STUDI CORROSION FATIGUE PADA SAMBUNGAN LAS
SMAW BAJA API 5L GRADE X65 DENGAN VARIASI
WAKTU PENCELUPAN DALAM LARUTAN HCL
Wardhana W.1), Murdjito2), Supomo H.3) 1)
Mahasiswa Jurusan Teknik Kelautan, FTK – ITS 2)
Pengajar Jurusan Teknik Kelautan, FTK – ITS 3)
Pengajar Jurusan Teknik Perkapalan, FTK – ITS
Abstrak
Pengelasan Shielded Metal Arc Welding (SMAW) merupakan las yang paling umum digunakan dalam struktur anjungan lepas pantai dan baja API 5L Grade X65merupakan jenis pipa baja yang banyak digunakan pada pipa penyalur gas, air, dan minyak.. Dan struktur di lingkungan korosif akan mengalami beberapa macam korosi, salah satunya lelah korosi (corrosion fatigue). Pada penelitian ini bertujuan untuk mempelajari pengaruh dari corrosion fatigue pada sambungan las SMAW baja API 5L Grade X65 yang dicelup dalam larutan HCl 10% maupun di lingkungan kering terhadap siklus umur lelah dan pola patahan dari sambungan las SMAW. Variasi waktu pencelupan dalam HCl 10% yang diberikan, yaitu 168 jam, 336 jam, 504 jam dan 672 jam. Sedangkan variasi pemberian tegangan yang diberikan kepada material sambungan las pada saat pengujian fatigue, yaitu 0,8σu, 0,7σu dan 0,5σu.
Hasil dari pengujian menunjukkan penurunan siklus umur lelah dari material sambungan las untuk kondisi pencelupan HCl 10% . Pada lingkungan kering dengan tingkat tegangan 0,8σu, 0,7σu dan 0,5σu menunjukkan siklus umur lelah rata-rata secara berturut-turut, yaitu 7,62 X 104; 2,27 X 105 dan 7,1 X 105. Pada kondisi pencelupan HCl 10% selama 168 jam dengan tingkat tegangan 0,8σu, 0,7σu dan 0,5σu menunjukkan siklus umur lelah rata-rata secara berturut-turut, yaitu 2,1 X 104; 3,49 X 104 dan 2,47 X 105. Pada kondisi pencelupan HCl 10% selama 336 jam dengan tingkat tegangan 0,8σu, 0,7σu dan 0,5σu menunjukkan siklus umur lelah rata-rata secara berturut-turut, yaitu 7,47 X 103; 1,59 X 104 dan 9,9 X 104. Pada kondisi pencelupan HCl 10% selama 504 jam dengan tingkat tegangan 0,8σu, 0,7σu dan 0,5σu menunjukkan siklus umur lelah rata-rata secara berturut-turut, yaitu 1,07 x 103; 3,23 x 103 dan 1,38 x104. Dan pada kondisi pencelupan HCl 10% selama 672 jam dengan tingkat tegangan 0,8σu, 0,7σu dan 0,5σu menunjukkan siklus umur lelah rata-rata secara berturut-turut, yaitu 5,1 x 102; 9,7 x 102 dan 3,1 x 103.
Kondisi pembebanan yang rendah membentuk pola patahan beachmarks yang lebih banyak, lebih rapat dan halus dibanding pada tingkat pembebanan yang lebih tinggi. Sedangkan pengaruh waktu pencelupan dalam HCl 10% yang semakin lama akan membentuk beachmarks yang lebih sedikit, lebih renggang dan lebih kasar.
Kata Kunci: SMAW, baja API 5L Grade X65, corrosion fatigue, HCl 10%, siklus umur
lelah, beachmarks
I. Pendahuluan
Kelelahan akibat korosi pernah pertama kali diungkapkan 60 tahun yang lalu dan lebih dikonsentrasikan pada kerusakan
kabel di bawah perairan laut.
Penyelidikan yang lebih terpadu
terhadap fenomena ini dilakukan 10 tahun kemudian dan dicetuskan istilah kelelahan akibat korosi (corrosion
kerusakan akibat corrosion fatigue
semakin bertambah dan saat ini
fenomena corrosion fatigue dianggap sebagai penyebab kegagalan struktur. Hal ini tentu saja banyak terjadi di daerah perairan laut dimana kondisinya sangat agresif dan sering mengalami beban berulang/tegangan berulang. Salinitas/kadar garam air laut dari suatu perairan juga sangat mempengaruhi terjadinya korosi pada struktur jacket. Air laut mengandung 3,5% garam-garaman, gas-gas terlarut, bahan-bahan organik dan partikel-partikel tak terlarut. Garam-garaman utama yang terdapat dalam air laut adalah klorida (55%), natrium (31%), sulfat (8%), magnesium (4%), kalsium (1%), potasium (1%) dan sisanya (kurang dari 1%) terdiri dari
bikarbonat, bromida, asam borak,
strontium dan florida. Dari semua
senyawa di atas yg banyak
mempengaruhi laju korosi adalah
kandungan klorida dimana merupakan senyawa yg penting untuk mengetahui kadar garam atau salinitas.
Sriyanto (2008) menyatakan
struktur/mesin di lingkungan korosif akan mengalami lelah korosi (corrosion
fatigue) dan retak korosi tegangan
(stresss corrosion cracking).
Struktur/mesin di atas, seperti anjungan lepas pantai, perkapalan, bejana tekan, jembatan, pipa saluran minyak bumi atau gas dan lain-lain, selalu mendapat
pengelasan dalam perakitannya.
Pengelasan dengan busur nyala listrik terlindungi merupakan salah satu pilihan untuk proses manufaktur tersebut. Sambungan las, pada pemakaiannya akan selalu mendapat tegangan baik dari beratnya sendiri ataupun gaya-gaya luar yang bekerja. Suatu ciri retak korosi tegangan akibat gabungan tegangan tarik statik dan lingkungan biasanya terjadi secara mendadak tanpa adanya gejala
awal serta tidak dapat diduga
(Trethewey, 1991).
Melalui tugas akhir ini akan dilakukan penelitian lebih lanjut tentang pengaruh variasi salinitas pada hasil pengelasan material pipa baja API 5L Grade X65 terhadap ketahanan fatik dan laju
korosinya. Pengelasan dilakukan di darat dan pengujian rambat retak fatik dilakukan di lingkungan kering (darat) dan lingkungan basah. Pada lingkungan basah pengujian dilakukan dalam media korosif yaitu larutan asam klorida atau HCl dengan konsentrasi 10%. HCl 10% ini setara dengan salinitas 36o/oo.
Pengujian dilakukan dengan pengelasan SMAW dengan pertimbangan bahwa las SMAW merupakan las yang paling
umum digunakan dalam struktur
anjungan lepas pantai (Wiryosumarto,
1994). Dari hasil penelitian ini
diharapkan akan dapat diketahui
pengaruh HCl terhadap ketahanan fatik
weld joint material pipa API 5L Grade
X65. Sehingga penelitian ini dapat digunakan sebagai masukan informasi pada dunia industri serta berguna untuk perkembangan dunia pendidikan.
II. Dasar Teori
2.1 Corrosion Fatigue
Fatigue merupakan kecenderungan logam atau logam paduan untuk mengalami kegagalan akibat beban yang berulang/tegangan yang berulang pada level di bawah kekuatan ultimate material. Kelelahan akibat korosi adalah
istilah yang digunakan untuk
menjelaskan kegagalan logam paduan akibat retak, dimana kondisi ini korosi dan fatigue bisa terjadi secara bersamaan (Chandler, 1985).
Kelelahan akibat korosi pernah pertama kali diungkapkan 60 tahun yang lalu dan lebih dikonsentrasikan pada kerusakan
kabel di bawah perairan laut.
Penyelidikan yang lebih terpadu
terhadap fenomena ini dilakukan 10 tahun kemudian dan dicetuskan istilah kelelahan akibat korosi (corrosion
fatigue). Dewasa ini laporan mengenai
kerusakan akibat corrosion fatigue
semakin bertambah dan saat ini
fenomena corrosion fatigue dianggap sebagai penyebab kegagalan struktur. Hal ini tentu saja banyak terjadi di daerah perairan laut dimana kondisinya sangat agresif dan sering mengalami beban berulang/tegangan berulang.
Crack Initiation ` Crack propagation
Kegagalan pada sambungan las sering disebabkan oleh fatik korosi sebagai akibat dari kombinasi beban berulang, dan lingkungan korosif. Smith, (2003)
telah melakukan penelitian yang
berhubungan dengan metalurgi retak awal akibat korosi, (corrosion-fatigue
circum ferential) dan pertumbuhan retak
baja Cr---Mo. Retak diawali dengan
suatu mekanisme thermal fatigue.
Pertumbuhan retak terjadi oleh
mekanisme termal lelah yang dibantu oleh lingkungannya.
2.2 Mekanisme Patah Lelah
Kelelahan akan mengakibatkan
terjadinya patah lelah. Patah lelah terjadi melalui tiga tahapan, yaitu tahap retak awal (crack initiation), tahap penjalaran retak (crack propagation), dan tahap patah statis. Dan setelah retak lelah merambat cukup jauh, maka beban yang bekerja hanya akan didukung oleh penampang tersisa yang belum retak dan akhirnya komponen akan patah (tahap
final failure atau patah statik) seperti
yang terlihat pada gambar 2.1.
(Apriyani, 2009).
Gambar 2.1 Mekanisme patah lelah
Menurut Schijve, ada 5 fase yang terjadi selama proses fatigue, yaitu:
1. Cyclic slip 2. Crack nucleation 3. Growth of microcrack 4. Growth of macrocrack 5. Final failure
2.3 Estimasi Umur lelah
Umur lelah dinyatakan sebagai jumlah siklus tegangan yang dicapai sampai
spesimen patah pada pembebanan
tertentu. Dengan demikian umur total tersebut telah mencakup tahap awal retak dan penjalaran retak yang bila telah cukup jauh penjalarannya akan
menyebabkan spesimen patah menjadi dua.
Ada tiga metoda utama untuk
menentukan batas lelah material, yaitu
Stress-Life Method, Strain-Life Method,
dan Linier-Elastic Fracture Method. Dalam penelitian ini yang digunakan adalah metoda Stress-Life yang mana
output-nya adalah kurva S-N yang
mempresentasikan hubungan antara
tegangan (S) dan umur material dalam
jumlah siklus (N), pada level
pembebanan tertentu. Metoda
Stress-Life didasarkan pada tingkat tegangan,
metoda ini akurasinya paling rendah
terutama jika diaplikasikan pada
pembebanan dengan jumlah siklus yang sedikit yaitu kurang dari 1000 siklus pembebanan. Namun demikian metoda ini paling mudah dan paling banyak digunakan dalam aplikasinya.
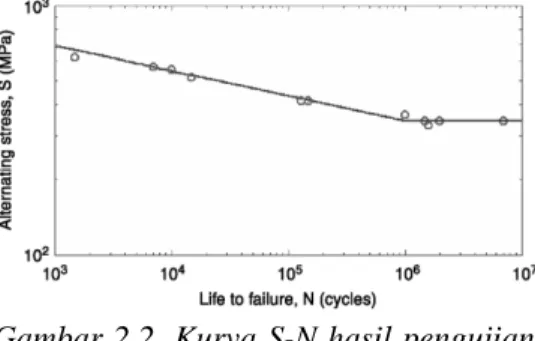
2.4 Kurva S-N
Data yang dihasilkan dari pengujian kelalahan akan dipresentasikan dengan menggunakan kurva tegangan – umur lelah (Kurva S-N) sehingga seperti tampak pada gambar 2.2. Kurva ini menyatakan hubungan antara nilai tegangan terhadap jumlah siklus untuk patah. Pada tegangan di bawah batas lelahnya (fatigue limit) spesimen akan mempunyai umur tak terhingga. Garis lurus yang miring pada kurva S-N menyatakan jumlah siklus pembebanan yang dicapai spesimen pada tingkat tegangan tertentu, dengan demikian pada daerah ini umur lelah spesimen akan terbatas.
Gambar 2.2. Kurva S-N hasil pengujian dan prediksi spesimen baja dengan pembebanan aksial Cyclic slip Final failure Growth of macrocrack Growth of microcrack Crack nucleation
2.5 Pengelasan SMAW ( Metal ArcWelding)
SMAW (shielded metal arc welding) atau busur nyala listrik terlindungi
adalah pengelasan dengan
mempergunakan busur nyala
sebagai sumber panas pencair logam. Jenis las ini yang paling lazim dipakai dimana-mana untuk hampir semua keperluan pengelasan (Widharto, 2003).
Skema pengelasan SMAW dapat
diamati pada Gambar 2.3. Proses pemindahan logam elektroda terjadi pada saat ujung elektroda mencair dan membentuk butir-butir yang terbawa oleh arus busur listrik yang terjadi.
Gambar 2.3 Skema pengelasan SMAW
2.6 Baja API 5L GR X65
Pipa baja API 5L grade X65 merupakan jenis pipa yang banyak dipakai pada struktur anjungan minyak bumi dan gas. Pipa baja API 5L grade X65 banyak digunakan pada pipa penyalur gas, air, dan minyak. Pipa API 5L grade X65 memiliki kekuatan tarik minimum
strength) sebesar 448 MPa atau sama
dengan 65000 psi. Pipa ini merupakan jenis baja karbon dengan kandungan karbon maksimum 0,28%
2.7 Larutan Media Uji
Media pengujian menggunakan larutan korosif yaitu larutan asam klorida (HCl) Asam klorida adalah larutan akuatik dari gas hidrogen klorida
konsentrasi 10%. HCl adalah
dan merupakan komponen utama dalam asam lambung. Senyawa ini juga digunakan secara luas dalam industri. Asam klorida harus ditangani dengan wewanti keselamatan yang tepat karena merupakan cairan yang sangat
HCl 10% ini memiliki
Force (EMF) yang sama dengan
salinitas air laut sebesar 36
Pengelasan SMAW (Shielded SMAW (shielded metal arc welding) atau busur nyala listrik terlindungi
adalah pengelasan dengan
mempergunakan busur nyala listrik sebagai sumber panas pencair logam. Jenis las ini yang paling lazim dipakai mana untuk hampir semua keperluan pengelasan (Widharto, 2003).
Skema pengelasan SMAW dapat
diamati pada Gambar 2.3. Proses pemindahan logam elektroda terjadi aat ujung elektroda mencair dan butir yang terbawa oleh arus busur listrik yang terjadi.
Gambar 2.3 Skema pengelasan SMAW Baja API 5L GR X65
Pipa baja API 5L grade X65 merupakan jenis pipa yang banyak dipakai pada ngan minyak bumi dan gas. Pipa baja API 5L grade X65 banyak digunakan pada pipa penyalur gas, air, dan minyak. Pipa API 5L grade X65 memiliki kekuatan tarik minimum (yield sebesar 448 MPa atau sama dengan 65000 psi. Pipa ini merupakan karbon dengan kandungan karbon maksimum 0,28%.
Larutan Media Uji
Media pengujian menggunakan larutan larutan asam klorida (HCl). adalah larutan akuatik dari hidrogen klorida (HCl) dengan konsentrasi 10%. HCl adalah asam kuat, dan merupakan komponen utama dalam . Senyawa ini juga digunakan secara luas dalam industri. Asam klorida harus ditangani dengan wewanti keselamatan yang tepat karena yang sangat korosif. memiliki Electro Motive (EMF) yang sama dengan
sar 36o/oo.
III. Metodologi
Material yang akan di
API 5L Grade X65 dengan panjang 150 mm, Outside Diameter (OD)
Inside Diameter (ID) : 101,6 mm, t
12 mm, dengan kampuh las
groove dengan sudut 60
dilakukan dengan menggunakan
elektrode AWS E7016.
pengelasan tersebut nantinya akan
mengalami pengujian tarik, pencelupan larutan HCl 10%, fatigue
makro.
Gambar 3.1 Specimen Uji tarik Berdasarkan ASME Section IX 2001 Bentuk dan ukuran spesimen uji tarik berdasarkan ASME Sec. IX 2001 Gambar 3.1). Ada dua
uji tarik. Test uji tarik dilakukan dengan
menggunakan mesin uji tarik di
Laboratorium Konstruksi dan Kekuatan Jurusan Teknik Perkapalan dengan menggunakan beban dengan
range 440 MPa s/d 600
tarik dilakukan untuk mendapatkan (yield stress, tegangan luluh) dan (ultimate stress, tegangan ultimate) material las.
Kemudian membuat spesimen uji
fatigue berdasarkan manual handbook operational for LFE
machine test (lihat gambar 3.2). Selanjutnya spesimen uji fatigue dicelup dalam larutan HCl 10% dengan variasi waktu selama 168 jam, 336 jam, 504 jam dan 672 jam. Serta ada yang dibiarkan di lingkungan kering selama 672 jam. Larutan uji yang akan digunakan adalah HCl 10% yang memiliki EMF sama dengan salinitas air laut 36o/oo.
Material yang akan dilas adalah pipa dengan panjang 150
Outside Diameter (OD) : 350mm,
: 101,6 mm, tebal : mm, dengan kampuh las Single
V-dengan sudut 60o.Pengelasan
dilakukan dengan menggunakan
elektrode AWS E7016. Hasil dari
pengelasan tersebut nantinya akan
mengalami pengujian tarik, pencelupan fatigue dan foto
Specimen Uji tarik ASME Section IX 2001 Bentuk dan ukuran spesimen uji tarik berdasarkan ASME Sec. IX 2001 (lihat Ada dua sample specimen Test uji tarik dilakukan dengan
menggunakan mesin uji tarik di
Laboratorium Konstruksi dan Kekuatan nik Perkapalan dengan menggunakan beban dengan tensile 600 MPa. Pengujian tarik dilakukan untuk mendapatkan σy
, tegangan luluh) dan σu , tegangan ultimate) dari
Kemudian membuat spesimen uji
manual handbook operational for LFE-150 fatigue
(lihat gambar 3.2). Selanjutnya spesimen uji fatigue dicelup dalam larutan HCl 10% dengan variasi waktu selama 168 jam, 336 jam, 504 jam dan 672 jam. Serta ada yang di lingkungan kering selama Larutan uji yang akan digunakan adalah HCl 10% yang memiliki EMF sama dengan salinitas air
Gambar 3.2 Dimensi Spesimen Lelah
Setelah itu pengujian fatigue
dengan pemberian variasi tingkat
tegangan untuk semua kondisi
pengujian, yaitu 0,8σu, 0,7
Pembuatan specimen dan pengujian
fatigue dilakukan di Laboratorium
Metalurgi, Jurusan Teknik Mesin FTI ITS. Kemudian dari hasil pengujian diperoleh kurva SN.
Pengamatan makro yang dimaksud adalah pengamatan pola patahan daerah lasan. Untuk mengetahui patahan, material lasan yang
diambil, kemudian digerinda, dipoles dan dietsa dengan etching reagent diambil foto makronya
mikroskop dan kamera digital. Selain itu juga dilakukan pengamatan makro pada pola patahan masing-masing
pada kondisi pembebanan. Setiap
patahan spesimen difoto dengan
perbesaran 50X, diamati untuk
kemudian dibandingkan dan dian untuk mengetahui jenis pola patahan
yang terjadi. Pengamatan Struktur
makro dilakukan di Laboratorium Bahan, Jurusan Fisika, F
IV. Hasil dan Pembahasan
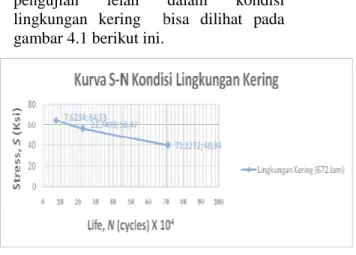
4.1 Hasil uji lelah material
lingkungan kering Pada tingkat tegangan 0,8
umur lelah rata-rata sebesar 76234. Pada tingkat tegangan 0,7
umur lelah rata-rata yang semakin besar
yaitu 335753. Dan pada tingkat
tegangan 0,5σu mempunyai umur lelah rata-rata yang jauh lebih besar yaitu 711272. Dari hasil umur le
material las tersebut
bahwa semakin besar tingkat tegangan maka semakin kecil umur lelah dari material yang diuji.
Spesimen Uji Setelah itu pengujian fatigue dilakukan
dengan pemberian variasi tingkat
tegangan untuk semua kondisi
σu, 0,7σu dan 0,5σu.
Pembuatan specimen dan pengujian dilakukan di Laboratorium Metalurgi, Jurusan Teknik Mesin FTI – Kemudian dari hasil pengujian Pengamatan makro yang dimaksud pola patahan pada daerah lasan. Untuk mengetahui pola lasan yang patah , kemudian digerinda, dipoles
etching reagent. Lalu
diambil foto makronya dengan bantuan mikroskop dan kamera digital. Selain itu juga dilakukan pengamatan makro pada masing material las
kondisi pembebanan. Setiap
patahan spesimen difoto dengan
, diamati untuk
kemudian dibandingkan dan dianalisa untuk mengetahui jenis pola patahan
Pengamatan Struktur
dilakukan di Laboratorium Fisika , FMIPA – ITS. Hasil dan Pembahasan
Hasil uji lelah material di lingkungan kering
0,8σu mempunyai rata sebesar 76234. Pada 7σu mempunyai rata yang semakin besar
yaitu 335753. Dan pada tingkat
mempunyai umur lelah rata yang jauh lebih besar yaitu . Dari hasil umur lelah rata-rata bisa dijelaskan bahwa semakin besar tingkat tegangan maka semakin kecil umur lelah dari Kurva SN dari
pengujian lelah dalam kondisi
lingkungan kering bisa dilihat pada gambar 4.1 berikut ini.
Gambar 4.1 Kurva S Lingkungan Kering 4.2 Hasil uji lelah material
pencelupan pada HCl selama 168 jam
Dari pengujian fatigue
las setelah dicelup dalam larutan HCl dengan konsentrasi 10% atau setara dengan salinitas air laut 36 Diketahui bahwa hasil dari pengujian
lelah menunjukkan untuk tingkat
tegangan 0,8σu mempunyai umur lelah rata-rata sebesar 21033.
tegangan 0,7σu mempunyai umur lelah rata-rata yang semakin besar yaitu 34897. Dan pada tingkat tegangan mempunyai umur lelah rata
jauh lebih besar yaitu 247654. Terjadi perbedaan nilai yang sigifikan bila dibandingkan dengan ha
lelah pada kondisi lingkungan kering yang nilai umur lelahnya jauh lebih lama untuk tingkat tegangan yang sama. Kemudian hasil dr pengujian bisa dijadikan kurva SN seperti pada gambar 4.2 berikut ini.
Gambar 4.2 Kurva S
Pencelupan HCl 10% (168 jam)
pengujian lelah dalam kondisi
lingkungan kering bisa dilihat pada
Kurva S-N Kondisi Lingkungan Kering
Hasil uji lelah material setelah pencelupan pada HCl selama fatigue setelah material
las setelah dicelup dalam larutan HCl dengan konsentrasi 10% atau setara dengan salinitas air laut 36 o/oo.
Diketahui bahwa hasil dari pengujian
lelah menunjukkan untuk tingkat
mempunyai umur lelah rata sebesar 21033. Pada tingkat mempunyai umur lelah rata yang semakin besar yaitu 34897. Dan pada tingkat tegangan 0,5σu mempunyai umur lelah rata-rata yang jauh lebih besar yaitu 247654. Terjadi perbedaan nilai yang sigifikan bila dibandingkan dengan hasil pengujian lelah pada kondisi lingkungan kering yang nilai umur lelahnya jauh lebih lama untuk tingkat tegangan yang sama. Kemudian hasil dr pengujian bisa dijadikan kurva SN seperti pada gambar
Gambar 4.2 Kurva S-N Kondisi Pencelupan HCl 10% (168 jam)
4.3 Hasil uji lelah material
pencelupan pada HCl selama 336 jam
Hasil dari pengujian lelah setelah material las dicelup dalam HCl 10% atau setara dengan salinitas air laut 36
o
/oo selama 336 jam mempunyai tren
umur lelah (siklus) yang semakin menurun jika dibandingkan dengan pengujian lelah pada material las yang dicelup dalam HCl 10% selama 168 jam maupun yang di lingkungan kering. Untuk tingkat tegangan
0,5σu pada pengujian lelah memiliki umur lelah rata-rata secara berturut yaitu 7479; 15894 dan 99655.
pengujian tersebut, kemudian bisa
didapatkan kurva SN seperti pada gambar 4.3 berikut ini.
Gambar 4.3 Kurva S Pencelupan HCl 10% ( 4.4 Hasil uji lelah material
pencelupan pada HCl selama 504 jam
Umur lelah dari material las yang di celup dalam larutan HCl 10% atau setara dengan salinitas air laut 36
504 jam menjadi semakin kecil. Ini bisa dilihat dari rata-rata umur lelah material las mengalami penurunan yang sangat
sigifikan jika dibanding dengan
pengujian sebelumnya. Untuk tingkat tegangan 0,8σu, 0,7σu
pengujian lelah berdasar memiliki umur lelah rata berturut-turut yaitu 1073, 13805. Hasil dari umur lelah rata
kemudian diplotkan dalam kurva SN seperti pada gambar 4.4 berikut ini.
Hasil uji lelah material setelah pencelupan pada HCl selama Hasil dari pengujian lelah setelah material las dicelup dalam HCl 10% atau setara dengan salinitas air laut 36
selama 336 jam mempunyai tren umur lelah (siklus) yang semakin menurun jika dibandingkan dengan pengujian lelah pada material las yang dicelup dalam HCl 10% selama 168 jam maupun yang di lingkungan kering. Untuk tingkat tegangan 0,8σu, 0,7σu dan a pengujian lelah memiliki rata secara berturut-turut yaitu 7479; 15894 dan 99655. Dari
pengujian tersebut, kemudian bisa
didapatkan kurva SN seperti pada
Kurva S-N Kondisi Pencelupan HCl 10% (336 jam)
Hasil uji lelah material setelah pencelupan pada HCl selama mur lelah dari material las yang di celup dalam larutan HCl 10% atau setara dengan salinitas air laut 36 o/oo selama
504 jam menjadi semakin kecil. Ini bisa rata umur lelah material las mengalami penurunan yang sangat
sigifikan jika dibanding dengan
pengujian sebelumnya. Untuk tingkat
σu dan 0,5σu pada
pengujian lelah berdasarkan tabel 4.9 memiliki umur lelah rata-rata secara turut yaitu 1073, 3233 dan Hasil dari umur lelah rata-rata ini kemudian diplotkan dalam kurva SN seperti pada gambar 4.4 berikut ini.
Gambar 4.4 Kurva S
Pencelupan HCl 10% (504 jam) 4.5 Hasil uji lelah material setelah
pencelupan pada HCl selama 672 jam
Umur lelah dari material las yang di celup dalam larutan HCl 10% atau setara dengan salinitas air laut 36
672 jam mempunyai
umur lelah yang sangat kritis. Hal ini berdasarkan nilai dari hasil pengujian lelah yang telah dilakukan. Pada tingkat tegangan 0,8σu, 0,7σu dan 0,5
pengujian lelah berdasarkan tabel 4.10 memiliki umur lelah rata
berturut-turut yaitu 510; 1165 dan 3116. Untuk lebih jelasnya bisa dilihat pada kurva SN gambar 4.5 di bawah ini.
Gambar 4.5 Kurva S Pencelupan HCl 10% (672
4.6 Pengamatan Makro
Foto makro patahan material las pada
semua kondisi dilakukan di
Laboratorium Fisika Bahan, Jurusan
Fisika, FMIPA –
menggunakan mikroskop pembesaran Kurva S-N Kondisi Pencelupan HCl 10% (504 jam)
Hasil uji lelah material setelah pencelupan pada HCl selama
Umur lelah dari material las yang di celup dalam larutan HCl 10% atau setara dengan salinitas air laut 36 o/oo selama
672 jam mempunyai kecenderungan umur lelah yang sangat kritis. Hal ini berdasarkan nilai dari hasil pengujian lelah yang telah dilakukan. Pada tingkat
σu dan 0,5σu pada
pengujian lelah berdasarkan tabel 4.10 memiliki umur lelah rata-rata secara urut yaitu 510; 1165 dan 3116. Untuk lebih jelasnya bisa dilihat pada kurva SN gambar 4.5 di bawah ini.
Kurva S-N Kondisi Pencelupan HCl 10% (672 jam)
Pengamatan Makro
Foto makro patahan material las pada
kondisi dilakukan di
Laboratorium Fisika Bahan, Jurusan
ITS dengan
50X dan di potret dengan kamera digital. Yang menunjukkan ciri-ciri patah lelah, yaitu striasi dan beachmarks. Striasi
merupakan garis-garis halus yang
menyatakan majunya retakan untuk setiap siklus beban yang dapat diamati
melalui mikroskop elektron SEM
(Scanning Electron Microscope), namun dalam penelitian ini tidak dilakukan
pengamatan tersebut. Sedangkan
beachmarks (garis pantai) terjadi
akibat perbedaan lamanya proses
oksidasi pada permukaan retakan. Selain itu, beachmarks terjadi karena
adanya perubahan pada kondisi
pembebanan.
Pada kondisi pembebanan yang berbeda,
beachmarks yang terbentuk akan berbeda pula. Pada tingkat pembebanan rendah, tegangan dan simpangan yang terjadi kecil, maka dibutuhkan waktu yang lebih lama untuk mematahkan material. Dengan kata lain, material lebih mampu menerima tegangan dan pada akhirnya membentuk beachmarks yang lebih banyak, lebih rapat dan halus dibanding pada tingkat pembebanan yang lebih tinggi. Berikut ini pada
gambar 4.6 foto makro kondisi
lingkungan kering
(a)
(b)
(c)
Gambar 4.6 Foto makro pola patahan patahan pada kondisi lingkungan kering
(a) Material las 0,8Su; (b) Material las 0,7Su; (c) Material las 0,5Su
Foto makro untuk kondisi pencelupan HCl 10% selama 168 jam pada gambar 4.7 berikut ini.
(a)
(b)
(c)
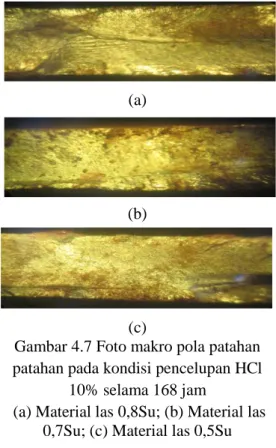
Gambar 4.7 Foto makro pola patahan patahan pada kondisi pencelupan HCl
10% selama 168 jam
(a) Material las 0,8Su; (b) Material las 0,7Su; (c) Material las 0,5Su Untuk foto makro kondisi pencelupan HCl 10% selama 336 jam pada gambar 4.8 berikut ini.
(a)
(b)
(c)
Gambar 4.8 Foto makro pola patahan patahan pada kondisi pencelupan HCl
10% selama 336 jam
(a) Material las 0,8Su; (b) Material las 0,7Su; (c) Material las 0,5Su
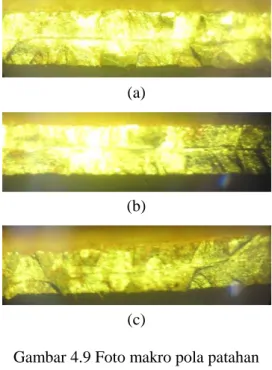
Pada gambar 4.9 berikut ini adalah foto makro patahan material las untuk kondisi pencelupan HCl 10% selama 504 jam.
(a)
(b)
(c)
Gambar 4.9 Foto makro pola patahan patahan pada kondisi pencelupan HCl
10% selama 504 jam
(a) Material las 0,8Su; (b) Material las 0,7Su; (c) Material las 0,5Su Dan pada gambar 4.10 berikut ini adalah foto makro dari pola patahan material las untuk kondisi pencelupan HCl 10% selama 672 jam
(a)
(b)
(c)
Gambar 4.10 Foto makro pola patahan patahan pada kondisi pencelupan HCl
10% selama 672 jam
(a) Material las 0,8Su; (b) Material las 0,7Su; (c) Material las 0,5Su
V. Kesimpulan
1. Pengaruh pengelasan SMAW
terhadap siklus umur lelah baja API 5L Grade X65 di lingkungan
kering menjelaskan bahwa
Ssmakin besar tingkat tegangan maka semakin kecil siklus umur lelah dari material yang diuji.
2. Perbandingan pengaruh akibat
lama waktu pencelupan material las SMAW baja API 5L Grade X65 dalam larutan korosif HCl 10% atau setara dengan salinitas air laut 36 o/oo terhadap siklus
umur lelah yaitu semakin lama waktu pencelupan maka semakin pendek siklus umur lelah rata-rata material las.
3. Perbandingan pola patahan yang terjadi akibat corrosion fatigue pada material sambungan las di lingkungan kering dan lingkungan
basah dengan variasi waktu
pencelupan spesimen material dalam larutan HCl 10%, yaitu: - Kondisi pembebanan yang
rendah membentuk
beachmarks yang lebih banyak, lebih rapat dan halus
dibanding pada tingkat
pembebanan yang lebih tinggi. - Pengaruh waktu pencelupan
dalam HCl 10% yang semakin
lama akan membentuk
beachmarks yang lebih sedikit,
lebih renggang dan lebih kasar. DAFTAR PUSTAKA
Anonim. 17 Juli 2009. Corrosion. (URL:http://www.wikipedia.com/corrosi on.htm).
API. 2000. API Specification 5L
Forth-Second edition “Specification for Line Pipe”. Washington : API
Publishing Service.
Apriyani, K. (2009) Tugas Akhir :
“Studi Eksperimental dan Analitis
Pengaruh Pengelasan Multilayer GTAW-SMAW Terhadap Umur Lelah dan Pola Patahan Baja SA-53B (Pipa Circulation Heater) Pada Uji Lelah Lentur
Bolak-Balik (Fatigue Reserved
Bending)”. Surabaya : Institut
Teknologi Sepuluh Nopember. ASME. (2001). American Society of
Mechanical Engineers Section IX.
USA: The American Society of Mechanical Engineers.
ASTM. (2002). ASTM A370-02
“Standard Test Methods and Definitions for Mechanical Testing of Steel Products”.
Washington : ASTM Publishing. AWS. (2004). AWS D1.1/D1.1M ”
Structural Welding Code - Steel”.
Florida : American welding
Society.
Chandler, K.A. (1985), Marine and
Offshore Corrosion, London: Butterworth
Fontana, M.G. (1978), Corrosion
Engineering. 2nd ed., New York :
Mc Graw-Hill Book Company. Freedman, A. J. (1989), Corrosion and
anti-corrosives, Houston: National Technology Institute of the Chemical Process Industries. Hendroprasetyo, W. (2005),
Dasar-Dasar Pengelasan & Geometri Sambungan Las. Surabaya:
Institut Teknologi Sepuluh
Nopember.
Kawano. H., (2002), “Fatigue Strength
of Thermo-Mechanically
Controlled Process Steel and It’s Weld Joint”, National Maritime Research Institute, Japan.
Kenyon, W. (1985). Dasar-Dasar
Pengelasan. Diterjemahkan oleh
Dines Ginting. Jakarta : Erlangga. Magnin, T., (1995), “Recent advances
for corrosion fatigue
mechanisms”, ISIJ International, Vol. 35, pp, 223-233
Messler, Jr dan Robert W. (1999).
Principle of Welding: Process, Physics, Chemistry, and Metallurgy. New York : John
Willey & Sons.
Muvidah, U. (2008). Tugas Akhir: ”Pengaruh Jenis Proses Las dan Salinitas Terhadap Sifat Mekanik
Weld Joint Material Baja Pada Underwater Welding di Bawah
air”. Surabaya : Institut Teknologi Sepuluh Nopember.
Smith, B.J., Marder, A.R., (2003), “A
metallurgical mechanism for
corrosion fatigue (circumferential) crack initiation and propagation in Cr---Mo boiler tube steels”, PA 18015, USA
Sosnin, H. A. (1975). Arc Welding
Instructions for The Beginner.
Ohio: The James F. Lincoln Arc Welding Foundation.
Sriyanto, N.B. dan Ilman, M.N. (2008), “Perilaku Perambatan Retak Fatik Di Udara dan 3,5% NaCl Pada Sambungan Las Busur Rendam Baja ASTM A572 Grade 50”,
Seminar Nasional IV. SDM Teknologi Nuklir. Jurusan Teknik Mesin dan Industri, Fakultas Teknik, UGM Yogyakarta.
Suherman, W.(1998), Ilmu
Logam.Diktat Ilmu Logam
Fakultas Teknik Industri
ITS.Surabaya
Supardi,H.R.(1997), Korosi. Bandung: Tarsito
Supomo, H. (2003), Korosi. Buku Ajar
Korosi Fakultas Teknologi
Kelautan ITS. Surabaya
Suratman, R. (2005), Teknologi
Perlindungan Logam, Diktat Teknik Metalurgi. Universitas Jendral Ahmad Yani Bandung. Syahroni, Nur. (2001). Teknologi Las,
Modul 2 : Jenis-Jenis Proses Las.
Surabaya: Institut Teknologi
Sepuluh Nopember.
Tsegelsky, W. (Tanpa Tahun). The
Moscow : Foreign Languages Publishing House.
Trethewey, K.R. dan Chamberlain, J. (1991), Korosi Untuk Mahasiswa
Dan Rekayasawan, Jakarta: Erlangga
Wahab, M.A., Sakano, M.,
(2001),“Experimental Study of Corrosion Fatigue behaviour of Welded Steel Structures”, Osaka, Japan
Widharto, S. (2001). Petunjuk Kerja
Las. Cetakan Keempat. Jakarta :
PT. Pradnya Paramita.
Wiryosumarto, H. dan Toshie Okumara.
2000. Teknologi Pengelasan
Logam. Cetakan Kedelapan. Jakarta : Pradnya Paramita.