ANALISIS WAKTU STANDAR PEMBUATAN BAJU
SERAGAM SEKOLAH DASAR (SD) DENGAN METODE
WORK SAMPLING (STUDI KASUS DI YUNUS TAILOR
BATAM)
1)M. Ansyar Bora, 2)Zeri Yusdinata, 3)Risky Roy Sandy Siregar Sekolah Tinggi Teknik, Jalan Teuku Umar - Lubuk Baja, (0778) 425391
Program Studi Teknik Industri, STT Ibnu Sina, Batam E-mail: 1)[email protected], 2)[email protected],
ABSTRAK
Yunus tailor dihadapkan pada masalah-masalah yang berkaitan dengan pemenuhan permintaan konsumen, dimana target yang telah dibuat seringkali tidak dapat diwujudkan sebagai akibat kurang tepatnya penentuan waktu kerja standar selama ini dan juga apakah saat ini operator di bagian pembuatan baju seragam sekolah dasar, cukup atau kurang dalam menyelesaikan target yang telah dibuat. Penelitian dilakukan dengan menggunakan metode work sampling. Hal ini dilakukan dengan cara mengamati aktivitas operator dalam menyelesaikan pekerjaannya yang kemudian digunakan untuk mengukur produktivitas tenaga kerja. Hasil akhir yang di peroleh pada penelitian ini adalah waktu standar (total) untuk menyelesaikan 1 buah baju seragam sekolah dasar (SD) = 10,06 menit + 11,96 menit = 22,02 menit, dari hasil pengolahan data yang telah dilakukan diperoleh bahwa, jumlah tenaga kerja yang dibutuhkan adalah 2 orang.
Kata Kunci : Jumlah Tenaga Kerja, Waktu Standar, Work Sampling
ABSTRACT
Yunus tailor is faced with issues related to the fulfillment of consumer demand, where the targets that have been made can not be realized as a result of the less accurate this time and also whether current operators in the school uniform shirt making department, sufficient and insufficient in the achievement of targets that already made. Research is done by using method. This is done by way of operating the operator in the completion of his work which is then used to measure labor productivity. The final result recommended on this is the standard for solving 1 elementary school uniform = 10.06 minutes + 11.96 minutes = 22.02 minutes, from the results of data processing has been done, the amount of labor required is 2 people.
Keywords: Total manpower, Standard Time, Work Sampling
1. PENDAHULUAN
42
dikatakan diselesaikan secara efisien apabila waktu penyelesaianya berlangsung paling singkat. Ukuran sukses dari suatu sistem produksi dalam industri biasanya dinyatakan dalam bentuk besarnya produktivitas atau besarnya output dan input yang dihasilkan. Dalam hal ini ukuran kerja manusia merupakan faktor utama yang menentukan usaha peningkatan produktivitas industri. Dalam pengukuran produktivitas biasanya selalu dihubungkan dengan keluaran secara fisik, yaitu produk akhir yang dihasilkan. Oleh karena itu untuk mendapatkan hasil yang terbaik untuk ukuran kerja manusia dibutuhkan Pengukuran waktu kerja.
Yunus tailor yang bergerak dalam usaha pembuatan seragam sekolah dihadapkan pada masalah-masalah yang berkaitan dengan pemenuhan permintaan konsumen, dimana target yang telah dibuat seringkali tidak dapat diwujudkan sebagai akibat kurang tepatnya penentuan waktu kerja standar selama ini dan juga apakah saat ini operator di bagian pembuatan baju seragam sekolah dasar, cukup atau kurang dalam menyelesaikan target yang telah dibuat, hal ini disebabkan karena belum adanya pengukuran waktu standar yang dilakukan sehingga belum diketahui berapa waktu yang dibutuhkan untuk menyelesaikan satu siklus pembuatan baju seragam sekolah dasar (SD).
Menurut Sritomo Wignjosoebroto (1992), pengukuran waktu adalah metode penetapan keseimbangan antara jalur manusia yang dikonstribusikan dengan unit output yang dihasilkan. Pengukuran waktu akan selalu berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Pengukuran waktu baku dibagi ke dalam dua bagian, yaitu secara langsung dan tidak langsung. Pengukuran secara langsung maksudnya adalah pengukuran dilakukan di tempat dimana pengukuran tersebut dilaksanakan seperti cara jam berhenti dan sampling pekerjaan. Pengukuran cara kedua adalah tidak langsung yaitu dilakukan tanpa harus berada di tempat pekerjaan. Cara tersebut dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen-elemen pekerjaan atau gerakan seperti data waktu baku atau data waktu gerakan. Iftikar Z. Sutalaksana dkk. (2003).
Pengukuran kerja yang akan dilakukan di yunus tailor akan membantu menentukan berapakah waktu standar pembuatan baju seragam sekolah dasar (SD) sehingga akan membantu perusahaan dalam menentukan berapa kapasitas produksi selain itu akan membantu perusahaan menentukan jumlah tenaga kerja yang optimal dalam pembuatan baju seragam sekolah dasar (SD). Tenaga kerja merupakan faktor yang paling penting dalam menjamin kelancaran proses produksi. Ketersediaan tenaga kerja dengan tingkat keterampilan yang memadai dan dengan jumlah yang tepat selalu menjadi tujuan dari pelaksanaan produksi itu sendiri, meskipun tidak melupakan faktor penting lainnya yang berpengaruh dalam proses produksi seperti mesin, peralatan dan lain sebagainya.
Peranan distasiun penjahitan baju seragam sekolah dasar (SD) sangat dibutuhkan untuk menjamin kelancaran proses produksi dalam rangka memenuhi permintaan konsumen secara efektif dan efisien. Tujuan yang ingin dicapai dalam stasiun penjahitan baju seragam sekolah dasar (SD) adalah meningkatkan produktivitas Salah satu faktor yang menentukan produktivitas adalah faktor tenaga kerja.
2. METODE PENELITIAN
Jurnal Industri Kreatif (JIK), Sekolah Tinggi Teknik Ibnu sina – Batam
Work sampling. Dalam penelitian ini dilakukan 3 hari pengamatan dengan jumlah pengamatan 75 kali pengamatan perhari. Adapun langkah-langkah pengolahan data yang dilakukan adalah sebagai berikut:
2.1 Penetapan jumlah pengamatan
Jumlah pengamatan dilalukan berdasarkan jumlah jam kerja yang disesuaikan dengan interval waktu yang ditetapkan. Yang hasilnya kemudian di acak untuk menetapkan waktu pengamatan terpilih
2.2 Pengamatan sampling kerja
Pengamatan sampling kerja dilakukan untuk mengetahui aktivitas setiap operator dalam melakukan kegiatannya. Aktivitas operator dibagi menjadi dua, yaitu aktifitas produktif dan aktifitas non produktif.
2.3 Pencatatan jumlah produk yang dihasilkan pekerja pada saat pengamatan
Pencatatan jumlah produk yang dihasilkan pekerja pada saat pengamatan dimaksudkan untuk mengetahui berapa jumlah produk yang dapat dihasilkan oleh pekerja dengan jam kerja yang ada.
2.4 Penentuan rating factor dan allowance
Penentuan rating factor dan allowance bertujuan untuk mengetahui seberapa besar rating factor dan allowance yang dilakukan operator dalam melakukan pekerjaannya. Sehingga dengan adanya rating factor dan allowance ini dapat diketahui waktu standar operator dalam menyelesaikan pekerjaannya.
2.5 Uji keseragaman data
Uji keseragaman data dilakukan untuk mengetahui apakah data yang telah dikumpulan telah seragam atau belum yang ditandai dengan tidak adanya data yang out of control. Uji keseragaman data dilakukan dengan tingkat kepercayaan 95 % dan tingkat ketelitian 5 %. Untuk uji keseragaman data digunakan persamaan sebagai berikut: BKA (Batas Kontrol Atas) = 𝑃̅ + k √𝑃̅(1 − 𝑃̅)𝑛̅ (1)
BKB (Batas Kontrol Bawah) = 𝑃̅ − k √𝑃̅(1 − 𝑃̅)𝑛̅ (2)
Dimana : 𝑃̅ = Produktivitas rata-rata operator (bentuk desimal)
𝑛̅ = Jumlah pengamatan yang dilaksanakan per siklus waktu kerja - Tingkat kepercayaan 68 % mempunyai harga k = 1
- Tingkat kepercayaan 95 % mempunyai harga k = 2 - Tingkat kepercayaan 99 % mempunyai harga k = 3 2.6 Uji kecukupan Data
44
kepercayaan 95 % dan tingkat ketelitian 5 %. Uji kecukupan data dilakukan dengan persamaan:
N′ =𝑘2(1 − 𝑝)̅̅̅
𝑠2𝑝̅ (3) Dimana : N’ = Jumlah pengamatan yang diperlukan
S = Tingkat ketelitian yang dikehendaki (bentuk desimal) 𝑝̅ = Produktivitas rata-rata operator (bentuk desimal)
k = Harga indeks yang besarnya tergantung pada tingkat kepercayaan yang diambil
2.7 Perhitungan derajat ketelitian dari data pengamatan
Perhitungan derajat ketelitian dari data pengamatan dilakukan untuk menentukan apakah hasil pengamatan yang didapatkan bisa dikategorikan cukup teliti. Tingkat kepercayaan yang dipakai adalah 95 % dan tingkat ketelitian 5 % , cara yang dipakai adalah dengan menghitung harga S pada rumus yang sama yaitu:
Dimana : S = Tingkat ketelitian pengamatan
𝑝̅ = Produktivitas rata-rata pekerja (bentuk desimal)
N = Jumlah pengamatan yang telah dilakukan untuk sampling kerja
K = Harga indeks yang besarnya tergantung pada tingkat kepercayaan yang diambil
2.8 Perhitungan waktu standar
Perhitungan waktu standar dilakukan untuk mengetahui berapa waktu standar yang diperlukan operator dalam melakukan proses pengepakan yang disesuaikan dengan total waktu pengamatan, rating factor dan allowance. Untuk menghitung waktu standar digunakan persamaan sebagai berikut:
Waktu standar = TT x WT x RF∑ Yi X 100% − All (5)100% Dimana :
TT = Total Time (Total waktu pengamatan)
WT = Working Time (Persentase waktu yang benar-benar digunakan oleh pekerja untuk bekerja)
RF = Rating Factor
∑Yi = Total volume pekerjaan yang dilakukan operator selama pengamatan All = Allowance (kelonggaran)
2.9 Perhitungan jumlah tenaga kerja standar
Jurnal Industri Kreatif (JIK), Sekolah Tinggi Teknik Ibnu sina – Batam
JKP = Total waktu kerja x Jumlah hari pengamatan (6) JKP = Jumlah jam kerja produktif
2.9.2 Menghitung waktu total pengerjaan seluruh produk
Wt = Ws x Yi (7)
Dimana : Wt = Waktu total pengerjaan seluruh produk Ws = Waktu standar
Yi = Volume pekerjaan pada periode pengamatan 2.9.3 Menghitung kebutuhan tenaga kerja standar
Maka untuk menghitung kebutuhan tenaga kerja standar adalah
JTK = JKPWt (8)
Dimana : JTK = Jumlah tenaga kerja yang dibutuhkan JKP = Jumlah jam kerja produktif
Wt = Waktu total pengerjaan seluruh produk
3. PENGOLAHAN DATA DAN PEMBAHASAN
3.1 Pengolahan Data
Untuk interval waktu selama 3 menit, dengan pengamatan mulai pukul 08.00 WIB sampai dengan pukul 12.00 WIB (istirahat pukul 12.00 – 13.00 WIB) kemudian dilanjutkan lagi pada pukul 13.00 WIB sampai dengan pukul 17.00 WIB, maka total waktu kerja adalah 8 jam.
Banyaknya Populasi Pengamatan = Total waktu kerja x 60 menitinterval waktu pengamatan
= 8 x 60 menit
3 = 160 bilangan random
3.2 Pengamatan Sampling Kerja
Tabel 1 Hasil Pengamatan Sampling Kerja
Operator Aktivitas Hari
I II III
Operator 1
Produktif 66 69 69
Non Produktif 9 6 6
Jumlah 75 75 75
Operator 2
Produktif 69 69 67
Non Produktif 6 6 8
46
3.3 Penentuan Rating Factor
Tabel 2 Rating Factor Operator 1 Bagian Pemotongan Kain
No Rating Factor Nilai
1 Keterampilan : Good (C2) +0,02
2 Usaha : Good (C2) +0,02
3 Kondisi Kerja : Average (D) +0,00
4 Konsistensi : Average (D) +0,00
Total +0,04
Tabel 3 Rating Factor Operator 2 Bagian Penjahitan Baju
No Rating Factor Nilai
1 Keterampilan : Good (C1) +0,06
2 Usaha : Good (C1) +0,05
3 Kondisi Kerja : Average (D) +0,00
4 Konsistensi : Good (C) +0,01
Total +0,12
3.4 Penentuan Kelonggaran (Allowance)
Tabel 4 Allowance Operator 1 Bagian Pemotongan Kain
No Faktor Nilai Keterangan
1 Tenaga yang dikeluarkan 6,0 Dapat diabaikan
2 Sikap kerja 1,0 Duduk
3 Gerakan kerja 2,0 Agak terbatas
4 Kelelahan mata 7,0 Pandangan yang hamper
terus-menerus 5 Keadaan suhu tempat kerja 2,0 Normal
6 Keadaan atmosfer 2,0 Cukup
7 Keadaan lingkungan yang baik 4,0 Sangat bising
8 Kebutuhan pribadi 1,0 Pria
Total 22
Tabel 5 Allowance Operator 2 Bagian Penjahitan Baju
No Faktor Nilai Keterangan
1 Tenaga yang dikeluarkan 6,0 Dapat diabaikan
2 Sikap kerja 1,0 Duduk
3 Gerakan kerja 3,0 Agak terbatas
4 Kelelahan mata 10 Pandangan yang terus
menerus dengan focus tetap 5 Keadaan suhu tempat kerja 2,0 Normal
6 Keadaan atmosfer 2,0 Cukup
7 Keadaan lingkungan yang baik 4,0 Sangat bising
8 Kebutuhan pribadi 1,0 Pria
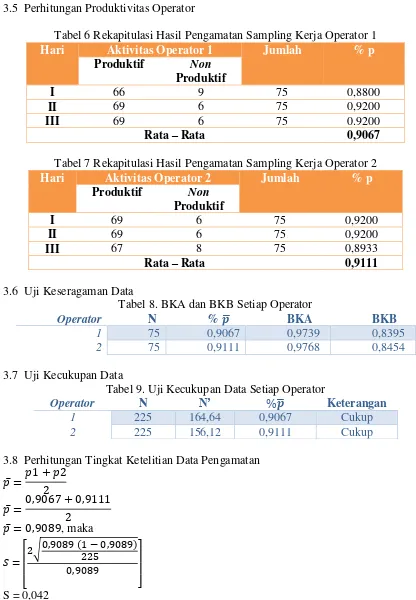
Jurnal Industri Kreatif (JIK), Sekolah Tinggi Teknik Ibnu sina – Batam Tabel 6 Rekapitulasi Hasil Pengamatan Sampling Kerja Operator 1
Hari Aktivitas Operator 1 Jumlah % p
Produktif Non
Produktif
I 66 9 75 0,8800
II 69 6 75 0,9200
III 69 6 75 0.9200
Rata – Rata 0,9067
Tabel 7 Rekapitulasi Hasil Pengamatan Sampling Kerja Operator 2
Hari Aktivitas Operator 2 Jumlah % p
Produktif Non
Produktif
I 69 6 75 0,9200
II 69 6 75 0,9200
III 67 8 75 0,8933
Rata – Rata 0,9111
3.6 Uji Keseragaman Data
Tabel 8. BKA dan BKB Setiap Operator
Operator N % 𝒑̅ BKA BKB
1 75 0,9067 0,9739 0,8395
2 75 0,9111 0,9768 0,8454
3.7 Uji Kecukupan Data
Tabel 9. Uji Kecukupan Data Setiap Operator
Operator N N’ %𝒑̅ Keterangan
1 225 164,64 0,9067 Cukup
2 225 156,12 0,9111 Cukup
3.8 Perhitungan Tingkat Ketelitian Data Pengamatan 𝑝̅ =𝑝1 + 𝑝22
𝑝̅ =0,9067 + 0,91112 𝑝̅ = 0,9089, maka
𝑆 = [
2√0,9089 (1 − 0,9089)225 0,9089
] S = 0,042
48
3.9 Perhitungan Waktu Standar
Waktu standar masing-masing operator dalam menyelesaikan pekerjaannya adalah: Ws Operator 1 = (3 x 8 x 60) (0,9067)(1 + 0,04)173 X 100 − 22 = 10,06 menit100
Ws Operator 2 = (3 x 8 x 60) (0,9111)(1 + 0,12)173 X 100 − 29 = 11,96 menit100 Maka waktu standar dalam menyelesaikan proses pengerjaan adalah:
Ws Total = 10,06 + 11,96 = 22,02 menit
3.10 Perhitunga Jumlah Kebutuhan Tenaga Kerja Standar Berdasarkan Waktu Standar 1. Pemotongan Kain
Jumlah Permintaan Produk : 789 / bulan
Waktu standar : 10,06 menit
Wt = Ws x Yi
= 10,06 menit x 789 = 7937,34 menit
JKP = Total waktu kerja periode x 60 menit = 22 x 8 x 60 menit
= 10560 menit JTK = 7937,3410560
= 0,8 atau 1orang
Maka dari hasil perhitungan diatas untuk saat ini karyawan dianggap cukup maka tidak perlu ada penambahan karyawan.
2. Penjahitan baju
Jumlah Permintaan Produk : 789 / bulan
Waktu standar : 11,96 menit
Wt = Ws x Yi
= 11,96 menit x 789 = 9436,44 menit
JKP = Total waktu kerja periode x 60 menit = 22 x 8 x 60 menit
= 10560 menit JTK = 9436,4410560
= 0,9 atau 1 orang
Maka dari hasil perhitungan diatas untuk saat ini karyawan dianggap cukup maka tidak perlu ada penambahan karyawan.
4. SIMPULAN
Kesimpulan dari hasil penelitian ini dapat dilihat sebagai berikut:
Jurnal Industri Kreatif (JIK), Sekolah Tinggi Teknik Ibnu sina – Batam
tenaga kerja yang dibutuhkan pada bagian pemotongan kain = 0,8 atau 1 orang, penjahitan kain = 0,9 atau 1 orang sedangkan jumlah tenaga kerja yang tersedia adalah sebanyak 2 orang dengan perincian 1 orang untuk setiap elemen kerja. Maka untuk saat ini Yunus Tailor tidak perlu melakukan penambahan jumlah tenaga kerja pada setiap elemen kerja
5. SARAN
Agar hasil penelitian ini dapat lebih berguna di kemudian hari pada bagian pembuatan baju seragam sekolah dasar pada Yunus Tailor, maka penulis memberikan saran-saran sebagai berikut:
1. Waktu standar yang diperoleh dapat digunakan untuk menentukan waktu penyelesaian akhir.
2. Waktu standar berlaku untuk satu metode kerja tertentu, sehingga apabila diadakan perubahan metode kerja, disarankan agar dilakukan kembali studi waktu berdasarkan metode kerja baru dan waktu standar dapat digunakan sebagai pembanding.
3. Pekerjaan-pekerjaan yang diamati penulis pada saat melakukan penelitian ini berjalan sesuai dengan prosedur kerja yang telah ditetapkan oleh Yunus Tailor. Peninjauan kembali terhadap metode kerja yang digunakan pada saat ini dengan tujuan untuk memperbaiki dan meningkatkan keefisienan metode kerja tersebut dapat dilkukan sesegera mungkin.
DAFTAR PUSTAKA
Bora, M. A, Larisang. (2014) Modul Praktek Analisa dan Pengukuran Kerja. STT Ibnu Sina Batam.
Bora, M. A., Irwan, I., & Setyabudhi, A. L. (2017). Analisa Perhitungan Waktu Standar Service Ringan Untuk Meningkatkan Kepuasan Pelanggan. Jurnal Teknik Ibnu Sina JT-IBSI, 2(1).
Dwi, N.I., & Dhieka, A. (2012, Juni). Implementasi Metode Work Sampling Guna Mengukur Produktivitas Tenaga Kerja Di CV.Sinar Krom Semarng. Jurnal Teknik, ISBN 979-26-0255-0, 568-575.
Dyah, I.R., Diana, P., & Fatrin, M. (2012, September). Penetuan Waktu Standar dan Jumlah Tenaga Kerja Optimal Pada Produksi Batik Cap. Jurnal Teknik, (7)3, 143-150.
Eddy, H. (2008) Manajemen Operasi (Edisi Ketiga). (pp. 81). Jakarta: PT. Gramedia Widiasarana Indonesia.
50
Iftikar, Z.S., Ruhana, A., & Jann, H, T., (2006). Teknik Perancangan Sistem Kerja (2). (pp. 131-181). Bandung: ITB, Jl. Ganesa 10.
Piqih, N. (2009, Maret). Penetuan Jumlah Tenaga Kerja Berdasarkan Waktu Standar Dengan Metode Work Sampling Di Bagian Packing Pada PT.Sinar Oleochemical Internasional. (TA No. 080423060/ARS/2009). Universitas Sumatera Utara, Medan. Syamsul, B., & Fahkry, Z. (2015). Model Penelelitian Kuantitatif Berbasis SEM-AMOS.
(pp. 22-23). Yogyakarta: Deepublish.
Setyabudhi, A. L. (2017). Analisis waktu standar pelayanan dan produktivitas pegawai menggunakan metode work sampling. Jurnal industri kreatif (JIK), 1(01), 9-20. Taufiqur, R. (2013, April). Penggunaan Metode Work Sampling Untuk Menghitung