TUGAS PAP-A
Desain Stabilitas Menara
oleh:
Wildan Maulana Nugroho
(11/319069/TK/38203)
Pembimbing:
Dr. Ir. P. Sumardi, SU.
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS GADJAH MADA
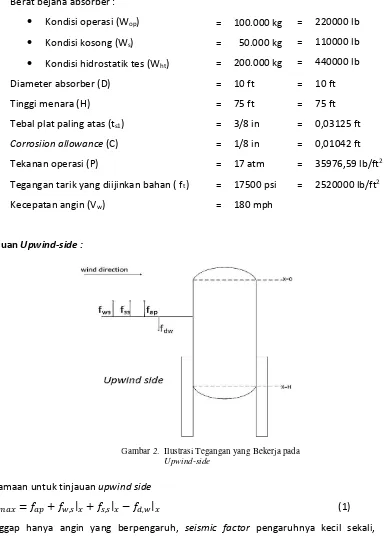
Data untuk absorber yang dimiliki oleh perusahaan MITSUBISHI adalah sebagai berikut:
o Berat bejana absorber : Kondisi operasi Kondisi kosong
Kondisi hidrostatik tes
= =
=
100.000 kg 50.000 kg
200.000 kg
o Diameter absorber = 10 ft
o Tinggi menara = 75 ft
Asumsi yang diambil :
o Tekanan operasi = 17 atm
o Pulling Stress max of material = 17500 psi o Kecepatan angin di pabrik = 180 mph
Tugas :
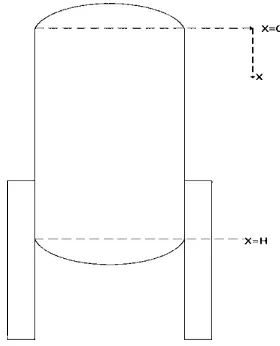
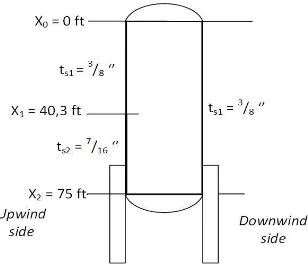
1. Rancanglah ketebalan plat yang dipakai dari atas menara absorber sampai dasar menara absorber ditinjau dari sisi upwind side dan downwide side
(Diketahui tebal plat sisi paling atas menara adalah 3
8 in dengan corrossion allowance sebesar 1 8 in)
2. Lengkapi assesment tersebut dengan :
Basic Process Control System (BPCS) yang diperlukan
Safety Protection Layer yang harus dipasang
Perhitungan :
Semua satuan dibuat dalam british unit (lb-ft). Sehingga data menjadi :
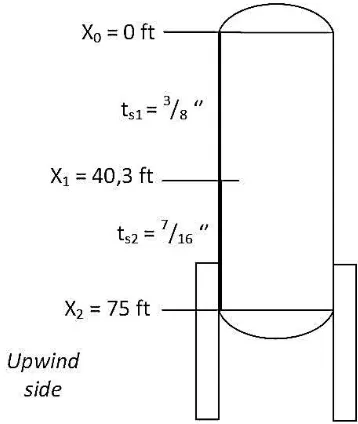
Persamaan untuk tinjauan upwind side
∑𝑓𝑡|𝑚𝑎𝑥= 𝑓𝑎𝑝+ 𝑓𝑤,𝑠|𝑥+ 𝑓𝑠,𝑠|𝑥− 𝑓𝑑,𝑤|𝑥 (1) Dianggap hanya angin yang berpengaruh, seismic factor pengaruhnya kecil sekali,
sehingga, Gambar 2. Ilustrasi Tegangan yang Bekerja pada
Persamaan diatur ulang sehingga menjadi
b) Tegangan karena bobot mati (dead weight)
(
31,43 (𝑡200 𝑙𝑏𝑠−0,01042)𝑓𝑡4
) 𝑋
2
− (
10266,67 𝑙𝑏31,43 (𝑡𝑠−0,01042)𝑓𝑡3
) 𝑋 +
(
(29627,78𝑙𝑏
𝑓𝑡2) (10 𝑓𝑡)
4 (𝑡𝑠−0,01042) 𝑓𝑡
− 3600000) = 0
(9)
Persamaan di atas analog dengan bentuk
𝐴𝑋2+ 𝐵𝑋 + 𝐶 = 0 (10) Nilai X bisa dicari dengan rumus a,b,c
𝑥1,2=−𝑏 ± √𝑏
2− 4𝑎𝑐
2𝑎 (11) Penyelesaian persamaan disajikan dalam bentuk tabel berikut ini :
ts, in ts, ft Bentuk Persamaan X1, ft X2, ft
3//8 0,03125 305,4545 X2 - 11200 X - 44665,8 =0
40,2955
-3,62893/8 + 1/16
=7/16 0,03646 244,3636 X
2 - 8960 X - 755733 = 0
76,8890
-40,2223
Karena ketinggian menara tidak mungkin berada pada nilai minus, maka dipilih nilai X1 sebagai tinggi menara. Perhitungan dihentikan pada ts2 karena untuk ketebalan
tersebut nilai X>H.
Konfigurasi ketebalan menara adalah sebagai berikut :
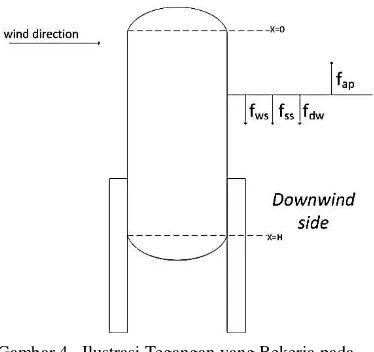
Tinjauan Downwind-side :
Persamaan untuk tinjauan downwind-side ∑𝑓𝑡|𝑚𝑎𝑥= 𝑓𝑤,𝑠|𝑥+ 𝑓𝑠,𝑠|𝑥+ 𝑓𝑑,𝑤|𝑥− 𝑓𝑎𝑝
Dianggap hanya angin saja yang berpengaruh, seismic factor tidak terlalu berpengaruh, sehingga Gambar 4. Ilustrasi Tegangan yang Bekerja pada
2. Tegangan karena bobot mati (dead weight)
Persamaan di atas analog dengan bentuk 𝐴𝑋2+ 𝐵𝑋 + 𝐶 = 0
Nilai X bisa dicari dengan rumus a,b,c
𝑥1,2=−𝑏 ± √𝑏
2− 4𝑎𝑐 2𝑎
Penyelesaian persamaan disajikan dalam bentuk tabel berikut ini :
ts, in ts, ft Bentuk Persamaan X1, ft X2, ft
3//8 0,03125 305,4545 X2 + 11200 X +7155334 =0
135,8137
-52,2668
Karena ketinggian menara tidak mungkin berada pada nilai minus, maka dipilih
melebihi tinggi menara yang dimiliki (H). Tebal dinding pada sisi downwind cukup satu jenis ketebalan saja.
Konfigurasi ketebalan menara adalah sebagai berikut :
Gambar 5. Konfigurasi Tebal Menara pada Downwind-side
Overall, tebal menara absorber adalah sebagai berikut.
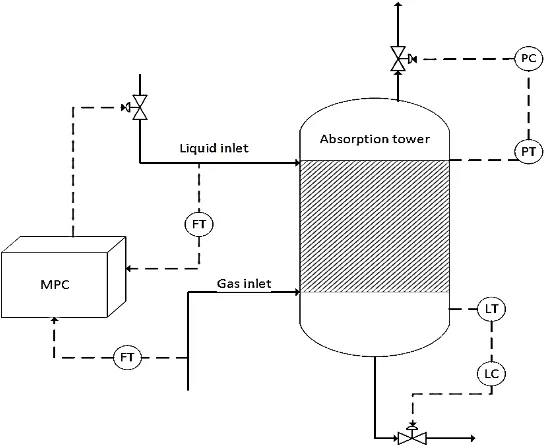
Basic Process Control System
(BPCS) pada Menara Absorber
Absorbsi adalah peristiwa perpindahan massa secara difusi dari fasa gas ke fasa cair pada suhu dan tekanan operasi tertentu. Absorbsi gas disebut juga differential contacting
yang berbanding lurus dengan nilai koefisien transfer massa. Penyerapan zat yang ingin dipisahkan dengan absorban mengikuti mekanisme penyerapan fisis tanpa reaksi kimia. Absorbsi umumnya dilakukan dengan menggunakan menara yang dirancang sedemikian sehingga diperoleh kontak yang baik antara kedua fasa.
Fungsi menara absorber adalah menyerap gas-gas dengan bantuan solvent dengan prinsip kelarutan gas pada cairan. Untuk itu, kelancaran proses operasi menara absorber sangat bergantung pada tekanan dan suhu operasinya. Adanya dua fase yang terlibat pada proses ini juga memengaruhi tekanan dari menara. Menara absorber yang berukuran besar dan bertekanan tinggi ini tentu saja memerlukan perhatian serius terkait
sistem keamanannya.
Faktor yang perlu diperhatikan dalam perancangan menara absorber antara lain tekanan menara, ketinggian cairan dalam menara, dan kecepatan aliran masuk baik
solvent maupun gas yang akan diserap. Apabila digambar, sistem keamanan dari menara absorber adalah sebagai berikut.
Gambar 7. Basic Process Controll System pada Menara Absorber
dalam menara untuk mengurangi tekanan dalam menara apabila tekanan sudah berada pada ambang batas yang dijinkan. Apabila tekanan dalam menara berlebih, menara dapat meledak karena overpressured.
Ketinggian (level) cairan dalam menara perlu diatur juga agar tidak terjadi
penumpukan cairan di dasar kolom. Penumpukan cairan dalam kolom ini dapat mengakibatkan inversi proses dari gas terdispersi ke cairan berubah menjadi cairan terdispersi ke aliran gas. Akan tetapi, sebgaian cairan diperlukan untuk tetap berada di dasar menara guna menyerap langsung sebgian gas masuk untuk menstabilkan tekanan
di dalam menara. Untuk mengantisipasi kegagalan ini, menara dilengkapi dengan level controller yang terhubung ke kran outlet di dasar menara. Apabila ketinggian cairan di dasar menara sudah berada pada ambang batas, controller akan mengirim sinyal ke kran untuk memutar membuka sehingga sejumlah cairan dapat dikeluarkan. Sebaliknya, apabila jumlah cairan di dasar menara terlalu sedikit, controller akan mengirim sinyal ke
kran untuk memutar menutup guna mngurangi jumlah cairan keluar menara.
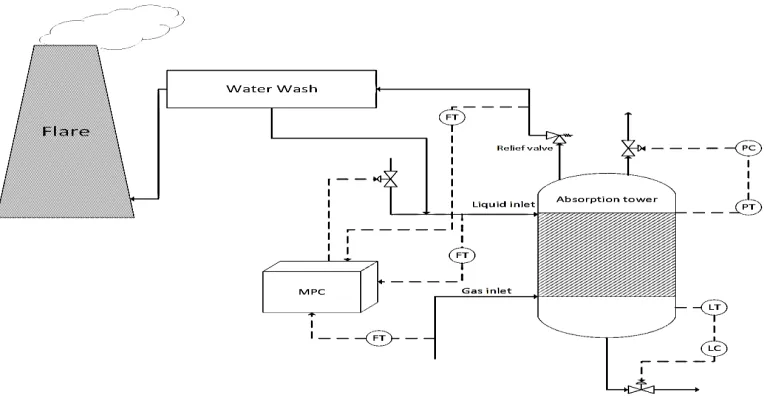
Safety Protection Layer
yang harus dipasang
Bahaya utama dari menara absorber adalah tekanannya yang sangat tinggi
sehingga harus diatur sedemikan rupa agar tekanan dalam menara tidak terlalu tinggi yang akan menyebabkan kerusakan pada tangki akibat overpressured. Selain alat (menara) dilengkapi dengan BPCS, menara juga perlu dilengkapi dengan safety protection
layer lain untuk mengantisipasi kegagalan-kegagalan dari BPCS.
Alat kontrol yang diperlukan pada absorber adalah :
Level controller
Ketinggian cairan di dasar menara juga perlu penanganan selain dilengkapi dengan level controller. Level controller memungkinkan menangani kegagalan proses
secara otomatis sebelum proses terinterupsi. Apabila controller mengalami kegagalan, proses sudah memasuki tahap terinterupsi sehingga pengangannya tidak bisa lagi dilakukan secara otomatis tetapi harus secara manual untuk itu, menara perlu dilengkapi dengan High Level Alarm (HLA) dan Low Level Alarm (LLA) yang merupakan sistem
peringatan dini agar kegagalan proses segera ditangani.
Menara sebaiknya juga dilengkapi dengan tanggul. Fungsi tanggul ini adalah menampung cairan mengandung gas apabila terjadi kebocoran atau bila cairan tumpah dari atas menara atau untuk pengosongan tangki jika dilakukan maintenance. Hal ini dilakukan agar tidak mengganggu proses-proses lain di sekitar menara. Pembangunan
tanggul ini adalah sebagai tindakan antisipasi apabila kegagalan semakin parah. Volume tanggul minimal sama dengan volume menara absorber.
Pressure controller
Alat ini berfungsi untuk mengatur tekanan di dalam absorber agar tetap beroperasi pada tekanan yang diinginkan. Pressure controller berfungsi menjaga agar tekanan
didalam absorber tidak terlalu besar atau tidak terlalu kecil dari tekanan operasi. Akibat yang ditimbulkan jika tekanan didalam absorber terlalu besar, desain dari absorber tidak mampu menahan tekanan yang terlalu besar, sehingga dapat menyebabkan ledakan. Sedangkan jika didalam absorber terjadi penurunan tekanan, maka kondisi operasi yang diinginkan tidak tercapai, sehingga produk yang dihasilkan kurang maksimal. Tekanan
dapat diatur dengan mengatur valve pengeluran dengan cara memperbesar/ memperkecil jumlah flowrate gas hasil reaktor, dengan demikian maka tekanan di dalam absorber dapat diatur untuk mendapatkan tekanan absorber yang diinginkan.
Temperature controller
Alat kontrol ini digunakan untuk memantau suhu dari transfer panas di dalam
Safety guard berlapis dari absorber ditunjukkan pada gambar (8). Alat pengamanannya antara lain:
o Pressure Controller (Layer 1)
Alat ini berfungsi mengatur tekanan di dalam absorber supaya tekanan dalam
sistem tetap stabil dan sesuai dengan tekanan yang diinginkan. Tekanan dalam absorber akan disensor dan dipertahankan pada kondisi operasinya, apabila terjadi penurunan tekanan, maka pressure controller akan mengatur sistem valve pengeluaran reaktor, engan mengurangi flow rate keluar absorber sehingga tekanan dapat dinaikkan lagi
hingga stabil. Apabila tekanan dalam absorber terlalu tinggi, maka pressure controller akan mengatur valve pengeluran absorber dan jumlah flow rate keluar absorber dinaikkan, supaya tekanan dalam sistem menjadi stabil.
o Temperature Controller (Layer 2)
Alat ini berfungsi mengatur suhu di dalam absorber supaya tetap stabil sesuai
dengan suhu yang diinginkan. Apabila terjadi reaksi yang tidak diinginkan maka, akan terjadi kanaikan suhu yang drastis, temperature controller berperan dalam mengatur aliran pendingin yang masuk absorber. Apabila suhu yang di baca oleh sensor di absorber terlalu tinggi, temperature controller akan menambah jumlah flowrate yang masuk ke absorber dengan cara mengatur valve flowrate pendingin.
o Pressure relief valve (Layer 3)
Apabila terjadi kegagalan pada temperature controller, maka akan terjadi runaway
reaction, akibatnya terjadi over pressure. Jika pressure controller dan temperature controller sudah tidak mampu lagi mengendalikan, maka digunakan safety guard yang
ketiga yaitu relief valve. Alat ini berfungsi untuk mengurangi tekanan di dalam absorber jika terjadi kenaikan tekanan secara cepat atau jika tekanan sudah berada jauh atas di atas tekanan yang diizinkan dalam perancangan reaktor. Sistem kerja dari relief valve adalah akan membuka pada tekanan tertentu, yaitu diatas batas tekanan absorber yang diizinkan. Tipe relief valve yang digunakan adalah relief valve dengan pegas
(spring-loaded), karena bahan yang ada di dalam absorber tidak korosif, sehingga relief valve dapat menutup kembali setelah tekanan dalam absorber menjadi stabil. Gas yang dibuang melewati relief valve adalah 1-butene, butilen oksid dan udara.
o Flare (Layer 4)
jadi bersifat flammable yang dapat menimbulkan resiko kebakaran apabila bertemu dengan oksigen dan sumber api, di sekitar area absorber. Untuk mengurangi resiko tersebut, maka diperlukan safety guard yang keempat, yaitu flare system. Gas yang keluar dari relief valve akan dibakar di flare sistem, sehingga menjadi CO2 dan H20 yang kemudian