8
BAB II
LANDASAN TEORI
2.1 Pengertian Tata Letak Pabrik atau Perancangan Fasilitas
Menurut Apple (1990, hal 2), “Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan mewujudkan sistem bagi pembuatan barang atau jasa. Rancangan ini umumnya digambarkan sebgaai rencana lantai, yaitu satu susunan fasilitas fisik ( perlengkapan, tanah, bangunan, dan sarana lain ) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran barang, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara sangkil, ekonomis dan aman. Sedangkan menurut Rika Ampuh Hadiguna dan Heri setiawan (2008, hal 7) “Tata letak dapat didefisinikan sebagai kumpulan unsure – unsure fisik yang diatur mengikuti aturan atau logika tertentu. Tata Letak Fasilitas merupakan bagian perancangan fasilitas yang lebih fokus pada pengaturan unsur – unsur fisik. Unsur – unsur fisik dapat berupa mesin, peralatan, meja, bangunan, dan sebagainya. Aturan atau logika pengaturan dapat berupa ketetapan fungsi tujuan misalnya total jarak atau total biaya perpindahan bahan. Menurut Heizer dan Render (2006), tata letak merupakan suatu keputusan penting yang menentukan efisiensi sebuah operasi dalam jangka panjang.
Dalam tata letak pabrik ada 2 (dua) hal yang diatur letaknya yaitu pengaturan mesin (machine layout) dan pengaturan departemen yang ada dari pabrik (department layout). Bilamana kita menggunakan istilah tata letak pabrik, seringkali hal ini diartikan sebagai pengaturan peralatan/fasilitas produksi yang sudah ada (the existing arrangement) ataupun bisa juga diartikan sebagai perencanaan tata letak pabrik yang baru sama sekali (the new layout plan).
2.2 Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik
Menurut Heizer dan Render (2006), tata letak memiliki banyak dampak strategis karena tata letak menentukan daya saing perusahaan dalam hal kapasitas, proses, fleksibilitas, dan biaya, serta kualitas lingkungan kerja, kontak pelanggan dan citra perusahaan. Tujuan strategi tata letak adalah untuk membangun tata letak yang ekonomis yang memenuhi kebutuhan persaingan perusahaan. Secara garis besar tujuan utama dari tata letak pabrik menurut Apple (1990, hal 5-6) ialah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis dari tempat – tempat kerja yang berkaitan. Hingga dapat memudahkan proses manufaktur, meminimumkan pemindahan barang, memelihara keluwesan susunandan operasi, memelihara perputaran barang setengah jadi yang tinggi, menekankan modal tertanam pada peralatan, menghemat pemakaian ruang bangunan, meningkatkan kesangkilan tenaga kerja, memberi kemudahan, keselamatan bagi pegawai, memberi kenyamanan dalam melaksanakan pekerjaan. Lebih spesifik lagi tata letak yang baik akan dapat memberikan keuntungan– keuntungan dalam sistem produksi, yaitu antara lain sebagai berikut :
1) Menaikkan output produksi.
Suatu tata letak yang baik akan memberikan keluaran (output) yang lebih besar atau lebih sedikit, man harus yang lebih kecil dan/atau mengurangi jam kerja mesin (machine hours).
2) Mengurangi waktu tunggu (delay).
Mengatur keseimbangan antara waktu operasi produksi dan beban dari masing–masing departemen atau mesin adalah bagian kerja dari mereka yang bertanggung jawab terhadap desain tata letak pabrik. Pengaturan tata letak yang terkoordinir dan terencana baik akan dapat mengurangi waktu tunggu (delay) yang berlebihan.
3) Mengurangi proses pemindahan bahan (material handling).
Proses perencanaan dan perancangan tata letak pabrik akan lebih Menekankan desainnya pada usaha–usaha memindahkan aktivitas– aktivitas pemindahan bahan pada saat proses produksi berlangsung.
4) Penghematan penggunaan areal untuk produksi, gudang dan service.
Jalan lintas, material yang menumpuk, jarak antara mesin–mesin yang berlebihan, dan lain–lain semuanya akan menambah area yang dibutuhkan untuk pabrik. Suatu perencanaan tata letak yang optimal akan mencoba mengatasi segala masalah pemborosan pemakaian ruangan ini dan berusaha untuk mengkoreksinya.
5) Pendayaguna yang lebih besar dari pemakaian mesin, tenaga kerja dan/atau fasilitas produksi lainnya.
Faktor–faktor pemanfaatan mesin, tenaga kerja dan lain–lain adalah erat kaitannya dengan biaya produksi. Suatu tata letak yang terencana baik akan banyak membantu pendayagunaan elemen–elemen produksi secara lebih efektif dan lebih efisien.
6) Mengurangi inventory in process.
Sistem produksi pada dasarnya menghendaki sedapat mungkin bahan baku untuk berpindah dari suatu operasi angsung ke operasi berikutnya secepat-cepatnya dan berusaha mengurangi bertumpuknya bahan setengah jadi (material in process). Permasalahan ini terutama bisa dipecahkan dengan mengurangi waktu tunggu (delay) dan bahan yang menunggu untuk segera diproses.
7) Proses manufacturing yang lebih singkat.
Dengan memperpendek jarak antara operasi satu dengan operasi berikutnya dan mengurangi bahan yang menunggu serta storage yang tidak diperlukan maka waktu yang diperlukan dari bahan baku untuk berpindah dari satu tempat ke tempat yang lain dalam pabrik dapat diperpendek sehingga secara total waktu produksi akan dapat pula diperpendek.
8) Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator.
Perencanaan tata letak pabrik adalah juga ditujukan untuk membuat suasana kerja yang nyaman dan aman bagi mereka yang bekerja didalamnya. Hal–hal yang bisa dianggap membahayakan bagi kesehatan dan keselamatan kerja dari operator haruslah dihindari.
9) Memperbaiki moral dan kepuasan kerja.
Pada dasarnya orang menginginkan untuk bekerja dalam suatu pabrik yang segala sesuatunya diatur secara tertib, rapi dan baik. Penerangan yang cukup, sirkulasi yang enak dan lain–lain akan menciptakan suasana lingkungan kerja yang menyenangkan sehingga moral dan kepuasan kerja akan dapat lebih ditingkatkan. Hasil positif dari kondisi ini tentu saja berupa performance kerja yang lebih baik dan menjurus kearah peningkatan produktivitas kerja.
10) Mempermudah aktivitas supervise.
Tata letak pabrik yang terencana baik akan dapat mempermudah aktivitas Supervise. Dengan meletakkan kantor/ruangan diatas, maka seorang supervisor akan dapat dengan mudah mengamati segala aktivitas yang sedang berlangsung diarea kerja yang berada dibawah pengawasan dan tanggung jawabnya.
11) Mengurangi kemacetan dan kesimpangsiuran.
Material yang menunggu, gerakan pemindahan yang tidak perlu, serta banyaknya perpotongan (intersection) dari lintas yang ada akan menyebabkan kesimpangsiuran yang akhirnya akan membawa kearah
kemacetan. Layout yang baik akan memberikan luasan yang cukup untuk seluruh operasi yang diperlukan dan proses bisa berlangsung mudah dan sederhana.
12) Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari bahan baku atau pun produk jadi.
Tata letak yang direncanakan secara baik akan dapat mengurangi kerusakan-kerusakan yang bisa terjadi pada bahan baku ataupun produk jadi. Getaran–getaran, debu, panas dan lain–lain dapat secara mudah merusak kualitas material ataupun produk yang dihasilkan.
2.3 Jenis-Jenis Tata Letak
Menurut Rika Ampuh Hadiguna dan Heri setiawan (2008, hal 27-32), secara umum tata letak fasilitas produksi dapat diklasifikasikan menjadi tiga macam yaitu :
A. Tata letak berdasarkan aliran produk (product layout).
Jika suatu pabrik secara khusus akan memproduksi satu macam produk atau kelompok produk dalam jumlah/volume yang besar dan waktu produksi yang lama, maka segala fasilitas–fasilitas produksi dari pabrik tersebut haruslah diatur sedemikian rupa sehingga proses produksi dapat berlangsung sefisien mungkin. Dengan layout berdasarkan aliran produk, maka mesin dan fasilitas produksi lainnya akan dapat diatur menurut prinsip “machine after machine” tidak perduli macam mesin yang digunakan. Dengan memakai tata letak
tipe aliran produk (product layout), maka segala fasilitas–fasilitas untuk proses produksi (baik pabrikasi maupun perakitan) akan diletakkan berdasarkan garis aliran (flow line) dari produk tersebut. B. Tata letak berdasarkan aliran proses (process layout)
Tata letak berdasarkan aliran proses (process layout) sering kali disebut pula dengan functional layout. Functional layout adalah metode pengaturan dan penempatan dari mesin dan segala fasilitas produksi dengan tipe/macam yang sama dalam sebuah departemen. Tata letak berdasarkan proses umumnya digunakan pada perusahaan yang beroperasi dengan menerima order pelanggan. Selanjutnya, tata letak demikian digunakan pula untuk perusahaan yang mempunyai produk bervariasi dan diproduksi dalam jumlah kecil. jika produk tidak dapat dibakukan atau jumlahkomponen yang sama prosesnya sedikit, maka tata letak berdasarkan proses lebih tepat digunakan karena keluwesannya. Menurut Apple (1990), tata letak tipe aliran proses ini akan jauh lebih fleksibel bilamana dibandingkan dengan tata letak tipe aliran produk. Industri yang beroperasi berdasarkan order pesanan (job order) akan lebih tepat kalau menerapkan layout tipe aliran proses guna mengatur fasilitas– fasilitas produksinya.
C. Tata letak berdasarkan posisi (fixed position layout )
Tata letak tipe demikian megngkondisikan bahwa yang tetap pada posisinya adalah material, sedangkan fasilitas produksi seperti mesin, peralatan serta komponen – komponen pembantu lainnya bergerak mennuju lokasi material atau komponen produk utama. Tipe tata letak ini ditujukan untuk proses perakitan produk – produk dengan ukuran yang sangat besar. pertimbangan kemudahan proses pemindahan bahan menjadi hal utama, sehingga produk dipilih dalam posisi tetap.
Menurut Assauri (2008), terdapat dua jenis pola yang utama dan sering digunakan, yaitu:
1. Process Layout
Pada tipe tata letak jenis ini, semua mesin-mesin dan peralatan ditempatkan dalam departemen yang sama. Pola seperti ini biasanya diterapkan pada perusahaan yang berproduksi berdasarkan job order atau job shop.
Keuntungan dari pola process layout, antara lain:
a) Investasi lebih rendah di dalam penggunaan mesin-mesin. b) Fleksibilitas pelaksanaan produksi sangat tinggi.
c) Biaya produksimbiasanya lebih rendah, karena walaupun ragam yang banyak tetapi jumlahnya sedikit.
d) Kerusakan pada salah satu mesin tidak menimbulkan gangguan yang berartimpada proses keseluruhan.
e) Karena mesinnya hampir sama, maka akan terbentuk spesialisasi dari para pengawas proses.
Kerugian dari tipe ini antara lain:
a) Masuknya order baru membuat pekerjaan routing, scheduling dan cost accounting menjadi sukar karena adanya perencanaan ulang.
b) Material handling dan material transportation cost menjadi tinggi.
c) Kebutuhan ruangan untuk pelaksanaan proses produksi menjadi lebih besar.
2. Product Layout
Pola penyusunan tata letak didasarkan atas urutan proses dari suatu kegiatan produksi.
Keuntungan dari tipe ini antara lain:
a) Penggunaan mesin-mesin otomatis berakibat waktu penyelesaian tiap produk semakin singkat.
b) Penggunaan alat-alat penanganan bahan yang tetap berakibat kegiatan penanganan bahan lebih cepat dan biaya penanganan bahan lebih murah.
c) Pengawasan proses produksi dapat disederhanakan dan kegiatan pencatatan dapat disusun lebih cepat.
d) Kegiatan pengawasan proses produksi menjadi lebih sedikit.
e) Kebutuhan bahan baku dapat diperkirakan lebih cepat. Kekurangan dari tipe ini, antara lain:
a) Jika terjadi kerusakan pada salah satu mesin, maka proses produksi menjadi terganggu.
b) Efisiensi dan produktifitas pekerja dapat menurun karena pola produksi yang monoton, sehingga menimbulkan kebosanan.
c) Membutuhkan investasi yang cukup tinggi untuk pengadaan mesin.
d) Membutuhkan biaya yang cukup besar jika terjadi perubahan karena sifatnya yang tidak fleksibel.
e) Tingkat produksinya sudah tetap. 2.4 Perancangan Tata Letak Fasilitas Produksi
2.4.1 Pengertian Perancangan Fasilitas Produksi
Fasilitas produksi adalah sesuatu yang dibangun, diadakan atau diinvestasikan guna melaksanakan aktivitas produksi. Menurut Apple (1990, hal 2), ” Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan mewujudkan sistem bagi
pembuatan barang atau jasa. Rancangan ini umumnya digambarkan sebgaai rencana lantai, yaitu satu susunan fasilitas fisik ( perlengkapan, tana, bangunan, dan sarana lain ) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran barang, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara sangkil, ekonomis dan aman.” Umumnya tujuan keseluruhan rancang fasilitas adalah membawa masukan (bahan, pasokan dll) melalui setiap fasilitas dalam waktu tersingkat yang memungkinkan, dengan biaya yang wajar.
2.4.2 Pertimbangan–Pertimbangan Dalam Perencanaan Pabrik Baru atau yang Sudah Ada
Perencanaan pabrik baru maka aktivitas disini meliputi perencanaan instalasi pabrik yang sama sekali baru yaitu dari perencanaan produk yang akan dibuat sampai dengan perencanaan bangunan pabriknya. Sedangkan pada perencanaan kembali (redesign / replanning) disini menyangkut perencanaan produk baru atau tata letak baru berdasarkan fasilitas–fasilitas produksi yang sudah ada. Menurut Apple (1990, hal 16), Pada umumnya perencanaan kembali suatu pabrik disebabkan adanya beberapa persoalan tertentu, yaitu:
a) Adanya perubahan rancangan. Seringkali perubahan produk menuntut perubahan proses atau operasi yang diperlukan. Perubahan ini mungkin hanya memerlukan penggantian sebagian kecil tta letak yang telah ada, atau berbentuk
perancangan ulang tataletak, bergantung pada perubahan – perubahan yang terjadi.
b) Adanya perluasan departemen. Hal ini mungkin hanya merupakan penambahan sejumlah mesin yang dengan mudah dapat diatasi dengan membuat ruangan, atau mungkin diperlukan perubahan seluruh tataletak jika pertambahan produksi menuntut perubahan proses.
c) Adanya pengurangan departemen Masalah ini menyerupai kebalikan masalah yang bru saja dibahas diatas.
d) Adanya penambahan produk baru. Produk yang dimaksud adalah produk yang berbeda dengan yang sedang diproduksi, sehingga menimbulkan masalah baru.
e) Memindahkan satu departemen. Memindahkan satu departemen dapat menimbulkan maasalah tataletak yang besar. Jika tata letak yang ada sekarang tidak memenuhi.
f) Penambahan departemen baru. Masalah tertelak apabila ada suatu penetapan untuk membuat komponen baru yang belum pernah ada sebelumnya.
g) Peremajaan peralatan yang rusak. Persoalan ini mungkin menuntut pemindahan peralatan yang berdekatan untuk mendapatkan tambahan ruang.
h) Perubahan metode produksi. Setiap perubahan kecil dalam satu tempat kerja seringkali mempunyai pengaruh terhadap rtempat
kerja yang berhampiran atau wilayah yang berhampiran. Hal ini menuntut peninjauan kembali atas wilayah yang terlibat.
i) Penurunan biaya. Hal ini tentunya merupakan akibat dari setiap keadaan di atas.
j) Perencanaan fasilitas baru. Persoalan ini merupakan persoalan tataletak terbesar. Bangunan dapat dirancang untuk menampung tataletak setelah diselesaikan, fasilitas dapat ditata untuk kegiatan manufaktur. Kemudian dinding dapat direncanakan sekeliling tataletak dengan bentuk tatanan fisik yang sesuai dengan yang ditetapkan.
2.5 Faktor-Faktor yang Mempengaruhi Layout Perusahaan
Menurut Apple ( 1990, hal 18-19) , untuk mendapatkan pengaturan denah perusahaan yang efektif, banyak faktor yang harus diperhatikan. Maka beberapa tanda – tanda bahwa tata letak itu baik yaitu:
1. Keterkaitan kegiatan yang terencana. 2. Pola aliran barang terencana.
3. Aliran yang lurus.
4. Pemindahan antar operasi minimum. 5. Metode Perpndahan yang terencana.
6. Tataletak yang dapat disesuaikan dengan perubahan 7. Rencana penanganan bahan.
8. Pemakaian seluruh lantai pabrik maksimum. 9. Ruang penyimpana yang cukup.
2.6 Systemtic Layout Planning
Suatu pendekatan sistematis dan terorganisir untuk perencanaan tata letak fasilitas produksi diintroduksikan oleh Richard Muther yang dikenal dengan Systematic Layout Planning (SLP). (Overview Richard Muther,2005) Pada tahun 1973 Richard Muther mencanangkan metode Systematic Layout Planning (SLP) yang membakukan seluruh proses perancangan tataletak menjadi prosedur yang baku dan terbagi dalam fase – fase project layout . Langkah perencanaan tata letak dimulai dari penentuan alternatif, evaluasi, pemilihan dan penerapan tata letak. SLP banyak diaplikasikan untuk berbagai macam persoalan meliputi antara lain problem produksi, transportasi, pergudangan, supporting service dan aktifitas-aktifitas yang dijumpai dalam perkantoran ( office layout ).
2.6.1 Fase Dalam Systematic Layout Planning
Dalam Over view Richard Muther ( Muther, 2005), pada Systematic Layout Planning dibagi dalam beberapa fase yang disusun berdasarkan urutan waktu proses. Urutan fase – fase itu diantaranya disusun sebagai berikut :
a. Fase I menentukan lokasi dan area yang akan direncanakan untuk dibangu. Dalam fase ini dapat digunakan untuk menentukan ruang yang tersedia dan juga pengaruh dari lingkungan sekitar.
b. Fase II merancang penataan area aktivitas dan departemen. Fase ini juga dapat digunakan untuk menilai dan menaksir faktor – faktor utama yang berpengaruh.
c. Fase III merancang penataan mesin dan peralatan secara spesifik dalam area yang telah ditentukan. Dalam fase ini proses instalasi sudah siap untuk dilaksanakan.
d. Fase IV menyiapkan gambar rancangan dan mendirikan peralatan, melakukan pelatihan kepada pekerja.
2.6.2 Input Penyusunan Systematic Layout Planning
Untuk dapat melakukan melakukan perancangan fasilitas maka diperlukan 5 jenis input data utama yang biasa disebut dengan P, Q, R, S, T yang merupakan singkatan dari Product, Quantities, Routing, Supporting Service, dan Timing. Terdapat 5 elemen utama dalam menyusun SLP yaitu (Muther, 2005) :
a. Product
Menjelaskan tentang produk yang dihasilkan terutama menyangkut karakteristik produk.
b. Quantities
Kuantitas produk yang dihasilkan perlu untuk diketahui agar memudahkan pemilikan jenis tata letak yang akan digunakan.
c. Routing
Aliran proses diperhatikan karena mempengaruhi fasilitas yang diperlukan dalam tata letak
d. Supporting System
Sistem pendukung dalam proses diperhatikan dan dipertimbangkan karena mempengaruhi jalannya proses e. Timing
Menunjukkan lamanya proses produksi untuk menghasilkan suatu produk.
2.6.3 Langkah Systematic Layout Planning
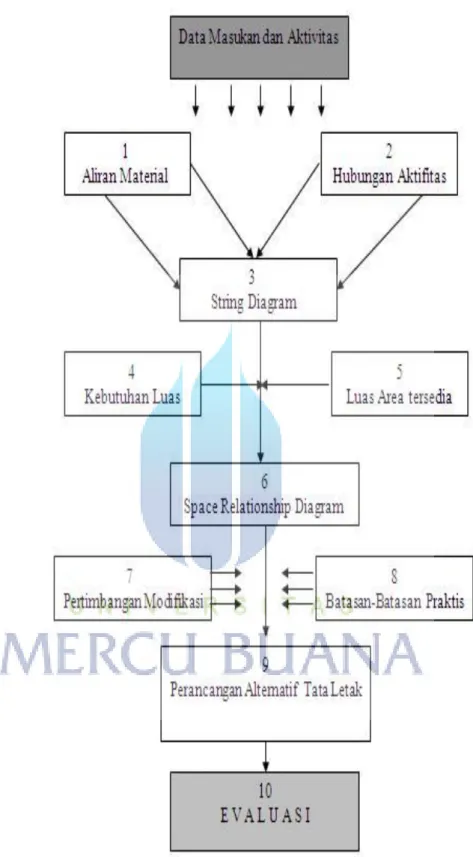
Menurut Penjabaran Wignjosoebroto(2009 : hal 253-270) Penyusunan SLP mengikuti prosedur yang tersusun dalam langkah – langkah berikut ini :
a. Pengumpulan Data Masukan dan Aktifitas
Hal pertama yang dilakukan adalah mengumpulkan data informasi yang berkaitan dengan aktivitas pabrik, seperti desain produk dan ururtan proses perakitannya dengan disimpulkanmenggunakan Routing Sheet ataupun Operatiom Process Sheet dengan symbol ASME, serta schedule kerja yang nantinya akan berpengaruh pada waktu kerja
b. Analisa Aliran Material dan Aktivitas Operasional
Analisa ini berkaitan dengan perpindahan material diantara aktifitas-aktifitas operasional.
c. Hubungan aktifitas (Activity Relationship Chart)
Activity Relationship Chart (ARC) bisa digunakan untuk menganalisa suatu layout dengan melihat sisi kualitatifnya, dan melihat hubungan keterkaitan antar bagian dari suatu pabrik, dan hal ini dilakukan dengan menganalisa pemindahan material dengan aspek kuantitatif(material handling cost)diperlukan untuk mengetahui tingkat kepentingan hubungan antar komponen.
Identifikasi ARC adalah dengan menentukan peletakan komponen aktifitas dalam suatu proses sesuai dengan derajat kedekatan, untuk kemudian pemberian kode atau
simbol pada masing – masing aktifitas tersebut. Richard Muther mengelompokkan derajat kedekatan sebagai berikut A = Kedekatan Mutlak (Absolutely Necessary)
E = Kedekatan Sangat Penting (Especially Important) I = Kedekatan Penting (Important)
O = Kedekatan Biasa (Ordinary)
U = Kedekatan Tidak Penting (Unimportant) X = Kedekatan Tidak Dikehendaki (Undesireable)
d. Diagram Hubungan Aktifitas (Activity Relationship Diagram)
(Wignjosoebroto,2009) ARD berisikan kombinasi antara aliran material dengan keterkaitan satu departemen dengan departemen lainnya dalam pertimbangan pembuatan suatu layout. Pertimbangan tersebut dengan memperhatikan segi kuantitatif dan kualitatif.
Activity Relayionship Diagram (ARD) merupakan diagram yang menggambarkan hubungan untuk menentukan letak masing – masing aktifitas atau departemen. (Hari Purnomo, 2004 hal 114)
e. Luas Area Tersedia
Langkah selanjutnya adalah menganalisa jumlah kebutuhan area(space) yang dibutuhkan untuk fasilitas pabrik. Analisa
ini menyangkut luas area pabrik yang dibutuhkan untuk mempertimbangkan luas area yang tersedia untuk membangun fasilitas dari pabrik tersebut.
f. Perancangan Layout
Langkah yang paing akhir dan paling utama adalah membuat alternatif – alternatif layout yang bisa diusulkan untuk kemudian diambil alternatif yang paling baik yang sesuai dengan tolak ukur yang ditetapkan.
layout. Pertimbangan tersebut dengan memperhatikan segi kuantitatif dan kualitatif.
Activity Relayionship Diagram (ARD) merupakan diagram yang menggambarkan hubungan untuk menentukan letak masing – masing aktifitas atau departemen. (Hari Purnomo, 2004 hal 114)
g. Luas Area Tersedia
Langkah selanjutnya adalah menganalisa jumlah kebutuhan area(space) yang dibutuhkan untuk fasilitas pabrik. Analisa ini menyangkut luas area pabrik yang dibutuhkan untuk mempertimbangkan luas area yang tersedia untuk membangun fasilitas dari pabrik tersebut.
h. Perancangan Layout
Langkah yang paing akhir dan paling utama adalah membuat alternatif – alternatif layout yang bisa diusulkan untuk kemudian diambil alternatif yang paling baik.
2.6.4 Penyempurnaan Metode Systematic Layout Planning dan Metode Pendukungnya.
Penyempurnaan metode systematic layout planning dapat dilakukan dengan modifikasi menggunakan sistem permodelan modern. (Jurnal Ahmad Mas’ud), menggabungkan metode systematic layout planning dan metode algoritma genetic untuk penyelesaian masalah tata letak. Pada Systematic Layout planning digunakan untuk meninjau tingkat kedekaan setiap departemen dan aliran proses produksi dari setiap komponen produk, sementara algoritma genetic untuk setiap stasiun kerja dipertukarkan posisinya secara acak dan secara silang dan dilihat total momen perpindahannya. .(Merry Sisca dan Henriadi “Perancangan dengan pendekatan Systematic Layout Planning digunakan untuk mengatur tahap aliran material. Metode pendukung lainnya yaitu 5S yang digunakan untuk mengatur kondisi lingkungan tempat kerja yang akan berdampak terhadap efektivitas kerja, efisiensi, produktifitas dan keselamatan kerja.