JURNAL TEKNIK POMITS Vol. 2, No. 2, (2013) ISSN: 2337-3539 (2301-9271 Print) F-324
Pengaruh Variasi Temperatur Austenisasi pada
Proses
Heat Treatment Quenching
Terhadap Sifat
Mekanik dan Struktur Mikro
Friction wedge
AISI 1340
Fahmi Aziz Husain, Yuli SetiyoriniJurusan Teknik Material & Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember (ITS) Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia
e-mail: [email protected]
Abstrak— Permasalahan yang sering timbul dalam pembuatan friction wedge AISI 1340 adalah adanya Crack
yang terjadi setelah proses quenching dalam pembuatan
friction wedge. Kemungkinan penyebab kegagalan yang terjadi yakni kurang tepatnya perlakuan panas yang dilakukan.Oleh karena itu perlu adanya suatu penelitian untuk mencari perlakuan panas yang tepat. .
Metodologi yang digunakan adalah heat treatment quenching dengan variasi temperatur austenisasi 830°C, 850°C, 870°C dan 920°C dengan waktu penahanan 20 menit, kemudian didinginkan cepat dengan media pendingin oli.
Hasil dari penelitian ini adalah semua spesimen hasil treatment memenuhi standar kekerasan friction wedge. Nilai kekerasan naik seiring naiknya temperatur austenisasi. Hasil paling baik didapat dari spesimen heat treatment quenching di media pendingin oli pada temperatur austenisasi 830oC dengan nilai kekerasan 458 BHN, tidak ada Crack yang terjadi dan memiliki nilai elongasi yang paling rendah yaitu 0,43%, sehingga bisa tahan pada temperatur kerja daripada spesimen yang lain. Struktur mikro yang dihasilkan berupa martensit dan austenit sisa. Dari pengujian XRD didapatkan fasa Fe1.91 C0.09 (Martensit BCT) dan Fe15.1 C (Austenit FCC).
Kata Kunci— AISI 1340, Heat treatment, Quenching, Temperatur, Struktur Mikro, Sifat Mekanik.
I. PENDAHULUAN
enggunaan baja di Indonesia sangatlah luas. Banyak perusahaan yang memproduksi baja untuk berbagai kebutuhan, salah satunya adalah PT Barata Indonesia, sebuah industri yang memproduksi komponen kereta api, komponen pada industri semen, pabrik gula dan sebagainya. Salah satu komponen kereta api yang diproduksi oleh PT Barata Indonesia adalah friction wedge.
Friction wedge merupakan peredam gesekan antara bolster
dan sideframe pada roda kereta api. Material penyusun dari friction wedge ini adalah AISI 1340.
Permasalahan yang sering timbul adalah ketika friction
wedge diquench, ada Crack yang terjadi. Hal ini
menyebabkan kerugian bagi perusahaan, karena jika terjadi
Crack maka produksi friction wedge tidak dapat
dilanjutkan ke proses tempering. Sehingga perusahaan harus mengulang produksi dari proses casting. hal ini membuat kerugian dari segi biaya dan waktu produksi pada industri manufaktur.
Salah satu kemungkinan yang terjadi adalah terjadinya quench Cracking saat dilakukan proses hardening [1]. Beberapa penyebab quench Cracking, yaitu pemanasan yang tidak seragam, pemanasan terlalu tinggi, pemilihan media pendingin yang kurang tepat, dan sebagainya. Oleh karena itu, diperlukan penelitian untuk mencari solusi perlakuan panas yang tepat pada friction wedge AISI1340 agar bisa memenuhi standar yang telah ditentukan.
II. METODE PENELITIAN
A.Preparasi Spesimen Friction wedge 1340
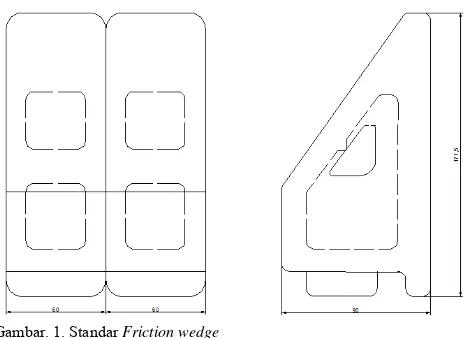
Sampel uji baja AISI 1340 Q&T mengacu pada standard produksi PT Barata Indonesia seperti gambar 1.
Gambar. 1. Standar Friction wedge
Kemudian friction wedge tersebut dipotong menjadi 2 bagian. Disiapkan 2 jenis spesimen friction wedge yaitu as cast yang belum mengalami proses treatment dan as quench hasil dari proses treatment perusahaan sebagai pembanding. Komposisi kimia dari friction wedge ini bisa dilihat pada tabel 1.
C
Ferrous (Fe)
Posphour (P)
Sulphur (S)
Silicon (Si)
Chromium(Cr)
Nickel (Ni)
Vanadium (V)
. Proses Heat
Dipersiapka Q&T dengan ko ast). Dipersiap
eatment di PT as quench) se
edge as cast d masing-masing
mpat buah s Kemudian dila ilakukan aust urnace dengan C. Ketika me elama 20 men pesimen dikel engan dicelupk
. Pengujian N
NDT yang melihat kemun
reatment sesuai
D.Pengujian M
Pengujian ruktur mikro ilakukan deng GX71 di Labora an Metalurgi menggunakan 2
. Pengujian K
Uji kekeras ilakukan denga
Tabe Komposisi Sam
Sample as quench
(Crack) (%)
0,31
1,61
Balanced
0,024
Treatment an dua buah Fr ondisi belum m pkan juga fric T Barata Indon
ebagai pemba dipotong menja Friction We spesimen den akukan proses tenitisasi deng
temperatur 830 encapai tempe nit pada tem luarkan deng kan ke dalam o Non Destructive g digunakan a ngkinan adan i standar ASTM
Metalografi metalografi d
yang terdapat gan menggun atorium Metalu
FTI-ITS deng % nital. Kekerasan.
san untuk men an metode brin
el 1.
Balanced
0,016
riction wedge b mengalami hea
tion wedge da
nesia yang me anding. Kemu adi dua bagian edge. Sehingg ngan dimensi
s heat treatm gan memanas 0 oC, 850 oC, 8 eratur austeni mperatur terseb an cepat dan oli sampai temp
e Test.
adalah penetra
nya Crack s
M E 165.
dilakukan untu t pada spesim nakan mikros
urgi Jurusan T gan perbesaran
ngetahui keker nell sesuai stand
Standard AIS 1340 (%)
0,38 - 0,43
1,60 - 1,90
Balanced
Max 0,035
baja AISI 1340 at treatment (a
ari proses hea ngalami Crack udian Friction n simetris pada ga didapatkan yang sama ment.Kemudian
skan baja ke 870 oC dan 920 itisasi, ditahan but. Kemudian n didinginkan peratur kamar.
ant test untuk setelah prose
uk mengetahu men. Pengujian skop Olympu Teknik Materia n 1000x. Etsa
rasan spesimen dar ASTM E10
I titik in
F. P
gan beban 187, gujian dilakuka oratorium Me alurgi FTI-IT meter indentas tung dengan pe
Kekerasan di getahui keke kukan pengujia erasan pada ked a 3 titik yang b a tepi spesimen
titik pertama, g dipotong dap
bar. 2. Ilustrasi tem ndentasi untuk dis
Pengujian Ther Pengujian ya TM E831. Pe tler Toledo di uluh Nopemb getahui sifat m peratur. Perub es fisik ata ubahan temper am penelitian peratur kondisi
pai 300oC Pengujian XRD
Pengujian ini entuk setelah
,5kgf dan diam an menggunak etalurgi Jurusa TS. Dari hasi
i. Kemudian ersamaan berik
ilakukan pada erasan pada an kekerasan u
dalaman. Dilak erbeda pada tia n, dilanjutkan
hingga titik k at dilihat pada
mpat pemotongan s stribusi kekerasan.
rmomechanica ang dilakukan engujian ini Laboratorium ber. Pengujia mekanik elonga
bahan volume au kimia da ratur umumny ini dilakukan i real railroad
D
dilakukan unt h proses trea
meter bola inde kan alat Wolpe an Teknik M il uji akan d kekerasan bri kut :
5 titik di perm permukaan. untuk mengetah
kukan pengujia ap spesimen. T titik kedua le ke tiga. Ilustra
gambar 2.
spesimen untuk uj
al Analysis (TM n sesuai deng
menggunakan m Energi Institu
an ini dilaku ation suatu ben e yang diseb an berhubung ya berkisar 2 pemanasan 34 wheel bekerja
tuk mengetahu
atment. Peng
entor 2,5mm. ert UH930 di Material dan
di dapatkan inell (BHN)
mukaan untuk Kemudian hui distribusi an kekerasan Titik pertama bih kedalam asi spesimen
ji kekerasan dan
MA)
gan standar n alat merk ut Teknologi ukan untuk nda terhadap babkan oleh gan dengan 20-1400° C. 400C, karena
antara 30o C
JU
URNAL TEKN menggunakan
nstrumen Enclo urusan Teknik
II
. Pengujian N
Crack bisa iasanya warna etelah diangka memanjang. Jik memadai maka
rack tidak terba
ambar. 3. Hasil mperatur austenisa
Dari gamba da penetrant w etelah diberi menunjukkan tid
ada spesimen .(d) terdapat p eveloper berbe ersebut bukan
etelah proses h erlihat tersebut
pesimen belum ahwa pada s endingin oli d dak terjadi cra
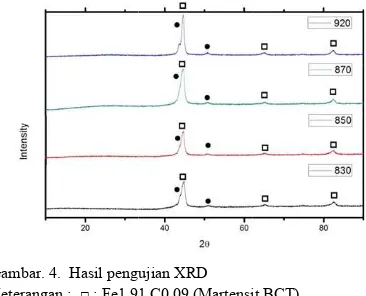
. Pengujian XR
Pengujian X erbentuk setela
ilihat pada gam Dari hasil uncak-puncak
ruktur dan ko Hasil dari peng Dari puncak-pu ahwa fasa yang
NIK POMITS V alat XRD P osure 10kV di Material dan M II. HASIL Non Destructive
a teridentifika merah akan ke at oleh develo
ka penerangan a hal tersebut
aca [2].
NDT pada spes asi (a)830°C, (b)85
ar 3.(a), 3.(b) d warna merah a developer yan dak adanya cra
830°C, 850°C penetrant warn entuk seperti
merupakan heat treatment t merupakan m di quench. O
spesimen hasi dengan temper
ck. XRD
XRD dilakuka ah quenching. mbar 4.
uji (X-Ray D difraksi yan omposisi denga gujian XRD d uncak difraksi
g terbentuk ada
Vol. 2, No. 2, ( PW 3040/60
i Laboratorium Metalurgi FTI-I
DAN DISKU e Test.
asi dari perb eluar dari dala oper. Bentuk c n selama peng bisa menyeb
imen treatment q 50°C, (c)870°C da
dan 3(c) terlih akan keluar da ng berwarna ack setelah pro C dan 870°C. na merah yang
lingkaran. Na sebuah crack t quenching. P
poros yang s Oleh karena it il proses que ratur austenisa
an untuk meli Hasil dari u Difraction) XR ng kemudian
an software H dapat dilihat p
tersebut dapa alah Fe1.91 C0
(2013) ISSN: 2 X’Pert PRO m Karakterisas
ITS. SI
bedaan warna am crack ketika
crack biasanya getesan kurang abkan indikas
quenching dengan an (d)920°C hat bahwa tidak ari dalam crack putih. Hal in oses quenching . Pada gamba g terlihat pada amun lingkaran k yang terjad
Penetrant yang sudah ada saa
tu, bisa diliha enching media asi 920°C juga
ihat fasa yang uji XRD dapa RD didapatkan
diidentifikas Highscore plus ada gambar 4 at diidentifikas 0.09 yang biasa
2337-3539 (230 O
01-9271 Print) but dengan m ered tetragon g bertransform g sangat renda C tetapi karena bon dan karbon dinginan yang at tercapai. S
ang daripada y tal baru menjad Selain fasa m a disebut den enit sisa yaitu
jadi martensit adi ketika baja rtensit finish) s a baja paduan peratur Mf be
na itu, terbent jadi martensit pai temperatur
bar. 4. Hasil pengu rangan : □ : Fe1.9
● : Fe1
Pengujian Meta Pengujian dil mukaan dan
gujian metalog bar 5. Sedang ion hasil trea gujian metalog gan perbesaran
Gambar 5(a) d , pada gambar imen as cast d t dan perlit. Se l proses peng ktur mikro pad
ast.
)
martensit deng al). Martensit masi. Pada tem ah austenite b
didalam auste n tidak dapat b
sangat cepat alah satu sel yang lain. Seh di BCT (Body C martensit, didap
ngan austenit. u austenit ya selama proses a tidak di quen
sehingga tidak dengan kadar rada di bawah tuk austenit y t yaitu ausite
kamar [4].
ujian XRD 1 C0.09 (Martensi 15.1 C (Austenit)
alografi lakukan untuk
struktur mik grafi di permu gkan hasil pe atment dapat
grafi ini men n 1000x.
dan 6(a) menu r tersebut terli di permukaan d edangkan bulat
ecoran spesim da permukaan d
gan struktur t dihasilkan d mperature medi erubah dari F nite masih terd berdifusi lagi a maka struktur rusuk satu hingga memben
Centered Tetra patkan fasa Fe
Fasa tersebut ang tidak ber s quenching. A nch hingga tem terbentuk 100 r karbon lebih
h temperatur k yang tidak ber
enit sisa pada
it BCT)
melihat strukt
kro cross-sec
ukaan dapat ngujian metal dilihat pada nggunakan ets unjukkan struk
ihat bahwa str dan di cross se tan hitam meru men. Tidak ad dan cross secti
F-326 BCT (Body dari austenit
ia pendingin CC menjadi dapat banyak akibat waktu r BCC tidak uannya lebih
ntuk struktur agonal) [3].
15.1 C yang t merupakan rtransformasi Austenit sisa mperatur Mf % martensit. dari 0.3%, kamar. Oleh rtransformasi a quenching
tur mikro di
ction. Hasil
dilihat pada lografi cross gambar 6. sa nital 2% ktur mikro as
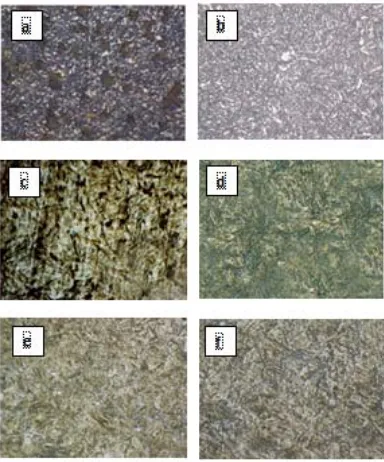
Gambar 5(b) dan 6(b) merupakan struktur mikro dari spesimen as quench, pada gambar tersebut terlihat bahwa struktur mikro yang terbentuk adalah martensit yang berwarna gelap dan austenit sisa atau retained austenit. Dari gambar tersebut terlihat bahwa ada perbedaan presentase martensit. Pada gambar 5(b) terlihat bahwa warna hitam (martensit) yang ada lebih banyak daripada warna hitam pada gambar 6(b). Hal ini menunjukkan presentase martensit yang terbentuk pada permukaan lebih banyak daripada martensit yang terbentuk di daerah cross section spesimen.
Gambar 5(c), 5(d), 5(e) dan 5(f) menunjukkan struktur mikro di permukaan untuk variasi temperatur austenisasi 830°C, 850°C, 870°C dan 920°C. Sedangkan gambar 6(c), 6(d), 6(e) dan 6(f) menunjukkan struktur mikro di cross section untuk variasi temperatur austenisasi 830°C, 850°C, 870°C dan 920°C. Semuanya juga menunjukkan struktur mikro didominasi martensit dan austenit sisa.
Sesuai dengan ASM Metal Handbook Volume 4 untuk
heat treatment dengan 0.3% karbon struktur mikro
permukaan yang terbentuk pada as quench adalah 99%. Struktur mikro permukaan spesimen hasil perlakuan panas quenching dengan media pendingin oli yang memiliki 0.4% karbon dengan temperatur austenisasi 830°C adalah 85% martensit sedangkan presentase martensit yang terbentuk pada struktur mikro cross section spesimen 830°C adalah 83%.
Pada temperatur austenisasi 850°C martensit yang terbentuk pada struktur mikro permukaan juga 85% dan struktur mikro cross section sebanyak 84%. Pada spesimen 870°C terbentuk mendekati 87% martensit di permukaan dan 86% martensit di cross section. Pada temperatur 920°C terbentuk 92% martensit di struktur mikro permukaan dan di cross setion sebanyak 91% martensit.
Struktur martensit ini sangat keras yang merupakan peralihan struktur kristal FCC dari austenit menjadi struktur kristal BCC dari ferrit. Namun karena waktu pendinginan yang relatif cepat sehingga tidak memberikan kesempatan untuk karbon berdifusi keluar dari struktur kristal BCC, menyebabkan struktur kristal BCC yang terdistorsi dan mengalami tegangan yaitu menjadi struktur kristal BCT (Body Centered Tetragonal). Austenit yang tidak sempat berubah menjadi martensit kemudian disebut austenit sisa pada gambar berwarna putih, sedangkan martensit berwarna hitam runcing [5]. Retained austenit merupakan austenit yang tidak bertransformasi menjadi martensit selama proses pendinginan cepat [4].
Gambar. 5. Struktur mikro permukaan (a) as cast, (b) as quench (Crack), (c) oil quench 830°C, (d) oil quench 850°C, (e) oil quench 870°C, (f) oil quench 920°C .
Gambar. 6. Struktur mikro cross-section (a) oil quench 830°C, (b) oil quench 850°C, (c) oil quench 870°C, (d) oil quench 920°C
D.Pengujian Kekerasan
Pengujian kekerasan menggunakan metode brinell dengan beban 187,5 Kgf dan diameter bola indentor 2,5 mm sesuai dengan standard uji kekerasan Brinell ASTM E 10 2004.
JU
URNAL TEKN
ambar. 7. Grafik n
Pada gamba atas standar k ambar 4 dapat merupakan stan HN pada perm mengalami pem idinginkan cep
andard yang d
Crack pada s
erlakuan (As C ermukaan, jauh
Pada spesim engan variasi ahwa kekeras emperatur. Nil uencing dari ekerasan terting
Pada spesim ardening den ekerasan yang meningkatkan n
arbon yang ter 6]. Selama pen pesimen denga emperatur rend erlarut dalam a alam martensit ekerasan mater ang rendah [7]
Untuk me engujian keker pesimen. Pengu ada spesimen engan variasi t apat dilihat pad ang dekat den aling jauh dari
NIK POMITS V
nilai kekerasan pad
ar 4 garis hija ekerasan fricti t dilihat bahw ndar perusaha mukaan. Spesi manasan pada pat dengan air.
itetapkan yaitu spesimen ters Cast) memilik h dibawah stan men yang diber
temperatur y san meningka lai kekerasan temperatur a ggi dari tempe men yang diber ngan didingin
tinggi. Marte nilai kekerasan. rperangkap ke ndinginan, terja an media pendi dah, mungkin austenit. Karb t juga kurang. rial menjadi ren
.
elihat distrib rasan dari tepi ujian distribus yang diberi temperatur. Ha da gambar 5 d ngan permukaa
permukaan.
Vol. 2, No. 2, (
da permukaan spes
au mendatar m
ion wedge (30
wa spesimen a an memiliki imen as quenc
a temperatur . Angka ini su u 300 BHN aka sebut. Spesim ki kekerasan 2 ndar kelayakan ri perlakuan pa yang berbeda at seiring de
terendah dida austenisasi 830 ratur austenisa rikan perlakua nkan cepat m
ensit berperan . Adanya tegan e dalam struktu
adi perpindaha ingin. Ketika d n ada sedikit bon jenuh dan
Hal inilah yan ndah pada tem busi kekeras i spesimen ke si kekerasan ha perlakuan pan asil dari distri dimana titik 1 m
an, titik 3 me
(2013) ISSN: 2
simen
merupakan gari 00 BHN). Dar s quench yang kekerasan 495 ch sebelumnya 920 C dan udah memenuh
an tetapi terjad men uji tanpa
245 BHN pada produksi. anas quenching
dapat diliha engan naiknya
apat dari hasi 0°C dan nila asi 920°C. an panas berupa
memiliki nila penting dalam ngan akibat dar
ur kristal BCT an panas antara di quench pada karbon yang unsur paduan ng mnyebabkan mperatur quench an dilakukan bagian tengah anya dilakukan nas quenching ibusi kekerasan merupakan titik erupakan titink
2337-3539 (230
s
01-9271 Print)
bar. 8. Grafik n ching.
Pada gambar gan temperatur °C terjadi pen imen yang re imen tersebut erasan tersebut semua titik. H
entase marten imen yang me dinginan di bag
pendinginan d Selain itu berd l dengan komp Dengan bent g mempunyai k gga di dalam erasan pada sel Pengujian Ther
Pengujian ini ampuan baja s g bekerja. Ha bar kurva da mbar 9.
Dari Gambar dasarkan kena C/menit. Nilai ng dengan k miliki nilai elo °C memiliki renakan adan entase marten ebut. Dari gam l 2. Sehingga 30°C/menit Dari Tabel 2
gi diperoleh peratur austen angkan yang e
imen oil quen u sebesar 0.43%
)
nilai distribusi k
memperlihatk r austenisasi 8 nurunan keker elatif kecil. P t tidak terlal terlihat bahwa Hal ini dikare nsit yang terb empunyai rong gian tengah tid i permukaan. dasarkan hasil p posisi kimia fri tuk dan ukuran kedalaman kur mnya, tidak a
luruh sisi spesi rmomechanica i dimaksudkan setelah treatme
sil pengujian lam bentuk k r 9 dapat di aikan tempera
elongation se kenaikan temp ongasi yang pa nilai elongasi nya perbedaa nsit yang te mbar 9 dapat d
dapat dilihat diperoleh nila pada spesim nisasi 920°C elongation pali ch dengan tem %.
kekerasan pada s
kan bahwa pad 830°C, 850°C, rasan dari tep Perbedaan kek lu signifikan. a kekerasan spe enakan adanya bentuk, selain gga di dalam s dak terlalu berb
perhitungan di iction wedge di
n dimensi Fri rang dari 71mm akan membua
men berbeda ja al Analysis (TM n untuk mem ent terhadap st
TMA dapat kurva elongati iperoleh hasil atur, dengan emua spesimen peratur. Spesi aling tinggi da i paling rend an struktur m
erbentuk pada ditransformasik detail nilai el ai elongation
men oil quen
C yaitu sebe ing rendah dip mperatur austen
F-328
spesimen hasil
da spesimen , 870°C dan pi ke tengah kerasan pada Dari data esimen sama a perbedaan
itu bentuk ehingga laju beda dengan iameter kritis idapatkan 66 iction wedge m karena ada
at distribusi auh [8]. MA)
mbandingkan tress thermal
dilihat pada ion seperti l elongation
heat rate n bertambah imen 920°C
an spesimen dah. Hal ini
mikro yaitu a spesimen kan menjadi longasi pada yang paling nch dengan esar 0.96%, peroleh pada
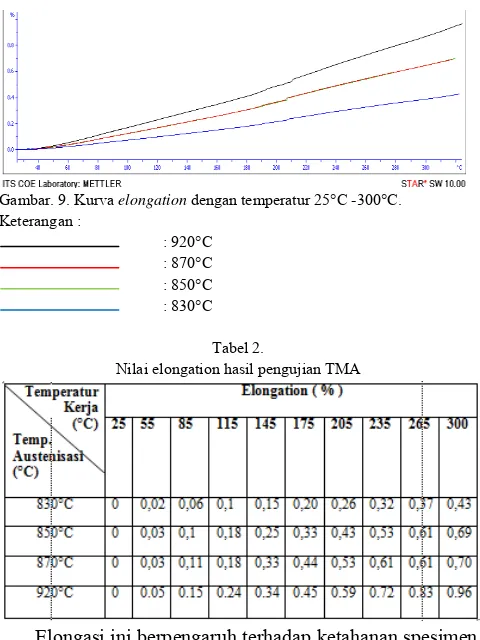
Gambar. 9. Kurva elongation dengan temperatur 25°C -300°C. Keterangan :
: 920°C : 870°C : 850°C : 830°C
Tabel 2.
Nilai elongation hasil pengujian TMA
Elongasi ini berpengaruh terhadap ketahanan spesimen pada temperatur kerja (300°C). Semakin tinggi elongasi maka spesimen tersebut mudah mengalami perubahan dimensi, hal ini menyebabkan spesimen dengan nilai elongasi tinggi memiliki ketahanan yang rendah pada temperatur kerja. Sehingga spesimen yang baik dan tahan temperatur kerja friction wedge adalah spesimen dengan nilai elongasi yang rendah.
Selain hasil di atas pada pengujian TMA juga didapatkan grafik nilai koefisien ekspansi termal (ppm/oC) berdasar temperatur (oC), grafik tersebut dapat dilihat pada gambar 10.
Dari gambar 10 dapat dilihat bahwa nilai koefisien ekspansi paling tinggi adalah spesimen dengan temperatur austenisasi 920°C, sedangkan nilai koefisien ekspansi termal paling rendah adalah spesimen dengan temperatur austenisasi 830°C.
Dari grafik tersebut ekspansi termal mencapai peak pada temperatur 200-220 0C. Hal ini tentu karena pengaruh struktur yang metastabil, yaitu martensit. Puncak yang terjadi pada range 200-220 oC ini adalah temperatur dimana martensit mulai berdekomposisi, atau batas pembentukan awal martensit (Ms). Apabila digunakan dalam aplikasi
friction wedge yang membutuhkan temperatur lebih dari
200oC bisa terjadi dekomposisi martensit [9].
Gambar. 10. Grafik nilai koefisien ekspansi termal (ppm/oC) berdasar
temperatur (oC).
Keterangan :
: 920°C : 870°C : 850°C : 830°C
IV. KESIMPULAN
Dari pengujian yang telah dilakukan dapat disimpulakan bahwa Semua spesimen hasil treatment memenuhi standar kekerasan friction wedge. Nilai kekerasan naik seiring naiknya temperatur austenisasi. Hasil paling baik didapat dari spesimen heat treatment quenching di media pendingin oli pada temperatur austenisasi 830oC dengan nilai kekerasan 458 BHN, tidak
ada Crack yang terjadi dan memiliki nilai elongasi yang
paling rendah yaitu 0,43%, sehingga bisa tahan pada temperatur kerja. Struktur mikro yang dihasilkan berupa martensit dan austenit sisa. Dari pengujian XRD didapatkan fasa Fe1.91 C0.09 yang merupakan Martensit dengan struktur BCT dan Fe15.1 C yang merupakan Austenit dengan struktur FCC.
DAFTAR PUSTAKA
[1] Herring, Daniel.2012. Quench Cracking. Industrial Heating. [2] ASM. 1997. ASM handbook vol 17 Non Destructive Evaluation and
Quality Control. ASM International
[3] Calister, William D. 2000. Materials Science and Engineering. Departement of Mettalurgical Engginering The University of Utah [4] Herring, Daniel.2005. Retained Austenite. Industrial Heating [5] Agustianto, Arief. 2011. Analisa Kegagalan dan Pengaruh Proses
Hardening-Tempering AISI 1050 Terhadap Strukturmikro dan Kekuatan Sebagai Langkah Peningkatan Kualitas Marine Chains Bucket Elevator 02-m-308 PT. Petrokimia Gresik Jurnal Institut Teknologi Sepuluh Nopember.
[6] Totten, G. E. 2007.Steel Heat Treatment. Boca raton,FL. CRC Press [7] Hanguang, Fu. 2009. Effect of quenching temperature on structure
and properties of centrifugal casting high speed steel roll. Jurnal China Foundry
[8] ASM. 1991. ASM handbook vol 4 Heat Treating”. ASM International.