*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
10
RANCANG BANGUN RANGKA ALAT BENDING ROLL MEKANISME OTOMATIS
DESIGN AND MANUFACTURE OF BENDING ROLL AUTO- MECHANISM TOOLS
Azhis Sholeh Buchori1, Susilawati2*, Akbar Maulana3
1,2,3 Jurusan Teknik Perawatan dan Perbaikan Mesin, Politeknik Negeri Subang, Subang
*E-mail Korespondensi:[email protected]
Abstrak. Alat bending roll merupakan alat yang berfungsi melengkungkan (bending) suatu bahan seperti plat baja dan kawat baja yang digunakan sesuai kebutuhan. Tujuan penelitian ini adalah untuk menghasilkan rangka alat bending roll dengan mekanisme otomatis dan penggerak motor listrik. Proses pembuatan dilakukan selama 8 bulan di laboratorium Pemeliharaan Politeknik Negeri Subang. Tahapan pembuatan rangka alat bending roll yaitu:
studi literatur, pembuatan design, membuat work preparation, persiapan alat dan bahan, proses manufaktur, uji kerja alat dan finishing. Rangka pada alat bending roll yang dihasilkan memiliki berat 29,16 Kg dengan pengujian pengerolan pipa galvanis sebanyak 37 kali pengerolan dan penekanan dongkrak 2 mm menghasilkan radius 39,235 cm. hasil dari pengujian plat baja dengan pengerolan 20 kali (1 kali pengerolan dihitung bolak-balik) dan penekanan dongkrak 4 mm menghasilkan radius 51,459 cm.
Kata Kunci. Alat bending roll, manufaktur, motor listrik
Abstract. The bending roll tool is a tool that functions to bend material such as steel plate and steel wire that is used as needed. The purpose of this research is to produce a bending roll frame with an automatic mechanism and an electric motor drive. The manufacturing process was carried out for 8 months in the Subang State Polytechnic Maintenance laboratory. The stages of making bending roll tool frame are: literature study, making design, making work preparation, preparing tools and materials, manufacturing processes, testing tools and finishing work. The result of the study is the frame which has 29,16 Kg of weight and the testing work with the rolling test of the galvanized pipe 37 times and the pressure of the jack 2 mm produces a radius of 39.235 cm. The results of testing the steel plate with 20 times rolling (1 time rolling counted back and forth) and 4 mm jack pressure produces a radius of 51.459 cm.
Keyword: Bending roll tool, manufacture, electric motor
Pendahuluan
Kabupaten Subang merupakan daerah yang berpotensi untuk dikembangkan sebagai daerah kawasan industri ditandai dengan dibangunnya pelabuhan Patimban yang membuat kawasan industri semakin berkembang terurtama dalam bidang manufaktur. Hal tersebut berpengaruh juga terhadap industri skala kecil di bidang manufaktur yang semakin berkembang sesuai dengan kebutuhan.
Proses manufaktur adalah sebuah prosedur yang dirancang untuk menghasilkan perubahan fisik dan atau kimia pada pekerjaan material untuk meningkatkan nilai jual material tersebut (Susilawati, 2019). Proses manufaktur meliputi berbagai proses yang dikelompokkan menjadi proses pengecoran, pembentukan, pemotongan, penyambungan, perlakuan fisik dan proses pengerjaan akhir atau finishing.
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
11 Salah satu proses pembentukan logam
yang banyak dibutuhkan yaitu proses bending roll. Menurut Bambang Sulaksono (2016), ada sebagian industri masih menggunakan pengerjaan roll secara manual, dikarenakan harga mesin secara semi-otomatis atau otomatis masih mahal. Namun dilihat dari proses pengerjaannya alat manual masih memiliki beberapa kelemahan, diantaranya hasil atau bentuk pipa yang dibuat tidak selalu seragam dan memiliki ukuran yang berbeda-beda tiap kali proses pembentukan ke bentuk lingkaran maupun setengah lingkaran sehingga tidak presisi yang mengakibatkan proses produksi tidakmaksimal. Alat bending roll merupakan salah satu bentuk mesin/alat yang digunakan untuk proses pengerolan bahan logam yang semula dalam wujud lonjoran lurus berubah menjadi lengkung dan melengkungnya bahan yang dirol disesuaikan dengan kegunaan dan kebutuhan. Dalam proses pengerolannya dibutuhkan penekanan pada bagian yang akan dibuat melengkung (Ahmad Mustaqim, 2012).
Pengerolan merupakan proses pembentukan bahan hingga berbentuk lingkar biasanya pipa yang banyak dilakukan untuk membuat komponen- komponen industri maupun rumah tangga misalnya membuat konstruksi, kanopi, pagar, kursi dan komponen lainnya yang menggunakan bahan logam. Proses pembentukan ini dilakukan dengan memberi beban melampaui kekuatan elastisnya yaitu pada daerah plastis (Sodiq Kuntoro & Masruki Kabib, 2018).
Pengerjaan pengerolan pada umumnya dilakukan pada bahan pipa yang kerap digunakan dalam pembuatan pagar, teralis, jendela, sepeda, becak, kanopi, pembuatan alat atau mesin dan lain sebagainya. Berdasarkan hasil observasi di Kabupaten Subang yang dilakukan
pada bulan Februari 2020, terdapat lima bengkel di bidang industri manufaktur di daerah Subang yaitu: bengkel las Sinar Jaya yang terletak di Dangdeur-Subang, bengkel las Aceng di Karanganyar- Subang, bengkel las Mekar Jaya di Dangdeur, Pintu-Uyuh-Subang, bengkel las dan TB Paten 313 di Cigadung- Subang dan bengkel las Raka Mandiri di Soklat-Subang, dari kelima bengkel tersebut baru satu bengkel yang memiliki alat bending roll yaitu di bengkel las dan TB Paten 313 hal tersebut dikarenakan harga alat bending roll dengan penggerak motor listrik yang beredar dipasaran masih belum terjangkau karena terlalu mahal yaitu mencapai Rp. 19.250.000;
(Sembilan Belas Juta Dua Ratus Lima Puluh Ribu Rupiah). Dalam proses pembuatannya dibutuhkan perancangan yang sesuai dengan kebutuhan pengguna, pemilihan material yang baik serta proses manufaktur untuk menciptakan alat yang sudah dirancang. Penelitian ini bertujuan untuk menciptakan alat pengerolan otomatis dengan motor listrik sebagai penggeraknya untuk mengerol plat baja dan kawat baja.
Metodologi Penelitian
Penelitian ini dilakukan selama enam bulan yaitu pada bulan Januari hinggan Juli tahun 2020. Tempat pelaksanaan penelitian dilakukan di Laboratorium Manufaktur Jurusan Teknik Perawatan dan Pernbaikan Mesin, Politeknik Negeri Subang dan di bengkel las Karya Mandiri, Rawa Badak, Subang. Tahapan Penelitian terdiri dari:
a. Pengumpulan data melalui tiga teknik yaitu: (1) teknik studi literature untuk mendapatkan data mengenai alat bending roll yang bersumber dari mulai buku dan beberapa sumber dari internet berupa jurnal dan artikel yang sudah diuji dan kebenarannya dapat
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
12 dipertanggungjawabkan; (2) teknik
observasi dilakukan dengan mendatangi beberapa bengkel di Kab. Subang untuk mendapatkan data kondisi alat bending roll di setiap bengkel tersebut; (3) teknik wawancara dilakukan kepada pemilik bengkel las di daerah Kab. Subang untuk mendapatkan data kebutuhan alat bending roll oleh setiap bengkel sebagai user.
b. Proses perancangan atau desain alat bending roll yang terdiri dari beberapa tahapan, yaitu: (1) tahap konsep desain mencakup spesifikasi fungsi dan prinsip kerja produk serta identifikasi material sesuai dengan kebutuhan pengguna; (2) tahap perwujudan desain (embodiment process) terdiri dari pengembangan tata letak komponen, skala bentuk, analisis perakitan dan optimalisasi fungsi; dan (3) detail desain mencakup pemeriksaan komponen, pemilihan material yang lebih spesifik, optimalisasi kerja dan penentuan biaya (Susilawati, 2019).
c. Pembuatan work preparation (WP).
WP disusun sebagai pedoman dalam proses manufaktur karena di dalam WP terdapat gambar kerja, alat, bahan dan mesin yang akan digunakan, perhitungan parameter pemotongan, langkah kerja serta Keselamatan dan Kesehatan Kerja (K3) (Susilawati, 2020).
d. Persiapan alat dan bahan sesuai dengan yang tercantum dalam WP.
Alat dan bahan yang digunakan yaitu sebagai berikut:
Tabel 1. Alat dan Bahan
6. Meteran roll Dempul 7. Penggaris siku Cat 1 liter
8. Spidol Thinner 1
9. Palu Mata bor
10. Ragum Besi
11. Kacamata las 12. Penitik
13. Sarung tangan 14. Jangka sorong
e. Proses manufaktur rangka alat bending roll sesuai dengan langkah kerja yang tertuang di dalam WP mencakup: pengukuran bahan, pemotongan bahan, penyambungan bahan, proses perakitan (assembly) dan finishing pada proses manufaktur. Dalam proses assembly penting halnya untuk membaca gambar detail yang sudah dibuat, sehingga part-part dapat terhubung dengan baik dan benar (Yusuf Eko N., Mario Sariski D., 2018).
f. Uji kerja alat yang merupakan tahapan akhir dalam proses pengerjaan dengan tujuan untuk menguji kinerja alat atau uji jalan pada alat dan menguji kekuatan rangka alat. Hal ini sangat penting dilakukan untuk mengetahui kinerja alat bending roll dan meneliti jika ada permasalahan dan kekurangan pada alat bending roll.
g. Finishing meliputi pemeriksaan keseluruhan komponen-komponen yang sudah terpasang pada alat bending roll. Gambar di bawah ini merupakan flow chart tahapan penelitian:
No Alat Bahan
1. Mesin Las Elektroda 2. Mesin gerinda Besi 3. Mesin gerinda Besi siku
4. Mesin bor Batu
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
13 5. Mesin bor Ampelas
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
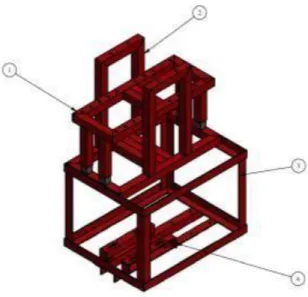
14 Gambar 2. Desain Rangka Alat
Bending Roll
Berdasarkan gambar di atas dapat dilihat desain rangka terdiri dari empat komponen yaitu: (1) rangka gerak; (2) rangka tetap; (3) rangka kaki; (4) rangka dudukan untuk motor listrik dan reducer.
Dimensi rangka yang dihasilkan yaitu sebagai berikut:
Tabel 2. Dimensi Rangka
Gambar 1. Flow chart Penelitian Hasil dan Pembahasan
a. Desain Rangka Alat Bending Roll Desain rangka alat bending roll dibuat menggunakan software Autodesk Inventor 2018. Desain rangka alat bending roll dapat dilihat pada Gambar 2. Berikut:
Desain rangka yang dibuat telah memenuhi tuntutan ergonomis dari desain rangka (Darmawan, 2004) yaitu: (1) alat tidak memerlukan ruangan yang luas atau lebar karena ukurannya tidak terlalu besar; (2) alat bersifat portable sesuai dengan kebutuhan produksi; dan (3) alat membutuhkan dua orang operator sebagai pemutar handle dan pembantu. Selain itu desain rangka juga memenuhi tuntutan konstruksi yaitu dapat menahan beban dan
Mulai
Uji Kerja
Selesai Finishing Proses Manufaktur Persiapan Alat dan Bahan
Penyusunan Work Preparation Proses Perancangan
Pengumpulan Data
No Bagian Rangka Dimensi (mm) 1. Rangka gerak 235 x 640 x 210 2. Rangka tetap 340 x 640 x 475 3. Rangka kaki 500 x 640 x 400 4. Rangka dudukan 640 x 300
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
15 getaran saat alat dioperasikan,
perawatan dapat dilakukan secara langsung tanpa harus membongkar komponen alat satu per satu.
b. Manufaktur Rangka Alat Bending Roll
Setelah membuat desain, kemudian dibuat work preparation (WP) di dalam WP terdapat alat dan bahan serta langkah kerja yang dilakukan dan parameter perhitungan yang digunakan sesuai dengan K3.
Adapun alat dan bahan yang digunakan dalam proses manufaktur rangka alat bending roll yaitu sebagai berikut:
Proses pembuatan rangka yaitu sebagai berikut:
1) Pembuatan rangka gerak
Proses pembuatan rangka gerak terdiri dari pengukuran, penggerindaan, pemotongan, drilling, dan pengelasan.
Gambar 3. Pemotongan bahan
Gambar 4. Pengelasan untuk Kaki Rangka Gerak
2) Pembuatan rangka tetap
Proses pembuatan rangka tetap terdiri dari pekerjaan pengukuran,
pemotongan, drilling, penggerindaan serta pengelasan.
Gambar 5. Pekerjaan menitik dan drilling
Gambar 6. Pengelasan Rangka Gerak 3) Pembuatan rangka kaki
Proses pembuatan rangka kaki meliputi pengukuran, pemotongan, pengelasan, penggerindaan dan pemasangan roda pada kaki.
Gambar 7. Pekerjaan pemotongan
Gambar 8. Pengelasan dan pemasangan roda
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
16 4) Pembuatan rangka dudukan
Rangka dudukan berfungsi sebagai dudukan motor listrik. Pembuatan rangka dudukan terdiri dari pekerjaan pengukuran, pemotongan, drilling, pengelasan, dan penggerindaan.
Gambar 12. Alat Bending Roll
Gambar 9. Penggerindaan pada Rangka Dudukan 5) Finishing rangka
Proses finishing terdiri dari pekerjaan pendempulan, penghalusan dengan ampelas dan pengecatan.
Gambar 10. Pendempulan Rangka
Gambar 11. Pengecatan Rangka
Diketahui berat keseluruhan rangka yaitu sebesar 29,16 Kg. Prinsip kerja alat bending roll yaitu ketika benda kerja dimasukkan ke dalam roller lalu akan ditekan oleh 2 roller sebagai penekan yang digerakkan oleh dongkrak dan 1 roller sebagai penggerak yang digerakkan oleh motor listrik. Proses bending dilakukan dengan memberikan tekanan kepada benda kerja dengan cara menaikkan dongkrak selanjutnya hidupkan motor listrik, lakukan proses bending dengan mengganti arah putaran motor menggunakan switch dan beri tekanan pada benda dengan menaikkan dongkrak ketika sudah 1- 2 putaran ke kiri/kanan.
c. Uji Kerja Alat
Pengujian dilakukan menggunakan 2 benda kerja yaitu pipa galvanis dan plat baja.
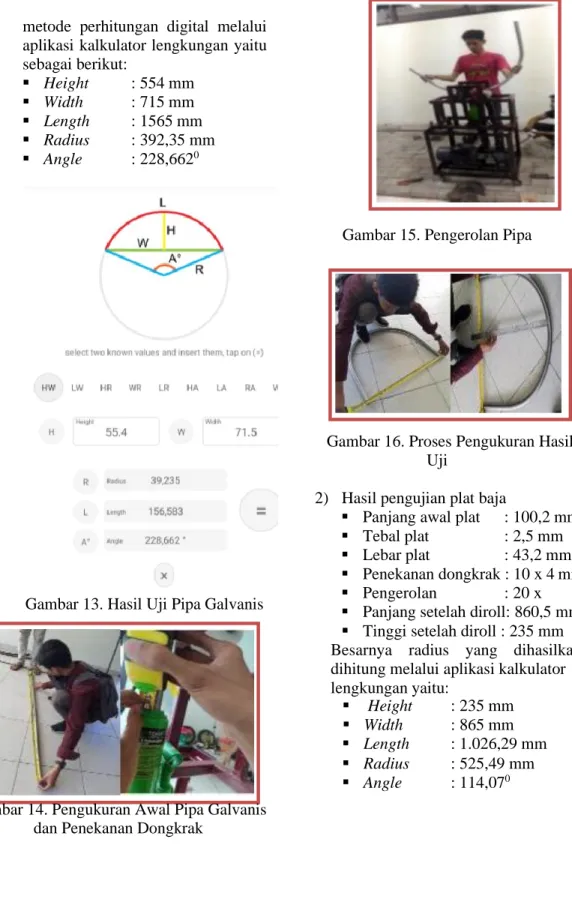
1) Hasil pengujian pipa galvanis
▪ Panjang awal pipa : 1.565 mm
▪ Tebal pipa : 1,25 mm
▪ Diameter pipa : 25,4 mm
▪ Penekanan dongkrak : 10 x 2 mm
▪ Pengerolan : 10 x
▪ Panjang setelah diroll: 715 mm
▪ Tinggi setelah diroll : 554 mm Besarnya radius dari hasil pengerolan dapat diketahui dengan
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
17 metode perhitungan digital melalui
aplikasi kalkulator lengkungan yaitu sebagai berikut:
▪ Height : 554 mm
▪ Width : 715 mm
▪ Length : 1565 mm
▪ Radius : 392,35 mm
▪ Angle : 228,6620
Gambar 13. Hasil Uji Pipa Galvanis
Gambar 15. Pengerolan Pipa
Gambar 16. Proses Pengukuran Hasil Uji
2) Hasil pengujian plat baja
▪ Panjang awal plat : 100,2 mm
▪ Tebal plat : 2,5 mm
▪ Lebar plat : 43,2 mm
▪ Penekanan dongkrak : 10 x 4 mm
▪ Pengerolan : 20 x
▪ Panjang setelah diroll: 860,5 mm
▪ Tinggi setelah diroll : 235 mm Besarnya radius yang dihasilkan dihitung melalui aplikasi kalkulator lengkungan yaitu:
G
▪ Height : 235 mm
▪ Width : 865 mm
▪ Length : 1.026,29 mm
▪ Radius
▪ Angle
: 525,49 mm : 114,070 ambar 14. Pengukuran Awal Pipa Galvanis
dan Penekanan Dongkrak
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
18 Gambar 17. Hasil Uji Plat Baja
Gambar 18. Pengerolan Plat Baja
Gambar 19. Pengukuran Hasil Uji
Simpulan dan Saran Simpulan:
1. Desain rangka dibuat dengan software Autodesk Inventor 2018.
Komponen rangka terdiri dari rangka gerak, rangka tetap, rangka kaki dan
rangka dudukan. Desain rangka disesuaikan dengan tuntutan ergonomis dan konstruksi dari sebuah alat.
2. Alat bending roll dibuat dengan mekanisme otomatis menggunakan penggerak motor listrik dengan reducer, dongkrak sebagai penekan dan 3 buah roller sebagai tempat pipa dengan dimensi maksimal 1 inchi.
Total berat keseluruhan rangka 29,16 Kg. Sehingga memudahkan operator dalam mengoperasikan alat, lebih cepat dari alat bending manual.
3. Pengujian alat bending roll dengan melakukan pengerolan terhadap pipa galvanis dan plat baja berjalan dengan baik. Hasil dari pengujian pipa galvanis dengan pengerolan 37 kali pengerolan dan penekanan dongkrak 2mm menghasilkan radius 39,235 cm. Hasil dari pengujian plat baja dengan pengerolan 20 kali (1x pengerolan dihitung bolak-balik) dan penekanan dongkrak 4 mm menghasilkan radius 51,459.
Saran
1. Diperlukan pergantian kopling yang baru pada alat bending roll karena diameter kopling yang ada masih longgar ketika dipasangkan pada poros motor listrik, sehingga pada saat pengujian baut pengunci pada kopling sering kendur dan proses roll kurang maksimal.
2. Agar proses pengerolan lebih mudah dan tidak ada hambatan maka permukaan benda kerja yang diuji harus dalam keadaan rata atau tidak penyok.
3. Untuk meningkatkan keselamatan kerja, diperlukan penambahan komponen penutup pada bagian sprocket dan rantai yang berkaitan dengan safety factor alat.
*Penulis Korespondensi
Diterima : Juli 2020 Disetujui : Januari 2021. Dipublikasikan : Febuari 2021
19 Daftar Pustaka
Harsokoesoemo, Darmawan H. (2004), Pengantar Perancangan Teknik (Perancangan Produk), Edisi II, Bandung: ITB.
Kuntoro, S., & Kabib, M. (2018).
Analisis Kekuatan Dies Frame Link Pada Mesin Roll Pipa 2 In Penggerak Hidrolik Dengan Metode Elemen Hingga. Simetris:
Jurnal Teknik Mesin, Elektro dan Ilmu Komputer, 9(2), 941-946.
Mustaqim, A. (2012). Perancangan Alat/Mesin Pengerol Pipa.
Universitas Negeri Yogyakarta, Yogyakarta.
Nurcahyo, Y. E., & Ellianto, M. S. D.
(2018). Rancang Bangun Mesin Roll Bending Portable. Teknika:
Engineering and Sains Journal, 2(2), 109-114.
Sulaksono, B. (2016). Proses Manufaktur Mesin Roll Bending Pipa Model Vertikal dengan jenis pipa Stainless Steel Diameter ¾ inchi.
Mekanikal: Jurnal Ilmiah Teknik Mesin, 14(2), 47-51.
Susilawati, S., Buchori, A. S., &
Yudianto, O. (2019). Proses Manufaktur Alat Pelepas Seal Suspensi Depan Jenis Telescopic Fork Sepeda Motor. Jurnal Ilmiah Ilmu dan Teknologi Rekayasa, 2(1).
Susilawati, S., & Buchori, A. S. (2019).
Design and Application of Special Service Tools (SST) for Telescopic Front Fork.
Automotive Experiences, 2(2), 53-58.
Susilawati, S., Ardin, M. B., Wibawa, S.
S. S., & Septiana, R. (2020).
Proses Manufaktur Mesin Pemipil Jagung. Jurnal Ilmiah Ilmu dan Teknologi Rekayasa, 3(1).