4.1 Pengumpulan Data
Berikut ini adalah data-data yang dapat dikumpulkan pada stasiun-stasiun kerja yang ada di bagian produksi bedak wajah (two way cake powder), data-data itu berupa gambar layout empat stasiun kerja yang ada.
4.1.1 Layout Stasiun kerja 1
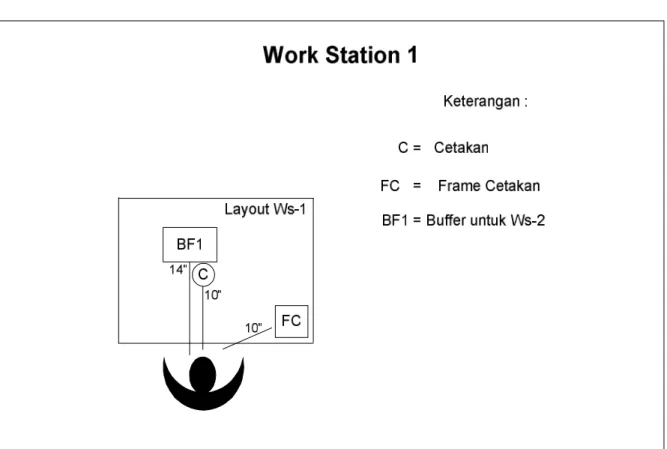
4.1.1.1 Keterangan Gambar Layout Stasiun Kerja 1 Keterangan gambar :
”C” adalah cetakan bedak wajah yang terbuat dari bahan alumunium.
”FC” adalah Frame Cetakan. Frame cetakan terdiri atas 4 slot cetakan. Terbuat dari bahan alumunium juga.
BF1 adalah area dimana barang yang sudah diselesaikan di stasiun kerja 1 maka akan ditaruh di BF1 untuk dikerjakan lebih lanjut oleh stasiun kerja berikutnya, yaitu Ws-2.
4.1.1.2 Langkah kerja Stasiun kerja 1
Berikut ini adalah keterangan langkah-langkah kerja yang dilakukan di stasiun kerja 1 :
1) Pertama-tama operator mengambil frame cetakan yang terletak disebelah kirinya dengan menggunakan tangan kanan, lalu frame cetakan itu dioper ketangan kirinya.
2) Kanan kiri operator menahan frame cetakan.
3) Kanan kanan operator mulai mengambil isi cetakan dan kemudian mulai memasangkannya kedalam frame cetakan satu persatu sampai frame cetakan penuh terisi dengan cetakan (4 buah).
4) Lalu tangan kiri operator membalikkan rakitan frame cetakan dan isinya, lalu tangan kanan operator langsung meletakkan rakitan ke BF1.
4.1.2 Layout Stasiun kerja 2
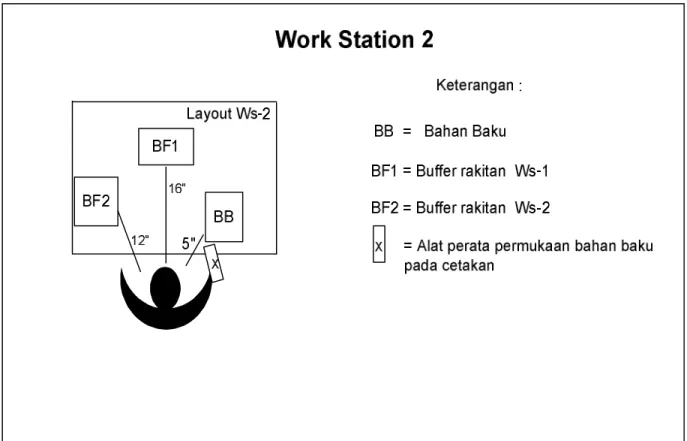
4.1.2.1 Keterangan Gambar Layout Stasiun Kerja 2 Keterangan gambar :
”BB” adalah bahan baku untuk di masukkan kedalam cetakan. Bahan baku yang digunakan adalah berupa bubuk bedak wajah yang sudah dicampur dengan bahan-bahan lain sesuai dengan spesifikasi produk yang sudah di tentukan.
”X” adalah peralatan bantu yang dipakai operator untuk meratakan bahan baku yang sudah diisikan kedalam cetakan. Alat ini mirip dengan penggaris dan terbuat dari kayu.
BF1 adalah area dimana barang yang sudah diselesaikan di stasiun kerja 1 maka akan ditaruh di BF1 untuk dikerjakan lebih lanjut oleh stasiun kerja berikutnya, yaitu Ws-2. Barang rakitan yang diterima dari ws 1 adalah rakitan frame beserta cetakannya yang berjumlah 4 slot.
BF2 adalah area tempat pemindahan barang rakitan yang sudah dikerjakan di stasiun kerja 2 ke stasiun kerja selanjutnya yaitu ws 3. Barang yang akan di pindahkan ke ws 3 adalah rakitan frame beserta cetakannya yang berjumlah 4 slot yang sudah diisi dengan bahan baku.
4.1.2.2 Langkah kerja Stasiun kerja 2
Berikut ini adalah keterangan langkah-langkah kerja yang dilakukan di stasiun kerja 2 :
1) Pertama-tama operator ws 2 menerima barang rakitan yang sudah dikerjakan dari ws 1 dengan menggunakan tangan kiri, yaitu berupa frame cetakan berserta isi cetakannya yang berjumlah 4 slot. Lalu membawanya dekat ke tubuhnya.
2) Lalu tangan kanan mulai mengisi cetakan tersebut dengan bahan baku bedak yang berada disebelah kanannya.
3) Lalu kemudian tangan kanan operator mulai meratakan cetakan yang sudah terisi dengan menggunakan alat bantu untuk meratakan.
4) Lalu setelah cetakan terisi penuh dan sudah rata permukaannya maka operator ws 2 meletakkan barang rakitan yang sudah dikerjakannya ke BF2 untuk dikerjakan oleh stasiun kerja berikutnya, yaitu ws 3.
4.1.3 Layout Stasiun kerja 3
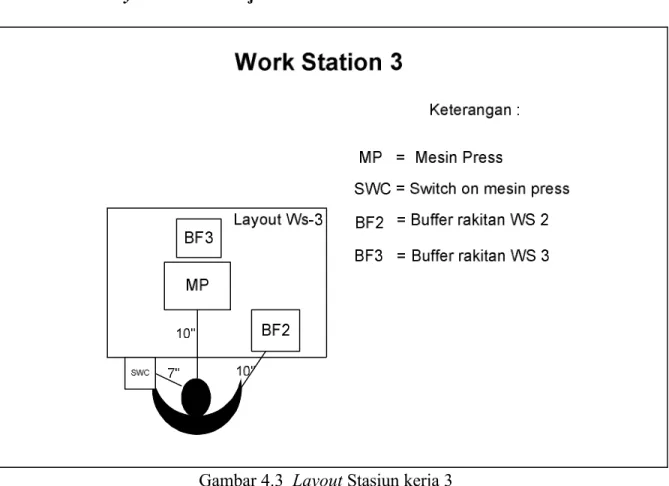
Gambar 4.3 Layout Stasiun kerja 3
4.1.3.1 Keterangan Gambar Layout Stasiun Kerja 3 Keterangan gambar :
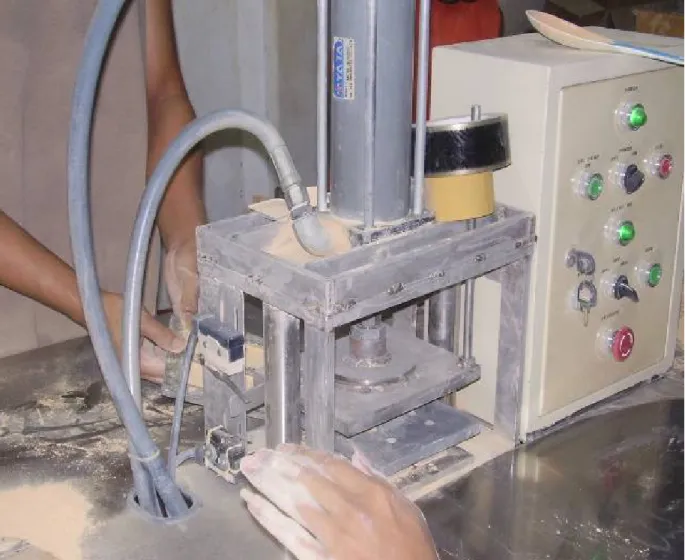
”MP” adalah mesin press yang digunakan untuk memadatkan bedak yang berada di cetakannya.
”SWC” adalah tombol pengaktifan mesin press.
BF2 adalah area tempat pemindahan barang rakitan yang sudah dikerjakan dari ws sebelumnya yaitu stasiun kerja. Barang tersebut adalah rakitan frame beserta cetakannya yang
berjumlah 4 slot yang sudah diisi dengan bahan baku dan sudah rata permukaannya.
BF3 adalah area pemindahan barang rakitan menuju stasiun kerja selanjutnya, yaitu ws 4.
4.1.3.2 Langkah kerja Stasiun kerja 3
Berikut ini adalah keterangan langkah-langkah kerja yang dilakukan di work station 3 :
1) Pertama-tama tangan kanan operator 3 mengambil barang rakitan yang sudah dikerjakan di stasiun kerja 2 yaitu rakitan frame beserta cetakannya yang berjumlah 4 slot yang sudah diisi dengan bahan baku dan sudah rata permukaannya dengan menggunakan tangan kanan.
2) Kemudian barang rakitan dari ws 3 itu diarahkan tepat didepan mesin press.
3) Selanjutnya kedua tangan operator ws 3 mulai menuju kearah mesin press dan mulai memegang cetakan mesin press.
4) Setelah mesin press mulai terangkat, maka kedua tangan operator 3 mulai memegang cetakan mesin press dan kemudian mengangkat cetakan tersebut.
5) Cetakan yang sudah diangkat itu kemudian dipasangkan ke barang rakitan ws 3.
6) Setelah terpasang dengan baik, maka barang rakitan ws 3 yang sudah dipasangkan dengan cetakan mesin press diputar 180 lalu ditaruh tepat dibawah mesin press sekaligus mendorong barang cetakan yang sudah jadi dari siklus kerja sebelumnya ke ws 4.
7) Kemudian siku tangan kiri operator dua menekan switch on mesin press yang berada di sebelah kiri operator ws 3. Switch itu adalah tombol untuk mengaktifkan mesin press.
4.1.4 Layout Stasiun kerja 4
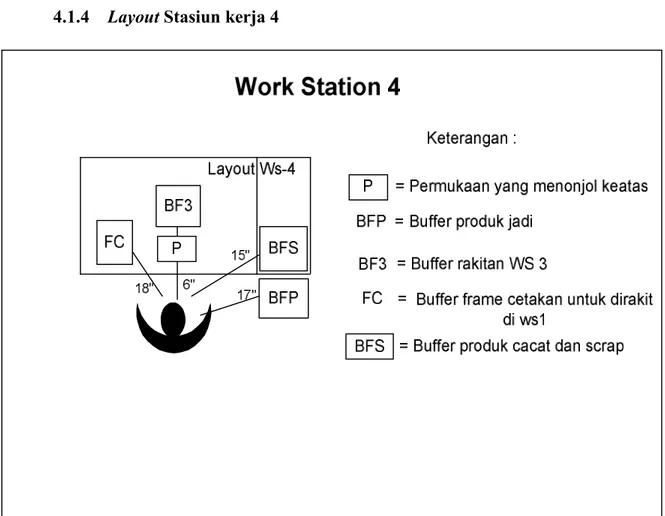
Gambar 4.4 Layout Stasiiun Kerja 4
4.1.4.1 Keterangan Gambar Layout Stasiun Kerja 4 Keterangan gambar :
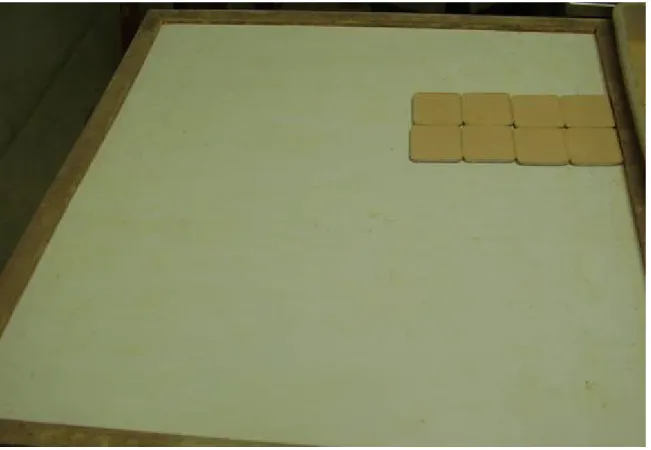
”BFP” merupakan wadah tempat penyimpanan produk yang sudah jadi.
”P” merupakan suatu permukaan yang didesain tidak rata dan menonjol keatas seperti bentuk batu bata yang berfungsi untuk memisahkan frame cetakan dari isi cetakannya.
”BFS” merupakan wadah tempat meletakan produk cacat dan scrap (bahan baku sisa).
4.1.4.2 Langkah kerja Stasiun Kerja 4
Berikut ini adalah keterangan langkah-langkah kerja yang dilakukan di work station 4 :
1) Setelah barang selesai dikerjakan di ws 3 maka barang yang dikerjakan di ws 3 tersebut didorong kearah ws 4 dan kemudian diambil oleh operator ws 4 dengan menggunakan kedua tangan.
2) Lalu dengan menggunakan tangan kanan, operator ws 4 membuang scrap atau barang cacat di ”BFS”.
3) Kemudian barang rakitan dari ws 3 itu dipukulkan ke ”P” dikedua sisinya (sisi kanan dan sisi kiri ) untuk melepaskan isi cetakan dari frame cetakannya.
4) Kemudian isi cetakan yang merupakan produk jadi itu diangkat oleh operator ws 4 dan ditaruh ke ”BFP” dengan menggunakan kedua tangan (masing-masing tangan mengangkat dua buah isi cetakan). Produk yang cacat akan dipisahkan dan ditaruh di ”BFS”.
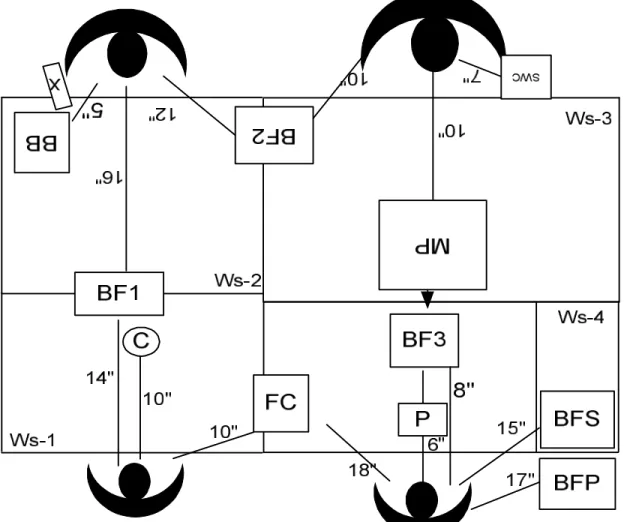
4.1.5 Layout Stasiun kerja Secara Keseluruhan
Berikut ini adalah gambar layout stasiun kerja secara keseluruhan.
4.1.6 Gambar komponen-komponen yang digunakan Untuk Produksi Bedak (Two Way cake Powder)
Gambar 4.6 Cetakan Bedak
Gambar 4.8 Cetakan Mesin Press
Gambar 4.11 Buffer Barang jadi
4.2 Pengolahan data
Berikut ini adalah pengukuran waktu gerakan-gerakan yang dilakukan masing-masing operator di tiap-tiap stasiun kerja yang dipetakan dalam peta tangan kanan dan tangan kiri dan waktu siklusnya dihitung dengan metode MTM (Methods-Time Measurement). Lalu kemudian gerakan-gerakan kerja yang sudah ada akan diperbaiki dengan mempertimbangkan dan mendesain ulang tata letak area dan peralatan kerja dari masing-masing stasiun kerja.
Diharapkan dengan mendesain ulang tata letak area dan peralatan kerja akan menghasilkan gerakan yang lebih efisien dan efektif yang berguna untuk mengoptimalkan waktu siklus masing-masing stasiun kerja.
Keempat stasiun kerja ini mempunyai target produksi yaitu sebesar 5000 pieces bedak dalam waktu 7 jam perharinya (belum termasuk untuk produk cacat 150 pieces). Waktu produksi yang tersedia tidak termasuk dalam masalah pengisian bahan baku, rusaknya mesin, atau masalah-masalah teknis lainnya.
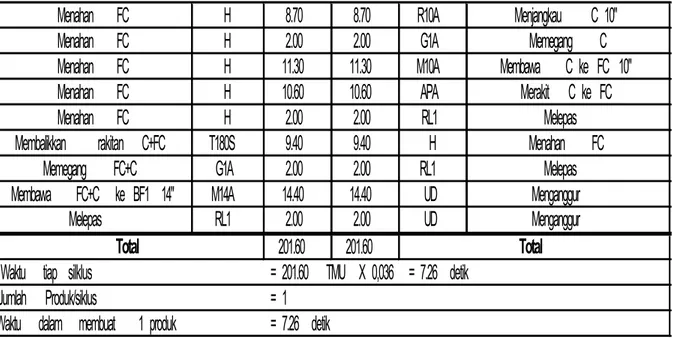
4.2.1 Pengukuran Waktu Dengan Metode MTM pada Stasiun Kerja 1 Tabel 4.1 Peta tangan Kanan dan tangan Kiri WS-1
PETA TANGAN KANAN DAN TANGAN KIRI WS-1 METODE MTM
Pekerjaan : Perakitan Produksi Bedak wajah No peta : 1
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan :3 april 2007
Tangan kiri Simbol Waktu waktu simbol Tangan kanan
H 8.70 8.70 R10A H 2.00 2.00 G1A H 11.30 11.30 M10A G1A 2.00 2.00 H H 8.70 8.70 R10A H 2.00 2.00 G1A H 11.30 11.30 M10A H 10.60 10.60 APA H 2.00 2.00 RL1 H 8.70 8.70 R10A H 2.00 2.00 G1A H 11.30 11.30 M10A H 10.60 10.60 APA H 2.00 2.00 RL1 T180S 9.40 9.40 H H 2.00 2.00 RL1 H 8.70 8.70 R10A H 2.00 2.00 G1A H 11.30 11.30 M10A H 10.60 10.60 APA H 2.00 2.00 RL1 Memegang C Membawa C ke FC 10" Merakit C ke FC Melepas Melepas Menahan FC Melepas Menjangkau C 10" Menjangkau C 10" Memegang C Membawa C ke FC 10" Merakit C ke FC Menjangkau FC 10" Memegang FC Membawa FC 10" Menahan FC Menjangkau C 10" Memegang C Membawa C ke FC 10" Merakit C ke FC Melepas Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Memutar FC 180 Menahan Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menahan FC Menganggur Menganggur Menganggur Memegang FC
Tabel 4.1 Peta tangan Kanan dan tangan Kiri WS-1 (lanjutan )
H
8.70
8.70
R10A
H
2.00
2.00
G1A
H
11.30
11.30
M10A
H
10.60
10.60
APA
H
2.00
2.00
RL1
T180S
9.40
9.40
H
G1A
2.00
2.00
RL1
M14A
14.40
14.40
UD
RL1
2.00
2.00
UD
201.60
201.60
Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat
1 produk
= 201.60 TMU X 0,036 = 7.26 detik
= 1
= 7.26 detik
Memegang
FC+C
Membalikkan
rakitan C+FC
Total
Total
Menganggur
Melepas
Menahan
FC
Melepas
Menganggur
Menjangkau
C 10"
Memegang
C
Membawa
C ke FC 10"
Merakit C ke FC
Membawa
FC+C ke BF1 14"
Melepas
Menahan
FC
Menahan
FC
Menahan
FC
Menahan
FC
Menahan
FC
4.2.2 Pengukuran Waktu Dengan Metode MTM pada Stasiun Kerja 2 Tabel 4.2 Peta tangan Kanan dan tangan Kiri WS-2
Pekerjaan : Perakitan Produksi Bedak wajah
No peta : 2
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 4 april 2007
Tangan kiri Simbol Waktu waktu simbol Tangan kanan
R16A 11.40 11.40 UD G1A 2.00 2.00 UD M16A 16.00 16.00 UD P1SE 5.60 5.60 UD M5A 7.30 7.30 UD H 16.20 16.20 APB H 3.40 3.40 AF H 3.00 3.00 RLF H 3.40 3.40 AF H 3.00 3.00 RLF H 10.60 10.60 APA H 16.20 16.20 APB H 3.40 3.40 AF H 3.00 3.00 RLF H 3.40 3.40 AF H 3.00 3.00 RLF H 10.60 10.60 APA H 16.20 16.20 APB Menekan Menahan FC+C+BB
PETA TANGAN KANAN DAN TANGAN KIRI WS-2 METODE MTM
Merakit BB ke FC+C Menahan FC+C+BB Meratakan BB dari FC+C Melepas tekan Menekan Melepas tekan Menahan FC+C+BB Menahan FC+C+BB Menahan FC+C+BB Melepas tekan Menekan Menekan Meratakan BB dari FC+C Menahan FC+C+BB Menahan FC+C+BB Menahan FC+C+BB Menahan FC+C+BB Menahan FC+C+BB Merakit BB ke FC+C Menahan FC+C+BB Menahan FC+C+BB Melepas tekan Menahan FC+C+BB Membawa FC+C ke BB 5" Menganggur Merakit BB ke FC+C Membawa FC+C 16" Menganggur Mengarahkan FC+C ke BB Menganggur Menjangkau FC+C 16" Menganggur Memegang FC+C Menganggur
Tabel 4.2 Peta tangan Kanan dan tangan Kiri WS-2 (Lanjutan)
H
3.40
3.40
AF
H
3.00
3.00
RLF
H
3.40
3.40
AF
H
3.00
3.00
RLF
P1SE
5.60
10.60
APA
M5A
7.30
2.00
UD
RL1
2.00
2.30
UD
165.40
165.40
Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
= 5.95 detik
Total
Total
= 165.40 TMU X 0,036 = 5.95 detik
= 1
Melepas
Menganggur
Membawa FC+C+BB ke BF2
Menganggur
Menahan FC+C+BB
Menahan FC+C+BB
Menahan FC+C+BB
Meratakan BB dari FC+C
Melepas tekan
Menekan
Melepas tekan
Mengarahkan
FC+C+BB ke BF2
Menekan
Menahan FC+C+BB
4.2.3 Pengukuran Waktu Dengan Metode MTM pada Stasiun Kerja 3 Tabel 4.3 Peta tangan Kanan dan tangan Kiri WS-3
Pekerjaan : Perakitan Produksi Bedak wajah
No peta : 3
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 5 april 2007
Tangan kiri Simbol Waktu Waktu Simbol Tangan kanan
UD 8.70 8.70 R10A UD 2.00 2.00 G1A UD 11.30 11.30 M10A G1A 2.00 2.00 G1A RL1 2.00 2.00 RL1 R10A 8.70 8.70 R10A G1A 2.00 2.00 G1A D3E 22.90 22.90 D3E M10A 11.30 11.30 M10A P2SE 16.20 16.20 P2SE EF 7.30 7.30 EF APA 10.60 10.60 APA RL1 2.00 2.00 RL1 G1A 2.00 2.00 G1A T180S 9.40 9.40 T180S RL1 2.00 2.00 RL1 G1A 2.00 2.00 G1A M10A 11.30 11.30 RL1 RL1 2.00 2.00 UD R7A 7.40 7.40 UD AF 3.40 3.40 UD RLF 3.00 3.00 UD 149.50 149.50 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
PETA TANGAN KANAN DAN TANGAN KIRI WS-3 METODE MTM
Menganggur Menjangkau FC+C+BB 10" Total Total = 149.50 TMU X 0,036 = 5.38 detik = 1 = 5.38 detik Melepas Rakit Melepas Rakit
Menekan SWC dengan siku Menganggur
Melepas Menganggur
Melepas Menganggur
Menjangkau SWC 7" Menganggur
Memegang CMP+FC+C+BB Memegang CMP+FC+C+BB
Membawa Rakitan ke MP Melepas
Memutar rakitan 180• Memutar rakitan 180
Melepas Melepas
Melepas Melepas
Memegang CMP+FC+C+BB Memegang CMP+FC+C+BB
Memfokuskan mata Memfokuskan mata
Merakit Cetakan MP ke rakitan Merakit Cetakan MP ke rakitan
Membawa Cetakan MP ke rakitan 10" Membawa Cetakan MP ke rakitan 10" Mengarahkan Cetakan MP ke rakitan Mengarahkan Cetakan MP ke rakitan
Menjangkau Cetakan MP 10" Menjangkau Cetakan MP 10"
Memegang Cetakan MP Memegang Cetakan MP
Memegang FC+C+BB Memegang FC+C+BB
Melepas Melepas
Menganggur Memegang FC+C+BB
4.2.4 Pengukuran Waktu Dengan Metode MTM pada Stasiun Kerja 4 Tabel 4.4 Peta tangan Kanan dan tangan Kiri WS-4
Pekerjaan : Perakitan Produksi Bedak wajah No peta : 4
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 6 april 2007
Tangan kiri Simbol Waktu Waktu Simbol Tangan kanan
R6A 7.00 7.00 R6A G1A 2.00 2.00 G1A M15A 15.20 15.20 M15A RL1 2.00 2.00 H UD 9.40 9.40 T180S UD 15.20 15.20 M15A UD 22.90 22.90 D3E G3 5.60 5.60 G3 G1A 2.00 2.00 RL1 D3E 22.90 22.90 UD M18A 17.60 7.30 G4A RL1 2.00 12.30 H R18A 12.30 12.30 H G4A 7.30 7.3 H T90S 5.40 5.40 T90S M17A 16.80 16.80 M17A P2SE 16.20 16.20 P2SE RL1 2.00 2.00 RL1 183.80 183.80 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
Memilih produk jadi Memilih produk jadi Memilih produk jadi
= 6,62 detik
Memilih produk jadi
Merapikan posisi produk jadi
Total Total
= 183.80 TMU X 0,036 = 6,62 detik = 1
Melepas Melepas
Membalikkan produk jadi 90• Membalikkan produk jadi 90 Membawa produk jadi ke BFP 17" Membawa produk jadi ke BFP 17"
Merapikan posisi produk jadi Menjangkau produk jadi 18"
Memegang produk jadi Membawa Rakitan ke FC 18"
Melepas
Memegang Rakitan Melepas
Melepas Rakit Menganggur
Menganggur Melepas Rakit
Menerima rakitan dari tangan kanan Mengoper ke tangan kiri
Menganggur Membalikkan Rakitan 180
Menganggur Membawa Rakitan ke depan tubuh Membawa Rakitan ke BFS 15" Membawa Rakitan ke BFS 15"
Melepas Menahan rakitan
PETA TANGAN KANAN DAN TANGAN KIRI WS-4 METODE MTM
Menjangkau Rakitan 6" Menjangkau Rakitan 6"
Jadi total waktu siklus keseluruhan dari keempat stasiun kerja yang ada adalah :
1. WS-1 waktu siklus kerjanya adalah : 7,62 detik 2. WS-2 waktu siklus kerjanya adalah : 5,95 detik 3. WS-3 waktu siklus kerjanya adalah : 5,38 detik 4. WS-4 waktu siklus kerjanya adalah : 6,62 detik
Sehingga total waktu siklus untuk pengerjaan satu buah produk ( 4 pieces bedak ) adalah 7,62 detik+ 5,95 detik + 5,38 detik + 6,62 detik = 25,57 detik. Jika waktu siklus yang ada adalah 25,57 detik (4 pieces produk) maka kira-kira dalam satu hari kerja 7 jam keempat workstation ini dapat menghasilkan : 7 jam kerja x 60 menit = 420 menit = 25200 detik jam kerja
Maka : (25200detik / 25,57 detik) = 985,53 = 986 kali siklus kerja. Karena 1 siklus kerja menghasilkan 4 pieces produk, maka :
986 x 4 pieces = 3944 pieces.
Jumlah 3944 pieces tidaklah mencukupi target produksi yaitu sebesar 5000 pieces produk belum termasuk untuk produk defect yang diijinkan sebesar 150 produk saja dan waktu-waktu yang digunakan untuk mengisi bahan baku, waktu kelonggaran dan sebagainya.
Kekurangan target produksi ini akan menyebabkan perusahaan harus mengaktifkan 4 stasiun kerja cadangan yang akhirnya akan menyebabkan terjadinya pemborosan biaya karena menggunakan energi listrik lebih banyak.
4.2.5 Pengukuran Waktu Dengan Metode MTM Stasiun Kerja 1 Usulan Tabel 4.5 Peta tangan Kanan dan tangan Kiri WS-1 Usulan
Pekerjaan : Perakitan Produksi Bedak wajah No peta : 5
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan :9 april 2007
Tangan kiri Simbol Waktu waktu simbol Tangan kanan
H 7.90 7.90 R8A H 2.00 2.00 G1A H 9.70 9.70 M8A G1A 2.00 2.00 H RL1 2.00 2.00 RL1 H 7.90 7.90 R8A G1A 2.00 2.00 G1A M8A 9.70 9.70 M8A APA 10.60 10.60 APA H 2.00 2.00 RL1 H 7.90 7.90 R8A H 2.00 2.00 G1A H 9.70 9.70 M8A H 10.60 10.60 APA H 2.00 2.00 RL1 G1A 2.00 2.00 G1A H 2.00 2.00 RL1 T180S 9.40 9.40 UD Menganggur M14A 14.40 14.40 UD RL1 2.00 2.00 UD 117.80 117.80 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
Menganggur Menjangkau FC 8" Menganggur Memegang FC Menganggur Membawa FC 8" Memegang FC Menahan FC Menjangkau BFC 8" Menjangkau BFC 8" Memegang C Memegang C Membawa C ke FC 8" Membawa C ke FC 8" Merakit C ke FC Merakit C ke FC Melepas Melepas Menjangkau BFC 8" Menjangkau BFC 8" Melepas Memegang C Memegang C Membawa C ke FC 8" Membawa C ke FC 8" Membalikkan FC+C 180 Melepas Menahan FC+C Melepas RL1 Melepas RL1 Memegang FC+C Memegang FC+C Merakit C ke FC Merakit C ke FC Melepas = 4.24 detik
PETA TANGAN KANAN DAN TANGAN KIRI WS-1 METODE MTM USULAN
Total Total
= 117.80 TMU X 0,036 = 4.24 detik = 1
Membawa FC+C ke BF1 14" Menganggur
4.2.6 Pengukuran Waktu Dengan Metode MTM Stasiun Kerja 2 Usulan Tabel 4.6 Peta tangan Kanan dan tangan Kiri WS-2 Usulan
Pekerjaan : Perakitan Produksi Bedak wajah
No peta : 6
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 12 april 2007
Tangan kiri Simbol Waktu waktu simbol Tangan kanan
R16A 11.40 11.40 UD G1A 2.00 2.00 UD M16A 16.00 16.00 UD P1SE 5.60 5.60 UD M5A 7.30 7.30 UD H 16.20 16.20 APB H 3.40 3.40 AF H 3.00 3.00 RLF H 3.40 3.40 AF H 3.00 3.00 RLF H 10.60 10.60 APA M5A 7.30 7.30 UD RL1 2.00 2.00 UD 91.20 91.20 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
PETA TANGAN KANAN DAN TANGAN KIRI WS-2 METODE MTM USULAN
Menjangkau FC+C 16" Menganggur Memegang FC+C Menganggur Membawa FC+C 16" Menganggur Mengarahkan FC+C ke BB Menganggur Membawa FC+C ke BB 5" Menganggur Menahan FC+C+BB Merakit BB ke FC+C Menahan FC+C+BB Menekan
Menahan FC+C+BB Melepas tekan
Menahan FC+C+BB Menekan
Menahan FC+C+BB Melepas tekan
Membawa FC+C+BB ke BF2 Menganggur
Menahan FC+C+BB Meratakan BB dari FC+C
= 91.20 TMU X 0,036 = 3.28 detik = 1
= 3.28 detik
Melepas Menganggur
4.2.7 Pengukuran Waktu Dengan Metode MTM Stasiun Kerja 3 Usulan Tabel 4.7 Peta tangan Kanan dan tangan Kiri WS-3 Usulan
Pekerjaan : Perakitan Produksi Bedak wajah
No peta : 7
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 15 april 2007
Tangan kiri Simbol Waktu Waktu Simbol Tangan kanan
UD 8.70 8.70 R10A UD 2.00 2.00 G1A UD 11.30 11.30 M10A G1A 2.00 2.00 G1A RL1 2.00 2.00 RL1 R10A 8.70 8.70 R10A G1A 2.00 2.00 G1A D3E 22.90 22.90 D3E M10A 11.30 11.30 M10A P2SE 16.20 16.20 P2SE EF 7.30 7.30 EF APA 10.60 10.60 APA RL1 2.00 2.00 RL1 R3A 5.30 6.10 M4A AF 3.40 2.00 RL1 RL1 2.00 2.60 UD 117.70 117.70 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk = 4,33 detik
Total Total
= 117,70 TMU X 0,036 = 4,33 detik = 1
PETA TANGAN KANAN DAN TANGAN KIRI WS-3 METODE
MTM USULAN
Menganggur Menjangkau FC+C+BB 10"
Menganggur Memegang FC+C+BB
Menganggur Membawa FC+C+BB 10"
Memegang FC+C+BB Memegang FC+C+BB
Melepas Melepas
Menjangkau Cetakan MP 10" Menjangkau Cetakan MP 10"
Memegang Cetakan MP Memegang Cetakan MP
Melepas Rakit Melepas Rakit
Membawa Cetakan MP ke rakitan 10" Membawa Cetakan MP ke rakitan 10" Mengarahkan Cetakan MP ke rakitan Mengarahkan Cetakan MP ke rakitan
Memfokuskan mata Memfokuskan mata
Merakit Cetakan MP ke rakitan Merakit Cetakan MP ke rakitan
Melepas Melepas
Menjangkau SWC 3" Mendorong Cetakan ke MP 4"
Menekan SWC Melepas
4.2.8 Pengukuran Waktu Dengan Metode MTM Stasiun Kerja 4 Usulan Tabel 4.8 Peta tangan Kanan dan tangan Kiri WS-4 Usulan
Pekerjaan : Perakitan Produksi Bedak wajah No peta : 8
Dipetakan Oleh : Harbin Koeswoyo Tgl Dipetakan : 16 april 2007
Tangan kiri Simbol Waktu Waktu Simbol Tangan kanan
R6A 7.00 7.00 R6A G1A 2.00 2.00 G1A M15A 15.20 15.20 M15A RL1 2.00 2.00 H UD 9.40 9.40 T180S UD 15.20 15.20 M15A UD 22.90 22.90 D3E G3 5.60 5.60 G3 G1A 2.00 2.00 RL1 D3E 22.90 22.90 UD M18A 17.60 7.30 G4A RL1 2.00 12.30 H R18A 12.30 12.30 H G4A 7.30 7.3 H T90S 5.40 5.40 T90S M12A 12.90 12.90 M12A RL1 2.00 2.00 RL1 163.70 163.70 Waktu tiap silklus
Jumlah Produk/siklus
Waktu dalam membuat 1 produk
= 163,70 TMU X 0,036 = 5.89 detik = 1
= 5.89 detik
Melepas Melepas
Total Total
Membalikkan produk jadi 90• Membalikkan produk jadi 90 Membawa produk jadi ke BFP 12" Membawa produk jadi ke BFP 12"
Menjangkau produk jadi 18" Menahan produk jadi Memegang produk jadi Menahan produk jadi Membawa Rakitan ke FC 18" Memilih produk jadi
Melepas Menahan produk jadi
Memegang Rakitan Melepas
Melepas Rakit Menganggur
Menganggur Melepas Rakit
Menerima rakitan dari tangan kanan Mengoper ke tangan kiri
Menganggur Membalikkan Rakitan 180
Menganggur Membawa Rakitan ke depan tubuh Membawa Rakitan ke BFS 15" Membawa Rakitan ke BFS 15"
Melepas Menahan rakitan
PETA TANGAN
KANAN DAN TANGAN
KIRI WS-4 METODE
MTM USULAN
Menjangkau Rakitan 6" Menjangkau Rakitan 6"
Jadi dengan mengusulkan gerakan-gerakan kerja yang dilakukan oleh operator di masing-masing stasiun kerja, maka kita dapatkan perhitungan waktu sebagai berikut :
1. WS-1 usulan waktu siklus kerjanya adalah : 4,24 detik 2. WS-2 waktu siklus kerjanya adalah : 3,28 detik
3. WS-3 waktu siklus kerjanya adalah : 4,33 detik 4. WS-4 waktu siklus kerjanya adalah : 5,89 detik
Sehingga total waktu siklus untuk pengerjaan satu buah produk ( 4 pieces bedak ) adalah 4,24 detik+ 3,28 detik + 4,33 detik + 5,89 detik = 17,74 detik.
Jika waktu siklus dari keempat stasiun kerja yang gerakan dan tata letaknya sudah diperbaiki adalah 17,74 detik (4 pieces produk) maka kira-kira dalam satu hari kerja 7 jam keempat workstation ini dapat menghasilkan : 7 jam kerja x 60 menit = 420 menit = 25200 detik jam kerja
Maka : (25200detik / 17,74 detik) = 1420,51 = 1421 kali siklus kerja. Karena 1 siklus kerja menghasilkan 4 pieces produk, maka :
1421 x 4 pieces = 5684 pieces.
Jumlah 5684 pieces diperkirakan sudah bisa memenuhi target produksi yang sudah ditetapkan yaitu 5000 produk baik dan 150 produk cacat tanpa harus memakai stasiun kerja tambahan yang akan memboroskan biaya.
4.3 Analisa Data
4.3.1 Analisa Perbandingan Peta tangan kanan dan tangan kiri WS-1 sekarang dan usulan.
Masalah yang dihadapi oleh stasiun kerja 1 adalah area penempatan cetakan bedak yang tidak teratur yang menyebabkan operator harus sering mengisi ulang cetakan yang habis dimeja kerjanya yang menyebabkan pemborosan waktu.
Pada Peta tangan kanan dan tangan kiri WS-1 kita bisa lihat masih banyaknya keadaan menganggur atau idle time yang dilambangkan dengan UD pada peta tangan kanan dan tangan kiri. Penyebab masalah Idle time ini adalah karena banyaknya gerakan-gerakan dari operator Ws-1 ysng masih belum efektif dan efisien. Operator Ws-1 lebih banyak menggunakan tangan kanan dalam pekerjaannya di Ws-1. Padahal dalam prakteknya tangan kanan operator WS-1 bisa digunakan juga untuk membantu kerja dari tangan kirinya.
Bila tangan kiri operator Ws-1 melakukan pendistibusian pekerjaan dari tangan kanannya maka gerakkan-gerakkan yang kurang efektif seperti menahan (H) pada peta tangan kanan dan tangan kiri dapat dieliminasi sehingga proses pekerjaan di Ws-1 lebih cepat dan efektif.
Pada Peta tangan kanan dan tangan kiri Ws-1 Usulan kita dapat melihat adanya perubahan layout area kerja dan peralatan kerjanya dalam hal posisi komponen-komponen produksi dan jaraknya. Berikut ini adalah gambar perbandingannya
Gambar 4.12 Perbandingan layout Ws-1 sekarang dan Usulan
Kita dapat melihat adanya perubahan pada C menajdi BFC. Maksudnya adalah pada peta tangan kanan dan tangan kiri yang sudah ada cetakan bedak hanya di letakkan begitu saja diatas meja, sehingga menyebabkan peralatan kerja yang berserakkan. Hal ini juga menyebabkan operator harus sering mengisi kembali cetakan yang sudah habis diatas meja kerjanya.
Maka dari itu untuk mengetahui masalah ini disarankan kepada pihak perusahaan untuk menggunakan wadah (BFC) untuk meletakkan cetakan-cetakan bedak tersebut, sehingga cetakan-cetakan bedak lebih rapih dan kapasitasnya lebih besar, sehingga operator tidak perlu sering mengisi berulang-ulang cetakan yang sudah habis yang menyebabkan pemborosan waktu dan akan
berdampak kepada pemborosan biaya. Perubahan jarak yang ada dimaksudkan untuk memperpendek jangkauan tangan operator, sehingga waktu yang digunakan relatif lebih singkat. Berikut ini adalah contoh desain BFC untuk diusulkan dan digunakan oleh pihak perusahaan untuk mengatasi masalah di stasiun kerja 1.
Gambar 4.13 Contoh desain BFC Pada WS-1
Maka Kelebihan dari ”BFC” ini bisa di jabarkan sebagai berikut : 1. Kapasitas atau volume yang lebih besar sehingga proses pengisian
kembali cetakan bedak bisa diminimasi dan secara keseluruhan akan menghemat penggunaan waktu produksi.
2. Tata letak yang lebih rapih sehingga dapat mengurangi gerakan-gerakan operator yang kurang efektif seperti gerakan-gerakan mencari dan memilih.
4.3.2 Analisa Perbandingan Peta tangan kanan dan tangan kiri WS-2 sekarang dan usulan.
Masalah yang dihadapi pada Ws-2 adalah adanya gerakan operator yang terlalu banyak diulang-ulang, yaitu pada saat mengisikan bahan baku bedak kedalam cetakan dengan menggunkan alat yang disimbolkan dengan ”X”. Alat itu berbentuk mirip dengan penggaris yang digunakan dengan posisi seperti menggunakan pisau. Desain alat ”X” yang sedang digunakan itu mengakibatkan operator harus mengulang gerakan meratakan agar bahan baku bedak dapat benar-benar rata pada cetakan bedak.
Maka dari itu dirasakan perlu adanya desain ulang alat perata permukaan (”X”) yang dipakai oleh operator Ws-2 agar proses pengerjaan di WS-2 lebih efektik dan optimal. Alat yang diusulkan adalah alat yang terbuat dari fiber atau kayu atau plastik mika yang mengambil prisnsip mobil traktor, Kedua sisi kiri dan kanan dibuat cekung dan cembung seperti alat pengeruk tanah pada traktor. Hal ini akan menciptakan daya muatan yang lebih besar dibandingkan pada alat yang permukaannya rata.
Berikut ini akan dideskripsikan desain ulang alat perata permukaan ”X” seperti gambar dibawah ini.
Berikut ini akan disimulasikan penggunaan masing-masing alat perata permukaan.
Gambar 4.15 Simulasi Alat perata permukaan yang sekarang digunakan pada Ws-2
4.3.3 Analisa Perbandingan Peta tangan kanan dan tangan kiri WS-3 sekarang dan usulan.
Pada WS-3 gerakan-gerakan yang dilakukan oleh operator sudah cukup efektif dan efisien, hanya ada masalah dalam hal penempatan ”SWC”. Jadi perubahan letak ”SWC” diharapkan dapat meningkatkan efektifitas penggunaan waktu pada stasiun kerja 3. Berikut ini akan di jelaskan perubahan penempatan ”SWC” pada gambar dibawah ini.
4.3.4 Analisa Perbandingan Peta tangan kanan dan tangan kiri WS-4 sekarang dan usulan.
Masalah yang dihadapi oleh stasiun kerja 4 adalah pada saat produk jadi kan diletakkan ke buffer produk jadi. Operator secara manual memindahkan dari meja kerja ke dalam buffer produk jadi ”BFP” dan harus merapikannya supaya rapih dan dapat dipenuhi oleh produk secara penuh. Hal ini kan memakan waktu yang lama, karena desain ”BFP yang ada hanya berbentuk segi empat dan polos pada penampang permukaannya, sehingga operator Ws-4 harus meletakkan dan merapikan produk jadinya juga.
Maka dari itu tindakan mendesain penampang dari ”BFP” ini diharapakan dapat menyelesaikan masalah yang ada pada WS-4. Desain yang diusulkan kepada pihak perusahaan adalah agar memberi sekat-sekat untuk membuat jalur pada penampang ”BFP” sehingga pada saat operator Ws-4 meletakkan produk jadi di BFP, operator tidak perlu merapikannya lagi, operator hanya meletakkan dan kemudian mendorong saja.
Gambar 4.18 Desain ”BFP” pada WS-4
Sekat didesain khusus dengan tujuan mengurangi konsumsi waktu yang digunakan operator Ws-4 pada saat mengatur posisi produk jadi pada Buffer produk jadi. Dengan adaanya sekat-sekat pada ”BFP” ini maka operator Ws-4 tidak perlu mengatur posisi produk jadi, operator Ws-4 hanya perlu memindahkan produk jadi dari meja kerja ke ”BFP” dan kemudian mendorongnya ke atas (tanda panah merah) seperti pada gambar diatas, sampai ”BFP” penuh terisi.