PENGGUNAAN DIAGRAM PARETO, DIAGRAM SEBAB AKIBAT DAN METODE SQC SEBAGAI
ALAT BANTU UNTUK MENGEVALUASI KINERJA PRODUKSI
TERHADAP TINGKAT MUTU PRODUK YANG DIHASILKAN PADA PT. KERAMIKA
INDONESIA ASSOSIASI Oleh :
Dewi Taurusyanti1) dan Anida Ovalia Kurniadewi2)
1)
Dosen Fakultas Ekonomi Universitas Pakuan
2)
Mahasiswa Fakultas Ekonomi Universitas Pakuan ABSTRAK
Mengatasi masalah menurunnya mutu produk diperlukan suatu evaluasi kinerja dalam proses produksi, dimana dalam evaluasi kinerja produksi merupakan kegiatan untuk mengkoreksi proses pembuatan produk dari tahap pembuatan awal sampai akhir selesainya produk yang dibuat sehingga dapat menghasilkan produk dengan mutu yang optimal. PT Keramika Indonesia Assosiasi yang bergerak dalam bidang industi bangunan pembuatan keramik mempunyai masalah dimana hasil produk keramik yang dihasilkan menghasilkan produk cacat sehingga perlu melakukan evaluasi dalam proses produksi sehingga menghasilkan mutu produk yang optimal.
Penyusunan ini penulis menggunakan jenis
penelitian deskriptif eksploratif dengan metode
penelitian studi kasus dan statistik kuantitatif sebagai teknik penelitiannya.
Berdasarkan uraian diatas penulis melakukan penelitian pada PT Keramika Indonesia Assosiasi dengan mengevaluasi ruang lingkup produksi seperti tenaga kerja, bahan baku, mesin serta metode dalam mengevaluasi jalannya proses produksi. Sehingga dapat diketahui tingkat tingkat kerusakan produk sebesar 0,0313atau 3,13%, UCL sebesar 5,62% dan LCL sebesar -4,99%. Serta jumlah produk cacat berdasarkan jenisnya retak43,27%, sumbing 35,18%, tidak simetris 10,35 %, pemukaan tidak rata 6,68 %, Kurang matang 4,52 %. Hal ini disebabkan oleh faktor umur mesin yang sudah sangat tua sehingga banyak komponen yang aus dan setingan mesin yang berubah saat mesin beroprasi untuk menyeting mesin tersebut membutuhkan waktu yang cukup lama, faktor kelelahan, konsentrasi yang menurun dan kurang disiplinya karyawan serta bahan baku dengan kualitas yang berbeda mempengaruhi mutu produk.
Berdasarkan analisa penulis dengan melihat data yang ada penulis dapat menyimpulkan bahwa proses evaluasi kinerja produksi yang dilakukan oleh PT. Keramika Indonesia Assosiasi belum baik. Evaluasi kinerja produksi lebih diintensifkan pelaksanaanya, terutama dari faktor mesin yang sudah tua sebaiknya diganti dengan mesin yang lebih baru atau dengan melakukan perawatan perbaikan secara rutin, tenaga kerja sebaiknya dilakukan peningkatan keterampilan karyawan dengan memberikan pelatihan, motivasi melalui seminar,dorongan dari pimpinan, serta motivasi berupa penghargaan bagi karyawan yang berprestasi, metode dengan penyusunan suatu perencanaan kerja, pengamatan hasil perbaikan secara rutin, pengelompokan produk cacat, sedangkan untuk bahan baku sebaiknya
lebih selektif terhadap pemasok dengan melakukan evaluasi terhadap bahan baku yaitu dengan cara pemilihan bahan baku yang sesuai standar yang diinginkan.Evaluasi kinerja produksi berdampak positif dalam menekan tingkat kerusakan produk, dengan menekan tingkat kerusakan maka kualitas atau mutu produk perusahaan akan meningkat
Kata Kunci :
Diagram Pareto, Diagram Sebab Akibat Metode Sqc, Kinerja Produksi, Mutu Produk.
I. PENDAHULUAN
1.1.Latar Belakang
Persaingan tinggi dalam suatu usaha selalu
berkompetisi dengan usaha yang sejenis.PT
KERAMIKA INDONESIA ASOSIASI ( KIA ) adalah salah satu perusahaan di Raya Narogong St.
Km. 51.9 Limusnunggal Cileungsi
Bogor, yang bergerak dalam bidang industi keramik. Perusahaan ini memproduksi dan mendistribusikan produk keramik. PT KERAMIKA INDONESIA ASSOSIASI (KIA) mempunyai masalah dimana hasil produk keramik yang dihasilkan terkadang menghasilkan produk cacat, hal ini disebabkan karena tidak adanya proses pengevaluasian ( koreksi ) dalam kinerja produksi untuk menghasilkan mutu produk yang optimal, hal ini terbukti pada data dibawah.
Tabel 1.
Jumlah Produksi Produk, Jumlah Produksi Keramik yang ditolak
Periode Januari s.d Desember 2010 Periode Jumlah Produksi Jumlah Produk Cacat Prosentase Januari 3010 95 3,15% Februari 3115 82 2,63% Maret 2888 75 2,60% April 2750 79 2,87% Mei 3000 112 3,73% Juni 2970 85 2,86% Juli 2500 83 3,32% Agustus 2810 95 3,38% September 2700 87 3,22% Oktober 2620 114 4,35% Nopember 2810 91 3,23% Desember 2780 65 2,33%
Sumber : PT Keramika Indonesia Assosiasi
Berdasarkan uraian tersebut maka penulis merasa tertarik untuk melakukan penelitian dengan judul:
“PENGGUNAAN DIAGRAM PARETO,
DIAGRAM SEBAB AKIBAT, DAN METODE SQC SEBAGAI ALAT BANTU UNTUK
MENGEVALUASI KINERJA PRODUKSI
TERHADAP TINGKAT MUTU PRODUK YANG DIHASILKAN PADA PT. KERAMIKA INDONESIA ASSOSIASI. “
II. TINJAUAN PUSTAKA
2.1.Pengertian Manajemen Mutu
Mutu merupakan salah satu tolak ukur keberhasilan suatu perusahaan. Adapun pengertian manajemen mutu seperti yang dikutip oleh Gaspers, Vincent (2002, 7) mengemukakan “Manajemen mutu adalah suatu kumpulan aktivitas yang berkaitan dengan mutu tertentu yang memiliki karakteristik “ 2.2.Pengertian Diagram Sebab Akibat ( Cause and
Effect Diagrams )
Manfaat diagram ini adalah dapat
memisahkan penyebab dari gejala, menfokuskan perhatikan pada hal-hal yang relevan, serta dapat diterapkan pada setiap masalah.
Adapun pengertian diagram sebab akibat dari berbagai para ahli adalah sebagai berikut :
Diagram sebab akibat / cause and effect diagram / ishikawa diagram adalah suatu peralatan
grafis yang di gunakan untuk membantu
mengidentifikasi, menyortir, dan menunjukan
penyebab suatu masalah atau karakteristik mutu dalam organisasi.
(Murdifin dan Mahfud, 2007 , 148) 2.3. Pengertian Diagram Pareto ( Pareto Chart )
Diagram Pareto adalah alat yang
mengidentifikasi dan mengevaluasi tipe tipe/jenis-jenis Non Conformance. Adapun Pengertian diagram pareto,sebagai berikut:
Mitra Bestari (2004, 118) mengungkapkan bahwa “Diagram Pareto adalah Metode untuk mencari sumber kesalahan, masalah- masalah atau kerusakan produk, untuk membantu
memfokuskan diri pada usaha – usaha
pemecahannya”
2.4.Pengertian Statistical Quality Control
Teknik penyelesaian masalah yang digunakan untuk memonitor., mengendalikan, menganalisis, mengelola dan memperbaiki produk dan proses disebut dengan Statistical Quality Control.Berikut ini beberapa pengertian SQC yang dikemukakan sebagai berikut :
Suyadi Prawirosentono (2002,219) “SQC merupakan Alat untuk mencegah kerusakan dengan cara menolak (rejeki) dan menerima (accept) berbagai produk yang dihasilkan, artinya untuk mengawasi mutu produk”
III. METODOLOGI PENELITIAN
3.1.Metode Analisis
Metode analisa yang digunakan dalam penelitian ini adalah Statistik kuantitatif. Adapun langkah-langkahnya adalah sebagai berikut :
Statistical Quality Control
Adapun rumus yang digunakan SQC : 1.Menghitung rata-rata kecacatan
Cacat C = akhir produk jumlah rusak yang Produk
2.Menghitung garis pusat (Cental Line/CL) CL=C= n x = Produksi Jumlah Cacat Produksi Jumlah
3.Menghitung batas atas UCL dan menghitung batas
bawah LCL
UCL = = C3 C LCL == C3 C
Contoh Grafik Statistical Quality Control
Diagram Pareto dan Sebab Akibat
Proses pembuatan diagram pareto dapat diuraikan sebagai berikut .
1. Pilih beberapa faktor penyebab dari suatu masalah akibat proses produksi.
2. Kumpulkan data dari masing-masing faktor
dan hitung persentase kontribusi dari masing masing faktor, dengan menggunakan rumus % kerusakan = kerusakan seluruh Jumlah i Jenis Kerusakan Jumlah
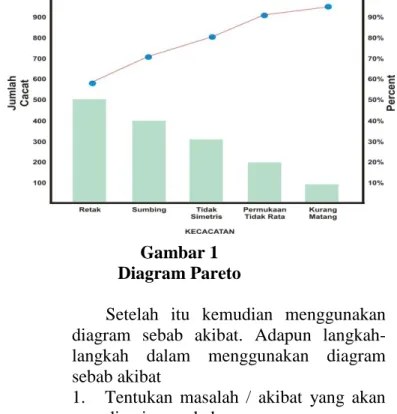
4. Bentuk kerangka diagram berpedoman pada aksis vertikal sebelah kanan , buat garis yang menggambarkan persen kumulatif , dimulai dari 0% pada ujung bawah aksis sebelah kiri sampai 100% diujung atas aksis sebelah kanan.
Gambar 1 Diagram Pareto
Setelah itu kemudian menggunakan diagram sebab akibat. Adapun langkah- langkah dalam menggunakan diagram sebab akibat
1. Tentukan masalah / akibat yang akan dicari penyebabnya.
2. Tentukan group/kelompok
faktor-faktor penyebab utama yang mungkin menjadi penyebab masalah itu
3. Pada setiap cabang tulis faktor-faktor penyebab yang lebih rinci yang dapat menjadi faktor penyebab masalah yang dianalisis.
4. Lakukan analisa dengan
membandingkan data/keadaan dengan persyaratan untuk setiap faktor dalam hubungannya dengan akibat.
Gambar 2
Diagram Sebab Akibat
IV.HASIL DAN PEMBAHASAN
4.1.Penggunaan Diagram Pareto, Diagram Sebab Akibat dan SQC Sebagai Alat Bantu Untuk Mengevaluasi Kinerja Produksi Terhadap Tingkat Mutu Produk yang dihasilkan
Setiap perusahaan dalam melakukan
usahanya mempunyai tujuan yang ingin dicapai baik. Berikut ini adalah penggunaan diagram pareto, diagram sebab akibat dan SQC sebagai alat bantu
untuk mengevaluasi kinerja produksi terhadap tingkat mutu produk yang dihasilkan,yaitu sebagai berikut :
Tabel 4
Jumlah Produksi Cacat Berdasarkan Jenisnya Periode Januari s.d Desember 2010
Periode
Jumlah Produk Cacat
Jenis Produk cacat Kurang
Matang
Tidak Simetris
Retak Sumbing Permukaan
Tidak Rata Januari 95 6 9 43 29 8 Februari 82 3 7 41 28 3 Maret 75 3 7 30 31 4 April 79 5 10 29 30 5 Mei 112 6 10 55 34 7 Juni 85 4 9 38 29 5 Juli 83 1 11 37 30 4 Agustus 95 6 9 34 34 12 September 87 7 8 37 33 2 Oktober 114 7 11 46 41 9 November 91 0 9 40 35 7 Desember 65 0 10 30 20 5 Jumlah 1063 48 110 460 374 71 0.0452 0.1034 0.4327 0.3518 0.0668 Prosesntase 4.52% 10.34% 43.27% 35.18% 6.68%
Sumber : PT Keramika Indonesia Assosiasi
1. Metode Statistical Quality Control (SQC)
Berdasarkan data yang diperoleh, dapat dianalisis bagaimana evaluasi kinerja produksi dalam upaya peningkatan mutu produk. Berikut ini akan di analisis hasil produksi dan jumlah kerusakan produk untuk mengetahui standar mutu.
Cacat C = Akhir Produk Jumlah Rusak yang Produk
Januari : Tingkat Kerusakan =
3010 95
= 0,0316
Februari : Tingkat Kerusakan =
3115 82
= 0,0263
Maret : Tingkat Kerusakan =
2888 75
= 0,0259
April : Tingkat Kerusakan =
2750 79
= 0,0283
Mei : Tingkat Kerusakan =
3000 112
= 0,0373
Juni : Tingkat Kerusakan =
2970 85
= 0,0286
Juli : Tingkat Kerusakan =
2500 83
= 0,0332
Agustus : Tingkat Kerusakan =
2810 95
= 0,0338
September : Tingkat Kerusakan =
2700 87
= 0,0322
Oktober : Tingkat Kerusakan =
2620 114
= 0,0435
November : Tingkat Kerusakan =
2810 91
= 0,0324
Desember : Tingkat Kerusakan =
2780 65 = 0,0234 CL =C = n x = Produksi Jumlah Cacat Produksi Jumlah
C= 33953
1063
= 0,0313
2. Menentukan Batas Pengendalian
a. Batas Atas (Upper control Limit)
UCL = C3 C
UCL = 0,0313 + 3 0,0313 UCL = 0,0562
b. Batas Bawah (Lower Control
Limit)
LCL = C3 C
LCL = 0,0313 - 3 0,0313 LCL = -0,0499
Dari hasil perhitungan tersebut maka diketahui tingkat kerusakan produk sebesar 0,0313 atau 3,13%. UCL sebesar 0,0562 atau 5,62% dan LCL sebesar -0,0499 atau -4,99%. Dengan tingkat kerusakan produk lebih besar dari standar kerusakan yang ditetapkan oleh
perusahaan, maka diasumsikan bahwa
perusahaan belum mengalami peningkatan mutu.
Berikut ini akan digambarkan bagan
Gambar 3
Grafik Perhitungan UCL, LCL, CL
Bagan tersebut dapat diketahui bahwa tingkat kerusakan yang terjadi sebagian besar berada didalam batas kendali.
2.Analisis (Analyze) Diagram Pareto
Data yang diolah untuk mengetahui prosentase jenis produk ditolak dihitung dengan rumus: % kerusakan = kerusakan seluruh Jumlah i jenis kerusakan Jumlah Jenis produk cacat produksi keramik adalah :
Perhitungan = 1063
460
x 100% = 43,27% b. Sumbing sebesar 374 keramik
Perhitungan = 1063
374
x 100% = 35,18 % c. Tidak Simetris sebesar 110 keramik
Perhitungan = 1063
110
x 100% = 10,35% d. Permukaan tidak rata sebesar 71 keramik
Perhitungan = 1063
71
x 100% = 6,68 % e. Kurang matang sebesar 48 keramik
Perhitungan = 1063
48
x 100% = 4,52 %
Gambar 4
Penggunaan diagram pareto ini menunjukan bahwa produk cacat terbesar yaitu pada jenis kecacatan produk yang retak sebesar 43,72%, sedangkan produk yang sumbing sebesar 35,18%, produk tidak simetris sebesar 10,35%, produk dengan permukaan tidak rata sebesar 6,68%, dan adapun produk yang kurang matang sebesar 4,52%. Hal ini disebabkan oleh kurangnya evaluasi kinerja produksi baik dari tenaga kerja yang kurang konsentrasi, mesin yang sudah tua, bahan baku yang berkualitas berbeda-beda, serta metode yang kurang intensif.
3.Analisis Diagram Sebab-Akibat
Gambar 5
Analisis Diagram Sebab Akibat
Berdasarkan analisis evaluasi kinerja produksi keramik dengan menggunakan diagram
Komitmen Kurang Teliti Konsentrasi Menurun Mutu Produk Umur Mesin
Inspeksi Intensitas Tinggi
Servis
Perawatan
Evaluasi tidak menyeluruh Kualitas Air
Kualitas bahan baku yang berbeda
BAHAN BAKU MESIN
sebab akibat diperoleh hasil bahwa yang menyebabkan kecacatan produk yang paling utama adalah mesin yang sudah cukup tua dan digunakan terus menerus tanpa istirahat, karyawan kurang maksimal dan konsentrasi, metode yang masih belum jelas dan tidak adanya inspeksi secara intensif, bahan baku yang kurang teliti dalam memilih yang dapat mempengaruhi proses.
V. SIMPULAN DAN SARAN
5.1. Simpulan
Berdasarkan uraian pembahasan yang teah penulis kemukakan pada bab IV, maka penulis dapat menarik kesimpulkan sebagai berikut:
1.Pada prinsipnya tahapan-tahapan proses kinerja produksi PT Keramika Indonesia Assosiasi tidak jauh berbeda dengan perusahaan lain yang memproduksi produk yang sejenis.
Tahapan-tahapan kerjanya antara lain :
Pengolahan Bahan, Pembentukan, Pengeringan,
Pembakaran, Pembakaran biskuit,
Pengglasiran, sedangkan untuk mengevaluasi kinerja produksi dipengaruhi oleh faktor terutama mesin dan metode yang digunakan. Mesin yang digunakan sudah cukup tua dan umur ekonomis mesin sudah habis masa produksinya dan metode yang masih belum jelas.
2.PT Keramika Indonesia Assosiasi dalam
menjaga mutu produk pada tahun 2010 menghasilkan produk cacat sebesar 1063 buah,
dimana jenis kerusakan terbesar berdasarkan jenis kerusakannya adalah retak sebesar 460 keramik, sumbing sebesar 374 buah, tidak simetris 110 buah, permukaan tidak rata 71 buah, kurang matang 48 hal ini disebabkan beberapa faktor masalah kualitas. Faktor utama yang mempengaruhi mutu produk yaitu mesin yang sudah tua , mutu produk juga dipengaruhi oleh tenaga kerja dan metode.
3. Proses evaluasi produksi yang dilakukan oleh PT. Keramika Indonesia Assosiasi belum maksimal hal ini dapat dilihat melalui bagan
Control Chart , dengan CL sebesar 3,13%, UCL 5,62% sedangkan LCLNya sebesar
-4,99%.Penggunaan diagram pareto dan
diagram sebab akibat menemukan faktor-faktor yang menjadi sebab terjadinya produk cacat diantaranya faktor penyebab utama adalah mesin, metode,bahan baku,dan tenaga kerja 5.2. Saran
Hasil pembahasan yang telah dikemukakan sebelumnya, maka penulis mencoba memberikan
saran dalam membantu perusahaan untuk
mendapatkan hasil produksi yang bermutu dari dalam proses evaluasi kinerja produksi Adapun saran-saran dari penulis untuk perusahaan adalah sebagai berikut :
1. Kinerja Perusahaan dalam melakukan evaluasi kinerja produksi perlu ditingkatkan lagi untuk menjaga mutu produk yang dihasilkan oleh perusahaan. kinerja produksi dipengaruhi oleh
faktor terutama mesin dan metode yang digunakan.
2. Mutu produk Perusahaan dalam memperbaiki
mutu sebaiknya lebih diintensifkan pelaksanaan proses evaluasinya untuk menekan tingkat kerusakan produk. Mesin yang sudah tua sebaiknya dilakukan servis atau perawatan setiap hari, peningkatan keterampilan karyawan dengan pendidikan yang rendah sebaiknya dilakukan pelatihan kerja (job training).
3. Perusahaan dalam melakukan evaluasi jumlah produk cacat sebaiknya memperhatikan faktor utama yang mempengaruhi mutu produk yaitu mesin, karyawan, metode evaluasi kinerja dan bahan baku yaitu mesin yang sudah tua sebaiknya di ganti dengan mesin baru atau
sering dilakukan pemeliharaan secara
intensif,tenaga kerja sebaiknya di berikan pelatihan atau job training serta motivasi dari
pimpinan atau penghargaan bagi yang
berprestasi,metode sebaiknya disusun suatu perencanaan kerja sehingga mudah dalam penyampaian informasi,bahan baku sebaiknya dilakukan secara selektif dan sesuai standar perusahaan secara teliti.