Mechanical performance of multiscale basalt fiber–epoxy laminates
containing tourmaline micro/nano particles
I.D.G. Ary Subagia
a,b, Leonard D. Tijing
a,c, Yonjig Kim
a,d,⇑, Cheol Sang Kim
a, Felipe P. Vista IV
e,
Ho Kyong Shon
ca
Division of Mechanical Design Engineering, College of Engineering, Chonbuk National University, 567 Baekje-daero, Deokjin-gu, Jeonju, Jeonbuk 561-756, Republic of Korea bMechanical Engineering, Faculty of Udayana University, Denpasar, Bali, Indonesia
c
School of Civil and Environmental Engineering, University of Technology, Sydney (UTS), P.O. Box 123, Broadway, NSW 2007, Australia d
Advanced Wind Power System Research Center, Chonbuk National University, Jeonju, Jeonbuk 561-756, Republic of Korea e
Department of Electronic Engineering, College of Engineering, Chonbuk National University, 567 Baekje-daero, Deokjin-gu, Jeonju, Jeonbuk 561-756, Republic of Korea
a r t i c l e
i n f o
Article history:
Received 7 November 2012
Received in revised form 7 October 2013 Accepted 25 October 2013
Available online 5 November 2013
Keywords:
A. Particle-reinforcement B. Mechanical properties
a b s t r a c t
In this study, the effect of different tourmaline (TM) micro/nano particle loading (i.e., 0.5–2 wt%) on the tensile and flexural properties of a basalt fiber-reinforced epoxy composite laminate (BFRP) was investi-gated. The TM/basalt/epoxy laminates were fabricated by impregnating woven basalt fibers into epoxy resin mixed with TM particles via vacuum assisted resin transfer molding. Tensile and flexural tests were performed according to ASTM standards. Fracture surfaces were characterized by scanning electron microscopy and energy dispersive spectroscopy. The results showed significant improvement in both ten-sile and flexural strength and modulus when tourmaline particles where incorporated in the basalt/epoxy composite. The best result was obtained at 1 wt% TM loading with surfactant (i.e., C4) showing an increase of16% in both tensile and flexural strength, and 27.4% and 153.3% increase in tensile and flex-ural modulus, respectively, compared to neat basalt/epoxy composite. The enhanced performance of TM/ basalt/epoxy laminates is attributed to a good dispersion of TM particles in the epoxy matrix providing increased surface area for strong interfacial interaction and good load transfer.
Ó2013 Elsevier Ltd. All rights reserved.
1. Introduction
Fiber-reinforced polymeric composites (FRCs) are used in many applications such as in aerospace, automotive, marine, recreational equipment, construction, and other high performance applications due to their high stiffness to weight ratio and their ease of process-ing[1,2]. For epoxy-based laminates, fibers such as carbon fiber, glass fiber, and basalt fiber have been used as filler materials to im-prove the overall properties of the composite laminate. Due to environmental concerns, recent research has been on the use of natural fibers for polymer reinforcement[3]. Flax and hemp fibers are good natural fiber reinforcement materials having acceptable mechanical properties and low cost, however, there is difficulty in maintaining their properties when exposed to high temperature. They are also sensitive to humidity, as well as some experiencing adhesion problem with a polymer matrix[4]. Among the natural fibers, basalt fiber (BF) has been considered as a potential rein-forcement of composite materials because of the following
proper-ties: good strength, excellent fiber–resin adhesion, sound insulation properties, low water absorption [5], good resistance to chemical attack, ecologically friendly, free from carcinogens and health hazards, high operating temperature range, and can be produced at considerably lower cost than carbon fiber [6–9]. Basalt fibers offer an excellent alternative to carbon fibers in differ-ent applications. BF is known to have higher tensile strength than E-glass fiber and has larger strain-to-failure than carbon fiber[7]. The excellent heat resistance and low water absorption of basalt fibers make them suitable as thermal insulation materials and hot fluid conduits[6]. Basalt fibers also showed potential as rein-forcement for concrete mixture, which could provide high fire res-itance. A recent study showed an increase in load-carrying capacity and deflection ductility of timber beams when reinforced with nat-ural fibers including basalt fibers[10]. BFRPs can be utilized in heat shield, thermal insulating barriers and as fire protection [8,11]. Moreover, BFRPs showed good potential as an alternative to glass FRP bars for reinforcing concrete structures, especially those struc-tures exposed to repeated load during service such as bridges and parking garages[12]. Additionally, BFRPs can be used as a jacket bonded around concrete columns to enhance their seismic perfor-mance [13]. Thus, BFRPs can potentially replace glass fiber
1359-8368/$ - see front matterÓ2013 Elsevier Ltd. All rights reserved.
http://dx.doi.org/10.1016/j.compositesb.2013.10.034
⇑ Corresponding author at: Division of Mechanical Design Engineering, College of Engineering, Chonbuk National University, 567 Baekje-daero, Deokjin-gu, Jeonju, Jeonbuk 561-756, Republic of Korea. Tel.: +82 63 270 4763; fax: +82 63 270 2460.
E-mail address:[email protected](Y. Kim).
Contents lists available atScienceDirect
Composites: Part B
reinforced polymers for various applications such as in aerospace, construction, transportation, automotive, and shipbuilding.
In recent years, the use of multiple reinforcement length scales has been extensively explored in the design of composite lami-nates with improved properties[1,14–17]. Research in nanocom-posites, where micro or nanoparticles (NPs) are incorporated in the polymeric matrix has generated vast interest in the past two decades[18]. It opens a new paradigm to tailor the polymer matrix to have optimized properties[19]. Organic or inorganic nanoparti-cles that have high surface-to-volume ratio are used as filler mate-rials, and when incorporated in a polymer matrix can provide synergistic properties that are difficult to obtain separately from their individual components[20,21]. Studies using carbon nano-tubes (CNTs) and carbon nanofibers (CNFs) as fillers in polymer composites have reported improved mechanical, electrical and thermal properties of the resulting composites[19,22–25]. Bekyar-ova et al.[15]selectively deposited CNTs on woven carbon fabric by electrophoresis, and fabricated a CNT/carbon fabric/epoxy com-posite via a vacuum-assisted resin transfer molding (VARTM) pro-cess. The multiscale composite showed a 30% enhancement in interlaminar shear strength relative to carbon fiber-reinforce com-posite polymer (CFRP) and demonstrated significantly improved out-of-plane electrical conductivity. Other reports also indicated that surface chemical modification of nanoparticles significantly helps in the better dispersion of NPs in the polymeric matrix resulting in enhanced properties of the composite[14,26,27].
Many studies have attempted to enhance the properties of com-posite materials by incorporating nanoclays in the polymeric ma-trix. Inorganic nanoparticles such as nanoclays have gained wide interest as potential reinforcing materials because of their low cost and ease of fabrication[28]. In the present study, nonwoven basalt fiber/epoxy laminates dispersed with 0.5–2.0 wt% tourmaline mi-cro/nanoparticles were fabricated by vacuum assisted resin trans-fer molding (VARTM). Tourmaline (TM) is a polar crystalline material belonging to a group of silicate minerals compounded
with many elements called cyclosilicates [29,30]. In a previous study[31], the incorporation of tourmaline NPs in polyurethane nanofibers increased the mechanical properties of the nanocom-posites. Furthermore, since TM is hydrophilic in nature, the result-ing TM/PU nanofibrous mats showed increased hydrophilicity with the increase of TM NP content in the nanofiber. Here, we investi-gated the effect of the incorporation of tourmaline micro/nano par-ticles in a basalt fiber-reinforced-epoxy matrix on the mechanical properties (i.e., tensile and flexural properties) of the composite laminates. The fractured surfaces were characterized by scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS).
2. Experimental
2.1. Materials
Basalt fiber (EcoB4-F210, woven, 210 ± 10 g/m2) and tourmaline
powder (TM, 325 mesh) were purchased from Seco-Tech, Korea and UBS Inc., Co., Ltd., Korea, respectively. The size of as-received TM particles was about 900 nm–8
l
m. The epoxy resin (HTC-667C) and modified aliphatic amine hardener were provided by Jet Korea Co., Korea. Acetone (Junsei, Japan) was used to initially disperse the TM NPs before mixing with epoxy resin. Triton X-100 was used as a surfactant and was purchased from OCI Com-pany, Ltd., Korea. All chemicals and materials were used as received.2.2. Fabrication of composite laminate
Tourmaline particles were first dispersed in 50 ml acetone by using a homogenizer operating at 10,000 rpm for 30 min. The high shear force from the homogenizer helps in breaking down the agglomerated TM particles and reduces their size, and properly
Fig. 1.Schematic layout of the preparation and fabrication process of the BFRP and composite laminates.
Table 1
Composition and name convention of the laminates used in the present study.
Sample Name convention Concentration of TM particles with respect to epoxy resin (wt%) Basalt-fiber reinforced plastic (composite) BFRP 0
Basalt/epoxy composite with 0.5 wt% TM (no surfactant) C1 0.5 Basalt/epoxy composite with 1.0 wt% TM (no surfactant) C2 1.0 Basalt/epoxy composite with 2.0 wt% TM (no surfactant) C3 2.0
disperses the TM particles in the solution. The TM solution was then mixed with the epoxy/acetone solution (without hardener) and was stirred overnight. The TM/epoxy/acetone solution was de-gassed in a dry oven at 60°C for 30 min to evaporate the acetone. A
hardener was then added to the solution and was mixed by manual stirring and then was again degassed for 45 min in a dessicator yner vacuum to release the trapped bubbles. The concentration of TM particles was varied from 0.5 wt% to 2 wt% with respect to the epoxy/hardener solution. Additionally, to check the effect of surfactant in the dispersion of TM particles, one sample was pre-pared with Triton X-100 added to the TM/expoxy/acetone solution containing 1 wt% TM particles. The Triton X-100 to TM ratio in solution was 5:1.
Fig. 1shows a schematic of the preparation and fabrication pro-cess of the present samples. Composite laminates were fabricated via a VARTM process. First, 10 layers of basalt fabric with a size of 250 mm250 mm were stacked in the VARTM stainless steel plate mold (size: 300 mm300 mm), and were wrapped with vac-uum bagging film using a sealant tape (AT200Y). The TM/epoxy solution was then injected into the mold through a vacuum pump ( 80 kPa) for 30–40 min. The prepared panel (i.e., molded mate-rial) was cured in an autoclave at 65°C for 2 h. For comparison,
neat basalt/epoxy laminate (BFRP) was also prepared as the con-trol.Table 1shows the composition and name conventions of the samples prepared in this study.
2.3. Measurements and characterization
Tensile test was performed according to ASTM D 3039M-00[32] using a universal testing machine (Unitech–M, R&B). The compos-ite plates were cut into dog-bone shape test specimens (L= 165 mm) by water jet cutting. At least five specimens were tested for each sample and the average of which is reported here. The test was conducted at a crosshead speed of 2 mm/min at room temperature.
Flexural (three-point bending) test was carried out according to ASTM D970[33]. The average of at least five measurements of each laminate sample is reported here. Rectangular shape (L= 76.2 mm, W= 12.7 mm) specimens were used. The crosshead speed was maintained at 3 mm/min.
Scanning electron microscopy (SEM, JEOL JSM-5900) was uti-lized to characterize the morphological structure of the tourmaline particles and the cross-section of the fracture surface of the com-posite laminates. The elements at the cross-section of the samples were analyzed by energy dispersive X-ray spectroscopy (EDS) at-tached to SEM machine.
3. Results
Fig. 2 shows typical tensile stress–strain curves of BFRP and composite samples. Here, the stress linearly increased with increasing strain until reaching failure for all samples. BFRP
Fig. 2.Typical tensile stress–strain curves of the laminates: (a) BFRP; (b) C1, 0.5 wt% TM/basalt/epoxy laminate; (c) C2, 1.0 wt% TM/basalt/epoxy; (d) C3, 2.0 wt% TM/basalt/epoxy, and; (e) C4, 1.0 wt% TM/basalt/epoxy + surfactant. The inset shows the respective optical images of the fractured specimens.
Fig. 3.Average tensile strength and modulus of the BFRP and TM particle-reinforced composite laminates.
Table 2
Summary of the tensile and flexural properties of BFRP and TM particle-reinforced composite laminates.
Sample Tensile properties Flexural properties Tensile strength
(MPa)
% Gain/loss in strength (±)
Modulus (GPa)
% Gain/loss in modulus (±)
Flexural strength (MPa)
% Gain/loss in strength (±)
Modulus (GPa)
% Gain/loss in modulus (±) BFRP 307.5 ± 8.8 0 14.3 ± 0.48 0 229.3 ± 6.0 0 6.5 ± 0.17 0 C1 325.7 ± 4.9 +5.9 13.1 ± 1.0 8.4 232.2 ± 14.8 +1.3 13.6 ± 0.88 +110.1 C2 331.0 ± 11.1 +7.6 17.0 ± 0.27 +19.2 239.7 ± 11.8 +4.5 14.7 ± 0.21 +126.9 C3 338.9 ± 22.1 +10.2 17.5 ± 0.82 +22.6 252.9 ± 6.3 +10.3 15.4 ± 0.53 +137.7 C4 357.2 ± 3.1 +16.1 18.2 ± 0.92 +27.4 266.1 ± 15.8 +16.0 16.4 ± 0.59 +153.3
showed the lowest tensile strength, while the incorporation of TM particles has increased the tensile strengths of the composites. Fig. 3shows the average tensile strength and Young’s modulus of the present samples. The basalt/epoxy laminate (i.e., BFRP) shows a tensile strength and modulus of 308 ± 9 MPa and 14 ± 0.5 GPa,
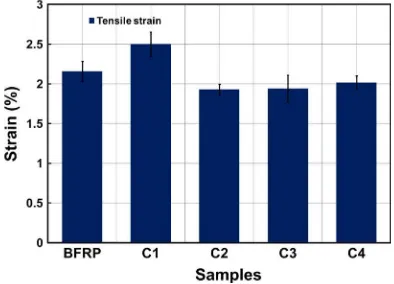
respectively. The incorporation of tourmaline particles in the com-posite laminate showed increasing trend for both tensile strength and modulus with the increase of TM content. The composite lam-inates showed an increase in tensile strength of 5.9%, 7.6%, 10.2%, and 16.1% for C1, C2, C3, and C4, respectively compared to that of BFRP (seeTable 2). The modulus of elasticity is shown to contin-ually increase with the increase of the TM content. One interesting result is that with the increase in tensile strength and modulus of composite laminates, there was negligible effect on the tensile strain of the composites (seeFig. 4). From among the samples, C4, i.e., with the use of surfactant to disperse TM particles, showed the best results in the improvement of tensile strength and Young’s modulus. The surfactant helped in making the TM particles more hydrophilic, thus improving their dispersibility in the epoxy matrix.
Flexural (3-point) bending tests were performed to check the effect of TM filler particles on the stiffness and strength of compos-ite laminates. Fig. 5 shows the average flexural strength and Young’s modulus of the present samples. The flexural strengths of the composite laminates increased by 1.3%, 4.5%, 10.3%, and 16% for C1, C2, C3, and C4, respectively relative to BFRP (see Ta-ble 2). The composite laminates also showed significant improve-ment in the Young’s modulus from bending. The modulus of BFRP was 6.5 GPa, but when different concentrations of TM parti-cles were loaded, the modulus of composite laminates was
Fig. 5.Average flexural strength and modulus of the BFRP and TM particle-reinforced composite laminates.
13.6 GPa, 14.7 GPa, 15.4 GPa, and 16.4 GPa, for C1, C2, C3, and C4, respectively. This translates to an increase of 110–153% in modulus relative to BFRP. Similar to the results in tensile test, C4 showed the highest improvement in flexural properties from all the samples. The increased flexural properties signify that TM particles were homogeneously dispersed in the epoxy matrix.
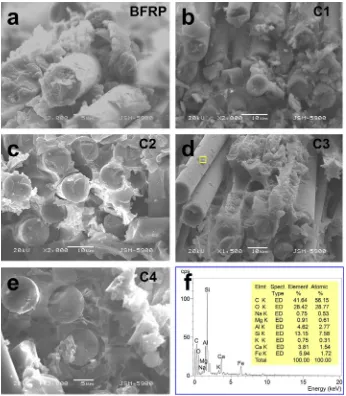
Fig. 6shows the SEM images of the fractured surfaces of the BFRP and composite laminates after tensile test. In BFRP (Fig. 6a), a fracture at the resin was observed, with fiber–matrix interfacial debonding, and separation and fracture of fibers. The composite laminates with different TM particle contents without surfactant (Fig. 6b–d) showed better fiber–matrix bonding. A few fiber delam-ination in C2 was found. Some TM particle agglomeration could be seen at C3 (Fig. 6d) and voids as well. In C4 (Fig. 6e, i.e., with sur-factant), the fibers were observed to be between the basalt fiber fil-aments and were tightly packed with very good fiber–matrix interfacial bonding. The EDS spectra (seeFig. 6f) of the boxed area inFig. 6d confirmed the presence of TM particles on the surface of basalt and in the epoxy matrix showing the elemental components of TM.Fig. 7shows the fracture surfaces of the present samples after flexural test. BFRP (Fig. 7a) showed some fiber pull-outs and voids, and fiber–matrix debonding. In C1 (Fig. 7b), some delamina-tion and cracks were seen to occur in the composite. Some broken fibers are observed in C2 (Fig. 7c), which relates to strong interfa-cial bonding with TM/epoxy matrix, i.e., less fiber pull-outs. A good epoxy-fiber bonding and well-impregnated TM particles were ob-served in C4 (Fig. 7d).
4. Discussion
The technology in micro/nano particle reinforcement in poly-mer matrix can be categorized into inorganic layered clay technol-ogy, carbon nanotubes (CNTs), carbon nanofibers (CNFs), and metal particle technology[34–37]. Due to lower cost and ease of fabrica-tion, several inorganic particles have been used for composite rein-forcement such as silica NPs, alumina NPs, boron nitride, and nanoclays to improve the properties of the composite materials [34]. Dean and colleagues [1] reported an increase of 31% and 24% in flexural modulus and flexural ultimate strength, respec-tively when they incorporated 2% silicate loading in carbon
fiber-reinforced epoxy laminate. Shahid et al.[38]investigated the effect of chemically-functionalized alumina nanoparticles (carboxylate– alumoxanes) on the performance of CFRP materials. They con-cluded that the miscibility of alumoxane nanoparticle in the resin is of prime importance in the mechanical performance of the com-posite. They also suggested that <5% loadings must be used to pro-vide enhanced performance.
In this study, we used tourmaline micro/nano particles to im-prove the properties of basalt fiber–epoxy composite laminates. To the authors’ best knowledge, no one has reported yet on the use of tourmaline particles for reinforcement in composite lami-nates. Here, the increase in mechanical properties of composite laminates is attributed to the efficient stress-transfer from epoxy to TM particles and basalt fibers, originating from the homoge-neous dispersion and the strong interactions between epoxy ma-trix and TM particles, and fiber–epoxy interfacial interaction. For an effective load transfer of polymer matrix to filler particles, a good dispersion of filler particles is necessary. Studies show that the load-transfer mechanism happens due to the mobility of filler particles, wherein the particles orient themselves under tensile stress, forming temporary cross-links with polymer matrix, thus creating a local region of enhanced strength[39]. At high filler con-centration, the TM particles tend to aggregate, which results to less homogeneous dispersion in the epoxy matrix, thereby decreasing the surface area for interfacial adhesion, and decreasing the free volume for particles to move around[34,40]. The aggregated parti-cles lead to the formation of stress convergence points or as crack initiation sites [41], thus leading to lower tensile strain [42,43]. Especially at the highest TM concentration (C3), clusters of parti-cles were observed (seeFig. 6d), which reflected that some parti-cles agglomerated with each other. This suggests that even after high shear sonication process, the TM particles were not easy to disperse in the epoxy matrix. Similar observation was reported by Lam et al.[40]using nanoclays subjected to sonication. Basalt fiber is mainly composed of SiO2, Al2O3, CaO, MgO, Fe2O3, TiO2,
MnO, and K2O[44]. The structure of basalt fiber is similar to glass
fiber, and its main structure is the network structure of –Si–O–Si– [45]. Tourmaline is a silicate-based compound, which also has sim-ilar composition with basalt. In the present study, some of the TM nano-microparticles could have reacted with the silicon hydroxyl
groups at the basalt fiber surface forming a new –Si–O–Si– bond-ing, which results in more uniform silicon-oxide network structure leading to improve mechanical properties[45]. In this study, the addition of surfactant (i.e., C4) lead to the better dispersion of TM particles in the epoxy matrix. This better dispersion provided more surface area for load transfer of epoxy matrix to TM particles, resulting in increased mechanical properties. Davis et al. [46] attributed the improvement in their composite laminate strength and stiffness to the enhanced fiber–matrix interfacial strength due to fiber–epoxy-f-CNT interfacial covalent bonding.
5. Conclusion
This study investigated the effect of tourmaline micro/nano par-ticle-loading of 0.5–2 wt%, with and without surfactant on the mechanical properties of basalt fiber-reinforced epoxy composite laminate fabricated by a vacuum assisted transfer resin molding. Tensile and flexural tests and fracture surface characterizations were performed. The composite laminates with different TM load-ings showed improved tensile and flexural properties compared to the neat basalt fiber–epoxy composite (BFRP). The tensile and flex-ural strengths increased by 5.9–10.2% with negligible effect on ten-sile strain, and 1.3–10.3%, respectively with increasing TM particle loading. The best result was obtained with C4, i.e., at 1 wt% load-ing + surfactant, wherein the tensile and flexural strengths in-creased by 16% and 16.1%, respectively compared to BFRP. Furthermore, the flexural modulus increased by as much as 153.3% when loaded with TM particles. SEM images exhibited good epoxy-fiber bonding and well-impregnated TM particles. The enhancements in mechanical properties are attributed to the good dispersion of TM particles in the epoxy matrix, which lead to high surface area for strong interfacial bonding. This study shows that the mechanical properties of neat BFRP can be further enhanced by the homogenous dispersion of TM particles in the epoxy matrix. The good interfacial adhesion between the polymer matrix and ba-salt fibers as well as the effective load transfer from the polymer matrix to the nanoparticles has led to the improvement of the mechanical properties. Proper dispersion of micro/nano fillers is an important requisite for effective mechanical property enhance-ment. The expanding applications of BFRPs in industries would benefit from this study and could provide additional information on the exploitation of micro/nano particles to further enhance the properties of epoxy-based composite materials.
Acknowledgements
This research was financially supported by the Ministry of Edu-cation, Science and Technology (MEST) and the National Research Foundation of Korea (NRF) through the Human Resource Training Project for Regional Innovation. I.D.G. Ary Subagia acknowledges the support from the Degree General High Education (DGHE) post-graduate abroad scholarship of the Republic of Indonesia for his Ph.D. program at Chonbuk National University in Republic of Korea.
References
[1]Dean D, Obore AM, Richmond S, Nyairo E. Multiscale fiber-reinforced nanocomposites: synthesis, processing and properties. Compos Sci Technol 2006;66(13):2135–42.
[2]Liu L, Huang ZM, He CL, Han XJ. Mechanical performance of laminated composites incorporated with nanofibrous membranes. Mat Sci Eng A – Struct 2006;435:309–17.
[3]Manikandan V, WinowlinJappes JT, Suresh Kumar SM, Amuthakkannan P. Investigation of the effect of surface modifications on the mechanical properties of basalt fibre reinforced polymer composites. Compos Part B: Eng 2012;43(2):812–8.
[4]Mohanty AK, Misra M, Hinrichsen G. Biofibres, biodegradable polymers and biocomposites: an overview. Macromol Mater Eng 2000;276–277(1):1–24. [5]Sim J, Park C, Moon DY. Characteristics of basalt fiber as a strengthening
material for concrete structures. Compos Part B: Eng 2005;36(6–7):504–12. [6]Lopresto V, Leone C, De Iorio I. Mechanical characterisation of basalt fibre
reinforced plastic. Compos Part B – Eng 2011;42(4):717–23.
[7]Wei B, Cao HL, Song SH. Degradation of basalt fibre and glass fibre/epoxy resin composites in seawater. Corros Sci 2011;53(1):426–31.
[8]Colombo C, Vergani L, Burman M. Static and fatigue characterisation of new basalt fibre reinforced composites. Compos Struct 2012;94(3):1165–74. [9]Liu Q, Shaw MT, Parnas RS, McDonnell AM. Investigation of basalt fiber
composite mechanical properties for applications in transportation. Polym Compos 2006;27(1):41–8.
[10]Borri A, Corradi M, Speranzini E. Reinforcement of wood with natural fibers. Compos Part B: Eng 2013;53:1–8.
[11]Landucci G, Rossi F, Nicolella C, Zanelli S. Design and testing of innovative materials for passive fire protection. Fire Safety J 2009;44(8):1103–9. [12] Refai A. Durability and fatigue of basalt fiber-reinforced polymer bars gripped
with steel wedge anchors. J Compos Constr, 2013:04013006.
[13]Anwarul Islam AKM. Effects of NSM CFRP bars in shear strengthening of concrete members. ASCE Conf Proc 2009;341:289–91.
[14]Chen W, Shen HB, Auad ML, Huang CZ, Nutt S. Basalt fiber–epoxy laminates with functionalized multi-walled carbon nanotubes. Compos Part A – Appl S 2009;40(8):1082–9.
[15]Bekyarova E, Thostenson ET, Yu A, Kim H, Gao J, Tang J, et al. Multiscale carbon nanotube-carbon fiber reinforcement for advanced epoxy composites. Langmuir 2007;23(7):3970–4.
[16]Bekyarova E, Thostenson ET, Yu A, Itkis ME, Fakhrutdinov D, Chou TW, et al. Functionalized single-walled carbon nanotubes for carbon fiber–epoxy composites. J Phys Chem C 2007;111(48):17865–71.
[17]Yang WH, Yu SH, Sun R, Du RX. Effects of BaTiO3and FeAlSi as fillers on the magnetic, dielectric and microwave absorption characteristics of the epoxy-based composites. Ceram Int 2012;38(5):3553–62.
[18]Huang HC, Hsieh TE. Preparation and characterizations of highly transparent UV-curable ZnO-acrylic nanocomposites. Ceram Int 2010;36(4):1245–51. [19]Green KJ, Dean DR, Vaidya UK, Nyairo E. Multiscale fiber reinforced composites
based on a carbon nanofiber/epoxy nanophased polymer matrix: synthesis, mechanical, and thermomechanical behavior. Compos Part A – Appl S 2009;40(9):1470–5.
[20]Wang W, Yang QB, Sun L, Wang HG, Zhang CQ, Fei XL, et al. Preparation of fluorescent nanofibrous film as a sensing material and adsorbent for Cu2+
in aqueous solution via copolymerization and electrospinning. J Hazard Mater 2011;194:185–92.
[21]Tijing LD, Park CH, Kang SJ, Amarjargal A, Kim TH, Pant HR, et al. Improved mechanical properties of solution-cast silicone film reinforced with electrospun polyurethane nanofiber containing carbon nanotubes. Appl Surf Sci 2012;264:453–8.
[22]Gauthier C, Chazeau L, Prasse T, Cavaille JY. Reinforcement effects of vapour grown carbon nanofibres as fillers in rubbery matrices. Compos Sci Technol 2005;65(2):335–43.
[23]Oh SJ, Lee HJ, Keum DK, Lee SW, Wang DH, Park SY, et al. Multiwalled carbon nanotubes and nanofibers grafted with polyetherketones in mild and viscous polymeric acid. Polymer 2006;47(4):1132–40.
[24]An Q, Rider AN, Thostenson ET. Electrophoretic deposition of carbon nanotubes onto carbon-fiber fabric for production of carbon/epoxy composites with improved mechanical properties. Carbon 2012;50(11):4130–43.
[25]Tijing LD, Park CH, Choi WL, Ruelo MTG, Amarjargal A, Pant HR, et al. Characterization and mechanical performance comparison of multiwalled carbon nanotube/polyurethane composites fabricated by electrospinning and solution casting. Compos Part B: Eng 2012;44(1):613–9.
[26]Kim MT, Rhee KY, Park SJ, Hui D. Effects of silane-modified carbon nanotubes on flexural and fracture behaviors of carbon nanotube-modified epoxy/basalt composites. Compos Part B – Eng 2012;43(5):2298–302.
[27]Ashrafi B, Guan JW, Mirjalili V, Zhang YF, Chun L, Hubert P, et al. Enhancement of mechanical performance of epoxy/carbon fiber laminate composites using single-walled carbon nanotubes. Compos Sci Technol 2011;71(13):1569–78. [28]LeBaron PC, Wang Z, Pinnavaia TJ. Polymer-layered silicate nanocomposites:
an overview. Appl Clay Sci 1999;15(1–2):11–29.
[29]Tijing LD, Amarjargal A, Jiang Z, Ruelo MTG, Park CH, Pant HR, et al. Antibacterial tourmaline nanoparticles/polyurethane hybrid mat decorated with silver nanoparticles prepared by electrospinning and UV photoreduction. Curr Appl Phys 2013;13(1):205–10.
[30]Yeredla RR, Xu HF. Incorporating strong polarity minerals of tourmaline with semiconductor titania to improve the photosplitting of water. J Phys Chem C 2008;112(2):532–9.
[31]Tijing LD, Ruelo MTG, Amarjargal A, Pant HR, Park CH, Kim DW, et al. Antibacterial and superhydrophilic electrospun polyurethane nanocomposite fibers containing tourmaline nanoparticles. Chem Eng J 2012;197:41–8. [32] ASTM D 3039/D 3039M–00. ASTM. West Conshohocken; 2006. p. 1–13. [33] ASTM International. Standard test methods for flexural properties of
unreinforced and reinforced plastics and electrical insulating materials. In: D70. West Conshohocken, PA 2007. ASTM International.
[35]White KL, Sue HJ. Delamination toughness of fiber-reinforced composites containing a carbon nanotube/polyamide-12 epoxy thin film interlayer. Polymer 2012;53(1):37–42.
[36]Shin YK, Lee WS, Yoo MJ, Kim ES. Effect of BN filler on thermal properties of HDPE matrix composites. Ceram Int 2012;39(1):S569–73.
[37]Lee JH, Rhee KY, Park SJ. The tensile and thermal properties of modified CNT-reinforced basalt/epoxy composites. Mat Sci Eng A – Struct 2010;527(26):6838–43.
[38]Shahid N, Villate RG, Barron AR. Chemically functionalized alumina nanoparticle effect on carbon fiber/epoxy composites. Compos Sci Technol 2005;65(14):2250–8.
[39]Shah D, Maiti P, Jiang DD, Batt CA, Giannelis EP. Effect of nanoparticle mobility on toughness of polymer nanocomposites. Adv Mater 2005;17(5):525–+. [40]Lam CK, Cheung HY, Lau KT, Zhou LM, Ho MW, Hui D. Cluster size effect in
hardness of nanoclay/epoxy composites. Compos Part B – Eng 2005;36(3):263–9.
[41]Timmerman JF, Hayes BS, Seferis JC. Nanoclay reinforcement effects on the cryogenic microcracking of carbon fiber/epoxy composites. Compos Sci Technol 2002;62(9):1249–58.
[42]Yang YN, Zhang HX, Wang P, Zheng QZ, Li J. The influence of nano-sized TiO2 fillers on the morphologies and properties of PSFUF membrane. J Membrane Sci 2007;288(1–2):231–8.
[43]Ruan D, Zhang LN, Zhang ZJ, Xia XM. Structure and properties of regenerated cellulose/tourmaline nanocrystal composite films. J Polym Sci Pol Phys 2004;42(3):367–73.
[44]Artemenko SE. Polymer composite materials made from carbon, basalt, and glass fibres. Struct Properties, Fibre Chem 2003;35(3):226–9.
[45]Wei B, Cao HL, Song SH. Surface modification and characterization of basalt fibers with hybrid sizings. Compos Part A – Appl S 2011;42(1):22–9. [46]Davis DC, Wilkerson JW, Zhu JA, Ayewah DOO. Improvements in mechanical