BUKU INFORMASI
MENGINSPEKSI INSTALASI PLC
KTL.II02.229.01
KEMENTERIAN KETENAGAKERJAAN R.I.
DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS
DIREKTORAT BINA STANDARDISASI KOMPETENSI DAN PELATIHAN KERJA Jl. Jend. Gatot Subroto Kav. 51 Lt. 6.A Jakarta Selatan
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 1 dari 87
DAFTAR ISI
DAFTAR ISI --- 1
BAB I PENDAHULUAN --- 3
A. Tujuan Umum --- 3
B. Tujuan Khusus --- 3
BAB II MERENCANAKAN DAN MEMPERSIAPKAN INSPEKSI --- 4
A. Pengetahuan yang Diperlukan dalam Merencanakan dan Mempersiap kan Inspeksi --- 5
1. Pengertian Instruksi kerja --- 5
2. Memeriksa Kelengkapan Instalasi PLC……….………. 5
3. Cara Menyiapakan Perintah Kerja dan Dokumen untuk Gambar kerja/pengawatan Instalasi Fasa tunggal dan atau Fasa tiga... 11
4. Jenis-jenis alat kerja, Material, K3 dan alat bantu yang dibutuhkan.. 34
B. Keterampilan yang Diperlukan dalam Mengikuti Instruksi Dengan Benar ... 43
C. Sikap Kerja yang Diperlukan dalam Mengikuti Instruksi Dengan Benar - 43
BAB III MEMERIKSA INSTALASI PLC --- 44
A. Pengetahuan yang Diperlukan dalam Memeriksa Instalasi listrik Bangunan Industri Khusus --- 44
1. Prosedur K3 --- 44
2. Instalasi PLC dan Kelengkapan --- 46
3. Kode Indek Proteksi (IP) Peralatan / Material --- 66
4. Prosedur pengukuran tahanan pembumian, tahanan isolasi, dan polaritas rangkaian listrik... 67
5. Metode Setiap Rangkaian Listrik diuji untuk memastikan tahanan pembumian, tahanan isolasi, dan polaritas sesuai persyaratan………. 71
6. Menjelaskan yang berkaitan dengan kondisi lapangan ataupun hal lainnya dilakukan pemeriksaan dengan cara pengidentifikasian ………. 76
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 2 dari 87
B. Keterampilan yang Diperlukan dalam Memeriksa Instalasi listrik
Bangunan Industri Khusus --- 77
C. Sikap Kerja yang Diperlukan dalam Memeriksa Instalasi listrik Bangunan Industri Khusus --- 77
BAB IV MEMBUAT LAPORAN --- 78
A. Pengetahuan yang Diperlukan dalam Membuat Laporan --- 78
1. Cara menjelaskan prosedur membuat berita acara pemeriksaan……. 78
2. Menjelaskan prosedur pemeriksaan dibuat sesuai dengan prosedur dan format yang berlaku ... 80
B. Keterampilan yang Diperlukan dalam Membuat Laporan --- 81
C. Sikap Kerja yang Diperlukan dalam Membuat Laporan --- 81
DAFTAR PUSTAKA --- 82
Dasar Perundang-undangan --- 82
A. Buku Referensi --- 82
B. Majalah atau Buletin --- 82
C. Referensi Lainnya --- 82
DAFTAR PERALATAN/MESIN DAN BAHAN --- 83
A. Daftar Peralatan/Mesin --- 83
B. Daftar Bahan--- 83
LAMPIRAN --- 84
Lampiran 1 Kuesioner --- 85
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 3 dari 87
BAB I PENDAHULUAN
A. Tujuan Umum
Setelah mempelajari modul ini peserta latih diharapkan mampu Menginspeksi Instalasi PLC sesuai Prosedur Operasi Standar.
B. Tujuan Khusus
Adapun tujuan mempelajari unit kompetensi melalui buku informasi Menginspeksi Instalasi PLC ini guna memfasilitasi peserta latih sehingga pada akhir pelatihan diharapkan memiliki kemampuan sebagai berikut:
1. Perintah kerja yang diterima dipahami untuk memastikan bahwa instruksi dapat dilaksanakan, Program Kerja pemeriksaan pemasangan instalasi PLC disiapkan, Gambar kerja/pengawatan instalasi fasa tunggal dan atau fasa tiga, surat perintah kerja dan dokumen terkait disiapkan, dipelajari dan dipahami, Alat uji dan alat K3 dan alat bantu yang dibutuhkan disiapkan sesuai dengan keperluan dan kondisi dapat bekerja dengan baik dan aman serta terkalibrasi;
2. Peraturan dan prosedur keselamatan dan kesehatan kerja diterapkan selama pelaksanaan pekerjaan, instalasi PLC dan kelengkapannya diperiksa dan diuji sesuai prosedur inspeksi, komponen Instalasi PLC dan tingkat pengamanan (IP) diperiksa sesuai dengan standar dan fungsi kerjanya, setiap rangkaian listrik diukur untuk memastikan tahanan pembumian, tahanan isolasi dan polaritas sesuai persyaratan, periksa dan bandingkan hasil uji dengan hasil pengukuran instalasi PLC yang dilakukan oleh pemasang untuk memastikan nilainya telah sesuai persyaratan, identifikasi penyebab penyimpangan hasil uji yang terjadi; 3. Laporan pemeriksaan dibuat sesuai dengan prosedur dan format yang berlaku,
berita acara pemeriksaan diisi sesuai dengan prosedur dan format yang berlaku dan ditanda tangani oleh pihak yang terkait.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 4 dari 87
BAB II
MERENCANAKAN DAN MEMPERSIAPKAN INSPEKSI
A. Pengetahuan yang Diperlukan dalam Merencanakan dan Mempersiapkan Inspeksi
1. Pengertian Instruksi Kerja
Instruksi kerja adalah perintah kerja yang disusun secara berurutan untuk memandu pelaksanaan suatu pekerjaan. Urutan perintah yang ada dalam instruksi kerja dilakukan sesuai urutannya, tidak boleh dibalik.
Di dalam instruksi kerja Merencanakan dan mempersiapkan inspeksi ini meliputi: a. Merencanakan pekerjaan
Perencanaan ( planning ) adalah fungsi dasar manajemen. Agar resiko yang ditanggung itu relatif kecil, hendaknya semua kegiatan/perkerjaan, tindakan dan kebijakan direncanakan terlebih dahulu. Perencanaan memberikan gambaran yang jelas dan lengkap tentang seluruh pekerjaan.
b. Menyusun rencana kerja
Merupakan kegiatan membuat urutan langkah-langkah pelaksanaan pekerjaan yang paling efisien. Dalam menyusun rencana kerja diprioritaskan bagian-bagian yang mudah dikerjakan terlebih dahulu, kemudian baru bagian yang sulit. Ada banyak metoda dalam memasang instalasi PLC. Dibawah ini diberikan beberapa panduan yang dapat digunakan dalam memasang suatu instalasi PLC. Tentu saja anda harus mengikuti prosedur yang ada dan juga Prosedur Kerja Standar yang telah ditetapkan.
Langkah dibawah ini hanya merupakan salah satu contoh praktis pelaksanaan pekerjaan:
1) Mempelajari gambar pengawatan dan konfigurasi PLC yang akan dipasang 2) Mempelajari petunjuk pemasangan yang ada pada Installation guide PLC 3) Memasang Unit CPU, Unit I/O dan Unit unit tambahan
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 5 dari 87
5) Memasang kabel Power Suply dan pengkabelan peralatan I/O dengan Unit I/O
6) Memasang koneksi peralatan komunikasi jika diperlukan 7) Melakukan inspeksi program dan sambungan kabel I/O c. Mengkoordinasikan pekerjaan
Setelah rencana kerja disusun, pihak yang terkait dalam hal ini adalah anggota tim yang terlibat dalam penyelesaian pekerjaan dihubungi untuk memastikan bahwa pekerjaan dikoordinasikan secara efektif sehingga tidak terjadi kesalahpahaman pada saat pelaksanaan pekerjaan.
d. Merencanakan alat kerja, bahan, perlengkapan K3 dan alat bantu
Setiap proses perakitkan selalu di identifikasi penggunaan alat yang diperlukan dan juga bahan yang akan dipakai termasuk alat bantu.
Peralatan dan bahan yang biasa dibutuhkan antara lain : 1) PLC Unit
2) Tool set (obeng, tang, Alat ukur/Multimeter, dll) 3) Peralatan I/O(tombol, sensor, relay, motor, dll) 4) Lemari/box panel dan kabel
5) Perlengkapan K3 dan Perlengkapan daya/power suply (MCB, sekring, dll)
e. Merencanakan perlengkapan utama dan perlengkapan pelengkap bantu. Selain merencanakan alat kerja dan bahan juga direncanakan perlengkap- an utama dan perlengkapan bantu yang mungkin diperlukan dalam pelaksanaan pekerjaan nantinya.
2. Memeriksa Kelengkapan Instalasi PLC
Memeriksa Kelengkapan Instalasi PLC ,harus bekerja dengan penuh
konsentrasi dan hati – hati sebelum melakukan , perlu diperhatikan hal-hal sebagai berikut :
a. Siapkan peralatan Bantu sebagai berikut : 1) Multimeter
2) Obeng kecil (+ dan -) 3) Tang Lancip
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 6 dari 87
4) Tang Kombinasi
b. Siapkan juga buku catatan untuk mencatat hal-hal penting.
c. Lakukan pengecekan peralatan, dan pastikan bahwa semua peralatan d. dapat berfungsi dengan baik dan benar.
e. Memahami dengan baik, rangkaian Kontrol magnetic, dan dapat membaca gambar rangkain Kontrol
f. Mampu mengoperasikan Komputer, dan tahu tata letak port-port connector pada Komputer
Jangan memasang PLC pada tempat-tempat dengan kondisi sebagai berikut :
1) Terkena sinar matahari langsung. 2) Suhu di bawah 0oC atau di atas 55 oC.
3) Kelembaban di bawah 10% atau di atas 90%.
4) Terjadi pengembunan sebagai akibat perubahan suhu. 5) Mengandung gas korosif atau mudah terbakar.
6) Berdebu.
7) Terkana kejutan atau getaran.
8) Terkena percikan air, minyak, atau bahan kimia.
a. Berikan perisai saat memasang PLC pada tempat sebagai berikut : 1) Terkena muatan listrik statis.
2) Terkena medan elektromagnet yang kuat. 3) Terkena pancaran radiasi.
4) Dekat dengan jaringan catu daya.
b. Dalam memasang PLC pastikan ada ventilasi untuk pendinginan 1) Berikan ruang yang cukup untuk sirkulasi udara.
2) Jangan memasang PLC di atas perlengkapan yang membangkitkan panas seperti heater, transformer, atau resistor berukuran besar 3) Pasang kipas atau sistem pendingin saat suhu ruang melebihi 55 oC. 4) Jangan memasang PLC pada panel atau kabinet perlengkapan
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 7 dari 87
5) Berikan jarak + 200 mm antara PLC dan jaringan daya terdekat 6) Berikan tempat yang lapang untuk operasi dan pemeliharaan PLC. c. PLC harus dipasang sesuai petunjuk manual.
d. Lepaslah label untuk menghindari pemanasan lebih.
e. Jangan memasang pengawatan I/O PLC pada pipa yang sama dengan jaringan daya.
f. Pengawatan I/O
1) Kawatilah rangkaian kendali secara terpisah dengan rangkaian catu daya PLC sehingga tidak terjadi turun tegangan saat perlengkapan lain di-on-kan.
2) Jika digunakan beberapa PLC, kawatilah PLC pada rangkaian terpisah untuk menjaga tidak terjadi turun tegangan atau operasi pemutus rangkaian yang tidak tepat.
3) Kawat catu daya dipilin untuk menjaga noise dari jaringan catu daya. Gunakan transformer isolasi 1:1 untuk mengurangi noise listrik.
4) Dengan mempertimbangkan kemungkinan turun tegangan, gunakan jaringan daya yang besar.
5) Sebelum menyambung catu daya, pastikan bahwa tegangan yang tersambung sudah tepat AC atau DC. Rangkaian internal PLC akan rusak jika daya AC dicatu ke PLC yang memerlukan catu daya DC. 6) Terminal input catu daya terletak pada bagian atas PLC, sedangkan
terminal pada bagian bawah PLC untuk peralatan luar. Rangkaian internal PLC akan rusak jika daya AC dicatu ke terminal output catu daya PLC.
7) Kencangkan sekrup catu daya AC, sekrup yang kendor dapat mengakibatkan kebakaran atau malfungsi.
8) Gunakan selalu terminal crimp untuk jaringan daya PLC. Jangan menyambung kawat serabut telanjang secara langsung ke terminal.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 8 dari 87
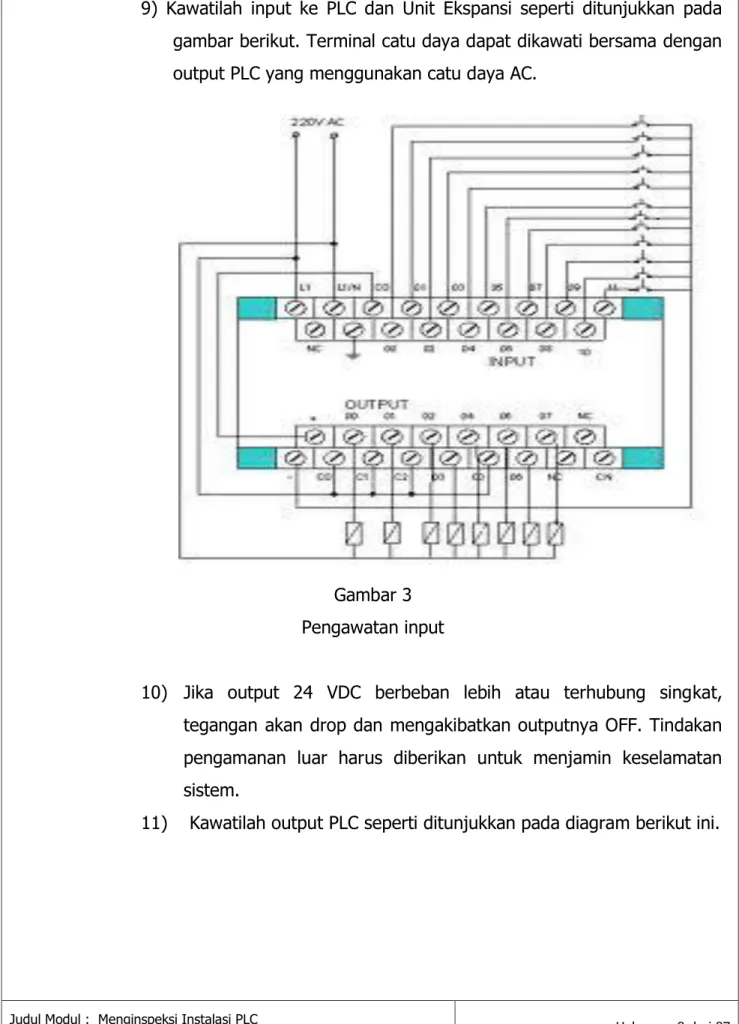
9) Kawatilah input ke PLC dan Unit Ekspansi seperti ditunjukkan pada gambar berikut. Terminal catu daya dapat dikawati bersama dengan output PLC yang menggunakan catu daya AC.
Gambar 3 Pengawatan input
10) Jika output 24 VDC berbeban lebih atau terhubung singkat, tegangan akan drop dan mengakibatkan outputnya OFF. Tindakan pengamanan luar harus diberikan untuk menjamin keselamatan sistem.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 9 dari 87
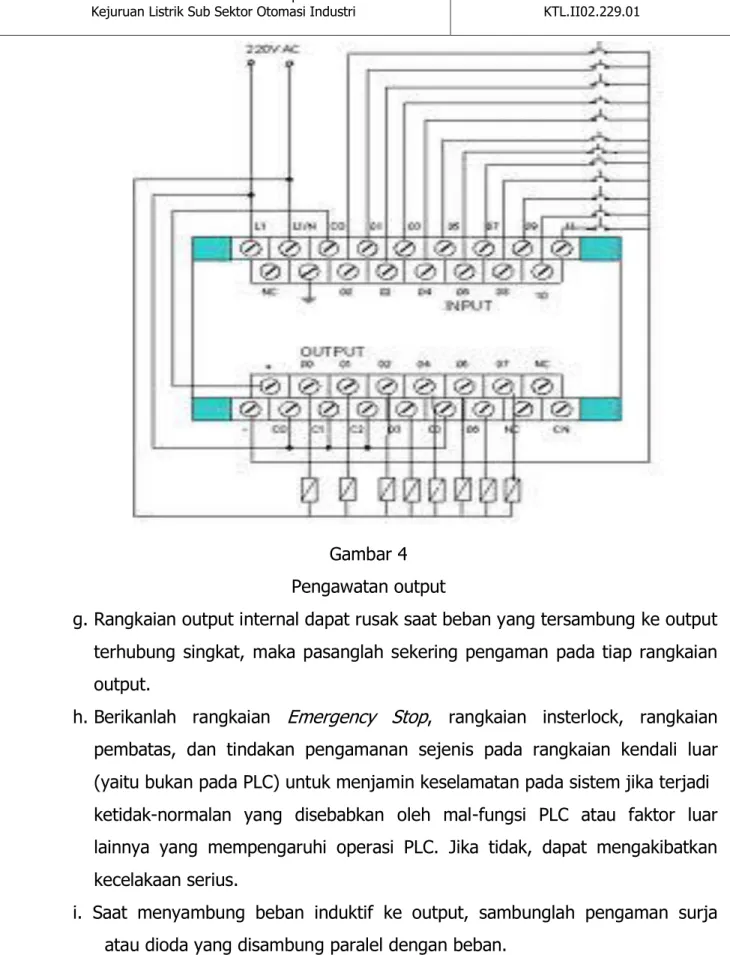
Gambar 4 Pengawatan output
g. Rangkaian output internal dapat rusak saat beban yang tersambung ke output terhubung singkat, maka pasanglah sekering pengaman pada tiap rangkaian output.
h. Berikanlah rangkaian Emergency Stop, rangkaian insterlock, rangkaian pembatas, dan tindakan pengamanan sejenis pada rangkaian kendali luar (yaitu bukan pada PLC) untuk menjamin keselamatan pada sistem jika terjadi ketidak-normalan yang disebabkan oleh mal-fungsi PLC atau faktor luar lainnya yang mempengaruhi operasi PLC. Jika tidak, dapat mengakibatkan kecelakaan serius.
i. Saat menyambung beban induktif ke output, sambunglah pengaman surja atau dioda yang disambung paralel dengan beban.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 10 dari 87
00 02 04 06 09 11 13 15 01 03 05 07 08 10 12 14 Com Com
+
¯ 24 V 00 02 04 06 09 11 13 15 01 03 05 07 08 10 12 14 Com Com+
¯ 24 V Gambar 5Wiring diagram instalasi input PLC Wiring diagram instalasi output PLC Gambar 6
Gambar 7
Sakelar sebagai peralatan input PLC Lampu indikator sebagai peralatan Gambar 8 output PLC
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 11 dari 87
3. Menyiapakan Perintah Kerja dan Dokumen untuk Gambar kerja/ pengawatan Instalasi Fasa tunggal dan atau Fasa tiga.
a. Prosedur Pengawatan Instalasi Fasa Tunggal
Sebelum mengerjakan Pengawatan Instalasi Fasa Tunggal perlu dipersiapkan terlebih dahulu prosedur pemasangan Instalasi yang meliputi :
menyiapkangambar denah bangunan atau gambar situasi bangunan
Menentukan kapasitas daya listrik beban terpasang, ukuran kabel dan kapasitas peralatan proteksi
Menyiapkan peralatan APD dan peralatan/perkakas kerja Menyiapkan seluruh kebutuhan bahan
Menyiapkan gambar kerja pemasangan instalasi sesuai standar SNI Menyiapkan peralatan inspeksi untuk memeriksa kelaikan operasi Macam-macam alat kerja, material, K3
b. Menyiapkan alat kerja, material dan peralatan K3
Sebelum mengerjakan perakitan dan pemasangan PHB perlu dipersiapkan peralatan kerja yang meliputi peralatan kerja K3 atau APD (Alat K3 dan Pelindung Diri), peralatan kerja mekanik dan peralatan kerja listrik
c. Peralatan APD (K3)
Alat Pelindung Diri (APD) adalah kelengkapan yang wajib digunakan saat bekerja sesuai bahaya dan risiko kerja untuk menjaga keselamatan pekerja itu sendiri dan orang di sekelilingnya. Kewajiban itu sudah disepakati oleh pemerintah melalui Departement Tenaga Kerja Republik Indonesia. Semua jenis APD harus digunakan sebagaimana mestinya, gunakan pedoman yang benar-benar sesuai dengan standar keselamatan kerja (K3L 'Kesehatan, Keselamatan Kerja dan Lingkungan')
d. Menyiapkan Alat K3
Peraturan Keselamatan dan Kesehatan Kerja (3) tidak hanya ditujukan kepada orang yang melakukan pekerjaan saja, akan tetapi juga ditujukan untuk keamanan peralatan kerja serta lingkungan kerja, antara lain :
Mencegah dan mengurangi kecelakaan.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 12 dari 87
Memperoleh keserasian antara tenaga kerja, alat kerja, lingkungan, cara dan proses kerjanya.
e. Gambar Pengawatan Listrik Fasa Tunggal
Gambar 1
Rangkaian Kontrol On /Off
Gambar 2
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 13 dari 87
Gambar 3
Rangkaian Kontrol AND
Gambar 4
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 14 dari 87
Gambar 5
Rangkaian Kontrol OR
Gambar 6
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 15 dari 87
Gambar 7
Rangkaian Self Holding/Leatching
Gambar 8
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 16 dari 87
Gambar 9
Rangkaian Kontrol Interlock
Gambar 10
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 17 dari 87
Gambar 11
Rangkaian Kontrol ON Delay
Gambar 12
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 18 dari 87
Gambar 13
Rangkaian Kontrol Motor 3 Fhasa Forward-Reverse
Gambar 14
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 19 dari 87
Gambar 15
Rangkaian Kontrol Motor 3 Fhasa Bintang-Delta Manual
Gambar 16
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 20 dari 87
Gambar 17
Rangkaian Kontrol Motor 3 Fhasa Bintang Delta Otomatis
g. Gambar Pengawatan Listrik Fasa Tiga
Untuk rangkaian pengawatan listrik fhasa tiga, disebut juga dengan istilah rangkaian Daya. Yaitu sebagai pengawatan dari sumber tegangan 380 VAC kebeban Motor induksi 3 fhasa.
Untuk memasang ke beban motor listrik 3 Fhasa maka diperlukan peralatan pengaman atau proteksi.
1) Sistem Pengaman atau Proteksi
Beberapa istilah pada instalasi listrik yang seyogyanya kita pahami dahulu misalnya seperti berikut:
I N Arus nominal atau kapasitas arus adalah arus kerja alat listrik atau
komponen atau mesin listrik sehingga yang akan dapat berkerja normal tanpa mengalami gangguan atau efek apapun.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 21 dari 87
menyebabkan gangguan kerja pada alat, komponen atau mesin listrik, yang disebabkan oleh adanya:
Beban lebih (over load), Hubung singkat (Short Circuit) a) Data Motor
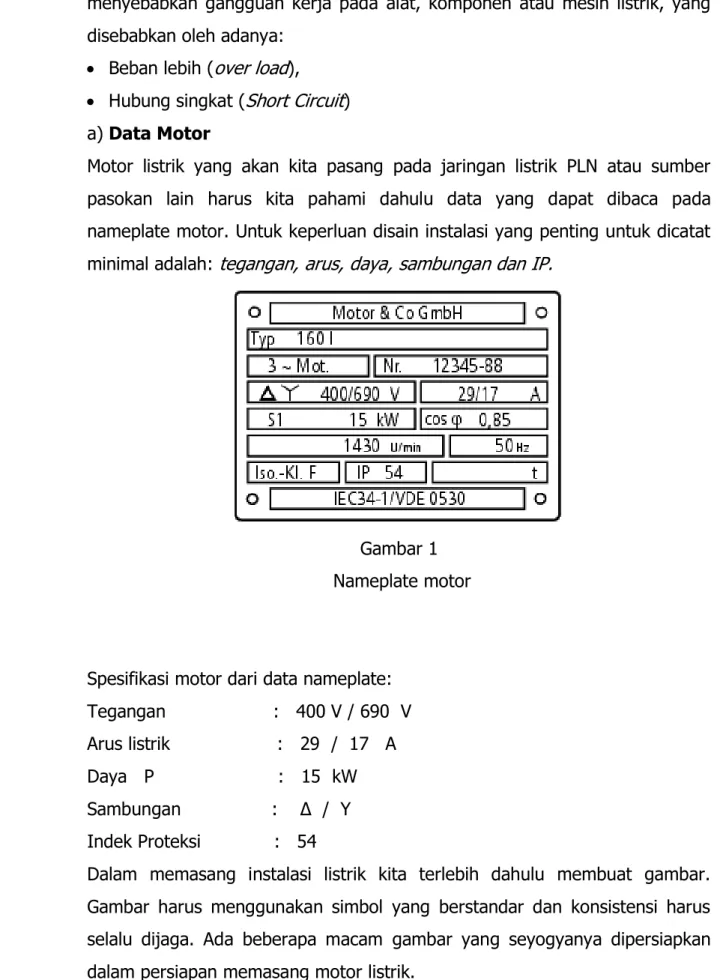
Motor listrik yang akan kita pasang pada jaringan listrik PLN atau sumber pasokan lain harus kita pahami dahulu data yang dapat dibaca pada nameplate motor. Untuk keperluan disain instalasi yang penting untuk dicatat minimal adalah: tegangan, arus, daya, sambungan dan IP.
Gambar 1 Nameplate motor
Spesifikasi motor dari data nameplate: Tegangan : 400 V / 690 V Arus listrik : 29 / 17 A Daya P : 15 kW Sambungan : Δ / Y Indek Proteksi : 54
Dalam memasang instalasi listrik kita terlebih dahulu membuat gambar. Gambar harus menggunakan simbol yang berstandar dan konsistensi harus selalu dijaga. Ada beberapa macam gambar yang seyogyanya dipersiapkan dalam persiapan memasang motor listrik.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 22 dari 87
Pertama kita harus merancang dahulu (minimal) gambar diagram tunggal daya seperti gambar 2. Rangkaian dasar untuk instalasi motor sederhana sesuai dengan nameplate (spesifikasi data) motor diatas maka kita dapat membuat desain :
1) Pengaman jaringan 2 ) Kapasitas kontaktor
3) Jenis dan penampang kabel 4) Pengaman motor
5) Sambungan kumparan motor
Untuk menyelesaikan desain tersebut kita harus tetap melihat PUIL 2000, katalog produk serta aturan lain yang berlaku.
b. Rancangan komponen
Untuk menentukan jenis komponen dan rating current sesuai dengan beban yang terpasang maka kita harus mengacu PUIL 2000, Tabel 5-5-2 halaman 183. Sehingga kita dapat menghitung nilai proteksi yang akan kita pasang berdasarkan data motor, maka kita dapat tentukan:
1) Pengaman jaringan
kita memilih pengaman jaringan dengan MCB atau NFB. Nilai pengaman dapat diperoleh dengan hitungan:
Gambar 2 MCB 3 fase
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 23 dari 87
Nilai minimum = 1,25 x IN motor, dimana IN = 29 A.
= 2,5 x 29 A = 36,25 A (minimal 40 A) Nilai maksimum = 2,5 x 29 A
= 72,5 A (maksimal 63 A)
Dari katalog produk (MG) kita baca data MCB 3 fase antara 40A; 50A dan 63A. Kita (dalam kasus ini) dapat menentukan nilai maksimal MCB 63 A, jika diyakini beban yang akan diberikan memang besar.
Jadi pengaman jaringan kita pasang MCB, IN = 63 A.
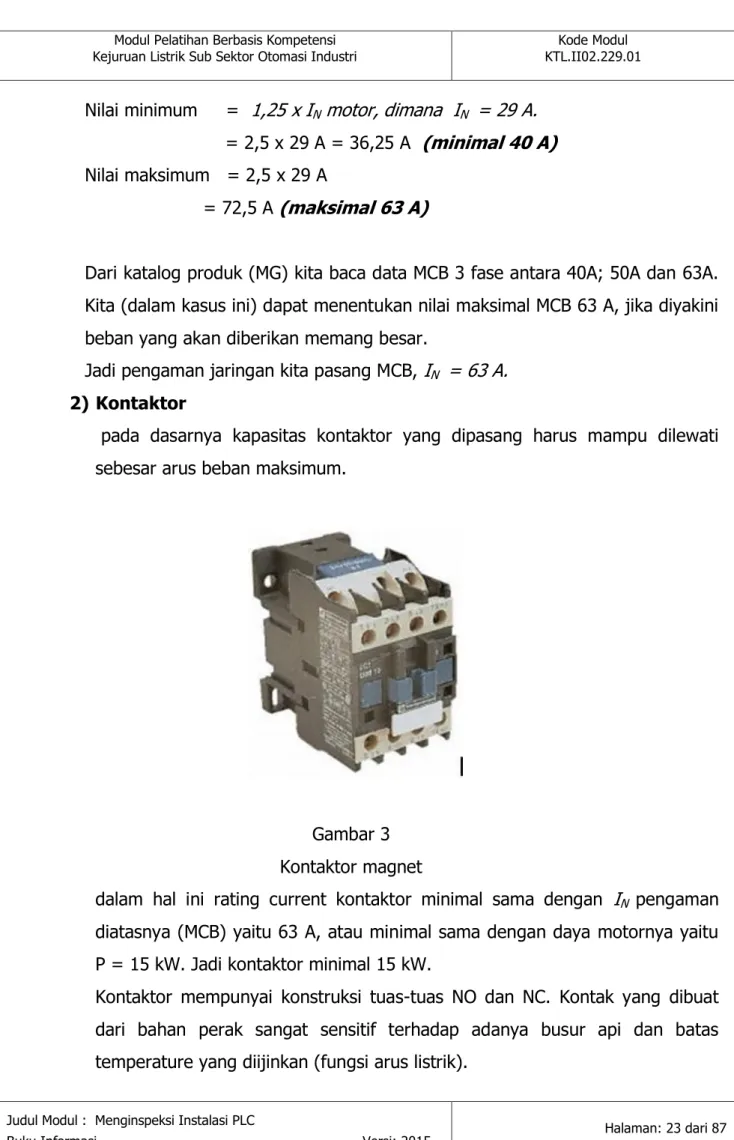
2) Kontaktor
pada dasarnya kapasitas kontaktor yang dipasang harus mampu dilewati sebesar arus beban maksimum.
Gambar 3 Kontaktor magnet
dalam hal ini rating current kontaktor minimal sama dengan IN pengaman
diatasnya (MCB) yaitu 63 A, atau minimal sama dengan daya motornya yaitu P = 15 kW. Jadi kontaktor minimal 15 kW.
Kontaktor mempunyai konstruksi tuas-tuas NO dan NC. Kontak yang dibuat dari bahan perak sangat sensitif terhadap adanya busur api dan batas temperature yang diijinkan (fungsi arus listrik).
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 24 dari 87
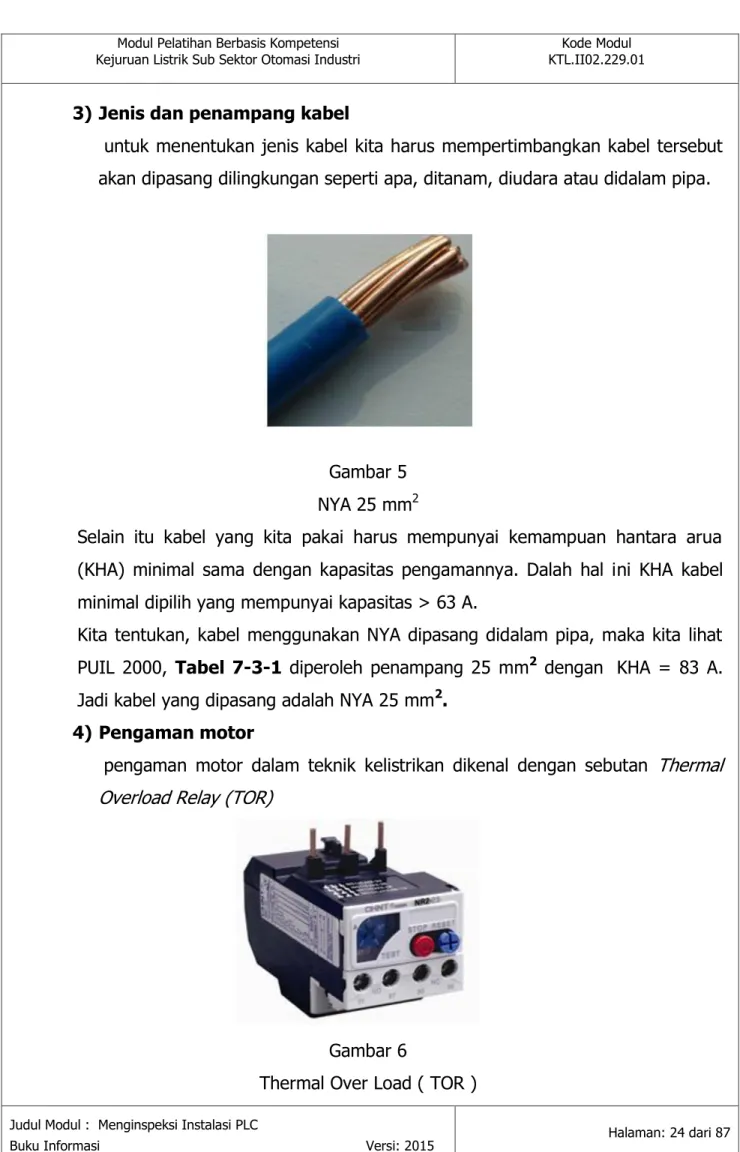
3) Jenis dan penampang kabel
untuk menentukan jenis kabel kita harus mempertimbangkan kabel tersebut akan dipasang dilingkungan seperti apa, ditanam, diudara atau didalam pipa.
Gambar 5 NYA 25 mm2
Selain itu kabel yang kita pakai harus mempunyai kemampuan hantara arua (KHA) minimal sama dengan kapasitas pengamannya. Dalah hal ini KHA kabel minimal dipilih yang mempunyai kapasitas > 63 A.
Kita tentukan, kabel menggunakan NYA dipasang didalam pipa, maka kita lihat PUIL 2000, Tabel 7-3-1 diperoleh penampang 25 mm2 dengan KHA = 83 A.
Jadi kabel yang dipasang adalah NYA 25 mm2. 4) Pengaman motor
pengaman motor dalam teknik kelistrikan dikenal dengan sebutan Thermal Overload Relay (TOR)
Gambar 6
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 25 dari 87
Peralatan listrik ini bekerja dengan menggunakan operasi bimetal. Dalam kondisi beban normal arus listrik yang mengalir pada nikelin yang dililitkan pada bimetal untuk memanaskan belum cukup dapat menyebabkan pemutusan arus. Tetapi saat arus beban melebihi arus nominal semakin lama bimetal akan bengkok dan akan menyentuh tuas kontak kontrol akibatnya arus ke beban akan putus, motor berhenti. Karena fungsi utama TOR dipakai untuk mengamankan motor tepatnya kumparan motor, maka harus dipilih TOR yang dapat di set arusnya sebesar arus nominal motor 29 A. Menurut katalog produk CLE, type NR2 Thermal Overload Relay, Ith= 28- 36 A. Arus thermal ini dapat diatur (di-setting) dengan memutar
obeng minus ke angka 29 A atau mendekati angka 29.
Jika ternyata terjadi trip, setting current dapat dikoreksi akurasinya (disesuaikan).
5) Sambungan kumparan motor
sambungan kumparan motor harus sesuai antara spesifikasi motor dengan tegangan sumber listrik yang tersedia. Jika tegangan PLN yang diberikan 3 x 380 Volt dan data nameplate motor tertluis Δ / Y, tegangan 400/ 690 V maka arti data ini bila disesuaikan dengan pasokan listriknya adalah:
b. Kapasitas tegangan kumparan fase 400 V;
c. Sehingga yang cocok dengan pasokan PLN 380V, kumparanya disambung Δ (delta).
d. Kumparan dapat disambung Y, tetapi operasi dalam waktu singkat (dalam hitungan detik) atau hanya cocok untuk “Starting” yang kemudian dikenal dengan pengasutan Bintang-Segitiga.
Catatan: Jika beban motor kapasitasnya melebihi 4 kW maka untuk menghindari Starting Current (arus awal) yang tinggi motor tersebut harus dioperasikan menggunakan sistem Y ke Δ (bintang- segitiga).
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 26 dari 87
Gambar 7
Diagram sambungan kumparan Δ dan Y
Gambar 8
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 27 dari 87
Gambar 9
Terminal motor 3 fase sambungan segitiga
Dengan contoh rancangan disain instalasi beban motor tersebut kita dapat mengembangkan rancangan secara global dengan memperhitungkan faktor keserempakan, arus hubung singkat ( Ik ), selektivitas, rangkaian kontrol serta
tipe pemutus sirkit. Sehingga bila digambarkan secara keseluruhan dimulai dari Main Distribution Panel (panel Utama) hingga pada titik beban dapat dilihat seperti gambar 10.
Gambar 10
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 28 dari 87
h. Rangkaian Daya Motor Listrik 3 Fhasa
1) Rangkaian daya Menjalankan Motor listrik 3 F secara Self Holdeng Untuk memasang merangkai daya instalasi 3 fhasa pada motor listrik dapat dilakuakn secara Bintang atau Delta disesuaikan dengan Nameplate motor.
Gambar 1
Rangkaian Daya Motor Listrik 3 Fhasa secara Self Holding
2) Operasi Forward – Reverse Motor 3 Fase
Untuk membalik/merubah arah putaran motor 3 phasa dapat dilakukan dengan jalan merubah atau menukar hubungan dari 2 phasa ( 2 phasa ditukar hubungannya dan 1 phasa tetap ). Untuk masing-masing putaran (putaran kanan dan putaran kiri) ada 3 kemungkinan hubungan seperti pada table 1 dibawah ini.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 29 dari 87
Tabel 1
hubungan pemasangan forward Reverse
PUTAR KANAN PUTAR KIRI
U – R V – S W – T U – T V – S W – R U – T V – S W – R U – T W – R W – S U – S V – T W – R U – T V – S W – R
Rangkaian forward-reverse mempunyai 3 buah input yaitu button switch off untuk mematikan rangkaian, button switch on-forward untuk operasi forward dan button switch on-reverse untuk operasi reverse. Sedangkan output ada 2 buah external relay yang akan menggerakkan relay 24 Volt DC dan relay DC ini akan menggerakkan kontaktor 380 Volt AC untuk pergerakan forward dan reverse.
Hal yang perlu diperhatikan dalam memasang instalasi kontrol mekanik yaitu pada kontaktor juga relay harus dipasang rangkaian interlock. Hal ini demi keselamatan, yaitu untuk menjaga agar saat motor kerja forward tidak bisa bekerja reverse sebelum rangkaian kontrol dimatikan, dan sebaliknya.
Adapun kerja kontrol forward-reverse dapat dilihat pada time chart gambar 1 di bawah. Gambar wirring diagram kontrol motor kerja forward – reverse dapat dilihat pada gambar 2 di bawah.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 30 dari 87
Gambar 2
Wirring diagram kontrol motor kerja forward - reverse Gambar 1
Time Chart Rangkaian Forward - Reverse Off On-F On-R Out-F Out-R R S T PE K1 K2
PLC
P L C 3M
F U V W Z X Y K.1 K.2 TORJudul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 31 dari 87
3) Operasi Star – Delta
Untuk mengoperasikan motor 3 phasa kerja star-delta, saat start belitan motor dihubungkan secara bintang (Y) dan untuk running belitan dihubung segitiga (Δ). Untuk motor dengan daya yang kecil biasanya hanya dihubungkan bintang, sedangkan motor yang besar (≥5 PK) dihubungkan bintang segitiga. Motor yang dayanya besar, akan menarik arus yang besar pula, terutama saat start.(hubungan Y untuk start dan hubungan Δ untuk running dengan alasan untuk memperkecil arus mula (arus start) ).
Hubungan Y dan hubungan Δ dari belitan motor dapat dilihat seperti gambar sbb:
Gambar 1
Belitan motor 3 fase dalam hubungan bintang (Y)
R S T X Y Z U V W Y U Z X V W R S T R S T U V W X Y Z R S T U V W X Y Z atau
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 32 dari 87
Gambar 2
Belitan motor 3 fase dalam hungungan segi tiga (Δ)
Gambar 3
Time Chart Kerja Rangkaian Star – Delta
Rangkaian star-delta mempunyai 2 buah input yaitu button switch on dan button switch off, dan 3 buah output external relay untuk menggerakkan 3 buah relay 24 Volt DC dan relay-relay DC ini akan menggerakkan 3 buah kontaktor 380 Volt AC. Kerja rangkaian star-delta seperti time chart di atas dan wirring diagram kontrolnya dapat dilihat seperti gambar di bawah ini.
Hal yang perlu diperhatikan dalam memasang instalasi kontrol mekanik yaitu pada kontaktor juga relay Y - Δ harus dipasang rangkaian interlock. Hal ini demi keselamatan, yaitu untuk menjaga agar saat motor kerja bintang tidak bisa bekerja dalam hubungan segi tiga demikian juga sebaliknya.
Off On Ku Kγ KΔ t = 60 scan Y U Z X V W R S T
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 33 dari 87
Gambar 4
Wirring diagram kontrol motor kerja star-delta K3 K.1 K.2 K.3 K1 K2
P L C
TOR F U V W Z X Y 3M
R S T NJudul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 34 dari 87
4. Jenis-jenis alat kerja, Material, K3 dan alat bantu yang dibutuhkan
Peralatan kerja yang meliputi peralatan kerja K3 atau APD (Alat K3 dan Pelindung Diri), peralatan kerja mekanik dan peralatan kerja listrik.
a. Peralatan APD (K3)
Alat Pelindung Diri (APD) adalah kelengkapan yang wajib digunakan saat bekerja sesuai bahaya dan risiko kerja untuk menjaga keselamatan pekerja itu sendiri dan orang di sekelilingnya. Kewajiban itu sudah disepakati oleh pemerintah melalui Departement Tenaga Kerja Republik Indonesia. Semua jenis APD harus digunakan sebagaimana mestinya, gunakan pedoman yang benar-benar sesuai dengan standar keselamatan kerja (K3L 'Kesehatan, Keselamatan Kerja dan Lingkungan
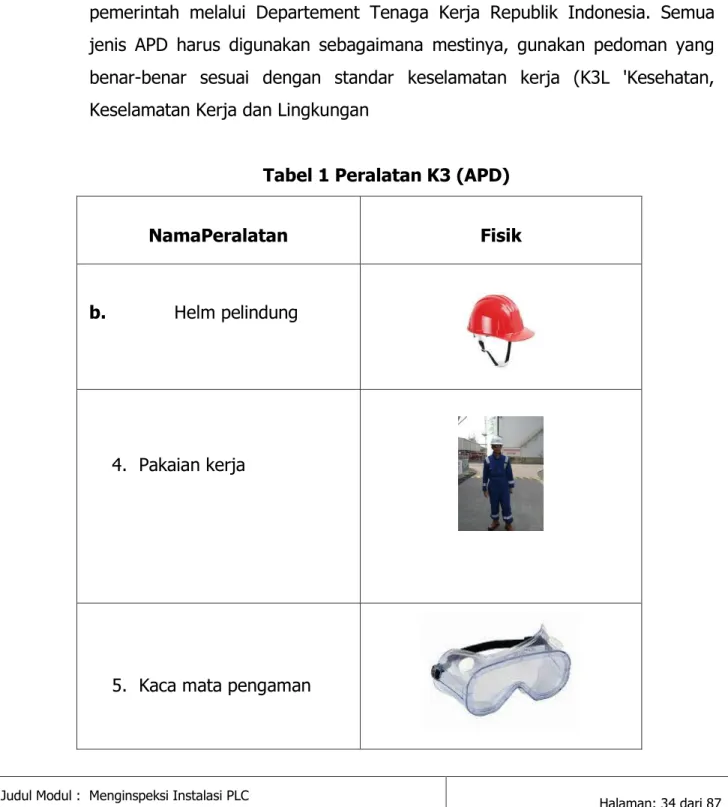
Tabel 1 Peralatan K3 (APD)
NamaPeralatan Fisik
b. Helm pelindung
4. Pakaian kerja
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 35 dari 87
6. Sarung tangan
7. Sepatu pelindung
b. Peralatan Kerja Mekanik
Peralatan kerja mekanik adalah kelengkapan yang wajib digunakan saat bekerja sesuai kebutuhan kerja yang menuntut pekerjaan mekanik seperti pengerjaan melubangi bagian PHB, dinding tembok, mengencangkan komponen pada PHB dan saat memasang PHB ke dinding tembok. Semua jenis peralatan mekanik harus digunakan sebagaimana mestinya, gunakan dengan tepat dan benar sesuai dengan jenis pekerjaanya.
Tabel 2 Peralatan Kerja Mekanik
Nama Peralatan Fisik
1. Hand bor impact 1mm sd 13 mm
Tegangan 220 V/50 Hz
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 36 dari 87
3. Ramset 10 mm
4. Kunci shock rachet kit 4 sd 21 mm
5. Key hole saw 1 Inchi
6. Kunci pas/ring 8,9,10,11,12,13,14,15mm 7. Gergaji besi 8. Palu besi 1 kg 9. Senter punch 10. Mistar baja
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 37 dari 87
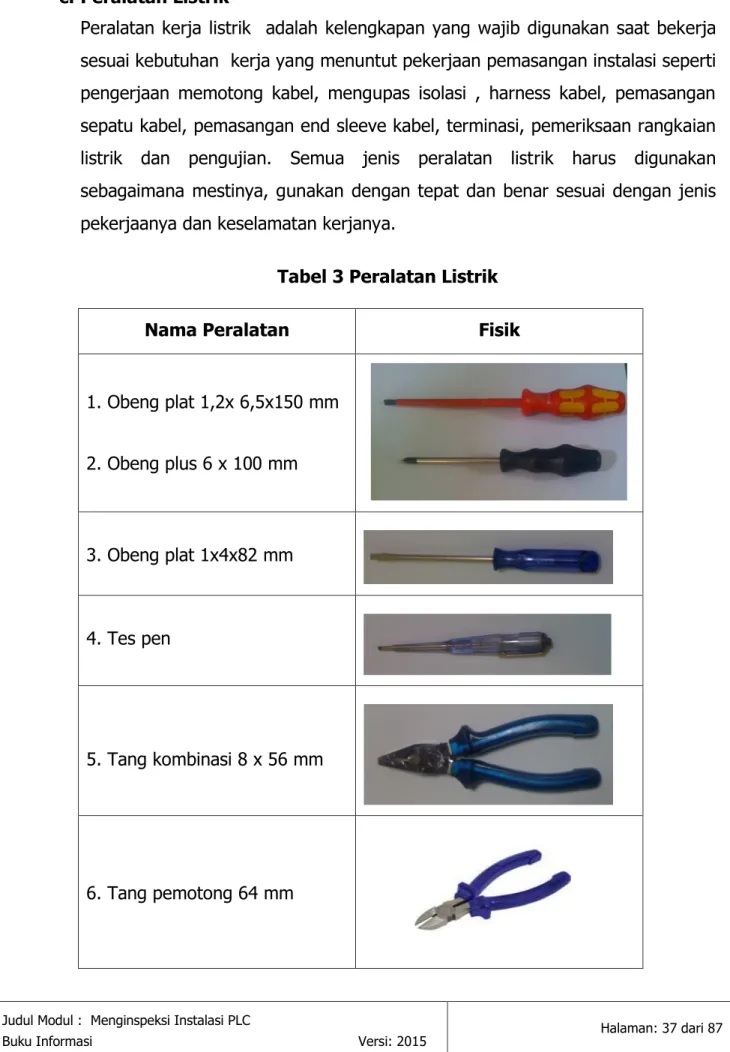
c. Peralatan Listrik
Peralatan kerja listrik adalah kelengkapan yang wajib digunakan saat bekerja sesuai kebutuhan kerja yang menuntut pekerjaan pemasangan instalasi seperti pengerjaan memotong kabel, mengupas isolasi , harness kabel, pemasangan sepatu kabel, pemasangan end sleeve kabel, terminasi, pemeriksaan rangkaian listrik dan pengujian. Semua jenis peralatan listrik harus digunakan sebagaimana mestinya, gunakan dengan tepat dan benar sesuai dengan jenis pekerjaanya dan keselamatan kerjanya.
Tabel 3 Peralatan Listrik
Nama Peralatan Fisik
1. Obeng plat 1,2x 6,5x150 mm 2. Obeng plus 6 x 100 mm 3. Obeng plat 1x4x82 mm 4. Tes pen 5. Tang kombinasi 8 x 56 mm 6. Tang pemotong 64 mm
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 38 dari 87
7. Tang pengupas kabel 0,5 sd 10 mm²
8. Tang pemotong kabel sd10 mm²
9. Tang press kabel end sleeve Sd 2,5 mm²
10. Tang press sepatu kabel 1,5 , 2,5 , 6 , 10, 16 mm²
11. Multi meter Analog
ACV : 10V, 50V, 250V, 750V DCV : 0,25V, 2,5V, 10V, 50V, 250V, 1000V
mA : 50µA sd 250 mA Ω : 1x, 10x, x100, x1k
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 39 dari 87
12. Insulation Tester, 500 V 13. Tang Amper Arus : 6, 15, 60, 150, 300 A ACV : 150, 300, 750 V 14. Eart tester Tiga pole, E, P, C d. Material
Material merupakan kelengkapan yang wajib digunakan saat bekerja sesuai kebutuhan gambar kerja yang akan dirakit. Semua jenis materialspesifikasinya harus sesuai dengan kemampuan daya hantarnya, gunakan dengan tepat dan benar sesuai dengan jenis fungsi dari materialnya. Kesalahan dalam menentukan spesikasi material berarti sudah melalaikan keselamatan kerjanya.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 40 dari 87
Tabel 4 Daftar Material
Nama material Fisik
1. Kabel NYY 4 x 6 mm² 2. Kabel NYA 6 mm², 2,5 mm², 1,5 mm² 3. Kabel NYAF 0,75 (1) mm² 5. No Fuse Breaker (NFB) 30 A NF 30 SP
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 41 dari 87
6. Miniatur Circuit Breaker (MCB) 3 pole, NC45N – C10 7. Miniatur Circuit Breaker (MCB) 1 pole, NC45N – C6
8. Box panel listrik 50 x 60 x 20 cm
9. PLC
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 42 dari 87
11. Pipa PVC Flexibel 12. Cable ties 10 cm 13. Kontaktor 14. Rel omega allumunium 15. Terminal blok 4 pin - 4mm 16. Rel plat tembaga (Busbar) Fasa1, fasa2, fasa3, netral dan pembumian (PE), 12 x 2 mm = 24 mm² 17. Terminal Strip
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 43 dari 87
18. Isolasi band
19. Sepatu Kabel
20. Klem kabel
21. Sekrup
B. Keterampilan yang Diperlukan dalam Merencanakan dan mempersiap- kan Inspeksi
Keterampilan yang Diperlukan dalam Merencanakan dan mempersiapkan Inspeksi : 1. Mengikuti instruksi dengan benar
2. Melakukan pemeriksaan dan pengujian kelengkapan instalasi PLC sesuai SOP 3. Menyiapakan Gambar kerja/pengawatan instalasi fasa tunggal dan atau fasa
tiga.
4. Merencanakan alat kerja, material, k3 dan alat bantu yang dibutuhkan
C. Sikap kerja yang Diperlukan dalam Merencanakan dan mempersiapkan inspeksi
Harus bersikap secara:
1. Cermat dan teliti dalam Merencanakan dan mempersiapkan Inspeksi
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 44 dari 87
BAB III
MEMERIKSA INSTALASI PLC
A. Pengetahuan yang diperlukan dalam Memeriksa Instalasi PLC 1. Prosedur K3
Keselamatan kerja tidak hanya diperlukan dalam pendidikan/training saja tapi juga sangat dibutuhkan ketika seseorang terjung langsung dilapangan kerja. Oleh karena itu, kita harus dibiasakan untuk selalu memperhatikan keselamatan kerja. Apabila tidak diperhatikan, ini dapat mengakibatkan kecelakaan yang dapat merugikan perusahaan maupun si pekerja/peserta latihan itu sendiri. Kecelakaan-kecelakaan yang terjadi dapat berupa:
Rusaknya alat-alat yang digunakan
Kecelakaan pada peserta latihan itu sendiri dapat berupa cacat tubuh
Oleh karenanya, peserta latihan harus benar-benar mentaati segala peraturan yang ada di tempat pelatihan. Adapun peraturan-peraturan umum yang terdapat pada suatu tempat latihan maupun dalam perusahaan yaitu:
1) Mentaati segala peraturan dan instruksi dari instruktur 2) Seriuslah ketika sedang bekerja, jangan main-main
3) Bertindak dengan cepat dan benar jika terjadi suatu kecelakaan 4) Bekerjalah dengan baik dan benar
5) Menggunakan alat sesuai dengan fungsinya dengan baik dan benar 6) Memakai pakaian kerja yang telah ditetapkan
7) Tidak menggunakan peralatan yang lain yang tidak dibutuhkan
8) Menggunakan alat pelindung tubuh, untuk berjaga-jaga aagar tubuh tidak mendapatkan kecelakaan yang fatal
9) Bekerja sesuai dengan instruksi dari instruktur yang diberikan 10) Menjaga keselamatan kerja diri sendiri, alat dan orang lain
11) Sedangkan faktor keselamatan kerja yang perlu diperhatikan dalam melaksanakan training/pekerjaan yang berhubungan dengan instalasi listrik ialah:
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 45 dari 87
Semua kabel penghantar benar-benar dipertimbangkan keberadaannya atau kelangsungan hidupnya, jangan disentuh dengan tangan atau dengan logam panjang atau dengan beberapa bagian dari mesin
Pada sisi lain dari semua jalan untuk derek listrik yang berada diatas kepala mempunyai kabel penghantar yang dipotong pada braket/screen / layar pengaman terbuat dari kawat kasa penyangga.
Semua benda atau pekerjaan yang akan dibawa keluar melalui kabel penghantar diatas kepala (overhead) atau yang berdekatan dengan konduktor serupa, maka sakelar dari kabel tersebut diposisikan pada posisi “OFF” dan kuncilah sakelar tersebut kemudian beri papan peringatan tanda yang tepat
Beri pengaman khusus yang melintas jalan dan yang dilewati troly, truk pengangkat lift (misalnya kabel dari rol kabel) yang melintang untuk perpanjangan lampu atau yang lainnya
Lepas beberapa sakelar yang rusak, cacat, pecah steker atau peralatan lainnya yang tidak aman, gantilah dengan yang baru, dan jangan dipakai sebelum diperbaiki
Jika anda terkena sengatan listrik (konsleting) walaupun arusnya kecil, laporkan segera dan jangan memakai peralatan tsb. sebelum direparasi oleh tukang yang menangani
Periksa selalu kabel pentanahan atau yang menghubungkannya, saluran kabael pentanahan dalam batang kawat tembagai atau tali pengikat disekitar tempat kerja/latihan. Mesin dihubungkan pada sistem pentanahan dan penghantar pentanahan dihubungkan dengan rangka baja atau pipa air, jika kita mempunyai suatu mesin yang berputar atau pipa yang akan dihubungkan dengan suatu pentanahan maka konsultasikan dulu dengan ahlinya
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 46 dari 87
2. Instalasi PLC dan Kelengkapannya
Pemasangan instalasi PLC diindustri diletakan didalam sebuah box panel atau cabinet. Kondisi temperature yang diizinkan adalah 0°C hingga 55°C, ventilasi dan kipas dipasang untuk pendinginan dan sirkulasi udara.
Gambar 1
Penempatan PLC dalam sebuah box panel a. Memasang Unit CPU dan Unit I/O
1) Posisi pemasangan harus sesuai dengan petunjuk yang ada seperti yang diperlihatkan gambar dibawah ini.
Gambar 2
Posisi pemasangan PLC PLC
tipe besar
benar salah salah
PLC tipe kecil
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 47 dari 87
Posisi pemasangan yg benar/correct memberikan pendinginan & sirkulasi udara yang cukup bagi PLC agar suhu yang diizinkan tetap terjaga.
2) Unit CPU PLC dipasang pada sebuah Rel DIN. Untuk PLC tipe kecil seperti PLC Omron CPM2A dimana Unit CPU, Power supply dan Unit I/O merupakan satu kesatuan dapat langsung dipasang pada Rel DIN seperti terlihat pada gambar dibawah ini.
Gambar 3
PLC CPM2A dipasang pada Rel DIN
Cara pemasangannya adalah dengan memiringkan PLC agar takik dibagian bawah PLC mencengkeram bagian atas Rel DIN kemudian tekan PLC agar PLC terkunci pada Rel DIN.
Gambar 4
Cara pemasangan pada Rel DIN
3) Sedangkan untuk PLC tipe besar seperti PLC Omron C200 dengan Unit unit yang terpisah pisah, maka PLC terlebih dahulu harus disusun konfigurasinya sebelum
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 48 dari 87
dipasang pada sebuah Rel DIN. Penyusunan konfigurasi PLC tipe besar ini
dilakukan pada sebuah rak PLC yang disebut backplane. Backplane untuk PLC Omron C200 terlihat seperti gambar dibab ini.
Gambar 5 Backplane/Rack
Backplane adalah peralatan sederhana yang memiliki dua fungsi. Yang pertama menyediakan dukungan fisik untuk Unit unit yang terpasang padanya. Yang kedua untuk menyediakan sambungan dan jalur kelistrikan yang penting untuk menghubungkan Unit unit yang terpasang padanya. Inti dari PLC adalah Unit CPU. Unit CPU biasanya menyatu dengan power supply diletakan pada bagian paling kanan dari backplane seperti terlihat pada gambar berikut.
Gambar 6
Pemasangan CPU pada Backplane
Setelah Unit CPU terpasang, selanjutnya Unit I/O dipasang satu persatu pada backplane. Pasang Unit I/O pada backplane dengan penguncian ujung atas Unit I/O kedalam slot pada backplane kemudian putar Unit I/O kearah bawah seperti yang terlihat pada gambar. Tekan kebawah tab kuning pada bagian bawah slot, tekan Unit I/O secara perlahan pada posisinya kemudian lepaskan tab kuning tersebut.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 49 dari 87
Gambar 7
Cara pemasangan Unit I/O pada Backplane
4) Setelah konfigurasi PLC terpasang pada backplane selanjutnya konfigurasi tersebut baru dapat dipasangkan pada sebuah Rel DIN. Agar dapat terpasang pada Rel DIN diperlukan perlengkapan tambahan yaitu sebuah Mounting bracket.
Gambar 8 Mounting bracket
Pasang mounting bracket pada ujung kanan dan kiri bagian bawah backplane, seperti terlihat pada gambar berikut.
Gambar 9
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 50 dari 87
mencengkeram bagian atas dari Rel DIN, seperti terlihat pada gambar berikut.
Gambar 10
Pemasangan Backplane pada Rel DIN
Caranya; kendurkan sekrup yang mengunci mounting bracket pada backplane. Geser sedikit backplane seperti terlihat pada gambar berikut agar mounting bracket dan backplane menjepit dengan aman pada Rel DIN, kemudian kencangkan sekrupnya.
Gambar 11
Cara pemasangan Backplane pada Rel DIN
b. Memasang Unit tambahan atau Unit I/O tambahan
Unit tambahan atau Unit I/O tambahan ini biasanya dipasang ketika jumlah peralatan I/O yang akan dikendalikan semakin bertambah jumlahnya melebihi kapasitas Unit I/O yang ada atau dipasang ketika diperlukan untuk keperluan khusus seperti sensor suhu. Berikut contoh contoh Unit I/O tambahan.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 51 dari 87
Gambar 12
Unit I/O tambahan untuk PLC Omron CPM2A
Gambar 13
Unit I/O tambahan untuk PLC Omron C200
Pada PLC CPM2A dapat dipasangkan hingga 3 Unit I/O tambahan. Cara pemasangan Unit I/O tambahan pada PLC CPM2A adalah sebagai berikut:
Lepaskan tutup konektor tambahan pada Unit CPU dan Unit I/O tambahan. Gunakan obeng minus untuk membuka penutup konektor dari I/O tambahan.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 52 dari 87
Gambar 14 Membuka tutup konektor
Masukan kabel penghubung Unit I/O tambahan kedalam konektor tambahan Unit CPU atau Unit I/O tambahan.
Gambar 15
Memasang kabel penghubung Pasang kembali penutup pada tempatnya.
Gambar 16
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 53 dari 87
Untuk PLC C200 caranya hampir sama yaitu dengan memasang kabel penghubung dari Unit CPU ke Unit I/O tambahan pada konektor yang terletak diujung kiri Backplane/rack. Panjang kabel penghubung dapat mencapai 10m tetapi total panjang kabel antar semua rack jangan lebih dari 12m.
Gambar 17
Memasang Unit I/O tambahan
c. Peralatan Input dan Output 1) Peralatan Input
Dalam pengoperasian PLC dibutuhkan peralatan atau komponen input dan output sebagai input logic. Peralatan input atau output ini dapat berupa kontak NO (Normaly open) ataupun kontak NC (Normaly Close), untuk
mensuport system operasi PLC, menggunakan sumber listrik dc yang didapat dari PLC itu sendiri atau dari sumber lain sebesar 12 s.d 24 volt dc.
Peralatan input PLC dapat berupa tombol , saklar, push botton ataupun sensor. Dari semua peralatan tersebut mempunyai system kerja NO ataupun NC. Simbol dan bentuk peralatan berupa tombol / saklar atau push button : Elemen sinyal masukan diperlukan untuk memungkinkan sebuah sistem kontrol dinyalakan. Yang paling umum dipakai adalah saklar tekan (Push-button switch). Disebut sakelar tekan karena untuk mengalirkan sinyal, mengaktuasikannya dengan menekan tombol atau saklar.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 54 dari 87
Gambar 1 Push Button
Simbol yang digunakan:
Sakelar tekan manual secara umum untuk kontak NO (General Push-button switch, NO)
Sakelar tekan manual, diaktifkan dengan cara ditekan untuk kontak NO Saklear tekan manual, diaktifkan dengan cara ditekan untuk kontak NC Saklar Pembatas (Limit Switches)
Mekanik Tipe Sentuh (Mechanical Limit Switches Contacting Type)
Saklar pembatas ini dipakai sebagai indikasi dalam kontrol otomasi yang menyatakan bahwa posisi ini merupakan posisi akhir baik itu untuk mesin ataupun untuk silinder. Biasanya sistem kontak yang dipakai adalah sistem tersambung bergantian (Change over). Sakelar pembatas ini akan bekerja bila tuas saklar tertekan. Contoh konstruksi dan simbol saklar pembatas mekanik:
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 55 dari 87
Tipe Tidak Sentuh (Non-Contacting Proximity Limit Switch)
Saklar pembatas tipe ini biasanya dipakai bila saklar pembatas mekanik tidak dapat digunakan. Macam sakelar pembatas tipe ini antara lain:
Saklar Pembatas (sensor) Buluh
Penggunaan sakelar ini biasanya dikarenakan keadaan sekitar yang tidak memungkinkan dipasangnya saklar mekanik, misalnya karena banyaknya debu, pasir ataupun lembab. Saklar ini diaktuasikan/diaktifkan dengan magnet yang terpasang pada silinder.
Dengan adanya magnet maka buluh kawat akan tersambung atau terputus bila magnet itu mendekati atau menjauhi buluh kawat tersebut
Saklar Pembatas Induktif
Digunakan bila saklar pembatas mekanik ataupun buluh tidak dapat digunakan. Biasa dipakai untuk sensor penghitung benda kerja yang terbuat dari logam, pada suatu mesin atau ban berjalan. Saklar pembatas ini hanya akan beraksi atau terpakai untuk logam.
Gambar 2
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 56 dari 87
Saklar pembatas atau sensor ini biasanya terdiri dari oscillator, pemicu tegangan dan penguat. Biasanya ada dua macam, yaitu yang dialiri arus bolak-balik dan arus searah, tapi keduanya mempunyai tegangan operasi antara 10–30 volts.
Saklar Pembatas Kapasitif
Sensor kapasitif ini mempunyai respons terhadap segala material, metal maupun non-metal. Tapi sensor ini terpengaruhi oleh adanya perubahan-perubahan yang diakibatkan keadaan sekelilingnya, misalnya dengan debu logam.
Saklar Pembatas Optik
Sensor ini memberi respons pada semua benda kerja. Sinyal masukannya berupa sinar.
Sensor cahaya berupa fotoelektric yang terdiri : 1) Fotoelektric Sensor Head ( Reflektif and Separate )
Fotoelectric Sensor Amplifier
Sensor logam adalah sensor yang peka terhadap logam disebut Proximity Sensor terdiri atas :
1) PH sensor (separate) 2) PH Sensor (Reflektif)
Gambar 2
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 57 dari 87
Proximity detectors pada dasarnya adalah detektor logam. Alat ini digunakan untuk mendeteksi ada atau tidaknya suatu logam tanpa sentuhan secara phisik. Ini untuk mencegah kerusakan dari alat dan memberi kemampuan mendeteksi adanya logam panas. Umumnya proximity detectors dirancang untuk mende- teksi bahan logam ferro baja. Tetapi ada beberapa jenis yang dipakai untuk mendeteksi logam lain. Bila proximity detector digunakan digunakan pada per- mukaan yang mengandung metal atau serbuk metal, perlu dilakukan pengama- nan dalam penempatan sensor supaya terhindar dari bahan yang mengandung metal atau serbuk di daerah sekitarnya.
2) Peralatan output
Peralatan output PLC adalah peralatan yang dipasang pada output PLC seperti : motor listrik, solenoid, kontaktor magnit, relay, buzzer, lampu, heater dengan syarat besar arus untuk output PLC maksimal sebesar 2 ampere jika lebih maka harus digunakan bantuan kontak (penghubung arus) seperti kontaktor magnit atau relay.
Peralatan output PLC dapat berupa arus DC (untuk PLC jenis transistor relay output ) ataupun arus ac (hanya untuk relay output) dengan tegangan 5 s.d 240 Volt.
Inductive proximity sensor Infrared proximity sensor
Gambar 3 Proximty detector
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 58 dari 87
Gambar 5 Peralatan Output
Dari peralatan input dan output maka dapat hubungan peralatan tersebut dengan PLC sbb :
INSTRUKSI –INSTRUKSI PLC OMRON
3) Memasang Peralatan Input dan Output
Peralatan I/O dipasang pada tempat yang telah ditentukan dalam rencana kerja dan gambar pengawatan instalasi. Untuk saklar dan tombol kendali biasanya dipasang pada panel kendali sedangkan sensor, selenoid dan motor biasanya ditempatkan pada mesin atau alat yang akan dikendalikan.
Gambar 4
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 59 dari 87
a. Memasang kabel
Instalasi kabel ditempatkan pada sebuah saluran kabel (duct) yang terbuat dari logam. Untuk menghindari interferensi atau nosie maka kabel power listrik dipisahkan dari kabel I/O dan duct dihubungkan ke sistem pembumian. Ada tiga jenis duct yang biasa digunakan yaitu:
1) Hanging duct
Pisahkan kabel Power dan kabel I/O paling sedikit pada 300mm.
Gambar 18 Hanging duct
2) Floor duct
Beri jarak 200mm antara kabel dengan ujung atas duct.
Gambar 19 Floor duct
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 60 dari 87
3) Conduit
Pisahkan kabel power dan kabel I/O seperti gambar berikut ini.
Gambar 20 Conduit
d. Pemasangan kabel pada terminal Unit I/O
1) Pasangkan kabel ke terminal I/O dengan mengendurkan sekrup pengunci dengan memakai obeng plus (+) setelah terpasang kencangkan kembali sekrup pengunci tersebut. Sebaiknya gunakan crimp/skun kabel pada ujung kabel.
Gambar 21
Pemasangan kabel pada terminal I/O
2) Setelah kabel dipasang pada terminal Unit I/O, selanjutnya kabel dihubungkan ke peralatan I/O. Hal yang perlu di perhatikan saat Unit I/O dihubungkan ke peralatan I/O adalah konfigurasi instalasinya harus disesuaikan dengan pedoman manualnya dan jangan memberi tegangan
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 61 dari 87
3) pada PLC diatas tegangan yang telah ditentukan, karena PLC sangat 4) sensitif tehadap kenaikan tegangan suplay dan dapat mengakibatkan
kerusakan pada PLC itu sendiri
Berikut contoh pemasangan konfigurasi Input pada Unit Input PLC C200H – ID212 dan PLC CPM2A.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 62 dari 87
Gambar 22
Konfigurasi Input pada Unit Input PLC C200H – ID212 & PLC CPM2A
Berikut contoh pemasangan konfigurasi Ouput pada Unit Output PLC C200H – OC225 dan PLC
CPM
Gambar 23
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 63 dari 87
Gambar 24
Konfigurasi Output pada PLC CPM2A
e) Pemasangan kabel power supply
Diagram berikut menunjukan cara pemasangan kabel power supply ke PLC C200H dan CPM2A. Untuk kabel power supply gunakan kabel twisted untuk mencegah noise dengan diameter 1,25mm dan crimp/skun kabel bulat berdiameter 3,5mm. Sebelum memasang kabel power supply pastikan sumber tegangan (AC atau DC) sesuai dengan kebutuhan Unit Power supply.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 64 dari 87
Gambar 4.41. Pemasangan kabel Power supply pada PLC C200H
Gambar 25
Pemasangan kabel Power supply pada PLC CPM2A
f. Grounding atau pembumian
Untuk mencegah noise, sistem PLC harus dihubungkan dengan sistem pembumian. Sistem pembumian yang baik harus memperhatikan beberapa hal, yaitu:
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 65 dari 87
1) Tahanan pembumian harus 80 ohm
2) Gunakan kawat pembumian yang cukup tebal ( diameter 2 mm2 )
3) Titik pembumian harus sedekat mungkin dengan PLC untuk mengurangi jarak kabel pembumian
4) Gunakanlah metode pembumian yang benar seperti gambar dibawah ini;
(A)Independent grounding : Best (B) Joint grounding : Good (C) Joint grounding : Not allowed Gambar 26
Pemasangan Kabel Grounding
3. Kode Indek Proteksi (IP) Peralatan / Material
Dalam memasang peralatan dan material harus sesuai dengan Indeks Proteksi (IP) yang telah ditetapkan. Kode IP ini terdiri dari dua digit dan selalu tercantum pada body peralatan dan material yang telah dikeluarkan oleh pabrik.
PLC Other device PLC PLC Other device
Class 3 grounding
Class 3 grounding
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 66 dari 87
Klasifikasi dari Indeks Proteksi adalah sebagai berikut: Angka pertama
Perlindungan terhadap benda padat Perlindungan terhadap benda cair Angka kedua
IP Test IP Test
0 Tanpa perlindungan 0 Tanpa perlindungan
1 Perlindungan terhadap benda
padat hingga 50mm seperti tersentuh oleh tangan tanpa sengaja
1 Perlindungan terhadap air yang jatuh
secara vertikal
2 Perlindungan terhadap benda
padat hingga 12mm seperti tersentuh oleh jari jari tangan tanpa sengaja
2 Perlindungan terhadap semprotan air
langsung hingga 150 dari arah vertikal
3 Perlindungan terhadap benda
padat lebih dari 2,5mm (alat alat kerja + kabel kabel kecil)
3 Perlindungan terhadap semprotan 600 dari
arah vertikal
4 Perlindungan terhadap benda
padat lebih dari 1mm (alat alat kerja + kabel kabel kecil)
4 Perlindungan terhadap air yang
disemprotkan dari segala arah pada batas yang diizinkan
5 Perlindungan terhadap debu –
terbatas pada unsur yang diizinkan ( tidak berbahaya)
5 Perlindungan terhadap air jet bertekanan
rendah dari segala arah pada batas yang diizinkan
6 Perlindungan total terhadap debu 6 Perlindungan terhadap air jet bertekanan
rendah seperti untuk penggunaan pada dek kapal pada batas yang diizinkan.
7 Perlindungan terhadap efek pembenam
antara 15cm dan 1m
8 Perlindungan terhadap pembenaman
dibawah tekanan dalam waktu yang lama.
Tabel Indeks Proteksi
4. rosedur pengukuran tahanan pembumian, tahanan isolasi, dan polaritas rangkaian listrik
a. Multimeter
Alat ini digunakan untuk memeriksa baik tidaknya hubungan-hubungan atau sambungan penghantar dalam suatu instalasi. Dengan menggunakan multimeter dapat diketahui pemasangan instalasi yang meliputi: pemasangan kabel, penyambungan kabel dan pekerjaan lainya dalam instalasi, multimeter juga dapat dipakai untuk mengukur besarnya tegangan listrik yang mengalir di dalam suatu penghantar misalnya tegangan fasa dengan nol atau antara fasa dengan fasa.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 67 dari 87
Gambar 1 Gambar 2 Digital Multimeter Analog Multimeter
Prosedur pemeriksaan dengan multimeter adalah sebagai berikut: 1) Posisikan saklar ke Ohmmeter
2) Hubungkan kabel merah multimeter ke salah satu ujung kabel instalasi yang ingin diperiksa
3) Kemudian hubungkan kabel hitam multimeter pada ujung yang lain
4) Jika jarum multimeter analog bergerak atau display multimeter digital menunjukan suatu nilai tahanan tertentu, itu menandakan sambungan atau terminasi kabel dengan bagian lainnya dalam keadaan baik.
b. Mega Ohm Meter (Megger)
Megger termasuk alat ukur yang presisi yang dapat digunakan untuk mengukur tahanan isolasi dalam batas tidak terhingga (~). Dengan menggunakan megger pengukuran suatu instalasi hasilnya akan lebih baik daripada menggunakan multimeter, karena selain dapat mengetahui adanya hubungan singkat juga dapat mengetahui adanya suatu kebocoran yang terjadi pada penghantar ataupun pipa pelindung.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 68 dari 87
Gambar 3 Megger
Prosedur pemeriksaan resistansi isolasi seluruh instalasi adalah sebaga berikut: 1) Putar / tekan sakelar pemilih ke skala Mohm (jika Megger mempunyai
variasi skala)
2) On-kan semua MCB dan sakelar 3) Off-kan semua peralatan listrik.
4) Putuskan kabel dari Terminal Pembumian ke Terminal Netral pada PHB. 5) Hubungkan satu kabel Megger ke Terminal Pembumian.
6) Hubungkan kabel yang lainnya ke L dan N (yang dikopel) Saluran Utama Pelanggan.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 69 dari 87
1 2 3 4 5 6 1 2 3 4 5 6 Terminal netral Terminal pembumian PHB L N Kondisi on dikopel M C B p o m p a M C B la m p u I M C B U ta m a M 0 20 1000 MEGGER 0,20,5 200 100 10 5 M C B la m p u II M C B la m p u I I M C B la m p u I I V
Kabel dari terminal pembumian ke terminal netral diputus
Kabel L dan N Semua MCB
Nilai minamal 5M Ohm
8) Hubungkan kabel Megger ke penghantar L Saluran Utama Pelanggan dan kabel yang satunya tetap di Terminal Pembumian.
9) Lihatlah nilai yang resistans isolasi yang terukur (harus minimal 0,5 M.)
12 3456 12 3456 Terminal netral Terminal pembumian PHB L N Kondisi on M C B p o m p a M C B la m p u I M C B U ta m a M 0 20 1000 MEGGER 0,20,5 5 10 100 200 M C B la m p u II M C B la m p u I I M C B la m p u I I V
Kabel dari terminal pembumian ke terminal netral diputus
Semua MCB
Nilai minamal 5M Ohm
Gambar 5
Pengukuran Resistansi Isolasi Seluruh Isolasi Gambar 4
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 70 dari 87
10) Pindahkan kabel ke penghantar N Saluran Utama Pelanggan.
11) Lihalah nilai yang resistans isolasi yang terukur (harus minimal 0,5 M.)
1 2 3 4 5 6 1 2 3 4 5 6 Terminal netral Terminal pembumian PHB L N Kondisi on M C B p o m p a M C B la m p u I M C B U ta m a M 0 20 1000 MEGGER 0,2 0,5 200 100 10 5 M C B la m p u II M C B la m p u I I M C B la m p u I I V
Kabel dari terminal pembumian ke terminal netral diputus
Semua MCB
Nilai minamal 5M Ohm
Pemeriksaan tahanan isolasi pada instalasi satu phasa, hantaran yang diukur yaitu:
Phasa – Netral Phasa – pentanahan
Pemeriksaan tahanan isolasi pada instalasi tiga phasa, hantaran yang diukur yaitu: Phasa R – Netral Phasa S – Netral Phasa T – Netral Phasa R – Pentanahan Phasa S – Pentanahan Phasa T – Pentanahan Gambar 6
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 71 dari 87
Phasa R – Phasa T Phasa S – Phasa T
Pada suatu instalasi listrik, kawat fase, netral dan nol (PE) mempunyai kode warna yang berbeda sehingga dapat memudahkan dalam pengerjaan pemeriksaan kabel. Sesuai dengan peraturan yang berlaku (PUIL) pemberian kode warna hantaran adalah sebagai berikut:
Untuk instalasi satu fase: Fase berwarna hitam Netral berwarna biru
Pentanahan (PE) berwarna loreng hijau-kuning Untuk instalasi tiga fase:
Fasa R berwarna merah Fasa S berwarna kuning Fasa T berwarna hitam
Pentanahan (PE) berwarna loreng hijau-kuning
Kesimpulan untuk pengujian tahanan pembumian, tahanan isolasi dan polaritas pengujian/pengukuran tahanan pembumian dan polaritas dapat dilakukan dengan menggunakan alat ukur Multimeter sedangkan untuk tahanan isolasi dapat dilakukan dengan menggunakan alat ukur Mega ohmmeter. Untuk tahanan pembumian sebaiknya bernilai kurang dari 100ohm. Untuk tahanan isolasi sebaiknya bernilai 1Mohm/volt. Polaritas yang berhubungan dengan tegangan dan arus DC perlu diuji kembali untuk mencegah terjadinya polaritas yang terbalik yang dapat menyebabkan rusaknya peralatan.
5. Metode Setiap Rangkaian Listrik diuji untuk memastikan tahanan pembumian, tahanan isolasi, dan polaritas sesuai persyaratan
1) Melakukan pengujian wiring/pengkawatan I/O
Hal yang juga harus kita ketahui dalam memasang instalasi PLC, setelah PLC tersebut kita instal maka perlu dicek wiring/pengkawatan input dan outputnya untuk mengetahui dan meyakinkan apakah peralatan input dan output PLC mempunyai hubungan yang baik dan benar.
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 72 dari 87
Langkah pengecekan wiring/pengkawatan input dapat dilakukan dengan menghubungkan (meng On kan) semua perangkat input dan melihat lampu indikator (LED) pada sisi input PLC. Hubungan peralatan input PLC dikatakan baik jika input masukan ON maka lampu indikator bagian input PLC akan menyala.
3) Pengecekan wiring/pengkawatan output
Hubungan antara PLC dengan peralatan output (seperti selenoid, magnetik kontaktor, lampu dsb) dapat dicek dengan perintah force ke nomor terminal output PLC, perintah tersebut tanpa menunggu program harus sudah selesai dimasukan kedalam PLC, namun dapat dipisah tanpa mempengaruhi program yang ada ( jika di dalam PLC telah dimasuki program kontrol).
Langkah pengecekan wiring output dapat dilakukan dengan : a) Alat pemrogram (Programing Console)
b) Personal Komputer ( FC ) memakai software PLC
a) Langkah pengecekan dengan Programing Console :
Hubungkan PLC dengan alat pemrogram (Programing Console) Hidupkan Programing Console dengan mode Program kemudian
masukan Password, yaitu dengan menekan tombol:
Kemudian Lakukan operasi Force dengan menekan tombol:
CLR MONTR CLR SHIFT CONT # Nomor Output MONTR PLAY SET
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 73 dari 87
Gambar 1
Menghubungkan PLC dengan Programming Console
b) Langkah pengecekan dengan Personal Komputer ( FC ) memakai software PLC :
Hubungkan Interface PLC dengan Komputer Nyalakan Komputer
Masukan Catu daya ke PLC hingga Lampu Indikator power On Buka Sofware PLC, misal Syswin
Lakukan Komunikasi antara PLC dan PC
Posisi Mode PLC pada kondisi stop, gambar dibawah ini
Gambar 2 Mode PLC Stop
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 74 dari 87
Contoh program PLC yang sudah di Download
Gambar 3 Program PLC
Lakukan proses pengujian dengan cara Klik menu Online kemudian Klik Force.
Gambar 4 Program PLC
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 75 dari 87
Tulis alamat Input atau Otput pada menu action pilih Force set kemudian write lalu Yes
Gambar 4 Program PLC
Judul Modul : Menginspeksi Instalasi PLC
Buku Informasi Versi: 2015 Halaman: 76 dari 87
lainnya dilakukan pemeriksaan dengan cara pengidentifikasian 1. Pengidentifikasian penyimpangan yang terjadi
Kegiatan ini adalah kegiatan pemeriksaan untuk menemukan kesalahan atau kerusakan yang terjadi dilapangan setelah dilakukan pengujian. Contoh pengidentifikasian penyimpangan yang terjadi:
a. Indikator power supply tidak menyala b. Proses Transfer program tidak berhasil c. Indikator I/O tidak menyala
d. Beban Output tidak berfungsi
e. Suhu dalam ruang PLC melebihi ketentuan
2. Menetapkan alternatif solusi terhadap penyimpangan yang terjadi
a. Setelah ditemukan penyimpangan penyimpangan yang terjadi selanjutnya dicari alternatif solusi untuk mengatasi penyimpangan yang terjadi itu.
b. Contoh penetapan alternatif solusi untuk mengatasi penyimpangan yg terjadi:
1) Indikator power supply tidak menyala, alternatif solusinya adalah memeriksa kembali koneksi kabel power supply dan tegangan power supply.
2) Proses transfer program tidak berhasil alternatif solusinya adalah periksa sistem interface dan komunikasi antara PLC dan PC.
3) Indikator I/O tidak menyala, alternatif solusinya adalah periksa kembali koneksi kabel I/O, sekrup yang kendur, peralatan I/O dan Unit I/O.
4) Beban output tidak berfungsi, alternatif solusinya adalah periksa pengawatan rangkain kontrol dan daya.