PERBAIKAN SISTEM PRODUKSI TEROTOMASI PADA ROBOT AUTOMATIC
WELDING PROCESS PEMBUATAN CENTER FRAME HYDROULIC EXCAVATOR
Rahmi Maulidya1, Tono Sukarnoto2, Adi Prawiro1
1
Jurusan Teknik Industri, FTI, Universitas Trisakti
2
Jurusan Teknik Mesin, FTI, Universitas Trisakti e-mail: [email protected]
ABSTRAK
Sistem Produksi otomatis di stasiun Robot Automated Welding diperbaiki untuk meminimalkan waktu proses pengelasan centre frame dengan menciptakan sistem hidrolik otomatis bertenaga yang bisa menyelesaikan proses setup yang cepat dengan bantuan aplikasi sensor untuk menempatkan centre frame yang tepat pada posisi jangkauan robot arm’s. Konsep desain dibuat berdasarkan wawancara dan kuesioner kepada pengguna sistem sehingga menghasilkan beberapa konsep yang akan terpilih dan dipilih. Flowrate dan peta tangan kiri dan kanan digunakan untuk menganalisis elemen pekerjaan yang dilakukan oleh operator untuk mengetahui elemen yang tidak efektif. Kecepatan dan kekuatan hidrolik dirancang berdasarkan powerpack Reckmann hidrolik dengan spesifikasi yang ditentukan. Sistem unggulan yang diusulkan adalah penambahan kapasitas produksi dengan wilayah kerja yang aman dan nyaman bagi operator dan juga waktu pengerjaan yang lebih cepat .
Kata kunci: Otomasi, Welding, Hydraulic, Clamping, Posisi
ABSTRACT
Automated Production System in Automated Robot Welding station is repaired to minimize the duration of the center frame welding process by creating a hydraulic powered automated system which could complete the setup process quickly with the help of sensor application in order to place the center frame in an appropriate position for the robot arm’s reach. The design concept is made based on the interview and questionnaire to the system’s user so that resulted some concept which will be chooses and selected. Flow map and map of left and right hand is used to analyze the work’s element done by the operator to know which elements are not effective. The hydraulic speed and power is designed based on power pack reckmann hydraulic with the specification determined. The excellent of the proposed system are the increasing of production capacity with a safe and comfortable working area for operator and also a faster processing time.
Keywords: Automation, Welding, Hydraulic, Clamping, Positioning PENDAHULUAN
Proses produksi yang awalnya dikerjakan manual, saat ini dapat dikerjakan secara otomatis. Otomasi dalam sistem produksi memberikan banyak keuntungan, antara lain menurunkan ongkos produksi, meningkatkan jumlah produk, meningkatkan kualitas produk, mendapatkan mutu produk yang konstan, mengurangi Manufacturing Lead Time. Otomasi dapat didefinisikan sebagai suatu teknologi yang digunakan untuk melaksanakan proses atau prosedur kerja tanpa bantuan manusia. Pekerjaan ini dilakukan dengan menggunakan suatu program instruksi yang dikombinasi dengan suatu sistem pengendali untuk menjalankan instruksi-instruksi tersebut [1].
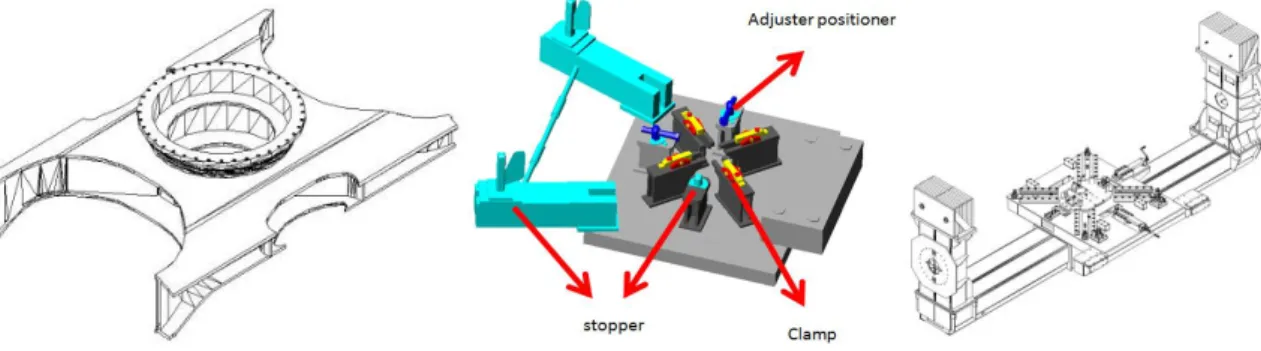
Pada produksi alat-alat berat, Center Frame (Gambar 1) merupakan rangka utama penopang body excavator sekaligus rangka untuk memasang roda excavator. Center Frame sebagai komponen utama dalam perakitan unit Hydroulic Excavator, memiliki berat 2950 kg, dimensi yang cukup besar yaitu 2850x3540 mm dan tingkat kerumitan elemen kerja yang tinggi.
Proses welding pada pembuatan center frame melewati beberapa stasiun. Stasiun pertama dilakukan proses Tack Welding yaitu proses welding tahap awal dimana tiap sudut atau sisi dari benda kerja digabungkan dengan memberikan pengelasan dalam bentuk titik agar membentuk benda sesuai dengan yang diinginkan. Stasiun kedua yang menggunakan robot yaitu stasiun Robot Automatic Welding, proses welding bagian-bagian yang diprogram pada
robot. Stasiun ketiga yaitu stasiun semi-automatic welding, proses welding manual pada bagian yang tidak dapat dijangkau pada proses stasiun sebelumnya. Stasiun keempat adalah stasiun Tack Welding Assembly yang menggabungkan komponen yang sudah jadi dengan komponen selanjutnya. Stasiun kelima adalah stasiun Semi-Automatic Welding Assembly untuk menutup semua sambungan antara komponen yang di welding. Stasiun terakhir adalah proses finishing, proses merapihkan sisa-sisa proses welding dan melakukan cek kualitas terhadap produk secara keseluruhan.
Stasiun Robot Automatic Welding dilakukan secara terotomasi dengan tujuan agar didapat kualitas hasil yang konstan dalam waktu yang singkat. Masalah yang timbul pada stasiun Robot Automatic Welding adalah pekerjaan setup komponen pada jig dilakukan berulang pada keempat area yang harus di-clamp dan proses setup dilakukan sebanyak dua kali untuk tahap pertama dan tahap kedua proses welding dengan robot. Ukuran komponen yang besar, menyebabkan operator harus menaiki center frame yang ada diatas jig untuk melakukan proses clamping dan positoning agar proses setup dapat diselesaikan dan center frame berada pada posisi yang sesuai. Elemen proses pengelasan yang dilakukan robot dan penentuan spesifikasi ketebalan las yang harus dicapai tidak akan dibahas dalam penelitian ini.
Penelitian ini bertujuan untuk menghasilkan rancangan perbaikan sistem terotomasi dengan meminimasi elemen waktu setup pada stasiun Robot Automatic Welding.
Gambar 1. Komponen Center Frame (kiri), Jig Sistem saat ini (tengah) dan Jig pada Stasiun Robot Automatic Welding (kanan)
TINJAUAN PUSTAKA Otomasi
Otomasi menyebabkan suatu proses yang memiliki urutan proses tertentu dapat dilakukan dengan sedikit atau tanpa intervensi manusia [1]. Berbagai sistem otomasi telah menggantikan peran manusia dalam menjalankan proses manufaktur. Sistem manufaktur terotomasi dapat diklasifikasikan menjadi tiga model dasar, yaitu:
Fixed automation (otomasi tetap)
Otomasi ini merupakan suatu sistem yang memiliki urutan proses pengerjaan (perakitan) secara tetap yang disebabkan oleh konfigurasi fisik peralatannya.
Programmable automation (otomasi terprogram)
Didalam otomasi ini, perangkat produksi dibuat agar memiliki kemampuan mengubah urutan operasi untuk menangani konfigurasi produk yang berbeda.
Flexible automation (otomasi fleksibel)
Otomasi fleksibel merupakan kelanjutan dari otomasi terprogram, merupakan sistem yang menjembatani antara otomasi tetap dan otomasi terprogram.
Pekerjaan dengan sistem terotomasi dilakukan dengan menggunakan suatu program instruksi yang dikombinasi dengan suatu sistem pengendali yang bertujuan untuk menjalankan instruksi yang telah ditentukan. Terdapat 3 elemen dasar dari Otomasi, yaitu: Power untuk menyelesaikan proses dan menjalankan sistem, instruksi Program untuk
mengarahkan proses dan Sistem Kontrol sebagai actuator dari instruksi program. Program Instruksi digunakan sebagai penghubung antara konsep sistem dengan aktuator sistem. Apakah operasi manufaktur melibatkan produksi berskala rendah, menengah ataupun tinggi, setiap style part atau produk yang dibuat dalam operasi membutuhkan satu atau lebih langkah operasi yang bersifat khusus bagi operasi tersebut. Sistem kontrol memiliki elemen pengendali yang menjalankan program instruksi. Sistem kontrol menyebabkan proses melaksanakan fungsi-fungsi yang telah didefinisikan. Kendali dalam suatu sistem terotomasi dapat berupa kendali sistem terbuka dan kendali sistem tertutup. Sistem terotomasi juga digunakan untuk melaksanakan fungsi safety monitoring, fungsi maintenance and repairs diagnotics dan error detection and recovery [1].
Perancangan Sistem
Perancangan sistem dimulai dengan mengidentifikasi konsep sistem otomasi yang diinginkan menggunakan perancangan dan pengembangan produk. Setelah konsep terpilih, perancangan sistem dilanjutkan dengan perencanaan elemen kerja usulan, perancangan jig, perancangan clamping, perancangan positioning, perancangan stopper dan perancangan pergerakan hidrolik.
Penentuan konsep terpilih
Tahapan perancangan dan pengembangan produk terdiri dari identifikasi kebutuhan, penentuan spesifikasi produk, penyusunan konsep, penyaringan konsep dan penilaian konsep [2]. Konsep sistem adalah sebuah gambaran atau perkiraan mengenai teknologi, prinsip kerja, dan bentuk produk. Konsep sistem merupakan gambaran singkat bagaimana sistem memuaskan kebutuhan pemakai. Proses penyusunan konsep dimulai dengan serangkaian kebutuhan pemakai dan spesifikasi target dan diakhiri dengan terciptanya beberapa konsep produk. Dengan menggali banyak konsep alternatif pada awal proses pengembangan, akan ditemukan sebuah konsep yang superior dengan hasil yang lebih baik.
Perancangan jig
Dalam mendesain jig, gambar dari jig terletak pada langkah terakhir dalam prosesnya. Urutannya adalah pengalokasian, pengkleman (pencekaman), penyokongan, penggunaan petunjuk alat potong, dan akhirnya penggambaran fixture sebagai kemasan yang menggabungkan langkah-langkah sebelumnya [3].
a. Pengalokasian dan derajat kebebasan
Pengalokasian komponen dalam tahap ini adalah konsep geometri. Perlakuan kekuatan (berat, klem, tekanan, dan pemotongan) tidak termasuk di dalamnya untuk mengetahui kekuatannya, melainkan hanya untuk mengetahui arah untuk memastikan komponen tersebut berada dalam kondisi statis stabil. Partikel kecil (point) saat tidak didukung mempunyai tiga derajat kebebasan ruang. Dia dapat bergerak ke berbagai arah, tapi setiap gerakan yang dapat dilakukannya berada dalam tiga arah, dengan tiga koordinat. Jika ketiga gerakan komponen-komponen ini ditahan, maka partikel tidak dapat bergerak. Karena tiga derajat kebebasannya telah dicabut darinya.
b. Penggunaan elemen klem
Dalam desain sebenarnya, langkah berikutnya adalah penggunaan elemen klem sebenarnya seperti baut, tali pengikat, cam. Pada tempat-tempat dimana komponen dipegang dengan kuat berlawanan dari pengalokasian elemen, tidak hanya kompoenen tersebut dialokasikan, tapi juga pada saat itu kekuatan potong menjadi aktif. Salah satu aturan terpenting pada titik ini adalah kekuatan klem harus digunakan seoptimal mungkin dan tanpa menyebabkan deformasi elastis atau meretakkan komponen.
c. Penyokongan
Penempatan hanya menyediakan penyokongan terhadap stabilitas geometri dari komponen, dan ini belum cukup untuk menerima semua perlakuan manufaktur tanpa menyebabkan deformasi elastis dari komponen. Kebutuhan yang harus disediakan dalam desain harus mencukupi dalam jumlah dan tanda kekuatan untuk menerima semua perlakuan beban. Di sisi lain, dukungan-dukungan tersebut tidak boleh mengganggu dengan pengalokasian dari komponen yang telah didesain sebelumnya.
d. Petunjuk pemotongan
Untuk drill jigs, ini berarti menempatkan ring drill dalam posisi yang sesuai dalam desain. Untuk tipe-tipe fixture lainnya (milling, planing, dsb), alat petunjuk sebenarnya adalah point-point untuk memposisikan peralatan sebelum mulai memotong.
e. Penyempurnaan bentuk
Langkah terakhir yang tersisa adalah penggambaran bentuk jig atau fixture yang mempunyai semua elemen-elemen individu dan mempunyai kekuatan dan kekerasan yang cukup untuk memegang komponen dalam posisi yang tepat dibawah tekanan beban. Bentuk jig harus juga memenuhi beberapa kondisi-kondisi lainnya. Pertama-tama harus mengakomodasikan komponen, mempunyai jarak ruang yang cukup untuk loading dan unloading dan untuk penyempurnaan. Bentuknya harus mempunyai kaki atau permukaan lainnya yang dapat mendukung untuk membawa benda kerja ke meja mesin, mempunyai elemen pengalokasian untuk meluruskan spindle mesin, dan mempunyai jumlah yang memadai unuk menaruh baut.
Prinsip Dasar Hidrolik
Pada perancangan clamping dan positioning dirancang proses pergerakan yang dibantu dengan menggunakan prinsip hidrolik. Sistem hidrolik adalah sistem pemindahan dan pengontrolan gaya dan gerakan dengan fluida cair dalam hal ini oli. Fluida yang digunakan dalam sistem hidrolik adalah oli. Syarat-syarat cairan hidrolik yang digunakan harus memiliki kekentalan (viskositas) yang cukup, memiliki indeks viskositas yang baik, tahan api, tidak berbusa, tahan dingin, tahan korosi dan tahan aus, minimla konpressibility. Kelebihan sistem hidrolik diantaranya adalah tenaga yang dihasilkan sistem hidrolik besar sehingga banyak diaplikasikan pada alat berat seperti crane, kerek hidrolik dll; oli juga bersifat sebagai pelumas sehingga tingkat kebocoran lebih jarang dibandingkan dengan sistem pneumatik; dan tidak berisik.
Sistem hidrolik terdiri dari beberapa bagian, antara lain, bagian tenaga (power pack) bagian sinyal, pemroses sinyal, dan pengendalian sinyal. Bagian tenaga terdiri dari pompa hydrolik, katup pengatur tekanan, dan katup satu arah. Cairan hydrolik yang digunakan pada sistem hydrolik harus memiliki ciri-ciri atau watak (propertiy) yang sesuai dengan kebutuhan. Property cairan hydrolik merupakan hal-hal yang dimiliki oleh cairan hydrolik tersebut sehingga cairan hydrolik tersebut dapat melaksanakan tugas atau fungsingnya dengan baik. Adapun fungsi/tugas cairan hydolik adalah sebagai penerus tekanan atau penerus daya, pelumas untuk bagian-bagian yang bergerak, pendingin komponen yang bergesekan, bantalan dari terjadinya hentakan tekanan pada akhir langkah, pencegah korosi, penghanyut bram/chip yaitu partikel-partikel kecil yang mengelupas dari komponen dan sebagai pengirim isyarat (signal). Persamaan yang digunakan dalam perancangan yang menggunakan prinsip hidrolik seperti terlihat pada persamaan (1), (2) dan (3).
Besarnya volume yang dibutuhkan untuk fluida mengisi volume silinder dihitung dengan
. t (1)
Kecepatan silinder bergerak agar dapat dihitung waktu proses yang diperlukan
( )
Tekanan yang dihasilkan hidrolik yang dapat menahan seluruh beban kerja ketika proses dimulai .
F = P . ( . r 2
) (3)
Dengan gaya yang diberikan pada persamaan di atas, dapat dipastikan besaran daya cengkam pada benda kerja agar tetap berada pada posisi yang benar.
METODE PENELITIAN
Metodologi diawali dengan mengidentifikasi waktu proses pada Robot Automated Welding, membagi elemen kerja pada Robot Automated Welding dan membuat peta aliran proses dan peta tangan kanan dan tangan kiri. Peta dibuat untuk mengetahui elemen kerja dengan waktu terbesar dan mengidentifikasi gerakan yang tidak efisien untuk digantikan dengan sistem terotomasi. Tahapan selanjutnya adalah perancangan sistem yang dimulai dengan mengidentifikasi kebutuhan-kebutuhan fungsional sistem yang dapat diketahui melalui wawancara dan kuesioner. Hasil kuesioner dan wawancara menjadi input untuk menentukan konsep sistem yang dirancang. Langkah selanjutnya adalah memberikan usulan perancangan sistem dengan mengidentifikasi permasalahan dan kebutuhan sistem yang diinginkan. Pada tahap tersebut dibentuk pohon klasifikasi konsep sistem serta melakukan pemilihan konsep yang sesuai dengan analisis permasalahan dengan melakukan scoring concept agar dapat dilihat konsep yang terpilih berdasarkan nilai yang tertinggi. Setelah konsep didapat, kemudian dilakukan perancangan sistem dari konsep terpilih. Perancangan sistem mencakup perencanaan elemen kerja usulan, perancangan jig, perancangan clamping, perancangan positioning, perancangan stopper dan perancangan pergerakan hidrolik. Perancangan clamping dan positioning dirancang proses pergerakan yang dibantu dengan menggunakan hidrolik. Pada tahap ini dihitung juga aliran yang terdapat pada hidrolik untuk mengetahui waktu yang dibutuhkan untuk estimasi menyelesaikan proses setup pada jig.
HASIL DAN PEMBAHASAN
Perancangan diawali dengan identifikasi kebutuhan yang dibagi menjadi lima tahap yaitu: mengumpulkan data mentah dari pemakai, menginterpretasikan data mentah menjadi kebutuhan pemakai, mengorganisasikan kebutuhan menjadi beberapa hirarki kebutuhan primer-sekunder-tertier, menetapkan derajat kepentingan relatif setiap kebutuhan dan menganalisa hasil dan proses [2]. Tabel 1 menunjukkan Derajat Kepentingan Kebutuhan.
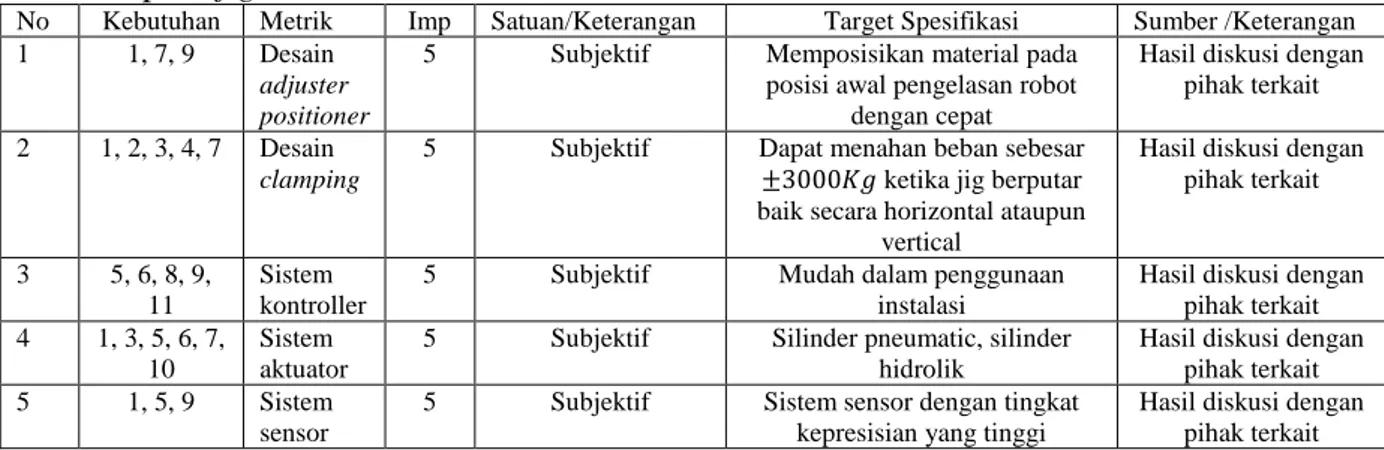
Penentuan spesifikasi sistem usulan adalah langkah yang harus dilakukan sebelum merancang suatu sistem usulan. Spesifikasi sistem usulan didapatkan dengan melakukan diskusi langsung dengan pihak yang berhubungan dan mengerti dengan sistem yang dirancang. Tabel 2 menunjukkan daftar metrik untuk spesifikasi sistem usulan. Penentuan nilai target untuk setiap spesifikasi dilakukan agar sistem usulan yang dirancang telah dijabarkan lebih lanjut. Penentuan nilai target spesifikasi dengan memperhitungkan desain referensi dari desain sistem saat ini. Tabel 3 menunjukkan nilai target spesifikasi untuk sistem usulan terotomasi Clamping dan adjuster pada jig.
Tabel 1. Derajat Kepentingan Kebutuhan
No Kebutuhan Sekunder Tingkat Kepentingan
Sangat Tidak Penting Tidak Penting Cukup Penting Penting Sangat Penting (1) (2) (3) (4) (5)
1. Sistem usulan memiliki tingkat kepresisian yang tinggi √
2. Sistem usulan dapat meminimasi waktu proses √
3 Sistem usulan menggantikan proses clamping secara terotomasi
√
4 Sistem usulan memiliki mudah dalam pengoperasiannya √
5 Sistem usulan memiliki waktu proses yang cepat √
6 Sistem usulan menggunakan tombol aktuasi yang dapat menggerakan seluruh system secara serentak
√ 7 Sistem usulan dapat bekerja dengan baik dalam proses
penguncian dan positioner material
√ 8 Sistem usulan mudah penanganan apabila terjadi
hambatan
√ 9 Sistem usulan menggunakan sensor yang memudahkan
material handling
√ 10 Sistem usulan menggantikan pekerjaan operator yang
berbahaya
√
11 Sistem usulan mudah dalam pengoperasian √
12 Sistem usulan aman dalam penggunaan √
Tabel 2. Daftar Metrik Untuk Spesifikasi Sistem Usulan
No Kebutuhan Metrik Imp Unit
1 12 Panjang area kerja 3 cm
2 12 Lebar area kerja 3 cm
3 4, 8, 11 Panjang jig 4 cm
4 4, 8, 11 Lebar jig 4 cm
5 1, 3, 7, 8 Desain jig 4 Terintegrasi dengan pergerakan Robot pengelasan (Robot Automatic Welding)
6 1, 7, 9 Desain adjuster positioner 5 Memposisikan material pada posisi awal dengan cepat
7 1, 2, 3, 4, 7 Desain clamping 5 Dapat menahan beban sebesar
8 5, 6, 8, 9, 11 Sistem kontroller 5 Programmable
9 1, 3, 5, 7, 10 Sistem actuator 5 Silinder pneumatic, silinder hidrolik 10 1, 5, 9 Sistem sensor 5 Sistem sensor dengan tingkat kepresisian yang
tinggi
Tabel 3. Nilai Target Spesifikasi Untuk Sistem Usulan terotomasi Clamping dan adjuster pada jig
No Kebutuhan Metrik Imp Satuan/Keterangan Target Spesifikasi Sumber /Keterangan 1 1, 7, 9 Desain
adjuster positioner
5 Subjektif Memposisikan material pada posisi awal pengelasan robot
dengan cepat
Hasil diskusi dengan pihak terkait
2 1, 2, 3, 4, 7 Desain
clamping
5 Subjektif Dapat menahan beban sebesar ketika jig berputar baik secara horizontal ataupun
vertical
Hasil diskusi dengan pihak terkait
3 5, 6, 8, 9, 11
Sistem kontroller
5 Subjektif Mudah dalam penggunaan
instalasi
Hasil diskusi dengan pihak terkait 4 1, 3, 5, 6, 7,
10
Sistem aktuator
5 Subjektif Silinder pneumatic, silinder hidrolik
Hasil diskusi dengan pihak terkait 5 1, 5, 9 Sistem
sensor
5 Subjektif Sistem sensor dengan tingkat kepresisian yang tinggi
Hasil diskusi dengan pihak terkait Kebutuhan akan sistem terotomasi sesuai dengan fungsi-fungsi pada alternatif pemilihan konsep untuk sistem usulan, yaitu berdasarkan kontroller, aktuator dan sensor. Untuk konsep terpilih, kontroller yang digunakan adalah Koil dan Relay, karena karaterisitik sistem usulan yang dirancang merupakan sistem yang sederhana tidak dituntut untuk dilakukannya
perubahan pergerakan pada saat proses berlangsung maka dipilih koil dan relay yang berkaraterisitk sebagai kontroler yang sederhana dan tidak dapat dirubah-rubah prosesnya ketika sudah dipasang. Daya penggerak aktuator pada sistem usulan adalah hidrolik, karena hidrolik dapat menghasilkan tenaga yang besar dan kuat. Mengingat sistem yang diusulkan ialah pada proses clamp dan positoning serta produk yang dikerjakan memiliki bobot dan dimensi yang sangat besar maka dibutuhkan keluaran tenaga yang besar agar proses penguncian clamp dapat dilakukan dengan kuat dan aman serta proses positioning dapat dilakukan dengan cepat dengan adanya bantuan dari tenaga hidrolik. Sensor yang digunakan adalah Proximity switch, Proximity switch yang juga disebut sensor pembatas, dalam artian mendeteksi gerakan dari suatu mesin sehingga bisa mengontrolnya atau memberhentikan gerakan dari mesin tersebut sehingga dapat membatasi gerakan mesin sesuai dengan posisi atau area kerja yang diinginkan, pemakaiannyapun sangat umum dan banyak dan juga mempunyai prinsip kerja yang sederhana.
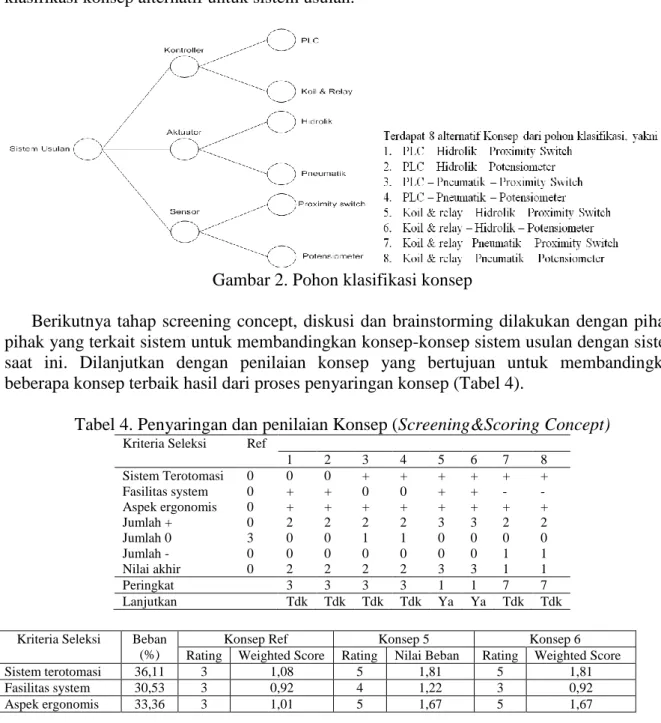
Berdasarkan beberapa alternatif pilihan untuk aktuator, kontroller dan sensor untuk sistem usulan, maka dibuat beberapa alternatif pilihan konsep. Gambar 2 menunjukkan pohon klasifikasi konsep alternatif untuk sistem usulan.
Gambar 2. Pohon klasifikasi konsep
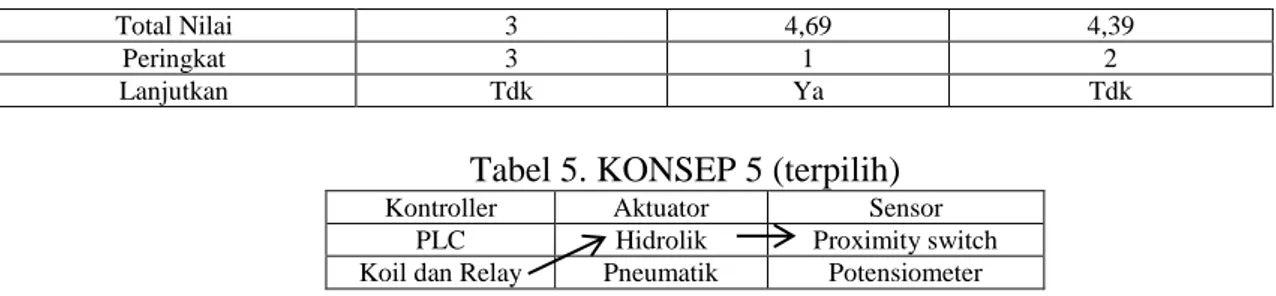
Berikutnya tahap screening concept, diskusi dan brainstorming dilakukan dengan pihak-pihak yang terkait sistem untuk membandingkan konsep-konsep sistem usulan dengan sistem saat ini. Dilanjutkan dengan penilaian konsep yang bertujuan untuk membandingkan beberapa konsep terbaik hasil dari proses penyaringan konsep (Tabel 4).
Tabel 4. Penyaringan dan penilaian Konsep (Screening&Scoring Concept) Kriteria Seleksi Ref
1 2 3 4 5 6 7 8 Sistem Terotomasi 0 0 0 + + + + + + Fasilitas system 0 + + 0 0 + + - - Aspek ergonomis 0 + + + + + + + + Jumlah + 0 2 2 2 2 3 3 2 2 Jumlah 0 3 0 0 1 1 0 0 0 0 Jumlah - 0 0 0 0 0 0 0 1 1 Nilai akhir 0 2 2 2 2 3 3 1 1 Peringkat 3 3 3 3 1 1 7 7 Lanjutkan Tdk Tdk Tdk Tdk Ya Ya Tdk Tdk
Kriteria Seleksi Beban (%)
Konsep Ref Konsep 5 Konsep 6
Rating Weighted Score Rating Nilai Beban Rating Weighted Score
Sistem terotomasi 36,11 3 1,08 5 1,81 5 1,81
Fasilitas system 30,53 3 0,92 4 1,22 3 0,92
Total Nilai 3 4,69 4,39
Peringkat 3 1 2
Lanjutkan Tdk Ya Tdk
Tabel 5. KONSEP 5 (terpilih)
Kontroller Aktuator Sensor
PLC Hidrolik Proximity switch
Koil dan Relay Pneumatik Potensiometer
Konsep 5 adalah konsep yang terpilih dimana sistem memiliki kontroller berupa Koil dan Relay, dengan menggunakan daya penggerak aktuator berupa Hidrolik dan dengan sensor posisi Proximity switch. Selanjutnya konsep 5 ini yang akan digunakan dan dikembangkan sebagai sistem usulan.
PERANCANGAN SISTEM a. Perancangan Clamp
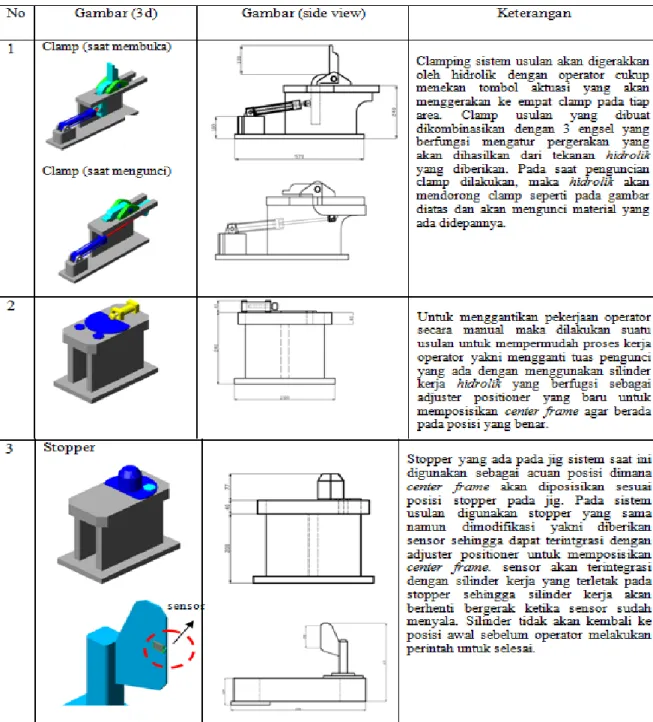
Perancangan clamp yang dilakukan dibuat atas dasar penelitian yang dilakukan dengan menggunakan peta tangan kanan dan kiri yang dapat disimpulkan pekerjaan operator pada bagian ini dapat dikatakan kurang efektif dikarenakan selain memakan waktu yang sangat lama dikarenakan proses clamp dikerjakan secara manual dan dilakukan satu persatu, operator juga tidak memiliki area kerja yang memadai untuk melakukan proses ini dikarenakan posisi clamp yang sekarang memaksa operator untuk menaiki produk yang akan dikerjakan terlebih dahulu untuk dapat menjangkau area yang harus diclamp. Oleh karena itu dilakukan perancangan clamp terotomasi sehingga pekerjaan operator yang dilakukan secara manual pada sistem sebelumnya dapat digantikan dengan aktuator terotomasi. Clamp yang dirancang menggunakan sistem hidrolik yang diletakkan dibawah penjepit clamp yang nantinya hidrolik ini akan mendorong penjepit sampai menekan benda kerja yang akan diproses.
b. Perancangan Adjuster Positioner
Perancangan Adjuster Positioner pada sistem usulan dilakukan dengan menganalisa pekerjaan operator pada sistem yang ada pada saat ini dengan menggunakan peta tangan kanan dan kiri yang didapat kesimpulan seperti analisa yang dilakukan sebelumnya pada proses clamp yakni ditemukan pekerjaan operator pada proses positioning yang memakan waktu yang lama yakni operator harus mengatur tuas adjuster sampai benda kerja yang akan diproses berada pada posisi yang benar. Selain itu fungsi dari adjuster positioner ini juga berfungsi menahan benda kerja agar tetap berada pada posisinya ketika robot sudah mulai beroperasi dan memutar jig untuk dilakukan pengelasan pada benda kerja sesuai dengan daerah kerjanya. Maka untuk memecahkan semua permasalahan yang ada pada sistem yang berlaku saat ini, dirancang adjuster positioner yang dapat melakukan proses positioning dengan cepat dan mudah dalam penggunaannya. Adjuster akan menggunakan sistem hidrolik yang berfungsi mendorong benda kerja sampai menyentuh sensor yang akan dipasang pada stopper. Operator akan menekan tombol aktuasi untuk memulai proses adjuster yang diaktuasikan pada panel yang berada pada area yang aman sehingga operator tidak perlu lagi kesulitan dalam menjangkau area adjuster yang harus dikerjakan.
c. Perancangan peletakan sensor pada stopper
Untuk memaksimalkan kerja adjuster positioner yang telah dirancang pada sistem usulan, maka dilakukan suatu perancangan usulan pada stopper yang ada agar benda kerja yang sudah diletakkan pada jig pada saat proses material handling dapat dioptimalkan dengan baik. Stopper pada sistem ini berfungsi sebagai acuan dimana benda kerja akan diposisikan
dengan acuan posisi stopper yang ada pada jig sistem saat ini. Agar sistem yang diusulkan bekerja secara otomatis maka untuk membantu jalannya proses positioning akan diberikan sensor pada stopper sehingga sensor ini nantinya akan memberikan signal kepada hidrolik positioning bahwa hidrolik sudah mendorong benda kerja sampai dengan posisi yang benar. Signal ini akan otomatis memberhentikan kerja hidrolik dan hidrolik akan menahan benda kerja tersebut agar tidak bergerak dari posisi yang sudah benar. Bila proses sudah selesai maka operator dapat menekan tombol mundur agar hidrolik dapat kembali ke posisi awal dan benda kerja dapat diangkat dari jig bila proses yang harus dikerjakan sudah selesai. Untuk bentuk dan dimensi pada stopper tidak dilakukan adanya perubahan, hanya dilakukan penambahan sensor untuk membantu proses pergerakakan adjuster positioner.
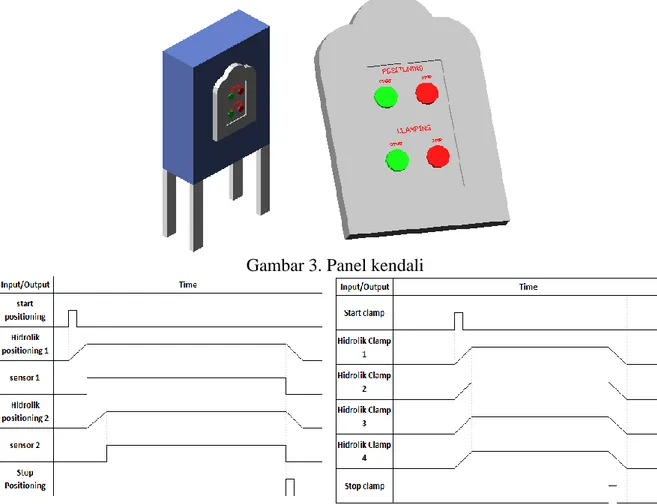
d. Perancangan panel kendali
Untuk menjalankan perancangan hidrolik yang diusulkan, diatur pada panel kendali yang akan dioperasikan oleh operator. Pada panel tersebut terdapat 4 tombol yang berfungsi sebagai input operasi untuk memulai pergerakan dari hidrolik. Dua tombol teratas ialah tombol untuk menjalankan proses positioning dan 2 tombol terbawah merupakan tombol untuk menjalankan proses clamping.
Gambar 3. Panel kendali
Tabel 6. Perancangan sistem usulan
Ketika operator menekan tombol start positioning maka akan memberikan signal pada hidrolik positioning 1 untuk bergerak maju sampai menggeser benda kerja hingga menyentuh sensor 1. Dengan sentuhan dari benda kerja yang bergeser akibat dari pergerakan hidrolik, sensor 1 akan aktif dan segera memberi signal kepada hidrolik positioning 2 untuk bergerak maju sampai benda kerja menyentuh sensor 2 yang kemudian sensor 2 ini akan memberikan signal kepada hidrolik untuk berhenti mendorong karena benda kerja sudah berada pada posisi yang benar. Kemudian 2 tombol berikutnya ialah tombol untuk menjalankan dan memberhentikan proses clamping yang akan dioperasikan oleh operator.
Untuk proses clamping maka operator untuk menjalankannya harus menekan tombol start clamp yang akan memberikan signal kepada hidrolik clamp untuk bergerak maju mendorong tuas pengunci sampai mengunci benda kerja yang berada didepannya. Tombol start clamp ini akan menggerakkan keempat hidrolik clamp secara bersamaan agar proses clamping ini berjalan dengan cepat. Selanjutnya ketika proses pengelasan sudah selesa dilakukan maka
operator dapat menekan tombol stop clamp agar hidrolik clamp dapat bergerak mundur dan kembali ke posisi semula (unclamp).
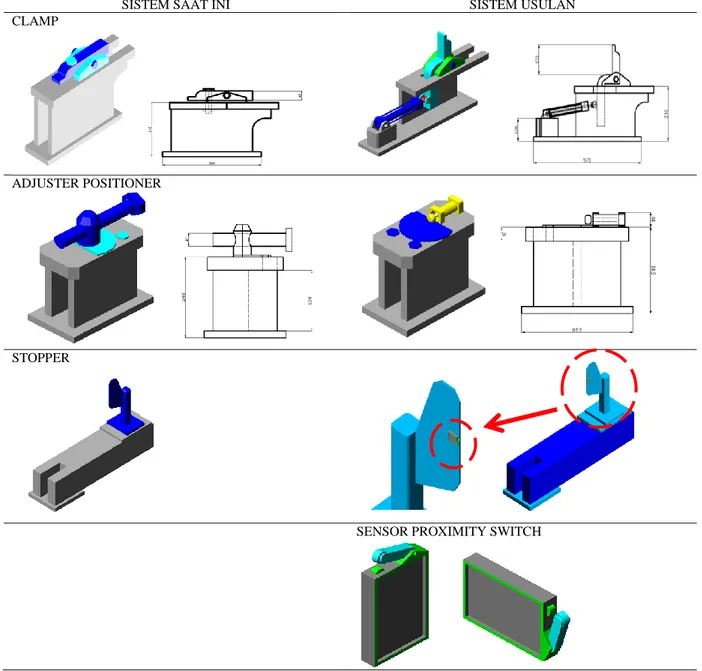
Tabel 7. Perbandingan Sistem saat ini dan Sistem Usulan
SISTEM SAAT INI SISTEM USULAN
CLAMP
ADJUSTER POSITIONER
STOPPER
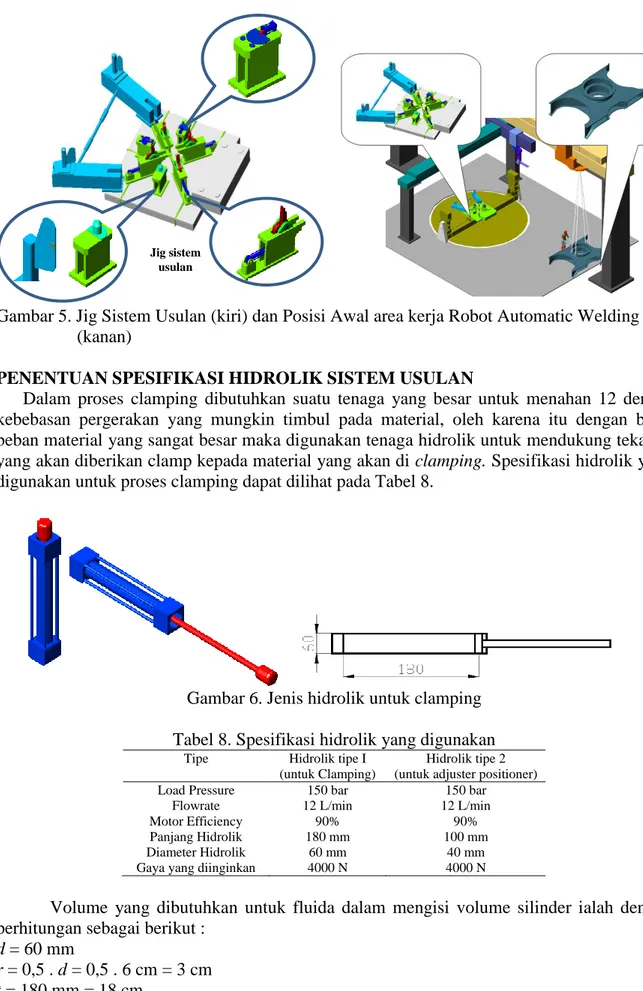
Gambar 5. Jig Sistem Usulan (kiri) dan Posisi Awal area kerja Robot Automatic Welding (kanan)
PENENTUAN SPESIFIKASI HIDROLIK SISTEM USULAN
Dalam proses clamping dibutuhkan suatu tenaga yang besar untuk menahan 12 derajat kebebasan pergerakan yang mungkin timbul pada material, oleh karena itu dengan berat beban material yang sangat besar maka digunakan tenaga hidrolik untuk mendukung tekanan yang akan diberikan clamp kepada material yang akan di clamping. Spesifikasi hidrolik yang digunakan untuk proses clamping dapat dilihat pada Tabel 8.
Gambar 6. Jenis hidrolik untuk clamping Tabel 8. Spesifikasi hidrolik yang digunakan
Tipe Hidrolik tipe I (untuk Clamping)
Hidrolik tipe 2 (untuk adjuster positioner)
Load Pressure 150 bar 150 bar
Flowrate 12 L/min 12 L/min
Motor Efficiency 90% 90%
Panjang Hidrolik 180 mm 100 mm
Diameter Hidrolik 60 mm 40 mm
Gaya yang diinginkan 4000 N 4000 N
Volume yang dibutuhkan untuk fluida dalam mengisi volume silinder ialah dengan perhitungan sebagai berikut :
d = 60 mm r = 0,5 . d = 0,5 . 6 cm = 3 cm t = 180 mm = 18 cm A = πr2 . t A = π (3 cm)2 . 18 cm = 508,68 cm3 = 0,51 L Jig sistem usulan
Maka untuk mengisi seluluh silinder kerja yang dipergunakan untuk proses clamping sebanyak 4 silinder maka dibutuhkan volume sebagai berikut :
0,51 L x 4 silinder kerja = 2,3 L
Dengan Flowrate 12 L/m maka akan didapat waktu pergerakan silinder yakni selama 11,5
detik
ANALISA PERBANDINGAN
Peta Tangan Kiri dan Kanan Proses setting center frame pada jig sistem saat ini
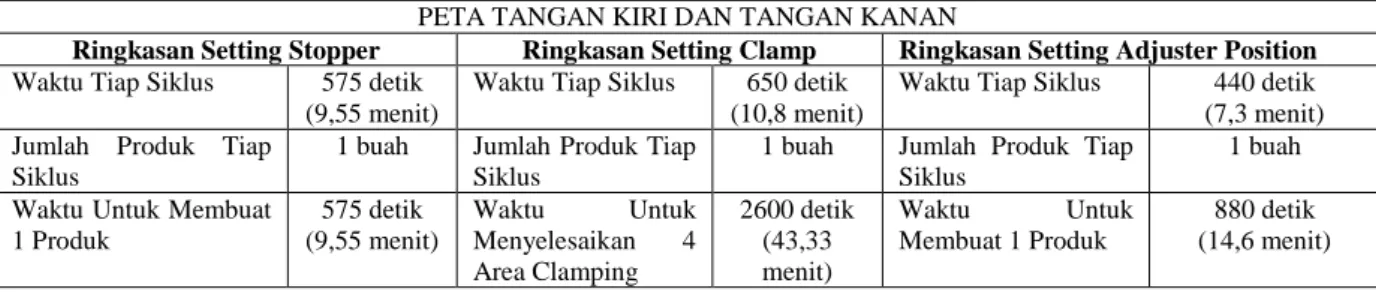
Untuk menganalisa elemen kerja yang tidak efektif maka akan dibuat peta tangan kanan dan tangan kiri agar dapat dilihat secara jelas tiap bagian dari elemen kerja yang ingin diteliti apakah dapat dikembangkan agar menjadi efektif dan efisien.
PETA TANGAN KIRI DAN TANGAN KANAN
Ringkasan Setting Stopper Ringkasan Setting Clamp Ringkasan Setting Adjuster Position
Waktu Tiap Siklus 575 detik (9,55 menit)
Waktu Tiap Siklus 650 detik (10,8 menit)
Waktu Tiap Siklus 440 detik (7,3 menit) Jumlah Produk Tiap
Siklus
1 buah Jumlah Produk Tiap Siklus
1 buah Jumlah Produk Tiap Siklus
1 buah
Waktu Untuk Membuat 1 Produk 575 detik (9,55 menit) Waktu Untuk Menyelesaikan 4 Area Clamping 2600 detik (43,33 menit) Waktu Untuk Membuat 1 Produk 880 detik (14,6 menit)
Gambar 7. Ringkasan Peta Tangan Kiri dan Kanan
Peta Aliran Proses setting center frame pada jig sistem saat ini
Untuk mengetahui aliran tahapan pekerjaan sistem yang berlaku pada saat ini maka dibuat peta aliran proses dimana pada peta ini akan dijabarkan proses alur center frame dari mulai selesai diproses dari stasiun sebelumnya sampai selesai diproses. Pada peta ini dapat dilihat berapa kali operator melakukan jumlah operasi, pemeriksaan, transportasi, menunggu dan penyimpanan dengan jumlah waktu yang dapat diperhitungkan.
Gambar 8. Ringkasan Peta Aliran Proses
Waktu Proses Sistem Saat Ini dan Sistem Usulan
Untuk melihat sejauh mana sistem usulan telah meminimasi waktu sistem yang berlaku saat ini maka perlu dibandingkan antara waktu proses sistem saat ini dengan sistem usulan.
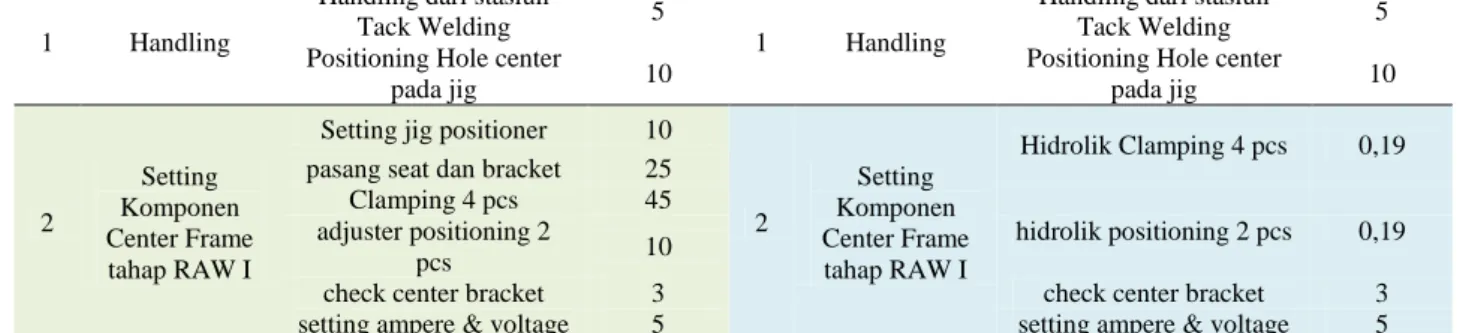
Tabel 9. Perbandingan Waktu Proses
Saat Ini Usulan
No Working Standart Time
(min) No Working Standart
Time (min)
1 Handling
Handling dari stasiun
Tack Welding 5
1 Handling
Handling dari stasiun
Tack Welding 5
Positioning Hole center
pada jig 10
Positioning Hole center
pada jig 10 2 Setting Komponen Center Frame tahap RAW I
Setting jig positioner 10
2 Setting Komponen Center Frame tahap RAW I Hidrolik Clamping 4 pcs 0,19 pasang seat dan bracket 25
Clamping 4 pcs 45
hidrolik positioning 2 pcs 0,19 adjuster positioning 2
pcs 10
check center bracket 3 check center bracket 3
setting ampere & voltage 5 setting ampere & voltage 5
3 Proses RAW 1 Circle 1 50 3 Proses RAW 1 Circle 1 50 Circle 2 40 Circle 2 40 Circle 3 40 Circle 3 40
Job Rib 01-08 90 Job Rib 01-08 90
Job Rib 09-10 30 Job Rib 09-10 30
Job Rib 11-12 30 Job Rib 11-12 30
4 Check Hasil Raw 10 4 Check Hasil Raw 10
5 Buka Clamp dan Adjuster 30 5 Buka Clamp dan Adjuster 1
6 Proses membalik posisi center frame untuk proses II
Pasang sling special
untuk membalik 4 6 Proses membalik posisi center frame untuk proses II
Pasang sling special
untuk membalik 4
Proses membalik 10 Proses membalik 10
Positioning Hole center
pada jig 10
Positioning Hole center
pada jig 10 7 Setting Komponen Center Frame tahap RAW II
Setting jig positioner 10
7 Setting Komponen Center Frame tahap RAW II Clamping 4 pcs 0,19 pasang seat dan bracket 25
Clamping 4 pcs 45
adjuster positioning 2 pcs 0,19 adjuster positioning 2
pcs 10
check center bracket 3 check center bracket 3
8 Proses RAW II
Job Circle 04 60
8 Proses RAW II
Job Circle 04 60
Job rib 17-18 35 Job rib 17-18 35
Job rib 19-20 35 Job rib 19-20 35
9 Check Hasil Raw 10 9 Check Hasil Raw 10
10 Buka clamp dan adjuster 30 10 Buka clamp dan adjuster 1
Total 720 Total 482,76
Tabel 10. Perbandingan Waktu Proses Sistem Saat ini dan Sistem Usulan Kriteria Sistem Saat ini (Menit) Sistem Usulan (Menit) Persentase
Proses Setup Jig 191 11,76 93,84 %
Waktu Total 720 482,76 32,95 %
Pada sistem usulan dapat dilakukan minimasi waktu proses sampai dengan 32,95 % untuk waktu proses pada stasiun Robot Automatic Welding. Hal ini dapat dicapai karena pada bagian elemen kerja untuk setup jig, dapat diminimasi waktu proses sebelumnya dengan maksimal yakni menggantikan kerja operator yang secara manual menjadi terotomasi.
KESIMPULAN
Berdasarkan identifikasi kebutuhan pemakai sistem ditemukan bahwa sistem usulan dirancang mencakup tiga kebutuhan utama yaitu adanya fasilitas sistem, sistem terotomasi dan sistem ergonomis
• Fungsi utama adalah fasilitas sistem didukung dengan dilakukannya perancangan area kerja yang dilengkapi dengan modifikasi beberapa komponen yakni hidrolik clamp, hidrolik positioner dan stopper
• Fungsi utama sistem terotomasi didukung dengan pemilihan kontroler berupa koil dan relay, aktuator berupa silinder kerja reckmann hydraulic, dan sensor berupa proximity switch
• Fungsi utama sistem ergonomis didukung dengan perancangan sistem dan fasilitas yang membantu pengurangan gerakan kerja operator yang tidak efektif dan area kerja yang tidak nyaman.
DAFTAR PUSTAKA
[1]. Groover, Mikell P. 2001, Otomasi, Sistem Produksi, dan Computer-Integrated Manufacturing, Edisi kedua, Terjemahan. Prentice Hall Inc. New Jersey.
[2]. Ulrich, Karl T. dan Eppinger, Steven D. 2001, Perancangan & Pengembangan Produk, Edisi kedua, Terjemahan. Salemba Teknika. Jakarta.