Abstrak—Pada pabrik pengolahan gas alam, proses dehidrasi merupakan salah satu proses yang dijumpai. Adanya kandungan hidrokarbon dan uap air akan menyebabkan terbentuknya hidrat yang berupa kristal dan bersifat korosif yang dapat menyebabkan tersumbatnya pipa dan peralatan lainnya. Salah satu cara mencegah terjadinya hidrat adalah dengan mengurangi atau bahkan menghilangkan kandungan air dalam gas alam. Penyerapan dengan menggunakan TEG (Triethylene Glycol) adalah salah satu cara untuk mengurangi kandungan air. Pada penelitian ini, sistem dehidrasi dan regenerasi TEG akan dikendalikan dengan Proportional Integral Derivative (PID) Control dan Model Predictive Control (MPC) menggunakan simulasi ASPEN HYSYS. Kinerja pengendali dievaluasi berdasarkan metode Integral Absolute Value of The Error. Disturbance dalam penelitian ini adalah komposisi air yang terkandung dalam natural gas, yaitu sebesar +10% dan -10%. Berdasarkan penelitian yang telah dilakukan maka diperoleh, pengendalian dengan Proportional Integral Derivative (PID) Control dan Model Predictive Control (MPC) diaplikasikan pada temperatur kolom regenerator, karena adanya interaksi antara temperatur condenser dan reboiler. Dinilai dari Proportional Integral Derivative (PID) Control (IAE), maka kinerja Proportional Integral Derivative (PID) Control lebih baik daripada Model Predictive Control (MPC), karena menghasilkan IAE yang lebih kecil.
Kata Kunci— Model Predictive Control (MPC), Dehidrasi, Proportional Integral Derivative (PID) Control, Tryethylene Glycol (TEG)
I. PENDAHULUAN
ADA pabrik pengolahan gas alam, absorbsi merupakan salah satu unit operasi yang digunakan secara luas [9]. Salah satu proses yang memanfaatkan proses absorbsi adalah proses dehidrasi. Dehidrasi adalah proses penting dalam pengolahan gas offshore. Pada offshore plant, gas didehidrasi untuk menghindari bahaya yang berhubungan dengan transportasi pipa dan pengolahan wet gas. Masalahnya meliputi antara lain korosi, kondensasi air dan plug yang dibentuk oleh es ataupun hidrat gas [3]. Uap air juga meningkatkan korosivitas gas alam, terutama ketika adanya gas yang bersifat asam [4]. Salah satu cara mencegah terjadinya hidrat adalah dengan mengurangi atau bahkan menghilangkan kandungan air dalam gas alam (maksimal 10 lb/MMSCF). Oleh karena itu, diperlukan proses absorbsi air oleh absorbent yang dianggap cukup efektif.
Glycol adalah absorber yang sangat bagus untuk air
karena gugus hidroksil di dalam glikol membentuk ikatan yang mirip dengan molekul air [1]. Penyerapan dengan menggunakan salah satu jenis glycol yaitu TEG (Triethylene Glycol) adalah salah satu cara untuk mencegah terbentuknya
hidrat dan korosi [7] [9]. Kebanyakan produsen gas alam menggunakan Tryethylene Glycol (TEG) untuk menghilangkan air dari aliran aliran gas alam karena TEG mudah diregenerasi sampai konsentrasi 98-99,99% pada stripper atmosferik karena boiling pointdan dekomposisi temperatur TEG tinggi, panas penguapan yang hilang lebih sedikit dibanding EG dan DEG, biaya kapital dan operasi relatif lebih murah [8].
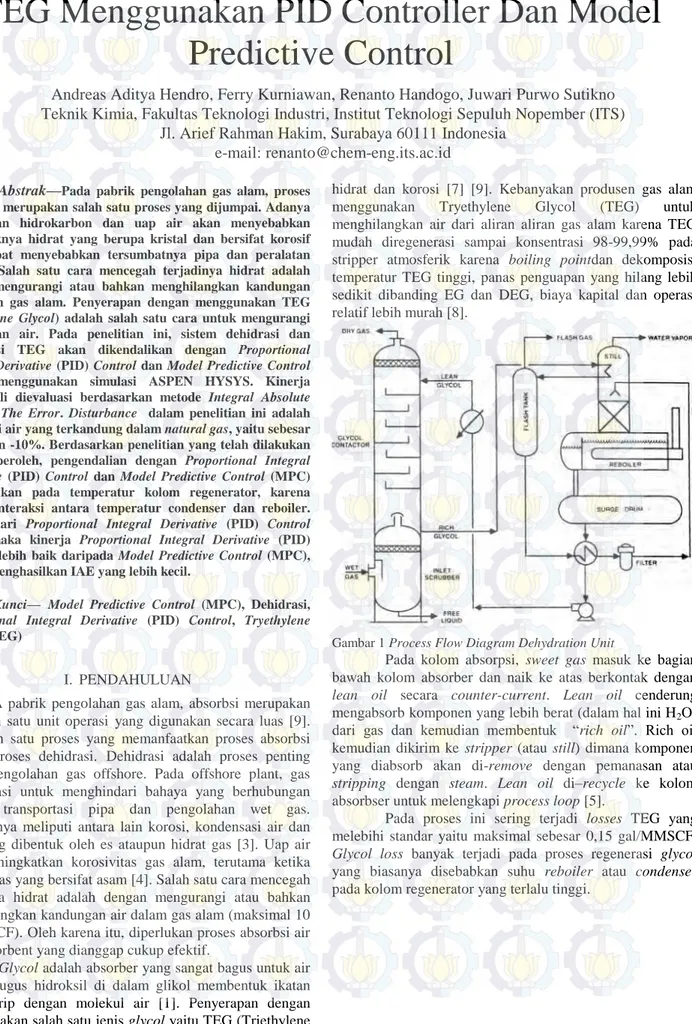
Gambar 1 Process Flow Diagram Dehydration Unit
Pada kolom absorpsi, sweet gas masuk ke bagian bawah kolom absorber dan naik ke atas berkontak dengan
lean oil secara counter-current. Lean oil cenderung
mengabsorb komponen yang lebih berat (dalam hal ini H2O)
dari gas dan kemudian membentuk “rich oil”. Rich oil kemudian dikirim ke stripper (atau still) dimana komponen yang diabsorb akan di-remove dengan pemanasan atau
stripping dengan steam. Lean oil di–recycle ke kolom
absorbser untuk melengkapi process loop [5].
Pada proses ini sering terjadi losses TEG yang melebihi standar yaitu maksimal sebesar 0,15 gal/MMSCF.
Glycol loss banyak terjadi pada proses regenerasi glycol
yang biasanya disebabkan suhu reboiler atau condenser pada kolom regenerator yang terlalu tinggi.
Pengendalian Dehidrasi Natural Gas Dengan
TEG Menggunakan PID Controller Dan Model
Predictive Control
Andreas Aditya Hendro, Ferry Kurniawan, Renanto Handogo, Juwari Purwo Sutikno
Teknik Kimia, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia
e-mail: [email protected]
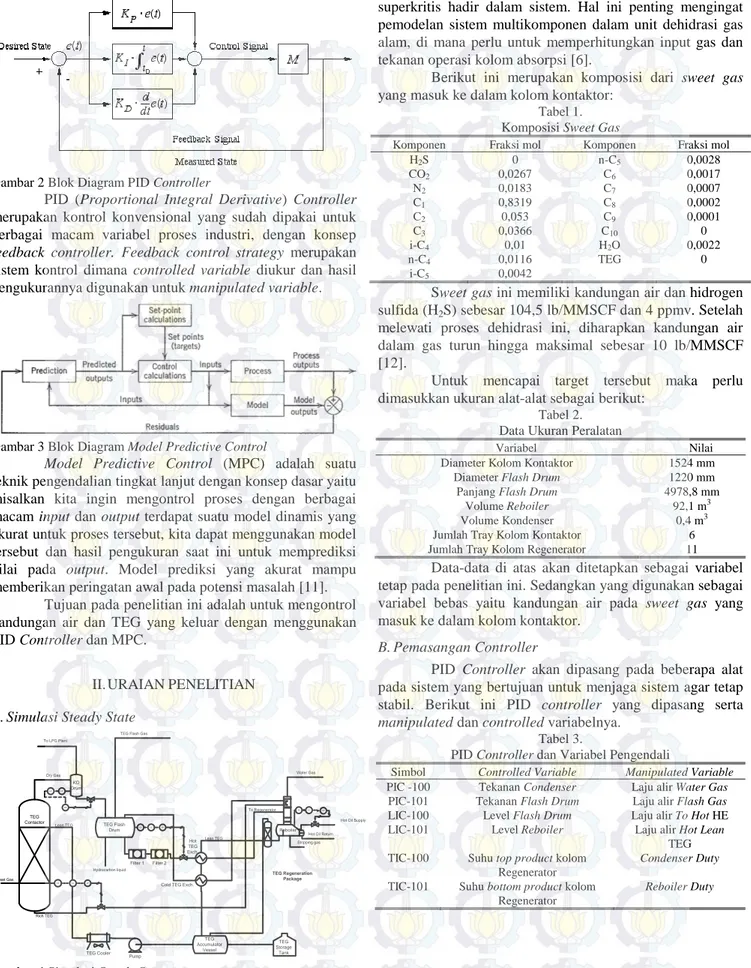
Gambar 2 Blok Diagram PID Controller
PID (Proportional Integral Derivative) Controller merupakan kontrol konvensional yang sudah dipakai untuk berbagai macam variabel proses industri, dengan konsep
feedback controller. Feedback control strategy merupakan
sistem kontrol dimana controlled variable diukur dan hasil pengukurannya digunakan untuk manipulated variable.
Gambar 3 Blok Diagram Model Predictive Control
Model Predictive Control (MPC) adalah suatu
teknik pengendalian tingkat lanjut dengan konsep dasar yaitu misalkan kita ingin mengontrol proses dengan berbagai macam input dan output terdapat suatu model dinamis yang akurat untuk proses tersebut, kita dapat menggunakan model tersebut dan hasil pengukuran saat ini untuk memprediksi nilai pada output. Model prediksi yang akurat mampu memberikan peringatan awal pada potensi masalah [11].
Tujuan pada penelitian ini adalah untuk mengontrol kandungan air dan TEG yang keluar dengan menggunakan PID Controller dan MPC.
II. URAIANPENELITIAN
A. Simulasi Steady State
Filter 1 Filter 2
Pump TEG Cooler
Dry Gas
TEG Flash Gas
Stripping gas LT LC I/P LT LC I/P LT LC I/P
Hot Oil Return
TT TC I/P
Hot Oil Supply
TEG
Contactor TEG Flash Drum KO Drum Rich TEG Lean TEG TEG Accumulator Vessel TEG Storage Tank Hot TEG Exch.
Cold TEG Exch.
Water Gas Reboiler TEG Regeneration Package To Regenerator Lean TEG Sweet Gas Hydrocarbon liquid To LPG Plant
Gambar 4 Simulasi Steady State
Pada simulasi steady state ini dilakukan pemilihan
fluid package dengan tujuan untuk mendapatkan model
simulasi yang sesuai dengan kondisi sebenarnya. Fluid
package yang digunakan adalah Peng-Robinson equation of state [1]. Model didasarkan pada cubic equation of state
yang pada umumnya menjamin fase equilibrium melalui
berbagai suhu dan tekanan, terutama ketika komponen superkritis hadir dalam sistem. Hal ini penting mengingat pemodelan sistem multikomponen dalam unit dehidrasi gas alam, di mana perlu untuk memperhitungkan input gas dan tekanan operasi kolom absorpsi [6].
Berikut ini merupakan komposisi dari sweet gas yang masuk ke dalam kolom kontaktor:
Tabel 1. Komposisi Sweet Gas
Komponen Fraksi mol Komponen Fraksi mol
H2S 0 n-C5 0,0028 CO2 0,0267 C6 0,0017 N2 0,0183 C7 0,0007 C1 0,8319 C8 0,0002 C2 0,053 C9 0,0001 C3 0,0366 C10 0 i-C4 0,01 H2O 0,0022 n-C4 0,0116 TEG 0 i-C5 0,0042
Sweet gas ini memiliki kandungan air dan hidrogen sulfida (H2S) sebesar 104,5 lb/MMSCF dan 4 ppmv. Setelah
melewati proses dehidrasi ini, diharapkan kandungan air dalam gas turun hingga maksimal sebesar 10 lb/MMSCF [12].
Untuk mencapai target tersebut maka perlu dimasukkan ukuran alat-alat sebagai berikut:
Tabel 2. Data Ukuran Peralatan
Variabel Nilai
Diameter Kolom Kontaktor 1524 mm
Diameter Flash Drum 1220 mm
Panjang Flash Drum 4978,8 mm
Volume Reboiler 92,1 m3
Volume Kondenser 0,4 m3
Jumlah Tray Kolom Kontaktor 6 Jumlah Tray Kolom Regenerator 11
Data-data di atas akan ditetapkan sebagai variabel tetap pada penelitian ini. Sedangkan yang digunakan sebagai variabel bebas yaitu kandungan air pada sweet gas yang masuk ke dalam kolom kontaktor.
B. Pemasangan Controller
PID Controller akan dipasang pada beberapa alat pada sistem yang bertujuan untuk menjaga sistem agar tetap stabil. Berikut ini PID controller yang dipasang serta
manipulated dan controlled variabelnya. Tabel 3.
PID Controller dan Variabel Pengendali
Simbol Controlled Variable Manipulated Variable
PIC -100 Tekanan Condenser Laju alir Water Gas PIC-101 Tekanan Flash Drum Laju alir Flash Gas LIC-100 Level Flash Drum Laju alir To Hot HE LIC-101 Level Reboiler Laju alir Hot Lean
TEG TIC-100 Suhu top product kolom
Regenerator
Condenser Duty
TIC-101 Suhu bottom product kolom Regenerator
Pump TEG Cooler
Dry Gas
TEG Flash Gas
TEG
Contactor TEG Flash Drum KO Drum Rich TEG Lean TEG Hot TEG Exch . Cold TEG Exch. Reboiler To Regenerator Lean TEG Sweet Gas Hydrocarbon liquid Dehydrated Gas Water gas TEG Make-up Saturated Water Feed Gas QReboiler PIC-101 TIC-100 PIC-100 LIC -101 TIC -101 LIC -100
Gambar 5 Pemasangan PID Controller
Model Predictive Control (MPC) akan dipasang
menggantikan peran TIC-100 dan TIC-101 untuk mengatur suhu top dan bottom produk kolom regenerator. Penggunaan MPC ini didasarkan pada adanya interaksi antar kedua variabel.
Pump TEG Cooler
Dry Gas
TEG Flash Gas
TEG
Contactor TEG Flash Drum KO Drum Rich TEG Lean TEG Hot TEG Exch . Cold TEG Exch. Reboiler To Regenerator Lean TEG Sweet Gas Hydrocarbon liquid Dehydrated Gas Water gas TEG Make-up Saturated Water Feed Gas QReboiler PIC-101 PIC-101 LIC -101 LIC -100 MPC Gambar 6 Pemasangan MPC
Parameter tuning PID controller maupun MPC dapat dilihat pada tabel berikut
Tabel 4. Parameter PID Controller
Controller Kc τi (menit) τd (menit)
PIC -100 4,36 2,47E-2 5,48E-3
PIC-101 14,5 0,461 0,102
LIC-100 26,4 0,528 -
LIC-101 26,7 15 -
TIC-100 7,14 9,85E-2 2,19E-2
TIC-101 14 0,763 0,169
Tabel 5. Parameter MPC
Parameter Nilai Parameter Nilai
Control Horizon (M) 25 Sample Time (T) 20 Prediction Horizon (P) 5 Model Horizon (N) 2000
C. Analisa Respon
Proses dehidrasi ini bertujuan untuk menurunkan kandungan air dalam sweet gas dari 104,5 lb/MMSCF menjadi 10 lb/ MMSCF. Sedangkan untuk TEG losses maksimal yang diperbolehkan adalah sebesar 0,15 gal/ MMSCF.
Gangguan (disturbance) yang akan diberikan yaitu berupa perubahan ±10% komposisi air pada sweet gas yang masuk ke dalam kolom kontaktor. Adapun respon dari masing-masing controller adalah sebagai berikut
(a) (b)
Gambar 7 Respon Controller (a) +10% disturbance (b) -10%
disturbance
Dari gambar 7 di atas terlihat bahwa controller dapat menstabilkan sistem dehidrasi ketika diberikan gangguan.
Flash Drum Pressure dikendalikan oleh controller
PIC-101 dengan memanipulasi laju alir aliran produk atas yaitu Flash Gas. Ketika diberikan gangguan berupa kenaikan komposisi air pada sweet gas, tekanan dalam flash
drum akan ikut meningkat. Hal ini dikarenakan aliran lean TEG yang masuk pada flash drum merupakan campuran liquid dan gas. Sehingga ketika aliran lean TEG semakin
besar maka tekanan pada tangki flash drum juga akan meningkat. Sedangkan pada saat komposisi air diturunkan maka akan menurunkan tekanan pada tangki. Controller ini bersifat direct karena ketika tekanan meningkat, laju alir
flash gas akan meningkat untuk menurunkan tekanan dan
kembali ke set point.
Flash Drum Level dikendalikan oleh controller
LIC-100 dengan memanipulasi laju alir produk bawah dari tangki. Ketika komposisi air meningkat, level dalam flash
TEG akan semakin besar sehingga akan meningkatkan level pada tangki flash drum. Sedangkan pada saat komposisi air mengalami penurunan, level pada tangki juga akan menurun.
Controller ini bersifat direct karena ketika level meningkat,
laju alir produk bawah tangki akan meningkat untuk menurunkan level dan kembali ke set point.
Hot Lean TEG Temperature ini dikendalikan oleh
controller TIC-101 dengan memanipulasi laju alir pemanas
reboiler. Lean TEG ini merupakan produk bawah kolom
regenerator. Suhu dari lean TEG ini perlu untuk dikontrol untuk meminimalkan TEG losses dan mencegah TEG terdekomposisi. Ketika komposisi air yang meningkat maka suhu hot lean TEG mengalami trend yang menurun dikarenakan meningkatnya komposisi air pada aliran feed kolom regenerator. Begitu pula dengan sebaliknya. Untuk mengembalikan ke set point yang diinginkan maka panas reboiler yang dibutuhkan akan ditingkatkan hingga suhu kembali ke set point yang diinginkan. Oleh karena itu,
controller ini bersifat reverse.
Water Gas Temperature ini dikendalikan oleh
controller TIC-100 dengan memanipulasi laju alir rich TEG yang masuk ke dalam reflux condenser. Water Gas ini merupakan produk atas dari kolom regenerator. Suhu water
gas perlu untuk dikontrol untuk meminimalkan TEG losses
yang terjadi. Ketika komposisi air meningkat, suhu water
gas juga mengalami kenaikan. Hal ini dikarenakan panas
reboiler yang dibutuhkan akan meningkat, sehingga akan menaikkan suhu kolom secara keseluruhan.. Begitu pula sebaliknya. Untuk mengembalikan suhu ke set point yang diinginkan maka condnser duty akan ditambah hingga suhu kembali ke set point. Oleh karena itu controller ini bersifat
direct.
Reboiler Level ini dikendalikan oleh controller
LIC-101 dengan memanipulasi laju alir hot lean TEG sebagai produk bawah kolom regenerator. Ketika komposisi air meningkat, level reboiler cenderung menurun. Hal ini dikarenakan air banyak yang terbawa ke atas sehingga level
reboiler menjadi menurun. Begitu pula dengan sebaliknya.
Untuk kembali ke set point, laju alir hot lean TEG harus dikecilkan agar level reboiler menjadi normal kembali. Oleh karena itu controller ini bersifat direct.
Condenser Pressure ini dikendalikan oleh
controller PIC-100 dengan memanipulasi laju alir produk atas kolom regenerator yaitu water gas. Ketika komposisi air meningkat, tekanan pada condenser juga meningkat. Hal ini dikarenakan air akan banyak yang terbawa ke atas sehingga tekanan di condenser akan naik. Begitu pula dengan sebaliknya. Untuk kembali ke set point, laju alir water gas harus dibesarkan agar tekanan condenser menjadi normal kembali. Oleh karena itu controller ini bersifat direct.
Penggunaan MPC (Model Predictive Controller) dilakukan untuk mengontrol suhu produk atas dan bawah dari kolom regenerator. Penggunaan MPC ini dikarenakan adanya interaksi antara kedua control variabel tersebut. Hasil yang didapatkan dengan penggunaan MPC terlihat pada grafik sebagai berikut
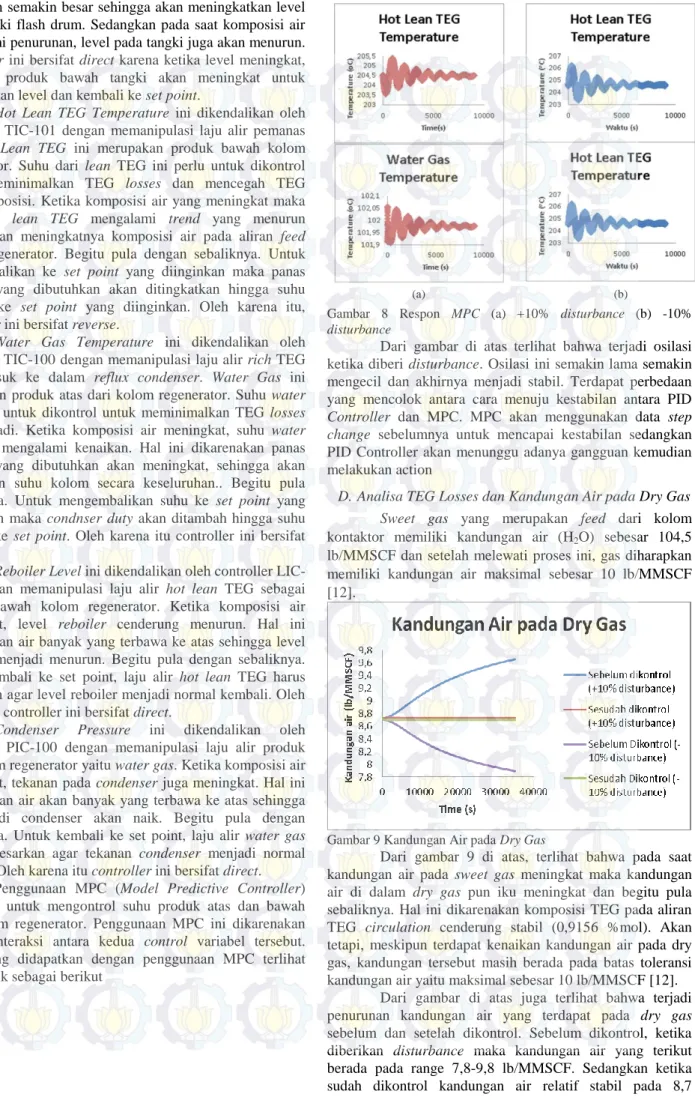
(a) (b)
Gambar 8 Respon MPC (a) +10% disturbance (b) -10%
disturbance
Dari gambar di atas terlihat bahwa terjadi osilasi ketika diberi disturbance. Osilasi ini semakin lama semakin mengecil dan akhirnya menjadi stabil. Terdapat perbedaan yang mencolok antara cara menuju kestabilan antara PID
Controller dan MPC. MPC akan menggunakan data step change sebelumnya untuk mencapai kestabilan sedangkan
PID Controller akan menunggu adanya gangguan kemudian melakukan action
D. Analisa TEG Losses dan Kandungan Air pada Dry Gas Sweet gas yang merupakan feed dari kolom
kontaktor memiliki kandungan air (H2O) sebesar 104,5
lb/MMSCF dan setelah melewati proses ini, gas diharapkan memiliki kandungan air maksimal sebesar 10 lb/MMSCF [12].
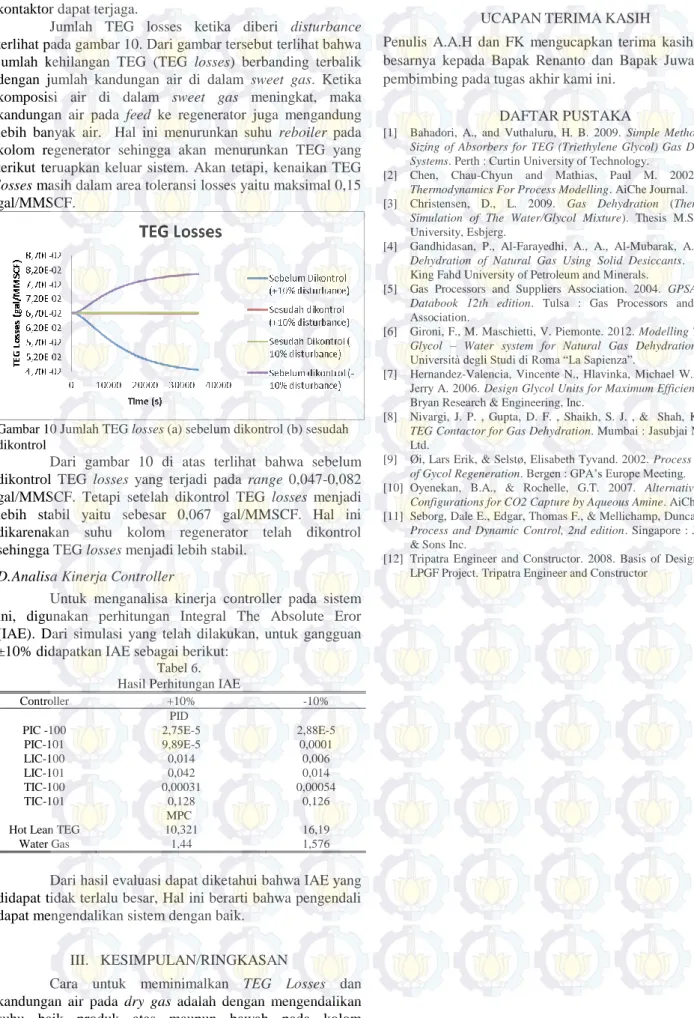
Gambar 9 Kandungan Air pada Dry Gas
Dari gambar 9 di atas, terlihat bahwa pada saat kandungan air pada sweet gas meningkat maka kandungan air di dalam dry gas pun iku meningkat dan begitu pula sebaliknya. Hal ini dikarenakan komposisi TEG pada aliran TEG circulation cenderung stabil (0,9156 %mol). Akan tetapi, meskipun terdapat kenaikan kandungan air pada dry gas, kandungan tersebut masih berada pada batas toleransi kandungan air yaitu maksimal sebesar 10 lb/MMSCF [12].
Dari gambar di atas juga terlihat bahwa terjadi penurunan kandungan air yang terdapat pada dry gas sebelum dan setelah dikontrol. Sebelum dikontrol, ketika diberikan disturbance maka kandungan air yang terikut berada pada range 7,8-9,8 lb/MMSCF. Sedangkan ketika sudah dikontrol kandungan air relatif stabil pada 8,7
lb/MMSCF. Hal ini dikarenakan suhu produk bawah (lean TEG) pada kolom regenerator dikontrol pada suhu 204,5 oC sehingga komposisi lean TEG yang masuk ke dalam kolom kontaktor dapat terjaga.
Jumlah TEG losses ketika diberi disturbance terlihat pada gambar 10. Dari gambar tersebut terlihat bahwa jumlah kehilangan TEG (TEG losses) berbanding terbalik dengan jumlah kandungan air di dalam sweet gas. Ketika komposisi air di dalam sweet gas meningkat, maka kandungan air pada feed ke regenerator juga mengandung lebih banyak air. Hal ini menurunkan suhu reboiler pada kolom regenerator sehingga akan menurunkan TEG yang terikut teruapkan keluar sistem. Akan tetapi, kenaikan TEG
losses masih dalam area toleransi losses yaitu maksimal 0,15
gal/MMSCF.
Gambar 10 Jumlah TEG losses (a) sebelum dikontrol (b) sesudah dikontrol
Dari gambar 10 di atas terlihat bahwa sebelum dikontrol TEG losses yang terjadi pada range 0,047-0,082 gal/MMSCF. Tetapi setelah dikontrol TEG losses menjadi lebih stabil yaitu sebesar 0,067 gal/MMSCF. Hal ini dikarenakan suhu kolom regenerator telah dikontrol sehingga TEG losses menjadi lebih stabil.
D. Analisa Kinerja Controller
Untuk menganalisa kinerja controller pada sistem ini, digunakan perhitungan Integral The Absolute Eror (IAE). Dari simulasi yang telah dilakukan, untuk gangguan ±10% didapatkan IAE sebagai berikut:
Tabel 6. Hasil Perhitungan IAE
Controller +10% -10%
PID
PIC -100 2,75E-5 2,88E-5
PIC-101 9,89E-5 0,0001 LIC-100 0,014 0,006 LIC-101 0,042 0,014 TIC-100 0,00031 0,00054 TIC-101 0,128 0,126 MPC
Hot Lean TEG 10,321 16,19
Water Gas 1,44 1,576
Dari hasil evaluasi dapat diketahui bahwa IAE yang didapat tidak terlalu besar, Hal ini berarti bahwa pengendali dapat mengendalikan sistem dengan baik.
III. KESIMPULAN/RINGKASAN
Cara untuk meminimalkan TEG Losses dan kandungan air pada dry gas adalah dengan mengendalikan suhu baik produk atas maupun bawah pada kolom regenerator di mana dapat dilakukan baik menggunakan
Proportional Integral Derivative Control (PID) Control maupun dengan Model Predictive Control (MPC).
UCAPANTERIMAKASIH
Penulis A.A.H dan FK mengucapkan terima kasih sebesar-besarnya kepada Bapak Renanto dan Bapak Juwari selaku pembimbing pada tugas akhir kami ini.
DAFTAR PUSTAKA
[1] Bahadori, A., and Vuthaluru, H. B. 2009. Simple Methodology for
Sizing of Absorbers for TEG (Triethylene Glycol) Gas Dehydration Systems. Perth : Curtin University of Technology.
[2] Chen, Chau-Chyun and Mathias, Paul M. 2002. Applied
Thermodynamics For Process Modelling. AiChe Journal.
[3] Christensen, D., L. 2009. Gas Dehydration (Themodynamic
Simulation of The Water/Glycol Mixture). Thesis M.Sc. Aalborg
University, Esbjerg.
[4] Gandhidasan, P., Al-Farayedhi, A., A., Al-Mubarak, A., A. 2000.
Dehydration of Natural Gas Using Solid Desiccants. Dhahran :
King Fahd University of Petroleum and Minerals.
[5] Gas Processors and Suppliers Association. 2004. GPSA Engineer
Databook 12th edition. Tulsa : Gas Processors and Suppliers
Association.
[6] Gironi, F., M. Maschietti, V. Piemonte. 2012. Modelling Triethylene
Glycol – Water system for Natural Gas Dehydration. Roma :
Università degli Studi di Roma “La Sapienza”.
[7] Hernandez-Valencia, Vincente N., Hlavinka, Michael W., & Bullin, Jerry A. 2006. Design Glycol Units for Maximum Efficiency. Texas : Bryan Research & Engineering, Inc.
[8] Nivargi, J. P. , Gupta, D. F. , Shaikh, S. J. , & Shah, K. T. 2005.
TEG Contactor for Gas Dehydration. Mumbai : Jasubjai Media PVT
Ltd.
[9] Øi, Lars Erik, & Selstø, Elisabeth Tyvand. 2002. Process Simulation
of Gycol Regeneration. Bergen : GPA’s Europe Meeting.
[10] Oyenekan, B.A., & Rochelle, G.T. 2007. Alternative Stripper
Configurations for CO2 Capture by Aqueous Amine. AiCheJournal.
[11] Seborg, Dale E., Edgar, Thomas F., & Mellichamp, Duncan A. 2004.
Process and Dynamic Control, 2nd edition. Singapore : John Wiley
& Sons Inc.
[12] Tripatra Engineer and Constructor. 2008. Basis of Design OTF and LPGF Project. Tripatra Engineer and Constructor