4.1 Hasil Pengujian
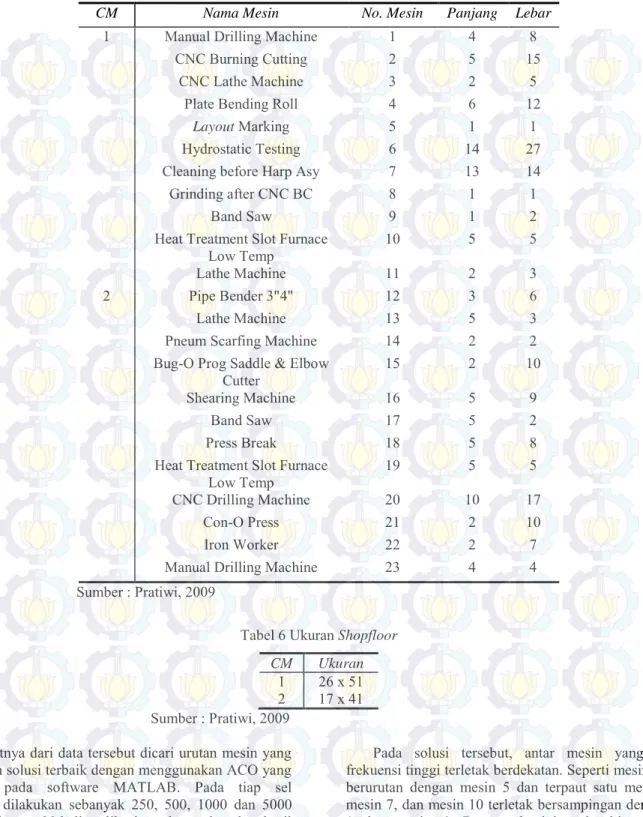
Untuk CM1 didapatkan hasil optimal dengan total biaya MH sebesar 9028 dengan urutan mesin
7 4 2 5 11 8 3 1 10 6 9
Pada solusi tersebut, antar mesin yang memiliki frekuensi tinggi terletak berdekatan. Seperti mesin 2 terletak berurutan dengan mesin 5 dan terpaut satu mesin dengan mesin 7, dan mesin 10 terletak bersampingan dengan mesin 1 dan mesin 6. Dengan begini maka bisa didapatkan material handling minimum.
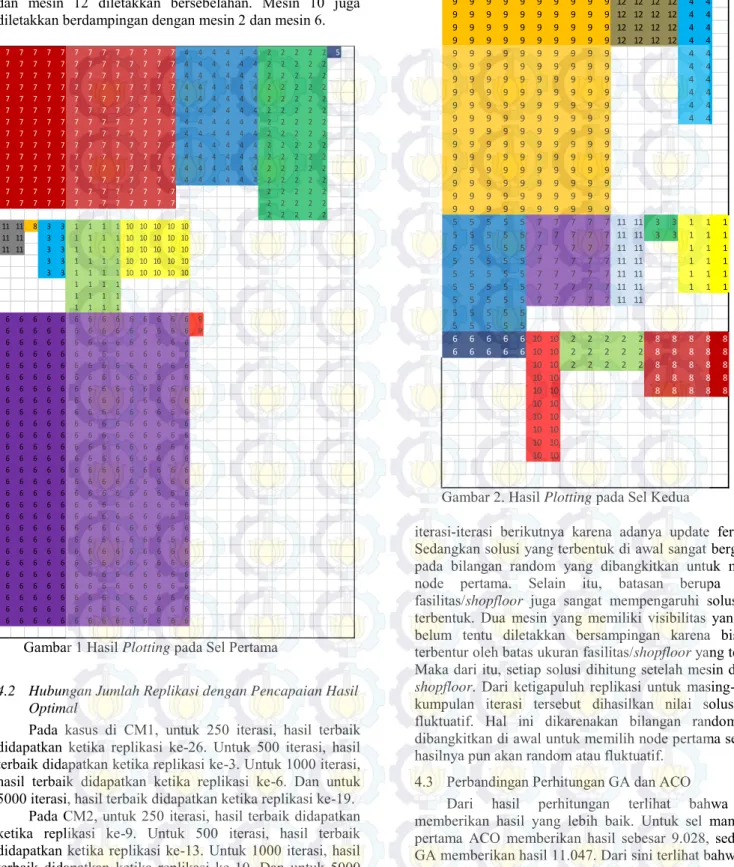
Untuk CM2 didapatkan hasil optimal dengan total biaya MH sebesar 9598,5 dengan urutan mesin
9 12 4 5 7 11 3 1 6 10 2 8 Pada solusi untuk CM2 diatas, antar mesin yang memiliki frekuensi tinggi juga terletak berdekatan. mesin 9
5 dan mesin 12 diletakkan bersebelahan. Mesin 10 juga diletakkan berdampingan dengan mesin 2 dan mesin 6.
7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 5 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 4 4 4 4 4 4 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 2 2 2 2 2 7 7 7 7 7 7 7 7 7 7 7 7 7 2 2 2 2 2 2 2 2 2 2 11 11 8 3 3 1 1 1 1 10 10 10 10 10 11 11 3 3 1 1 1 1 10 10 10 10 10 11 11 3 3 1 1 1 1 10 10 10 10 10 3 3 1 1 1 1 10 10 10 10 10 3 3 1 1 1 1 10 10 10 10 10 1 1 1 1 1 1 1 1 1 1 1 1 6 6 6 6 6 6 6 6 6 6 6 6 6 6 9 6 6 6 6 6 6 6 6 6 6 6 6 6 6 9 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6
Gambar 1 Hasil Plotting pada Sel Pertama
4.2 Hubungan Jumlah Replikasi dengan Pencapaian Hasil Optimal
Pada kasus di CM1, untuk 250 iterasi, hasil terbaik didapatkan ketika replikasi ke-26. Untuk 500 iterasi, hasil terbaik didapatkan ketika replikasi ke-3. Untuk 1000 iterasi, hasil terbaik didapatkan ketika replikasi ke-6. Dan untuk 5000 iterasi, hasil terbaik didapatkan ketika replikasi ke-19.
Pada CM2, untuk 250 iterasi, hasil terbaik didapatkan ketika replikasi ke-9. Untuk 500 iterasi, hasil terbaik didapatkan ketika replikasi ke-13. Untuk 1000 iterasi, hasil terbaik didapatkan ketika replikasi ke-10. Dan untuk 5000 iterasi, hasil terbaik didapatkan ketika replikasi ke-10.
Dari sini dapat disimpulkan bahwa banyaknya iterasi tidak mempengaruhi cepatnya sebuah solusi terbaik ditemukan. Hal ini sangat dipengaruhi oleh solusi awal yang terbentuk di iterasi awal yang memberikan pengaruh pada
9 9 9 9 9 9 9 9 9 9 12 12 12 12 4 4 9 9 9 9 9 9 9 9 9 9 12 12 12 12 4 4 9 9 9 9 9 9 9 9 9 9 12 12 12 12 4 4 9 9 9 9 9 9 9 9 9 9 12 12 12 12 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 4 4 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 5 5 5 5 5 7 7 7 7 7 11 11 3 3 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 3 3 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 1 1 1 5 5 5 5 5 7 7 7 7 7 11 11 5 5 5 5 5 5 5 5 5 5 6 6 6 6 6 10 10 2 2 2 2 2 8 8 8 8 8 6 6 6 6 6 10 10 2 2 2 2 2 8 8 8 8 8 10 10 2 2 2 2 2 8 8 8 8 8 10 10 8 8 8 8 8 10 10 8 8 8 8 8 10 10 10 10 10 10 10 10 10 10
Gambar 2. Hasil Plotting pada Sel Kedua
iterasi-iterasi berikutnya karena adanya update feromone. Sedangkan solusi yang terbentuk di awal sangat bergantung pada bilangan random yang dibangkitkan untuk memilih node pertama. Selain itu, batasan berupa ukuran fasilitas/shopfloor juga sangat mempengaruhi solusi yang terbentuk. Dua mesin yang memiliki visibilitas yang besar belum tentu diletakkan bersampingan karena bisa jadi terbentur oleh batas ukuran fasilitas/shopfloor yang tersedia. Maka dari itu, setiap solusi dihitung setelah mesin ditata di shopfloor. Dari ketigapuluh replikasi untuk masing-masing kumpulan iterasi tersebut dihasilkan nilai solusi yang fluktuatif. Hal ini dikarenakan bilangan random yang dibangkitkan di awal untuk memilih node pertama sehingga hasilnya pun akan random atau fluktuatif.
4.3 Perbandingan Perhitungan GA dan ACO
Dari hasil perhitungan terlihat bahwa ACO memberikan hasil yang lebih baik. Untuk sel manufaktur pertama ACO memberikan hasil sebesar 9.028, sedangkan GA memberikan hasil 11.047. Dari sini terlihat bahwa ACO memberikan hasil yang lebih baik pada sel manufaktur pertama. Terdapat perbedaan nilai sebesar 2.019 atau peningkatan sebesar 18,3% bila ACO dibandingkan dengan GA pada sel pertama.
Untuk sel manufaktur kedua ACO memberikan hasil sebesar 9.598,5 sedangkan GA memberikan hasil sebesar 15.026,9. Di sini pun juga terlihat bahwa ACO memberikan
6 performansi yang lebih baik daripada GA. Terdapat selisih sebesar 5441,4 atau peningkatan sebesar 36,2% bila GA diganti dengan ACO. Jika rancangan layout hasil ACO ini diterapkan untuk menggantikan layout existing, maka akan terjadi peningkatan performansi layout dari sisi jarak material handling sebesar 36,1%.
Perbedaan yang cukup besar ini bisa jadi disebabkan oleh kurangnya populasi awal yang dibangkitkan pada algoritma GA ini sehingga solusi yang terbentuk kurang bervariasi untuk dilakukan cross over dan mutasi. Akibatnya solusi akhir kurang optimal. Kemungkinan yang lain adalah replikasi yang dilakukan terlalu sedikit sehingga solusi yang dihasilkan kurang optimal. Pengerjaan dengan algoritma ACO menggunakan 30 replikasi dengan iterasi sebanyak 250, 500, 1000 dan 5000 kali. Hasilnya memang fluktuatif, namun solusi yang terbaik mampu memberikan hasil yang lebih optimal daripada pengerjaan dengan algoritma GA di penelitian sebelumnya.
Secara keseluruhan algoritma ACO dapat digunakan untuk menyelesaikan permasalahan layout. Bahkan pada data yang diuji dihasilkan nilai yang lebih baik bila dibandingkan dengan penyelesaian dengan algoritma genetika. Namun dalam penelitian ini belum bisa dibuktikan performansi ACO untuk penyusunan layout dengan algoritma lain semisal PSO, CE, DE, dan lain-lain karena minimnya penelitian yang bisa didapatkan tentang penggunaan algoritma-algoritma tersebut untuk penyusunan layout. Juga belum bisa dibuktikan performansinya untuk set data yang lebih besar karena minimnya data yang bisa didapatkan. Namun pada penelitian ini dapat dibuktikan bahwa ACO yang dikembangkan mampu memberikan performansi yang lebih baik dibanding GA.
V. KESIMPULAN
Berdasarkan penelitian yang dilakukan dapat disimpulkan bahwa algoritma Ant colony optimization terbukti dapat digunakan untuk menyelesaikan permasalahan penyusunan layout yang memiliki batasan ukuran shopfloor tertentu. Untuk hasilnya, ACO mampu memberikan hasil yang lebih baik dibandingkan dengan GA dalam meminimasi material handling pada kedua sel manufaktur yang menjadi objek penelitian. Pada sel manufaktur 1, material handling ACO 18,3% lebih sedikit daripada GA, sedangkan pada sel manufaktur 2 material handling ACO 36,2% lebih baik. Selain itu diketahui bahwa jumlah iterasi tidak menunjukkan pengaruh pada jumlah replikasi yang harus dilakukan untuk mendapatkan hasil yang optimal.
VI. DAFTAR PUSTAKA
Benjaafar, S. (2000), “Design of Flexible Plant Layout”, IIE Trans vol.32 (4), hal 309-322.
Dorigo, M. and L. M. Gambardella. (1997), "Ant colonies for the travelling salesman problem", Biosystems 43(2): 73-81.
Heragu, S. (1997), Facilities Design, Boston: WS Publishing Company.
Heragu, S. (2006), Facilities Design Second Edition, Lincoln: iUniverse, Inc.
Prasetyawan, Y. (2006), “Perbaikan Tata Letak Lini Produksi O-5 in XYZ Ltd”, Seminar Nasional Mesin dan Industri, Universitas Tarumanegara, Jakarta.
Pratiwi, D. (2009), Perancangan Ulang Tata Letak Fasilitas Produksi Dengan Pendekatan Hybrid Layout Pada PT. Alstom Power Energy System Indonesia, Laporan Tugas Akhir Teknik Industri - ITS.
Santosa, B., Willy, P. (2011), Metoda Heuristik Konsep dan Implementasi, Surabaya: Guna Widya.
Solimanpur, M., Vrat, P., Shankar, R. (2004), “Ant colony optimization algorithm to the inter-cell layout problem in cellular manufacturinglayout problem in cellular manufacturing”, European Journal of Operation Research vol.157, hal. 592-606.
Tompkins, J. A., White, J. A., Bozer, Y. A., & Tanchoco, J. M. (2003), Facilities Planning Third Edition, New York: Jhon Wiley & Sons, Inc.
Wignjosoebroto, S. (2003), Tata Letak Pabrik dan Pemindahan Bahan Edisi Ketiga, Surabaya: Guna Widya.
Xiangyong, Li., Baki, M. F., Aneja, Y. P. (2010), “An ant colony optimization metaheuristic for machine– part cell formation problems”, Computers & Operation Research vol.37, hal. 2071-2081.