4.1.1 Diagram Proses Pembuatan Frame Body Comp
General Assy
Stay Body Cover
Permanent 1 Permanent 2 Permanent 3 Permanent 4 Inspeksi Repair Tapping Correcting
Diagram 4.1: Diagram Proses Pembuatan Frame Body Comp
Marking = Proses penomoran pada unit motor yang diproduksi
Front Frame = Proses pengelasan rangka motor bagian depan
Rear Frame = Proses pengelasan rangka motor bagian belakang
General Assy = Proses penggabungan Front Frame dengan Rear Frame
Permanent 1 = Proses pengelasan manual
Permanent 2 = Proses pengelasan manual
Permanent 3 = Proses pengelasan manual
Permanent 4 = Proses pengelasan manual
Inspection = Pengecekan dan penandaan hasil yang jelek
Repair = Perbaikan hasil las yang diberi tanda oleh proses sebelumnya
Tapping = Proses pembersihan spatter (kerak logam) yang menempel
Correcting = Proses perbaikan kelurusan rangka depan dengan belakang
Diagram diatas menunjukkan bagaimana suatu frame body comp (kerangka sepeda motor) sedang dibuat. Urutan-urutan proses ditentukan berdasarkan aturan-aturan yang telah ditentukan sebelumnya oleh departemen new model. Selain itu pertimbangan kualitas yang hendak dicapai juga turut menyumbang masukan dalam penentuan urutan proses.
Adapun pertimbangan kualitas yang hendak dicapai adalah meminimalisasi kerusakan frame body comp miring yang menyebabkan motor menjadi tidak seimbang bila dikendarai.
4.1.2 Spesifikasi Produk
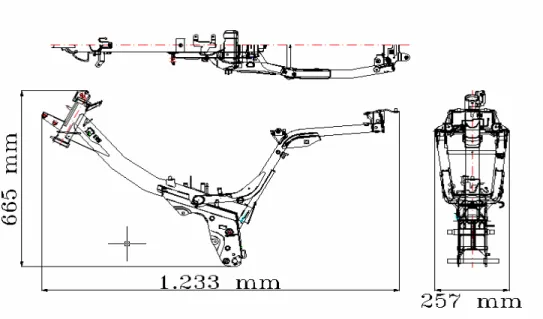
Berikut ini adalah gambar frame body comp yang diproses di Line 1 Welding
Frame Body Comp.:
Gambar 4.1: Frame Body Comp. Keterangan ;
Part Name = Frame Body Comp Part Number = 50100-KTL-6000 Type = Bebek 100 cc
Dimensi Luar = ( 1.233 x 257 x 665 ) mm Material = SPC
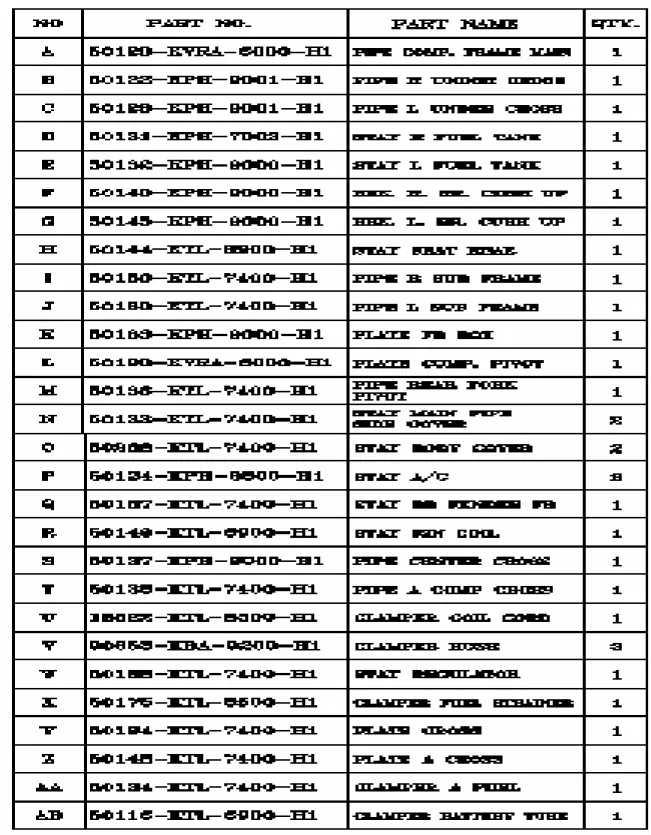
Adapun Frame Body Comp tersebut terdiri dari sejumlah part-part yang berasal dari supplier-supplier yang secara berkala mengirimkan pasokan part ke PT AHM. Adapun part-part tersebut adalah :
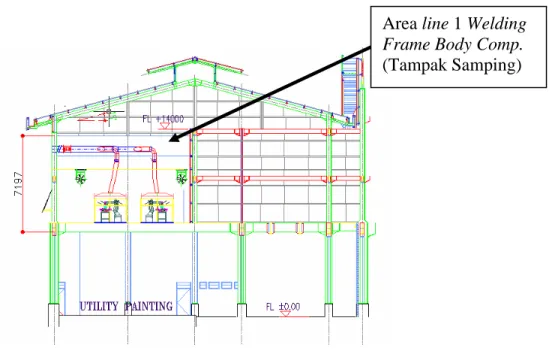
4.1.3 Layout Keseluruhan dari Line Welding Area line 1 Welding Frame Body Comp. (Tampak Atas) Sisi pandang tampak depan Area line 1 Welding Frame
Gambar 4.2: Layout Keseluruhan Line Welding
Pada area layout ini terbagi atas beberapa bagian line, dimana produk yang dihasilkan terdiri dari 3 bagian yaitu :
1. Frame Body Comp. (rangka) 2. Swing Arm Comp. (lengan ayun) 3. Fuel Tank Comp. (Tangki bahan bakar)
Produk-produk ini merupakan produk utama dari hasil proses pengelasan (welding), dimana akan dikirim keproses berikutnya yaitu proses pengecatan (painting). Mengingat produk hasil proses pengelasan (welding) harus segera dicat (painting) untuk menghindarkan karat, maka sebisa mungkin layout dari ketiga produk yang akan diproses tidak terlalu jauh dengan proses berikutnya (painting). Dalam bab ini kita akan membicarakan tentang perancangan dan pembuatan New
Line 1 Welding Frame Body Comp dalam rangka optimalisasi kapasitas dan
peningkatan kinerja dari line itu sendiri.
Frame Body Comp.
4.1.4 Layout Aliran Proses dan Material dari Line 1 Welding Frame Body Comp Pada gambar layout dibawah ini terlihat pola aliran proses dan material dari Line 1 Welding Frame Body Comp sebelum perbaikan. Pola distribusi ditiap stasiun kerja belum seimbang sehingga terjadi penumpukan kereta part yang hendak diproses di jalur tengah line produksi. Hal ini tentu saja mengurangi keleluasaan gerakan operator. Dimensi meja transfer utama yang besar cukup mengganggu kelancaran petugas maintenance apabila ada mesin yang mengalami kerusakan dan membutuhkan perbaikan cepat.
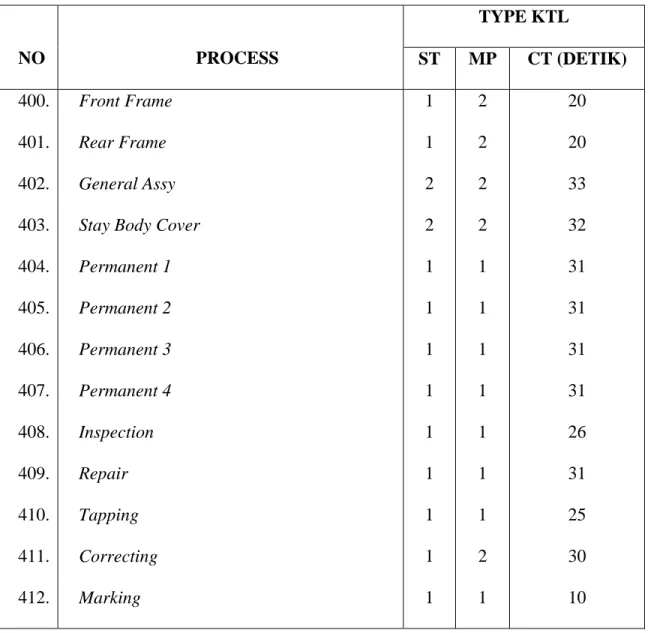
TYPE KTL NO PROCESS ST MP CT (DETIK) 400. 401. 402. 403. 404. 405. 406. 407. 408. 409. 410. 411. 412. Front Frame Rear Frame General Assy Stay Body Cover Permanent 1 Permanent 2 Permanent 3 Permanent 4 Inspection Repair Tapping Correcting Marking 1 1 2 2 1 1 1 1 1 1 1 1 1 2 2 2 2 1 1 1 1 1 1 1 2 1 20 20 33 32 31 31 31 31 26 31 25 30 10
Tabel 4.2: Data cycle time sebelum perbaikan
Pos 1. Part-part Stasiun Front Frame
Pos 2. Part-part Stasiun Rear Frame dan General Assy Pos 3. Part-part Stasiun Stay Body Cover & Permanent
Keterangan Equipment :
Keterangan Umum :
Dimensi line = 25.5 m x 9 m x 7,197 m
Man Power = 18
Kapasitas = 700 (shift 1) & 600 (shift 2)
4.1.5 Layout Kondisi Lama dari Line 1 Welding Frame Body Comp
Pada tahap ini, kita akan mengetahui komponen-komponen apa saja yang menyusun Layout Line 1 Welding Frame Body Comp sebelum perbaikan.
Catatan : Ukuran dalam mm
Gambar 4.4: Layout Kondisi Sekarang dari Line 1 Welding Frame Body Comp Keterangan :
1. Part-part Stasiun Kerja Front Frame
2. Part-part Stasiun Kerja Rear Frame dan General Assy 3. Mesin Press Marking
5. Stasiun Kerja Las Rear Frame 6. Stasiun Kerja Las General Assy 7. Stasiun Kerja Las Stay Body Cover
8. Kereta Plate Pivot dan Pipe Comp Frame Main 9. Kereta Sub Frame R/L dan Stay Seat Rear
10. Meja Transfer Part Front Frame dan Rear Frame 11. Meja Transfer Part General Assy
12. Meja Transfer Part Stay Body Cover 13. Stasiun Kerja Las Permanent 1 14. Stasiun Kerja Las Permanent 2 15. Stasiun Kerja Las Permanent 3 16. Stasiun Kerja Las Permanent 4 17. Stasiun Inspection
18. Stasiun Kerja Las Repair 19. Stasiun Kerja Tapping
20. Stasiun Kerja Correcting 21. Kereta Finished Good
22. Part-part Stasiun Kerja Stay Body Cover dan Permanent
Line 1 Welding Frame Body Comp merupakan suatu bagian dari departemen produksi Welding 2 , dimana pada line ini berfungsi untuk menghasilkan kerangka sepeda motor atau yang disebut Frame Body Comp.
4.1.6 Diagram Tulang Ikan (fish bone diagram)
Pada layout Line 1 Welding Frame Body Comp sekarang terdapat beberapa permasalahan yang ditemui. Permasalahan utama yang terjadi adalah pada rancangan dari layout keseluruhan terdahulu, dimana banyak stasiun kerja yang tidak memenuhi standar kerja seperti dimensi area kerja yang terlalu sempit, pasokan raw material yang tidak lancar, adanya gerakan berulang-ulang yang tidak perlu, kurang diterapkannya prinsip ergonomic pada stasiun pengelasan yang memerlukan operator dan sebagainya. Tabel berikut ini akan menjelaskan permasalahan-permasalahan yang terjadi di Line 1 Welding Frame Body Comp :
NO MASALAH ILUSTRASI
1
2
Stasiun kerja las robot tidak tertutup rapat.
Stasiun Kerja Las Permanent terbuka. (tidak ada saluran buang asap pengelasan)
3
4
5
6
Sistem supply part tidak rapi
Dimensi meja transfer part terlalu besar dan mengurangi keleluasaan gerakan operator.
Operator yang berseberangan saling memberikan part untuk diproses di stasiun berikutnya.
Kesenjangan waktu proses yang menyebabkan penumpukan barang di salah satu stasiun kerja.
7
8
9
10
Ukuran Lot part terlalu besar untuk
item part yang berdimensi kecil.
Mesin cepat berdebu dan rawan tertabrak kereta part
Jumlah operator berlebih di stasiun kerja las front frame. Sehingga waktu proses kerja terlalu cepat.
Kipas angin tidak optimal untuk mendinginkan suhu tubuh operator.
11
12
Penumpukan Kereta Part di salah satu pos sistim supply yang akan dikirim ke stasiun kerja.
Area Stasiun kerja susah di
maintenance karena terhalang meja
transfer part dan posisi robot las yang terlalu dekat dengan mesin.
Tabel 4.3: Uraian Masalah Line 1 Welding Frame Body Comp
Dari uraian-uraian masalah yang timbul di Line 1 Welding Frame Body Comp, maka dapat dibuat suatu diagram tulang ikan (fish bone diagram) yang mengidentifikasikan line tersebut tidak optimal :
Diagram 4.2: Diagram Tulang Ikan (fish bone)
4.1.7 Data Produksi Line 1 Welding Frame Body Comp
Seperti yang kita ketahui dari permasalahan utama Line 1 Welding Frame Body
Comp yaitu belum optimalnya antara jumlah produksi yang dihasilkan dengan
kapasitas yang terpasang. Berikut perhitungan kapasitas produksi terpasang dalam 1 minggu :
a. 1 minggu = 5 hari kerja
c. 1 shift kerja = 9 jam kerja = 32.400 detik d. Waktu kerja non efektif :
• P5M : 07.00 – 07.05 : 300 detik • Persiapan : 07.00 – 07.15 : 600 detik • Istirahat 1 : 09.30 – 09.40 : 600 detik • Istirahat Makan : 12.00 – 12.40 : 2400 detik • Istirahat 2 : 14.20 – 14.30 : 600 detik • 5 K : 15.50 – 16.00 : 600 detik +
Total : 5100 detik e. Waktu kerja efektif :
= Total waktu 1 shift – Total waktu kerja non efektif = 32.400 detik – 5100 detik
= 27.300 detik
f. Kapasitas Produksi 1 shift = 700 unit
g. Total Produksi 1 minggu = 5 x 700 = 3500 unit
4.1.8 Operation Process Chart (OPC) Sebelum Perbaikan
Keterangan :
A. Stay seat rear 50144-KTL-6900-H1 1 pcs B. Pipe R sub frame 50150-KTL-7400-H1 1 pcs C. Pipe L sub frame 50160-KTL-7400-H1 1 pcs D. Pipe A Comp Cross 50138-KTL-7400-H1 1 pcs E. Plate Front Box 50183-KPH-9000-H1 1 pcs F. Pipe Center Cross 50137-KPH-9000-H1 1 pcs G. Pipe Comp Frame Main 50120-KTL-6900-H1 1 pcs H. Plate Comp Pivot 50190-KTL-6900-H1 1 pcs I. Pipe Under Cross R 50122-KPH-9001-H1 1 pcs J. Pipe Under Cross L 50123-KPH-9001-H1 1 pcs L. Stay Main Pipe Side R 50133-KTL-7400-H1 1 pcs M. Stay Main Pipe Side L 50133-KTL-7400-H1 1 pcs N. Stay Body Cover R 50288-KTL-7400-H1 1 pcs O. Stay Body Cover R 50288-KTL-7400-H1 1 pcs
Pada diagram OPC tampak bahwa pada operasi sub assembly SSSA1 dan SSSA2
cycle time kedua proses tersebut paling kecil dibandingkan stasiun kerja lainnya. Hal
ini menimbulkan penumpukan part front frame dan sub frame yang akan diproses di stasiun general assy (402). Dengan kata lain pada stasiun general assy terjadi proses menunggu (bottle neck).
4.1.9 Activity Relationship Chart (ARC) Sebelum Perbaikan
Proses ini berfungsi untuk menunjukkan derajat kepentingan dan keterkaitan dari tiap-tiap komponen yang menyusun Line 1 Welding Frame Body Comp sebelum perbaikan .
MENUJU KE FASILITAS KERJA Dari Fasilitas Kerja 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 1 U E E U U U U U U U U U U U U U U U U U U 2 U U E E U U U U U U U U U U U U U U U U 3 U A U U U U U U U U U U U U U U U U U 4 U A U E U A U U U U U U U U U U U U 5 A U U E A U U U U U U U U U U U U 6 A U U A A U U U U U U U U U U U 7 U U U A A A U U U U U U U U E 8 U U U U U U U U U U U U U U 9 U U U U U U U U U U U U U 10 U U U U U U U U U U U U 11 U U U U U U U U U U U 12 A U U U U U U U U U 13 A U U U U U U U E 14 A U U U U U U U
15 A U U U U U U 16 A U U U U U 17 A U U U U 18 A U U U 19 A U U 20 E U 21 U 22
Diagram 4.4 : Activity Relationship Chart sebelum perbaikan Keterangan :
1. Part-part Stasiun Kerja Front Frame
2. Part-part Stasiun Kerja Rear Frame dan General Assy 3. Mesin Press Marking
4. Stasiun Kerja Las Front Frame 5. Stasiun Kerja Las Rear Frame 6. Stasiun Kerja Las General Assy 7. Stasiun Kerja Las Stay Body Cover
8. Kereta Plate Pivot dan Pipe Comp Frame Main 9. Kereta Sub Frame R/L dan Stay Seat Rear
10. Meja Transfer Part Front Frame dan Rear Frame 11. Meja Transfer Part General Assy
12. Meja Transfer Part Stay Body Cover 13. Stasiun Kerja Las Permanent 1 14. Stasiun Kerja Las Permanent 2 15. Stasiun Kerja Las Permanent 3 16. Stasiun Kerja Las Permanent 4 17. Stasiun Inspection
18. Stasiun Kerja Las Repair
19. Stasiun Kerja Tapping 20. Stasiun Kerja Correcting
21. Kereta Finished Good
4.1.10 String / REL Diagram Sebelum Perbaikan
Berdasarkan dari matriks activity relationship chart dari fasilitas kerja kondisi sebelum perbaikan di Line 1 Welding Frame Body Comp, maka dapat dibuat string /
REL diagramnya :
Diagram 4.5 : String diagram Line 1 Frame Body Comp sebelum perbaikan
4.1.11 Part Placement Sebelum Perbaikan
Pada gambar di bawah ini menunjukkan informasi mengenai komposisi dan jumlah kapasitas part pada tiap-tiap pos distribusi sebelum dikirimkan ke tiap-tiap stasiun kerja.
Informasi lain yang disajikan dalam gambar ini adalah mengenai jenis part dan jalur distribusi yang akan dilalui oleh kereta atau pallet menuju stasiun kerja yang membutuhkan.
4.1.12 Data Meja dan Kereta Sebelum Perbaikan a. Kereta Sub Frame R / L
Kereta Sub frame R / L yang ada dalam Line 1 Welding Frame Body
Comp berjumlah 1 unit. Kapasitas kereta ini adalah 100 pcs sub frame L dan
100 pcs sub frame R. Kereta ini melayani stasiun las rear frame, dimana didalam stasiun ini ada 2 jig / mesin yang membuat part rear frame. Dimensi kereta ini cukup besar sehingga mengurangi keleluasaan gerakan operator untuk mengirimkan part yang telah dibuat ke proses berikutnya. Selain itu posisi part yang berada pada rak bawah posisinya terlalu rendah sehingga operator harus membungkukkan badan untuk mengambil part tersebut.
Dimensi kereta = 2,4 m x 0,8 m x 0,8 m
b. Kereta Stay Seat Rear
Pada stasiun rear frame, part stay seat rear dikirim dalam 1 kereta berkapasitas 70 pcs. Kereta melayani 2 jig / mesin dimana posisi kereta ini berada disalah satu sisi dinding stasiun rear frame. Kereta ini berdimensi cukup besar sehingga menghalangi petugas maintenance apabila sewaktu-waktu jig / mesin tersebut mengalami gangguan. Selain itu, stasiun ini menggunakan 2 orang operator untuk menjalankan 2 jig / mesin tersebut. Untuk menjalankan proses pengelasan di salah satu mesin yang berjauhan dari kereta stay seat rear, maka operator ke 1 bergantung kepada pengiriman part
stay seat rear dari operator yang ke 2. Hal ini merupakan kemubaziran,
mengingat semestinya sistem pengiriman dapat dilakukan secara mandiri melalui sisi lain dari stasiun rear frame tersebut.
Dimensi kereta = 0,6 m x 0,6 m x 1 m
c. Kereta Plate Pivot
Kereta melayani kebutuhan stasiun las front frame. Kapasitas kereta ini adalah 50 pcs part plate pivot. Karena cycle time stasiun ini cukup pendek, dan jumlah jig / mesin yang harus dilayani berjumlah 2 unit, maka muatan kereta ini cepat habis. Ini tentunya membutuhkan waktu tambahan untuk mengganti dengan kereta baru yang bermuatan penuh. Selain itu, sama halnya dengan permasalahan yang dialami stasiun las rear frame yang menggunakan 2 orang operator, salah satu operator juga mengharapkan kiriman part plate
pivot dari operator yang lain. Masalah utama dari kereta plate pivot ini adalah
posisinya yang terlalu rendah, sehingga operator harus sering membungkukkan badan untuk mengambil part plate pivot tersebut.
Dimensi kereta = 1,5 m x 0,5 m x 0,4 m
d. Meja Transfer Utama
Fungsi dari meja transfer utama ini adalah mengalirkan part front frame dari stasiun las front frame (400) dan part rear frame dari stasiun las rear frame menuju ke stasiun las general assy. Dimensi meja transfer utama ini sangat besar sehingga menimbulkan ketidak efisienan dalam pengiriman part. Yang paling mubazir adalah operator di stasiun las front frame dengan stasiun las
rear frame yang berseberangan harus saling bertukar part untuk membantu
kelancaran 2 stasiun las general assy yang posisnya saling berseberangan. Dimensi meja = 2m x 4 m x
4.2 Pengolahan Data
4.2.1 Perhitungan Kapasitas Terpasang New Line 1 Welding Frame Body Comp Berikut ini penghitungan cycle time maksimum dari kapasitas produksi terpasang.
Tabel 4.5: Perhitungan kapasitas produksi terpasang Dari perhitungan kapasitas terpasang di atas, maka didapatkan :
• Cycle time maksimal = 34,3 detik
4.2.2 Pembuatan Process Planning New Line 1 Welding Frame Body Comp
Setelah diketahui cycle time maksimal dari perhitungan kapasitas produksi terpasang, maka langkah selanjutnya adalah membuat Process Planning dimana pada tahap ini penulis melakukan analisa mengenai kemungkinan proses apa saja yang akan dilakukan pada New Line 1 Welding Frame Body Comp.
Ada beberapa faktor yang harus diperhatikan dalam pembuatan Process Planning . Berikut beberapa faktor tersebut :
a. Drawing Unit Frame Body
Pada Drawing Unit Frame Body dicantumkan dengan jelas bagian – bagian yang hendak diproses. Dalam hal ini informasi yang diberikan berupa dimensi , point pengelasan, jenis perlakuan proses, material dan lain sebagainya.
b. BMP ( Basic Manufacturing Planning )
BMP merupakan panduan selanjutnya bagi penulis untuk menentukan proses pengelasan apa saja yang boleh dilakukan. Mengingat jumlah proses yang diperlukan untuk menghasilkan 1 unit frame body (kerangka sepeda motor) adalah banyak sekali, maka dalam BMP dibakukan aturan proses mana saja yang dibuat di dalam pabrik dan mana saja yang dibuat di pabrik sub contractor.
c. Kapasitas Produksi Terpasang
Seperti yang telah dijelaskan sebelumnya, dalam Kapasitas Produksi Terpasang memberikan informasi berapa waktu maksimal yang diperbolehkan untuk tiap 1 proses yang akan dilakukan.
d. Analisa Gerakan Robot
Pada tahap ini penulis melakukan analisa dan uji coba mengenai kemampuan dari robot pengelasan yang hendak dicapai. Informasi penting yang menentukan pembuatan suatu Process Planning biasanya mengenai :
• Kecepatan pengelasan • Jangkauan pengelasan
• Kemampuan penggabungan robot untuk satu proses pengelasan e. Kualitas yang Hendak Dicapai
Dalam menentukan urutan Process Planning , adalah penting untuk memperkirakan kualitas akhir dari sebuah produk. Jangan sampai membuat kekeliruan sehingga produk yang dibuat banyak yang cacat.
f. Luas Area Yang Tersedia
Jumlah proses yang akan dibuat berkaitan erat dengan luas area yang tersedia. Apabila dimungkinkan, sebaiknya jumlah proses sesedikit mungkin sehingga luas area yang tersedia akan dapat mencukupi.
g. Merupakan Problem Solving Dari Permasalahan Yang Ada.
Process Planning yang dibuat haruslah merupakan perbaikan dari proses
sebelumnya, sehingga meminimalisasi penggunaan biaya untuk mengatasi permasalahan yang pernah timbul
4.2.3 Alternatif Layout New Line 1 Welding Frame Body Comp 4.2.3.1 Alternatif dan Penilaian
Alternatif fungsi bagian merupakan suatu kajian berbagai alternatif layout dari bagian-bagian utama dari rancangan layout yang akan dibuat. Dari setiap rancangan alternatif tersebut diberikan kriteria penilaian sebagai berikut :
1. Buruk
2. Baik
3. Optimal
4. Ideal
Pada pembuatan alternatif dan penilaian ini digunakan Morfologi Custum System dengan menggunakan kolom-kolom alternatif dan mempunyai beberapa point penilaian seperti dibawah ini
Sketsa
Total Penilaian Nilai Ekonomis
Kemudahan Proses
Kriteria Penilaian
Kriteria 1 2 3 4
Tingkat Kelancaran
Labil Tersendat Lambat Stabil
Kemudahan Proses Bekerja tak sesuai standar Banyak Tambahan pekerjaan Ada tambahan pekerjaan Bekerja sesuai standar Nilai Ekonomis
Investasi baru Banyak tambahan biaya Sedikit tambahan biaya Menggunakan sumber daya yang ada.
4.2.3.2 Kombinasi Alternatif Bagian • Alternatif 1
Alternatif ini terdiri dari kombinasi sistem : a. Menerapkan pola U dan L
b. Distribusi part menggunakan conveyor
c. Jumlah stasiun kerja utama 14 unit d. Jumlah proses 9
Gambar 4.9 : Alternatif 1
Keuntungan Kerugian - Autonomisasi sistem distribusi part
- Mengurangi beban operator untuk mendorong part
- Investasi awal cukup mahal
- Gangguan pada conveyor dapat meng- hentikan produksi
- Berdasarkan Process Planning , beban kerja tidak merata
- Operator stasiun kerja 6 harus selalu membalikkan badan untuk mengambil part
• Alternatif 2
Alternatif ini terdiri dari kombinasi sistem : e. Menerapkan pola U dan I
f. Distribusi part manual menggunakan meja transfer g. Jumlah stasiun kerja utama 14 unit
h. Jumlah proses 11
Gambar 4.10 : Alternatif 2
Keuntungan Kerugian - Beban kerja cukup merata tiap stasiun
- Distribusi menggunakan meja transfer - Investasi tidak terlalu mahal
- Area kerja tidak mencukupi karena stasiun kerja terlalu panjang.
- Banyak area yang mubazir
- Menyulitkan petugas gudang untuk mengirimkan part ke stasiun 3.
• Alternatif 3
Alternatif ini terdiri dari kombinasi sistem : i. Menerapkan pola U dan L
j. Distribusi part manual menggunakan meja transfer k. Jumlah stasiun kerja utama 14 unit
l. Jumlah proses 11
Gambar 4.11 : Alternatif 3
Keuntungan Kerugian - Distribusi menggunakan meja transfer
- Investasi tidak terlalu mahal
- Beban kerja cukup merata tiap stasiun - Penggunaan area cukup efisien
- Pengiriman part dilakukan dari luar stasiun kerja (tidak mengganggu produksi)
- banyak menggunakan meja transfer dan
shooter
4.2.3.3 Penilaian Alternatif Gabungan Sketsa Total Penilaian Nilai Ekonomis Kemudahan Proses Tingkat Kelancaran Kriteria Penilaian Kriteria 1 2 3 4 Nilai Pengoperasian Sistem kerja dan supply part manual Sistem kerja autonomisasi, system supply manual Sistem kerja autonomisasi, system supply semi autonomisasi Sistem kerja dan system supply autonomisasi Nilai Keselamatan Tak ada perlindungan bagi operator Minim perlindungan Memenuhi standar perlindungan Melebihi standar perlindungan Nilai Beban kerja Operator gampang sakit Operator cepat lelah Operator bekerja sesuai kapasitas Operator nyaman bekerja
3 2 2 7 2 3 3 8 2 3 4 9
Tabel 4.13 : Alternatif pilihan 4.2.3.4 Pemilihan Alternatif Gabungan
Berdasarkan kombinasi alternatif di atas, maka dapat ditentukan kombinasi alternatif yang terbaik. Pertimbangan yang diambil untuk menentukan yang terbaik dari beberapa kombinasi alternatif tersebut telah melalui beberapa kajian terutama dengan melihat kondisi yang sesungguhnya di area produksi welding secara keseluruhan terutama pada area kerja Line 1 Welding Frame Body Comp.
Berdasarkan penilaian aspek-aspek diatas, maka penulis memilih kombinasi alternatif ke 3 untuk dijadikan konsep rancangan layout New Line 1 Welding Frame
Body Comp dengan spesifikasi sebagai berikut :
• Bentuk layout menerapkan pola U dan L
• Sistem distribusi part secara manual dengan tidak mengganggu proses produksi • Menggunakan kombinasi shooter untuk distribusi part berdimensi kecil
4.2.4 Operation Process Chart (OPC) New Line 1 Welding Frame Body Comp
4.2.5 Layout Aliran Proses New Line 1 Welding Frame Body Comp
Gambar 4.12 : Layout aliran proses setelah perbaikan Keterangan :
1. Part-part Stasiun Kerja Front Frame dan Rear Frame 2. Part-part Stasiun Kerja Rear Frame dan Front Frame 3. Mesin Press Marking
4. Stasiun Kerja Las Front Frame 5. Stasiun Kerja Las Rear Frame
6. Stasiun Kerja Las General Assy
7. Stasiun Kerja Las Stay Body Cover 8. Kereta Plate Pivot
9. Kereta Pipe Comp Frame Main 10. Kereta Sub Frame R/L
11. Meja Transfer Part Front Frame dan Rear Frame
12. Meja Transfer Part General Assy
13. Meja Transfer Part Stay Body Cover
14. Stasiun Kerja Las Permanent 1 15. Stasiun Kerja Las Permanent 2 16. Stasiun Kerja Las Permanent 3 17. Stasiun Kerja Las Permanent 4 18. Stasiun Inspection
19. Stasiun Kerja Las Repair 20. Stasiun Kerja Tapping 21. Stasiun Kerja Correcting
22. Kereta Finished Good
4.2.6 Activity Relationship Chart (ARC) dan String / REl Diagram
Setelah diketahui layout aliran proses dan material yang direncanakan , maka dapat disusun suatu Activity Relationship Chart (ARC) yang memberikan efisiensi penggunaan area maupun efisiensi gerakan operator.
MENUJU KE FASILITAS KERJA Dari Fasilitas Kerja 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 1 U E E E U U U U U U U U U U U U U U U U U U 2 U E E U U U U U U U U U U U U U U U U U U 3 U A U U U U U U U U U U U U U U U U U U 4 O A U A A U A U U U U U U U U U U U U 5 A U U U A A U U U U U U U U U U U U 6 A U U U A A U U U U U U U U U U U 7 U U U U A A A U U U U U U U U E 8 U U U U U U U U U U U U U U U 9 U U U U U U U U U U U U U U 10 U U U U U U U U U U U U U 11 U U U U U U U U U U U U 12 U U U U U U U U U U U 13 A U U U U U U U U U 14 A U U U U U U U E 15 A U U U U U U U
16 A U U U U U U 17 A U U U U U 18 A U U U U 19 A U U U 20 A U U 21 E U 22 U 23
Diagram 4.7 : Activity Relationship Chart (ARC) setelah perbaikan
Berdasarkan dari matriks activity relationship chart dari fasilitas kerja kondisi setelah perbaikan di New Line 1 Welding Frame Body Comp, maka dapat dibuat
string / REL diagramnya :