commit to user
1
PENGARUH RAPAT ARUS DAN ADITIF p-VANILIN
TERHADAP KUALITAS LAPISAN ELEKTROPLATING Zn–Ni
PADA SUBSTRAT BESI
Disusun Oleh :
TRI HADHI NUGROHO
NIM. M0303052
SKRIPSI
Diajukan untuk memenuhi sebagian
persyaratan mendapatkan gelar Sarjana Sains Kimia
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SEBELAS MARET
SURAKARTA
Maret, 2011
commit to user
HALAMAN PENGESAHAN
Jurusan Kimia Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas
Sebelas Maret Surakarta telah mengesahkan skripsi mahasiswa:
Tri Hadhi Nugroho NIM M0303052, dengan judul “ Pengaruh Rapat Arus dan
Aditif p-Vanilin terhadap Kualitas Lapisan Elektroplating Zn-Ni Pada Substrat
Besi”
Skripsi ini dibimbing oleh :
Pembimbing I
Drs. Mudjijono, Ph.D.
NIP. 19540418 198601 1001
Pembimbing II
Candra Purnawan, M.Sc.
NIP. 19781228 200501 1001
Dipertahankan di depan Tim Penguji Skripsi pada :
Hari
Tanggal :
:
Selasa
29 Maret 2011
Anggota Tim Penguji :
1. Prof. Drs. Sentot Budi Rahardjo, Ph.D. NIP. 19560507 198601 1001
2. Yuniawan Hidayat, M.Si. NIP. 1979
1. ………
2. ………
Ketua Jurusan Kimia
Fakultas Matematika dan Ilmu Pengetahuan Alam
Universitas Sebelas Maret Surakarta
Prof. Drs. Sentot Budi Rahardjo, Ph.D.
NIP. 19560507 198601 1001
commit to user
PERNYATAAN
Dengan ini saya menyatakan bahwa skripsi saya yang berjudul
“PENGARUH RAPAT ARUS DAN ADITIF p-VANILIN TERHADAP
KUALITAS LAPISAN ELEKTROPLATING Zn – Ni PADA SUBTRAT BESI”
belum pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan
tinggi, dan sepanjang pengetahuan saya juga belum pernah ditulis atau
dipublikasikan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini
dan disebutkan dalam daftar pustaka.
Surakarta, Maret 2011
TRI HADHI NUGROHO ii
commit to user
PENGARUH RAPAT ARUS DAN ADITIF p-VANILIN TERHADAP KUALITAS LAPISAN ELEKTROPLATING Zn-Ni
PADA SUBTRAT BESI
TRI HADHI NUGROHO
Jurusan Kimia. Fakultas MIPA. Universitas Sebelas Maret
ABSTRAK
Telah dilakukan pelapisan alloy Zn-Ni pada logam besi secara elektrolisis dengan aditif p-vanilin. Senyawa p-vanilin dengan variasi konsentrasi 0,000; 0,010; 0,020; 0,030; 0,040 dan 0,050 g/L ditambahkan ke dalam larutan elektrolit elektroplating Zn-Ni. Elektrolisis dilakukan pada variasi rapat arus 0,2; 0,3; 0,4; 0,5 dan 0,6 A/dm2 selama 30 menit pada suhu kamar (28 oC) dan jarak antara kedua elektroda 3 cm. Penelitian ini bertujuan mengetahui pengaruh rapat arus dan aditif p-vanilin terhadap kualitas lapisan elektroplating Zn-Ni ditinjau berdasarkan karakter berat, kekerasan dan tekstur lapisan elektroplating Zn-Ni.
Karakterisasi lapisan elektroplating Zn-Ni dilakukan dengan menggunakan neraca analitik Sartorius BP 310 S untuk mengetahui berat lapisan elektroplating Zn-Ni, Mickrohardness Tester HWMMT X 7 Underwood untuk uji kekerasan lapisan elektroplating Zn-Ni dan Mikroskop XSP-12 Series untuk mengetahui tekstur permukaan lapisan elektroplating Zn-Ni.
Hasil penelitian menunjukkan kualitas lapisan yang paling baik pada rapat arus 0,3 A/dm2 dan dengan penambahan p-vanilin 0,050 g/L, hasil karakterisasi berat lapisan elektroplating Zn-Ni 21,5 mg, nilai kekerasan lapisan elektroplating Zn-Ni sebesar 162,59 VHN dan tekstur permukaan halus.
Kata kunci : Alloy Zn-Ni, rapat arus, aditif p-vanilin, elektroplating
commit to user
THE EFFECT OF CURRENT DENSITY AND p-VANILIN ADDITIVE ON THE QUALITY OF Zn-Ni ELECTROPLATING LAYER
IN IRON SUBSTRATE
TRI HADHI NUGROHO
Department of Chemistry., Faculty of Mathematic and Science
Sebelas Maret University
ABSTRACT
The Zinc Nickel plating on the Iron substrate by electrolysis has been done using p-vanilin additive. Various concentration of p-vanilin additives which were added in Zinc Nickel plating solution, were 0.000, 0.010, 0.020, 0.030, 0.040 and 0.050 g/L. The electrolysis was operated at various current density were 0.2, 0.3, 0.4, 0.5 and 0,6 A/dm2 during 30 minutes with room temperature (28 oC) and distance between two electrode is 3 cm. The purpose of the research was to determine the effect of current density and p-vanilin additive on the quality of Zn-Ni electroplating layer viewed from the weight character, hardness, and Zn-Zn-Ni electroplating layer texture.
The characterization of Zn-Ni electroplating layer was done using Sartorius BP 310 S analytical balance to find out the weight of Zn-Ni electroplating layer, Microhardness Tester HWMMT X 7 Underwood for examining the hardness of Zn-Ni electroplating layer and Microscope XSP-12 Series to find out the texture of Zn-Ni electroplating layer surface.
The result of research shows that the best quality of layer in the current density of 0.3 A/dm2 and with p-vanilin 0.050 g/L addition, the result of Zn-Ni electroplating layer weight characterization is 21.5 mg, the hardness value of Zn-Ni electroplating layer is 162.59 VHN and the surface texture is smooth.
Keywords: Alloy Zn-Ni, current density, p-vanilin additive, electroplating
commit to user
MOTTO
Jadikanlah Sabar dan Sholat sebagai penolongmu, sesungguhnya Allah SWT bersama orang yang Sabar (Q.S. Al Baqarah: 153)
Sesungguhnya sesudah kesulitan ada kemudahan, Maka apabila telah selesai (dari suatu urusan), maka kerjakan urusan yang lainnya dengan
sungguh-sungguh (Q.S. Al-Insyirah: 6-7)
commit to user
PERSEMBAHAN
Kupersembahkan karya kecilku ini untuk:
Ibu, maaf… maaf… dan maaf…
Bapak (Alm), mohon maaf dan terima kasih atas pelajaran hidupnya
Kakak-kakakku, Keluarga besarku, Keponakan-keponakan,
Sahabat, Teman dan Semua orang di dekatku,
Yang selalu menyemangatiku untuk tak pernah berhenti berjuang.
Terima – kasih.
commit to user
KATA PENGANTAR
Puji syukur kepada Allah SWT atas segala limpahan nikmat dan
karunia-Nya, sehingga penulis dapat menyelesaikan penulisan skripsi yang berjudul
“Pengaruh Rapat Arus dan Aditif p-Vanilin Terhadap Kualitas Lapisan
Elektroplating Zn-Ni Pada Substrat Besi”. Sholawat dan salam senantiasa penulis
haturkan kepada Rosulullah SAW sebagai pembimbing seluruh umat manusia.
Skripsi ini tidak akan selesai tanpa adanya bantuan dari banyak pihak
karena itu penulis menyampaikan terima kasih kepada :
1. Bapak Prof. Drs. Sutarno, M.Sc, Ph.D selaku Dekan FMIPA UNS
2. Bapak Prof. Drs. Sentot Budi Rahardjo, Ph.D selaku Ketua Jurusan Kimia
FMIPA UNS beserta seluuruh stafnya.
3. Bapak Drs. Mudjijono, PhD selaku Pembimbing I yang telah membimbing
penulis selama pelaksanaan penelitian dan penyusunan skripsi.
4. Bapak Candra Purnawan, M.Sc. Selaku Pembimbing II yang juga telah
memberikan bimbingannya dalam penelitian dan penyusunan skripsi.
5. Ibu Sri Hastuti, M.Si dan Ibu Nestri Handayani, M.Si. Apt., Selaku
Pembimbing Akademik.
6. Bapak Dr. rer. nat. Atmanto Heru Wibowo, M.Si. Selaku Ketua Sub
Laboratorium Kimia Pusat UNS beserta seluruh stafnya.
7. Bapak/Ibu Dosen di Jurusan Kimia, FMIPA UNS atas seluruh ilmu dan
pengetahuan yang telah diajarkan.
8. Bapak (Alm) dan Ibu beserta kakak-kakakku tercinta atas segala
dukungannya, motivasi dan semangat untuk menyelesaikan skripsi.
9. Himamia FMIPA UNS terima kasih atas ilmu dan pengalaman berorganisasi.
10.Teman – teman angkatan 2003, 2004, 2005 dan 2006 terima kasih atas segala
keceriaan dan bantuannya selama ini.
11.Bapak Kentriyus, Bapak Basuki, Mbak Retno, Mbak Watik dan Mbak Tutik
selaku staf Sub Laboratorium Kimia Laboratorium Pusat FMIPA UNS.
12.Semua pihak yang tidak dapat penulis sebutkan satu persatu, terima kasih atas
semua bantuan dan doanya.
commit to user
Penulis menyadari bahwa skripsi ini masih banyak kekurangan. Oleh
Karena itu penulis sangat mengharapkan saran maupun kritik yang bersifat
membangun demi hasil yang lebih baik. Namun demikian, penulis berharap
semoga karya kecil ini bermanfaat bagi pembaca.
Surakarta, Maret 2011
Tri Hadhi Nugroho
commit to user
A. Latar Belakang Masalah...
B. Perumusan Masalah...
BAB II. LANDASAN TEORI...
A. Tinjauan Pustaka...
1. Elektroplating...
a. Pengertian Elektroplating...
b. Prinsip kerja elektroplating...
Elektro-commit to user
2. Elektrolisis...
3. Teori Proses Deposisi Logam Secara Elektrolisis...
4. Aditif Brightener...
5. p-Vanilin...
6. Analisa
a. Berat Lapisan Elektroplating Zn-Ni...
b. Uji
kekerasan...
B. Difraksi Sinar-X...
C. Kerangka Pemikiran...
D. Hipotesa...
BAB III. METODOLOGI PENELITIAN...
A. Metode Penelitian...
B. Tempat dan Waktu Penelitian...
C. Alat dan Bahan yang digunakan...
1. Alat...
2. Bahan...
D. Prosedur Penelitian...
1. Persiapan Sampel Substrat Besi sebelum Elektroplating
(Treatmen Pra-plating)...
2. Pembuatan Alat Pengatur Arus Listrik...
3. Pembuatan Larutan Elektroplating Zn-Ni...
4. Proses Elektroplating...
a. Karakterisasi...
b. Berat Lapisan Elektroplating Zn-Ni...
c. Kekerasan Lapisan elektroplating Zn-Ni...
d. Tekstur Permukaan Lapisan elektroplating Zn-Ni...
e. Difraksi Sinar-X lapisan elektroplating Zn-Ni...
E. Teknik Pengumpulan Data...
commit to user
BAB IV. HASIL DAN PEMBAHASAN...
A. Hasil Penelitian...
1. Pembahasan...
2. Identifikasi Senyawa yang Terbentuk dalam Lapisan Elektroplating
Zn-Ni...
3. Pengaruh Variasi Rapat Arus terhadap Karakter Lapisan
Elektroplating Zn-Ni...
a. Pengaruh Rapat Arus Terhadap Berat Lapisan
Elaktroplating Zn-Ni...
b. Pengaruh Rapat Arus Terhadap Nilai Kekerasan Lapisan
Elektroplating Zn-Ni...
c. Pengaruh Rapat Arus Terhadap Tekstur Lapisan
Elaktroplating Zn-Ni...
4. Pengaruh Konsentrasi Aditif p-Vanilin Terhadap Karakter Lapisan
Elektroplating Zn-Ni...
a. Pengaruh Konsentrasi Aditif p-Vanilin Terhadap Berat
Lapisan Elaktroplating Zn-Ni...
b. Pengaruh Konsentrasi Aditif p-Vanilin Terhadap Nilai
Kekerasan Lapisan Elektroplating Zn-Ni...
c. Pengaruh Konsentrasi Aditif p-Vanilin Terhadap Tekstur
Lapisan Elaktroplating Zn-Ni...
BAB V. KESIMPULAN DAN SARAN...
commit to user
DAFTAR TABEL
Halaman Tabel 1. Nilai Kekerasan Vikers Beberapa Logam...
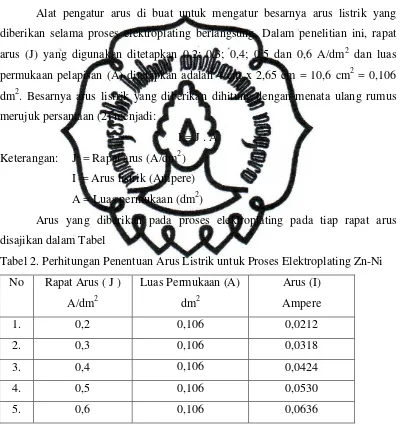
Tabel 2. Perhitungan Penetuan Arus Listrik untuk Proses Elektroplating
Zn-Ni...
Tabel 3. Data Standarisasi Mikroskop Optik XSP-12...
Tabel 4. Kelas Tingkat Kehalusan Tekstur Lapisan Elektroplating Zn-Ni
Tabel 5. Model Tabulasi Teknik Pengumpulan Data...
Tabel 6. Bentuk Tabulasi Analisis Data Pengaruh Rapat Arus terhadap
Karakter Lapisan Elektroplating Zn-Ni...
Tabel 7. Bentuk Tabulasi Analisis Data Pengaruh Aditif p-Vanilin
terhadap Karakter Lapisan Elektroplating Zn-Ni...
Tabel 8. Data Rata – rata Karakterisasi Lapisan Elektroplating Zn-Ni...
Tabel 9.Identifikasi Senyawa Lapisan Elektroplating Zn-Ni dari
Difraktogam XRD...
Tabel 10. Konstanta a,b dan R Trendline Persamaan Linier Hubungan
Berat Lapisan Elektroplating Zn-Ni Terhadap Rapat Arus
(pada rapat arus 0,2 – 0,5 A/dm2) dengan Berbagai Variasi Konsentrasi Aditif p-Vanilin...
Tabel 11. Data perbandinga berat lapisan elektroplating Zn-Ni secara
perhitungan berdasarkan hukum Faraday dan percobaan...
Tabel 12. Tingkat Kelas Tekstur Lapisan Elektroplating Zn-Ni... 22
31
36
37
39
40
40
43
49
51
51
64
commit to user
DAFTAR GAMBAR
Halaman Gambar 1. Proses elektroplating...
Gambar 2. Potensial reduksi dari alloy Zn-Ni...
Gambar 3. Zona (A) Helmholtz layer; (B) Difusion layer dan
(C) Bulk solution (fase ruah)...
Gambar 4. Mekanisme proses elektrodeposisi ion logam...
Gambar 5. Struktur p-Vanilin (4-hydroxy-3-methoxybenzaldehyde)...
Gambar 6. Kompleks Cu(II) vanilin...
Gambar 7.a Alat Uji Kekerasan Vickers...
b Indentor Piramid Vickers...
Gambar 8. Jejak Indentor Vickers...
Gambar 9. Jenis Jejak Indentor Vickers...
Gambar 10. Kondisi difraksi Bragg...
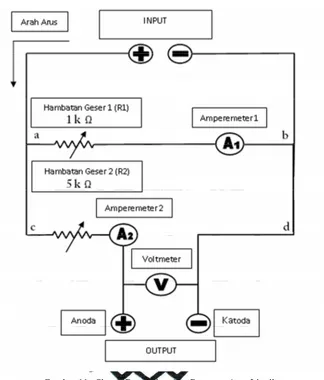
Gambar 11. Skema Rangkaian Alat Pengatur Arus Listrik...
Gambar 12. Alat Pengatur Arus...
Gambar 13. Setting alat elektroplating...
Gambar 14a. Alat uji kekerasan Mickrohardness Tester HWMMT X 7
merk Underwood dengan TV Display merk Matsuzawa...
b. Jejak indentasi uji kekerasan...
Gambar 15. Kurva standarisasi mikroskop XSP-12 series...
Gambar 16. Setting alat foto tekstur permukaan...
Gambar 17a. Foto Tekstur Permukaan Sampel Elektroplating Zn-Ni
tanpa aditif p-vanilin dan 0,010 g/L p-vanilin
(pada variasi rapat arus 0,2; 0,3; 0,4 dan 0,5 A/dm2)... Gambar 17b. Foto Tekstur Permukaan Sampel Elektroplating Zn-Ni
dengan aditif p-vanilin 0,020 dan 0,030 g/L
(pada variasi rapat arus 0,2; 0,3; 0,4 dan 0,5 A/dm2)... Gambar 17c. Foto Tekstur Permukaan Sampel Elektroplating Zn-Ni
dengan aditif p-vanilin 0,040 dan 0,050 g/L
(pada variasi rapat arus 0,2; 0,3; 0,4 dan 0,5 A/dm2)... Gambar 18. Difraktogram sampel lapisan elektroplating Zn-Ni...
commit to user
Gambar 19. Grafik hubungan berat lapisan elektroplating Zn-Ni
terhadap rapat arus pada berbagai variasi konsentrasi aditif
p-vanilin...
Gambar 20. Terbentuknya gas pada proses elektroplating Zn-Ni
pada rapat arus 0,6 A/dm2 dengan aditif vanilin 0,050 g/L. Gambar 21. Grafik hubungan nilai kekerasan lapisan elektroplating
Zn-Ni terhadap rapat arus pada berbagai variasi konsentrasi
aditif p-vanilin...
Gambar 22a. Struktur Non-packed...
b. Struktur Close-packed...
Gambar 23. Grafik hubungan diameter butiran deposit elektroplating
Zn-Ni terhadap rapat arus pada berbagai variasi
konsentrasi aditif p-vanilin...
Gambar 24a. Grafik hubungan ∆ Ya terhadap ∆Xa pada berbagai variasi
rapat arus...
b. Grafik hubungan berat lapisan elektroplating Zn-Ni per
rapat arus terhadap konsentrasi aditif p-vanilin...
Gambar 25. Grafik hubungan ∆ Yb terhadap ∆ Xa pada berbagai variasi
rapat arus...
Gambar 26. Grafik hubungan ∆ Yc terhadap ∆ Xa pada berbagai variasi
rapat arus... 50
52
53
54
54
55
57
57
60
commit to user
DAFTAR LAMPIRAN
Halaman Lampiran 1. Desain Penelitian...
Lampiran 2. Perhitungan kekuatan ion larutan (µ), Koefisien aktifitas
ion, Aktifitas ion Zn & Ni, Potensial reduksi Zn&Ni...
Lampiran 3. Perhitungan berat lapisan elektroplating Zn-Ni berdasarkan
rumus Faraday...
Lampiran 4. Data Berat Lapisan Elektroplating Zn-Ni...
Lampiran 5. Data Ukuran Benda Standar untuk Standarisasi Mikroskop
XSP-12 Series...
Lampiran 6. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni...
Lampiran 7.Data Pengukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni...
Lampiran 8. Pola Trendline Linier grafik hubungan berat lapisan
elektroplating Zn-Ni terhadap rapat arus pada berbagai
variasi konsentrasi aditif p-vanilin...
Lampiran 9. Analisa pengaruh konsentrasi p-vanilin terhadap berat
lapisan elektroplating Zn-Ni...
Lampiran 10. Pola Trendline Linier grafik hubungan rapat arus
terhadap nilai kekerasan lapisan elektroplating Zn-Ni...
Lampiran 11. Analisa pengaruh konsentrasi p-vanilin terhadap nilai
kekerasan lapisan elektroplating Zn-Ni...
Lampiran 12. Pola Trendline Linier grafik hubungan diameter butiran
lapisan elektroplating Zn-Ni terhadap rapat arus pada
berbagai variasi konsentrsi aditif p-vanilin...
Lampiran 13. Analisa pengaruh konsentrasi p-vanilin terhadap diameter
butiran lapisan elektroplating Zn-Ni...
Lampiran 14. Data Difraktogram XRD sampel lapisan elektroplating
Zn-Ni...
Lampiran 15. Data JCPDS beberapa senyawa Zn, Ni dan Zn-Ni...
Lampiran 16. Data Identifikasi senyawa lapisan elektroplating Zn-Ni...
commit to user
DAFTAR TABEL LAMPIRAN
Halaman Tabel Lampiran 1. Molaritas bahan – bahan dalam larutan elektrolit...
Tabel Lampiran 2. Perhitungan Arus Listrik yang digunakan untuk
Elektroplating Zn-Ni...
Tabel Lampiran 3. Data Berat Lapisan Elektroplating Zn-Ni...
Tabel Lampiran 4. Data Ukuran Benda Standar untuk Standarisasi
Mikroskop XSP-12 Series ...
Tabel Lampiran 5. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni tanpa
p-Vanilin...
Tabel Lampiran 6. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni
dengan Aditif p-Vanilin 0,010 g/L...
Tabel Lampiran 7. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni
dengan Aditif p-Vanilin 0,020 g/L...
Tabel Lampiran 8. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni
dengan Aditif p-Vanilin 0,030 g/L...
Tabel Lampiran 9. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni
dengan Aditif Vanilin 0,040 g/L...
Tabel Lampiran 10. Data Nilai Kekerasan Lapisan Elektroplating Zn-Ni
dengan Aditif Vanilin 0,050 g/L...
Tabel Lampiran 11. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni tanpa p-Vanilin...
Tabel Lampiran 12. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni dengan Aditif p-Vanilin 0,010 g/L
Tabel Lampiran 13. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni dengan Aditif p-Vanilin 0,020 g/L
Tabel Lampiran 14. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni dengan Aditif p-Vanilin 0,030 g/L
Tabel Lampiran 15. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni dengan Aditif p-Vanilin 0,040 g/L
commit to user
Tabel Lampiran 16. Ukuran Diameter Butiran Deposit Lapisan
Elektroplating Zn-Ni dengan Aditif p-Vanilin 0,050g/L
Tabel Lampiran 17. Data Selisih Berat Lapisan Set Eksperimen dengan Set
Kontrol...
Tabel Lampiran 18. Data Selisih Nilai Kekerasan Lapisan Set Eksperimen
dengan Set Kontrol...
Tabel Lampiran 19. Data Selisih Diameter Butiran Set Eksperimen dengan
Set Kontrol...
Tabel Lampiran 20. Data Identifikasi Senyawa pada Sampel Lapisan Zn-Ni
tanpa Vanilin...
Tabel Lampiran 21. Data Identifikasi Senyawa pada Sampel Lapisan Zn-Ni
dengan Aditif Vanilin 0,030 g/L... 89
91
94
97
111
112
commit to user
DAFTAR GAMBAR LAMPIRAN
Halaman Gambar Lampiran 1. Grafik hubungan berat lapisan elektroplating
Zn-Ni terhadap rapat arus pada berbagai variasi
konsentrasi aditif p-vanilin...
Gambar Lampiran 2. Grafik hubungan ∆ Ya terhadap ∆ Xa pada
berbagai variasi rapat arus...
Gambar Lampiran 3. Grafik hubungan rapat arus terhadap nilai
kekerasan lapisan elektroplating Zn-Ni pada
berbagai variasi aditif p-vanilin...
Gambar Lampiran 4. Grafik hubungan ∆ Yb terhadap ∆ Xa pada
berbagai variasi rapat arus...
Gambar Lampiran 5. Grafik hubungan diameter butiran lapisan elektroplating Zn-Ni terhadap rapat arus pada
berbagai variasi konsentrsi aditif p-vanilin...
Gambar Lampiran 6. Grafik hubungan ∆ Yc terhadap ∆ Xa pada
berbagai variasi rapat arus...
Gambar Lampiran 7. Foto Mikroskop Benda standar untuk standarisasi
mikroskop XSP – 12...
Gambar Lampiran 8. Foto sampel yang menunjukkan lapisan kusam
pada rapat arus 0,6 A/dm2... 90
92
93
95
96
97
113
114
commit to user
BAB I PENDAHULUAN
A. Latar Belakang
Besi merupakan logam yang banyak digunakan dalam kehidupan
sehari-hari. Misalnya, di bidang industri, otomotif, konstruksi bangunan, elektronika dan
alat-alat rumah tangga. Besi memiliki kelebihan seperti kuat, mudah di dapatkan,
mudah dibentuk dan harga relatif murah. Namun, apabila besi dibiarkan dalam
lingkungan, besi mudah teroksidasi oleh udara sekitar dan mengalami korosi
(Hartomo, 1992). Korosi pada besi akan merusak struktur material dan
menggurangi nilai kekuatan besi. Oleh karena itu, perlu dilakukan suatu
penanganan terkait masalah korosi pada besi.
Salah satu metode yang dilakukan untuk mencegah korosi pada besi
adalah dengan melapisi besi dengan logam lain secara lapis listrik atau disebut
elektroplating. Proses elektroplating merupakan teknik pengendapan (deposisi)
ion logam secara elektrolisis dimana endapan logam (deposit) melekat pada suatu
elektroda, dengan tujuan untuk melindungi dan melapisi permukaan elektroda
dengan sifat dan dimensi yang berbeda (ASTM 374-96). Seng (Zn) merupakan
logam yang sering digunakan untuk melapisi besi secara lapis listrik
(elektroplating Zn) karena bersifat proteksi anodik terhadap besi, mudah
didapatkan dan harga relatif murah (Nasoetion dkk., 2005).
Dewasa ini, penelitian elektroplating Zn dikembangkan pada coating alloy
(pelapisan paduan logam) salah satunya adalah elektroplating Zn-Ni. Penambahan
sedikit logam Ni dalam komposisi lapisan elektroplating Zn akan memodifikasi
potensial reduksi Zn karena secara elektrokimia berdasarkan nilai potensial
reduksi Ni lebih mulia dari Zn (Wynn et al., 2001). Selain itu, material alloy
Zn-Ni dalam sifat mekanik terjadi peningkatan kekerasan karena berdasarkan sifat
karakteristiknya Ni lebih keras daripada Zn (Hariyanti, 2007). Berdasarkan
Shivakumara et al. (2007) lapisan elektroplating Zn–Ni pada substrat besi dengan
komposisi Ni antara 8% sampai 14% berat mampu memberikan perlindungan
korosi lima hingga enam kali lebih kuat dibanding lapisan elektroplating Zn.
commit to user
Proses elektroplating Zn–Ni dipengaruhi oleh beberapa faktor seperti:
rapat arus, tegangan listrik, komposisi dan konsentrasi elektrolit, pH larutan,
konduktivitas larutan, suhu larutan, jenis elektroda, jarak anoda – katoda dan
waktu elektrolisa (Purwanto dan Huda, 2005). Adapun tekstur hasil pelapisan
logam yang diperoleh dari proses elektroplating dipengaruhi oleh orientasi
pengendapan depositnya dan adanya komponen lain yang terbentuk. Tekstur
permukaan yang kasar dapat diperbaiki dengan penambahan bahan aditif tertentu
dengan konsentrasi tertentu (Adamson, 1990).
Bahan aditif di dalam industri elektroplating sering digunakan untuk
meningkatkan kualitas lapisan elektroplating. Salah satu bahan aditif adalah bahan
pencerah (brightener). Brightener sengaja diberikan di dalam larutan
elektro-plating untuk mengontrol pertumbuhan deposit agar diperoleh kualitas lapisan
yang baik meliputi: kecerahan (bright), kerataan lapisan (leveling) dan kekerasan
(hard) (Purwanto dan Huda, 2005).
Kim et al. (2004) menyatakan o-vanilin dapat berfungsi sebagai brightener
dalam elektroplating Zn dengan hasil tekstur permukaan lapisan lebih halus,
ukuran butiran deposit lebih kecil dan spektrum reflektansi tinggi. Selain itu,
Ravindran et al. (2006) menyatakan senyawa aldehide seperti acetaldehide,
anisaldehide, benzaldehide, formaldehide dan furfuraldehide dapat digunakan
sebagai brightener dalam elektroplating Zn-Ni. Senyawa o-vanilin
(2-hidroksi-3-metoksi benzaldehide) merupakan golongan aldehide. Oleh karena itu,
berdasarkan latar belakang diatas maka dimungkinkan o-vanilin dapat digunakan
sebagai brightener dalam elektroplating Zn-Ni.
Berdasarkan uraian diatas, penelitian tentang aditif vanilin sebagai
brightener dalam elektroplating Zn-Ni sangat menarik untuk dilakukan karena
dapat menambah nilai guna dari vanilin. Dalam penelitian ini akan dilakukan
elektroplating Zn-Ni pada substrat besi dengan aditif vanilin pada larutan
elektrolit Zn-Ni. Sehingga diharapkan didapatkan material besi lapis Zn-Ni yang
memiliki aspek protektif (tahan terhadap korosi) dan aspek dekoratif (warna
commit to user
B. Perumusan Masalah 1. Identifikasi Masalah
Rapat arus merupakan salah satu faktor yang berpengaruh dalam proses
elektroplating Zn-Ni. Rapat arus didefinisikan besarnya arus yang diberikan per
satuan luas bidang elektroplating (pelapisan). Rapat arus dalam proses
elektroplating berhubungan dengan transfer elektron dan laju deposisi ion logam
dalam larutan elektrolit. Semakin besar rapat arus menyebabkan transfer elektron
dan laju deposisi ion logam semakin besar sehingga akan semakin cepat
mendapatkan berat lapisan dan dengan ketebalan lapisan tertentu. Rapat arus yang
tinggi juga dapat menyebabkan terjadinya panas dalam larutan elektrolit sehingga
akan mengakibatkan lapisan elektroplating Zn-Ni menjadi kusam dengan ditandai
warna lapisan yang menghitam (Fauzi, 1994). Oleh karena itu perlu dikaji rapat
arus yang digunakan dalam proses elektroplating Zn-Ni dengan melakukan variasi
rapat arus sehingga didapatkan kualitas lapisan elektroplating Zn-Ni yang baik.
Aditif brightener di dalam proses elektroplating merupakan bahan
tambahan pada larutan elektrolit dengan jumlah sedikit dimaksudkan untuk
mengatur pertumbuhan deposit logam Zn dan Ni. Pertumbuhan deposit yang
teratur menghasilkan lapisan elektroplating Zn-Ni dengan kualitas baik meliputi
kecerahan (bright) dan kekerasan (hard) (Purwanto dan Huda, 2005). Kim et al.
(2004) menyatakan bahwa o-vanillin dapat berfungsi sebagai brightener. Vanilin
dibedakan menjadi 2 berdasarkan rumus strukturnya yaitu: o-vanillin
(2-hidroksi-3-metoksi benzaldehide dan p-vanillin (4-hidroksi-(2-hidroksi-3-metoksi benzaldehide).
Senyawa o-vanillin dapat diperoleh dari sintesis guaiakol (o-metoksi phenol)
melalui reaksi Reimer-Tiemann (Suwarso dkk., 2002) sedangkan untuk senyawa
p-vanillin dapat diperoleh dari ekstrak biji vanila (Widajanti dkk.,2002). Struktur
o-vanilin dan p-vanilin dibedakan pada posisi gugus hidroksi yang terikat
sedangkan untuk massa rumus molekul (MR) adalah sama. Berdasarkan latar
belakang tersebut kemungkinan p-vanillin dapat digunakan sebagai brightener
dalam elektroplating Zn-Ni. Konsentrasi p-vanilin yang ditambahkan akan
commit to user
mM (Kim. et al., 2004). Oleh karena itu, perlu dikaji konsentrasi aditif p-vanilin
yang akan digunakan sebagai brightener dengan melakukan variasi konsentrasi.
Lapisan elektroplating Zn-Ni tersusun atas deposit logam Zn dan Ni,
membentuk suatu sistem kristal logam. Terdapat beberapa metode yang
digunakan untuk identifikasi senyawa dalam lapisan elektroplating, diantaranya
adalah metode XRF (X-Ray Fluoresence) dan XRD (X-Ray Diffraction).
Keduanya merupakan metode analisa non-destruktif (tidak
merusak/meng-akibatkan perubahan pada sampel). Analisa dengan metode XRF dapat
menunjukkan komposisi unsur – unsur yang terdapat dalam lapisan elektroplating,
sedangkan analisa dengan XRD menunjukkan struktur kristal logam yang
terbentuk dalam lapisan elektroplating (Bicelli et al., 2008).
Kualitas lapisan elektroplating Zn-Ni dapat ditinjau berdasarkan sifat
karakterisasi dari alloy tersebut. Karakterisasi alloy Zn-Ni meliputi banyak hal
antara lain: berat lapisan, ketebalan, komposisi, tekstur permukaan, kekerasan,
kecerahan, korosivitas, sifat elektrik, sifat magnetik dan stabilitas termal.
Sehingga perlu ditentukan karakterisasi alloy lapisan elektroplating Zn-Ni
disesuaikan dengan kajian penelitiaan untuk mengetahui kualitas dari lapisan
elektroplating Zn-Ni.
2. Batasan Masalah
Dari identifikasi masalah di atas perlu adanya batasan masalah dalam
penelitian ini, antara lain:
a. Penelitian berfokus pada pengaruh rapat arus dan aditif vanilin, sehingga
faktor - faktor lain dalam proses elektroplating Zn-Ni dibuat tetap.
1) Rapat arus yang digunakan di variasi yaitu: 0,2; 0,3; 0,4; 0,5 dan 0,6
A/dm2. Variasi rapat arus yang digunakan merujuk pada penelitian Shivakumara et al. (2007).
2) Proses elektroplating Zn-Ni menggunakan sistem 2 elektroda yaitu: katoda
dan anoda. Katoda yang dipakai adalah plat besi yang merupakan substrat
yang akan dilapisi. Sampel plat besi merupakan jenis strip plat. Sampel
commit to user
sampel substrat besi ditetapkan panjang x lebar: (5 cm x 2,65 cm). Anoda
yang dipakai adalah platina (Pt). Logam platina dipilih sebagai anoda
karena bersifat inert sehingga platina tidak akan teroksidasi tetapi yang
teroksidasi adalah air.
3) Komposisi larutan elektrolit untuk elektroplating Zn-Ni mengacu pada
penelitian Shivakumara et al. (2007) yaitu:
a) ZnSO4.7H2O : 56,60 %
b) NiSO4.6H2O : 3,77 %
c) Na2SO4 : 22,64 %
d) H3BO3 : 7,56 %
e) EDTA : 5,66 %
f) NaLS : 3,77 %
Keterangan:
a) ZnSO4.7H2O dan NiSO4.6H2O sebagai sumber ion Zn dan Ni. Bahan
ZnSO4.7H2O dan NiSO4.6H2O dipilih karena mudah larut dalam air
dan anion sulfatnya mempunyai pengaruh relatif lebih kecil terhadap
konduktifitas elektrolit bila dibandingkan dengan anion klorida.
b) Na2SO4 ditambahkan dalam larutan elektrolit dimaksudkan untuk
meningkatkan konduktifitas (daya hantar listik) larutan elektrolit.
Apabila konduktifitas besar maka hambatan dalam larutan elektrolit
menjadi kecil.
c) H3BO3 berfungsi sebagai larutan penyangga (buffer) yang dapat
mempertahankan pH larutan elektrolit. Selain itu juga dapat membantu
meningkatkan daya hantar listik larutan elektrolit (Shivakumara et al.,
2007).
d) EDTA berfungsi sebagai bahan pengompleks. Ion Zn dan Ni lebih
stabil dalam bentuk kompleksnya, sehingga diharapkan tidak terbentuk
endapan Zn(OH)2 atau Ni(OH)2 (Purwanto dan Huda, 2005).
e) NaLS merupakan surfaktan yang berfungsi sebagai wetting agent
(agen pembasah) yaitu dapat menurunkan tegangan permukaan dari
gas H2 yang teradsorpsi pada permukaan katoda. Adanya gas H2 akan
commit to user 4) Jarak anoda dan katoda ditetapkan 3 cm.
Jarak anoda – katoda menentukan hantaran arus listrik dan berpengaruh
terhadap keseragaman tebal lapisan. Apabila jarak anoda-katoda dekat,
maka konduktifitas besar dan hambatan mejadi kecil, karena konduktifitas
(L) berbanding terbalik dengan hambatan (R) (Dogra, 1990). Jarak anoda
dan katoda ditetapkan 3 cm karena jaraknya tidak terlalu jauh. Selain itu,
menyesuaikan dengan dimensi dari bak elektroplating.
5) Suhu operasi elektroplating pada suhu ruang + 28 oC.
Semakin tinggi suhu elektroplating menyebabkan konduktivitas larutan
makin besar sehingga mempercepat hantaran arus listrik. Tetapi pada suhu
yang terlalu tinggi dapat menyebabkan lapisan menjadi terbakar (kusam)
dan menyebabkan terjadinya kerusakan aditif (Purwanto dan Huda, 2005).
Sehingga elektroplating dilakukan pada suhu ruang + 28 oC.
b. Vanilin yang digunakan sebagai brightener adalah jenis p-vanilin. Konsentrasi
aditif p-vanilin dalam larutan elektrolit divariasi dengan konsentrasi: 0,000;
0,010; 0,020; 0,030; 0,040; dan 0,050 g/L. Variasi konsentrasi aditif vanilin
yang digunakan, merujuk pada penelitian Kim et al. (2004) yaitu dalam range
konsentrasi antara 100 µM sampai 10 mM.
c. Identifikasi struktur dalam lapisan elektroplating Zn-Ni dilakukan dengan
instrumen X-Ray Difractometer (X-RD).
d. Karakterisasi lapisan elektroplating Zn-Ni pada penelitian ini dibatasi pada :
1) Berat lapisan elektroplating Zn-Ni. Berat lapisan elektroplating Zn-Ni
merupakan berat total dari campuran deposit logam Zn dan Ni. Uji berat
dilakukan secara gravimetri dengan neraca analitis.
2) Tingkat kekerasan lapisan elektroplating Zn-Ni. Uji kekerasan dalam
penelitian ini mengunakan alat Mickrohardness Tester.
3) Tekstur permukaan lapisan elektroplating Zn-Ni. Tekstur permukaan
berhubungan dengan ukuran butiran deposit yang terbentuk. Karakterisasi
tekstur permukaan lapisan elektroplating Zn-Ni menggunakan mikroskop
commit to user 3. Rumusan Masalah
Berdasarkan latar belakang dan batasan masalah di atas, maka rumusan
masalah yang akan diungkapkan dalam penelitian ini adalah :
a. Bagaimana pengaruh rapat arus terhadap:
1) berat lapisan elektroplating Zn-Ni?
2) tingkat kekerasan lapisan elektroplating Zn-Ni?
3) tekstur lapisan elektroplating Zn-Ni?
b. Bagaimana pengaruh aditif p-vanilin terhadap:
1) berat lapisan elektroplating Zn-Ni?
2) tingkat kekerasan lapisan elektroplating Zn-Ni?
3) tekstur lapisan elektroplating Zn-Ni?
C. Tujuan Penelitian Tujuan dari penelitian ini adalah sebagai berikut:
1. Mengetahui pengaruh rapat arus terhadap berat, tingkat kekerasan dan tekstur
lapisan elektroplating Zn-Ni.
2. Mengetahui pengaruh aditif p-vanilin terhadap berat, tingkat kekerasan dan
tekstur lapisan elektroplating Zn-Ni.
D. Manfaat Penelitian
Dengan adanya penelitian ini dapat memberikan manfaat yaitu:
1. Secara praktis, memberikan metode alternatif tentang salah satu cara
pencegahan korosi pada besi yaitu dengan elektroplating Zn-Ni.
2. Secara teoritis, dapat memberikan informasi tentang pengaruh rapat arus dan
penggunaan aditif p-vanilin sebagai brightener dalam hal peningkatan kualitas
commit to user
Proses elektroplating merupakan teknik pengendapan (deposisi) suatu ion
logam secara elektrolisis, dimana endapan logam melekat pada suatu elektroda,
dengan tujuan untuk melindungi dan melapisi permukaan elektroda dengan sifat
dan dimensi yang berbeda (ASTM 374-96). Ion logam diperoleh dari elektrolit
maupun berasal dari pelarutan anoda logam ke dalam elektrolit. Pengendapan
terjadi pada benda kerja yang berlaku sebagai katoda. Lapisan logam yang
mengendap disebut deposit. Selama pengendapan akan terjadi reaksi kimia pada
elektroda dan larutan elektrolit, baik reaksi oksidasi maupun reduksi (Purwanto
dan Huda, 2005).
b. Prinsip kerja elektroplating
Gambar 1 menjelaskan tentang proses elektroplating. Sumber listrik arus
searah (Dirrect Current / DC) dihubungkan elektroda di dalam larutan elektrolit.
Elektroda pada kutub negatif disebut katoda sedangkan kutub positif disebut
anoda. Benda yang akan dilapisi harus bersifat konduktif dan berfungsi sebagai
katoda. Besarnya arus terbaca oleh amperemeter. Tahanan berfungsi mengatur
besarnya arus yang masuk. Sedangkan voltmeter berfungsi mengukur besarnya
beda potensial antara anoda dan katoda.
Gambar 1. Proses elektroplating
Ion
Katoda ( - ) reaksi reduksi Anoda (+) reaksi oksidasi
Bak Plating + kation migrasi ke katoda
+
commit to user
c. Faktor – faktor yang Berpengaruh pada Proses Elektroplating
Faktor-faktor yang mempengaruhi proses elektroplating diantaranya
adalah:
1) Konsentrasi elektrolit
Konsentrasi elektrolit selama berlangsungnya proses elektroplating akan
mengalami perubahan terutama karena adanya perpindahan ion logam dari larutan
yang mengendap di katoda. Pada umumnya kelebihan kadar logam akan
menyebabkan menurunnya kekilapan dan kerataan lapisan. Apabila kadar logam
rendah terjadi penurunan konduktivitas sehingga proses plating menjadi lambat.
Oleh karena itu konsentrasi elektrolit perlu dijaga konstan dengan melakukan
analisis larutan secara teratur (Purwanto dan Huda, 2005).
2) Konduktivitas larutan
Konduktivitas/Daya hantar listrik larutan bergantung pada konsentrasi dan
jenis ion dalam larutan. Daya hantar listrik berhubungan dengan pergerakan suatu
ion dalam larutan. Ion yang mudah bergerak mempunyai daya hantar listrik yang
besar (Hendayana dkk., 1994).
L = k (A/l) …………..……… (1)
Keterangan: L adalah daya hantar listrik (mho)
A adalah luasan daerah elektroda (m2) l adalah jarak antara elektroda (m)
k adalah hantaran jenis (mho m-1) 3) Rapat arus (Current density)
Berdasarkan hukum faraday, banyaknya endapan sebanding dengan kuat
arus. Akan tetapi dalam praktek, besaran yang diperlukan untuk elektroplating
adalah rapat arus yaitu arus per satuan luas, biasanya dinyatakan dalam
Ampere/dm2 (A/dm2) atau Ampere/foot2 (A/ft2). Rapat arus dirumuskan:
………. (2)
Keterangan : J = Rapat arus (Current density) (A/dm2) I = Arus listrik (Ampere)
commit to user
Rapat arus perlu diperhatikan agar menghasilkan lapisan yang berkualitas
baik. Pada rapat arus kecil, ion mempunyai kecepatan deposisi rendah. Rapat arus
terlalu rendah menyebabkan pelepasan ion menjadi lambat. Idealnya laju
pertumbuhan deposit permulaan (initial stage deposition) lebih cepat daripada laju
pembentukan deposit baru (deposisi berikutnya) tetapi karena laju yang sangat
rendah mengakibatkan (initial stage deposition) belum sempurna sehingga seluruh
area pelapisan tidak terlapisi dengan sempurna.
Sedangkan ketika rapat arus mulai dinaikkan, akan mempercepat ion
logam membentuk inti kristal logam (nuclei) dan menyebabkan pertumbuhan
deposit permulaan (initial stage deposition) mulai mengalami peningkatan,
sehingga kemungkinan deposit menjadi lebih fine-grained (berbentuk butiran
yang bagus) (Glasstone, 1962).
Kondisi rapat arus jika terlalu tinggi, menyebabkan laju deposisi sangat
cepat dan deposit tidak mampu menata/mengarahkan diri ke posisi yang stabil,
karena deposisi permulaan belum sempurna selesai, tetapi sudah disusul deposisi
berikutnya. Sehingga pertumbuhan deposit akan berupa butiran kristal
menyebabkan tekstur menjadi kasar (Glasstone, 1962). Selain hal itu, rapat arus
yang terlalu tinggi juga dapat menyebabkan timbulnya panas. Akibatnya
menghasilkan deposit yang terbakar dengan ditandai warna yang menghitam
(Purwanto dan Huda, 2005). Fenomena tersebut diterangkan oleh Hukum Joule
berikut ini:
E listrik = V. I . t
E listrik = E panas (konversi energi)
E panas ~ V. I . t ………..……….. (3)
4) Tegangan listrik (voltase)
Arus listrik yang menghasilkan perubahan kimia, mengalir melalui mediun
(logam atau elektrolit). Oleh karena adanya beda potensial (tegangan listrik)
antara elektroda menyebabkan ion-ion dalam sistem bergerak ke elektroda. Agar
terjadi proses elektrolisis, diperlukan potensial listrik sekurang-kurangnya sama
dengan potensial standar dari ion yang akan direduksi. Sehingga tegangan yang
diperlukan untuk proses elektroplating tergantung dari jenis, komposisi dan
commit to user
Hubungan antara beda potensial dan arus listrik dirumuskan melalui
hukum Ohm, yaitu:
V = I x R ... (4)
Keterangan:
V = Tegangan listrik/Beda potensial (volt)
I = Arus Listrik (Ampere)
R = Tahanan (Ohm)
Sesuai dengan hukum Ohm, bila hambatan (R) yang diberikan tetap/konstan maka
besarnya beda potensial (V) sebanding dengan besarnya arus listrik (A).
Rapat arus dapat dinaikkan dengan menaikkan tegangan, akan tetapi ini
dapat menyebabkan terjadinya polarisasi dan dapat tercapainya tegangan batas.
Pada keadaan tegangan batas, tidak terjadi aliran arus melalui elektrolit, dan bila
tegangan dinaikkan atau akan terjadi potensial lebih (over potensial) yang
menyebabkan terjadinya elektrolisis air yang menghasilkan gas hidrogen dan
oksigen (Hiskia, 1992).
5) Waktu elektrolisa
Berdasarkan hukum faraday I:
……… (5) Berat lapisan elektroplating (w) berbanding linier dengan waktu elektrolisa (t).
Semakin lama waktu elektrolisa makin banyak endapan yang terbentuk.
6) Jarak Anoda – katoda
Jarak anoda – katoda menentukan hantaran arus listrik dan sangat
berpengaruh terhadap keseragaman tebal lapisan. Besarnya konduktivitas
berbanding terbalik dengan jarak anoda dan katoda, lihat rumus (1). Apabila jarak
anoda-katoda kecil, maka konduktifitas besar dan hambatan mejadi kecil. karena
konduktifitas (L) berbanding terbalik dengan hambatan (R) (Dogra, 1990).
commit to user 7) Temperatur
Temperatur berpengaruh terhadap konduktivitas. Temperatur semakin
tinggi menyebabkan konduktivitas larutan makin besar sehingga mempercepat
hantaran arus listrik. Temperatur yang terlalu tinggi dapat menyebabkan endapan
terbakar dan terjadi kerusakan aditif (Purwanto dan Huda, 2005).
d. Elektroplating Zn-Ni
Teknologi coating alloy elektroplating Zn-Ni dikembangkan sebagai
pengganti untuk elektroplating Cd (Kadmium). Hal ini karena logam Cd bersifat
racun, berbahaya untuk kesehatan, dan menyebabkan pencemaran lingkungan
selain itu juga memiliki biaya operasional yang tinggi (Zaki and Budman, 1991).
Penelitian dan pengembangan produk elektroplating Zn, telah difokuskan
pada pengembangan coating alloy (lapisan paduan logam) yang mengandung
sejumlah kecil unsur lain, seperti Fe, Co, Sn dan Ni. Dimasukkannya unsur lain ke
dalam komposisi lapisan elektroplating Zn akan memodifikasi potensial reduksi
alloy tersebut. Karena paduan ini secara elektrokimia berdasarkan nilai potensial
reduksi lebih mulia dari seng (Wynn et al., 2001). Sebagai contoh adalah
potensial reduksi alloy Zn-Ni mengalami kenaikan bila dibandingkan potensial Zn
ditunjukkan pada Gambar 2.
commit to user
Proses coating alloy juga akan mengakibatkan perubahan sifat fisik,
mekanik, dan sifat teknologi suatu material. Salah satu contoh perubahan fisik
ketika material dilapis dengan nikel adalah bertambahnya daya tahan material
tersebut terhadap korosi, serta bertambahnya kapasitas konduktifitasnya. Adapun
dalam sifat mekanik, terjadi perubahan kekuatan tarik maupun tekan/kekerasan
dari suatu material sesudah mengalami pelapisan dibandingkan sebelumnya
(Hariyanti, 2007).
2. Elektrolisis
Istilah elektrolisis berasal dari Yunani yaitu: electro artinya sifat mengenai
listrik dan lysis artinya terurai. Pada elektrolisis oleh energi listrik zat-zat dapat
terurai. Alat tempat berlangsungnya elektrolisis disebut sel elektrolisis. Dalam sel
ini terdapat:
a) Elektroda adalah penghantar tempat listrik masuk ke dalam dan ke luar dari
zat – zat yang bereaksi.
b) Perpindahan elektron antara elektroda dan zat-zat dalam sel menghasilkan
reaksi terjadi pada permukaan elektroda.
c) Zat-zat yang dapat dielektrolisi, adalah leburan ion dan larutan yang
mengandung zat terlarut.
Pada anoda terjadi reaksi oksidasi, yaitu anion (ion negatif) ditarik oleh
anoda dan jumlah elektronnya berkurang sehingga bilangan oksidasinya
bertambah. Reaksi di anode tergantung pada jenis anoda dan anion (Romdhoni,
2010).
1) Anode inert (Karbon (C), Platina (Pt), Emas (Au))
a) Ion sisa asam yang mengandung oksigen (misalnya NO3-, SO42-, PO43-)
tidak mengalami oksidasi, tetapi yang teroksidasi adalah air. Reaksinya:
Anode (+) : 2H2O ( l ) → 4H+ (aq) + O2 (g) + 4e
-b) Ion sisa asam yang lain (Contoh: Cl-, Br- ,I-) akan teroksidasi Anode (+) : 2Cl- (aq) → Cl2 (g) + 2e-
commit to user
c) Ion OH- dioksidasi menjadi H2O dan O2. Reaksinya
Anode (+) :4OH- (aq) → 2H2O ( l ) + O2 (g) + 4e
-2) Anoda tak inert (contoh: Ag, Cu, Zn) akan teroksidasi. Reaksinya:
Anode (+) : Ag (s) → Ag+ (aq) + e- Anode (+) : Cu (s) → Cu2+(aq) + 2e -Anode (+) : Zn (s) → Zn2+ (aq) + 2e
-Sedangkan pada katoda terjadi reaksi reduksi, yaitu kation (ion positif)
ditarik oleh katoda dan menerima tambahan elektron, sehingga bilangan
oksidasinya berkurang. Reaksi di katode tergantung pada jenis kation (ion logam)
(Romdhoni, 2010).
1) Kation logam golongan alkali IA (Li+, Na+, K+), alkali tanah IIA (Mg2+, Ca2+, Sr2+, Ba2+), Al3+ dan Mn2+ tidak tereduksi, tetapi air yang mengalami reduksi. Katode (-) : 2H2O (aq) + 2e-→ H2 (g) + 2OH- (aq)
2) Kation logam lain (misalnya: Ag+, Zn2+, Ni2+dan lainnya) mengalami reduksi. Katode (-) : Ag+ (aq) + e-→ Ag (s)
Katode (-) : Zn2+(aq) + 2e-→ Zn (s) Katode (-) : Ni2+ (aq) + 2e-→ Ni (s) 3) Ion H+ direduksi menjadi H2. Reaksinya:
2H+ (aq) + 2e-→ H2 (g)
Elektroplating Zn-Ni merupakan reaksi elektrolisis. Berdasarkan teori
diatas dapat dituliskan reaksi yang terjadi yaitu:
Elektrolisis larutan Zn dan Ni dengan elektroda Pt, reaksinya:
Katoda (reduksi) : 2 Zn2+ (aq) + 4e- → 2 Zn (s) 2 Ni2+ (aq) + 4e- → 2 Ni (s) 4 H+ (aq) + 4e- → 2 H2(g)
Anoda (Oksidasi) : 6 H2O (l) → 12 H+ (aq) + 3 O2 (g) + 12 e-
——————————————————————————————— + Reaksi redoks total:
commit to user
3. Teori Proses Deposisi Logam Secara Elektrolisis
Elektroplating sering juga disebut dengan istilah elektrodeposisi
(electrodeposition), bentuk singkatan dari electrolytic deposition. Proses tersebut
menggunakan arus listrik untuk mereduksi ion logam dari larutan dan dilapiskan
pada suatu material substrat.
Reaksi yang terjadi, di dalam praktek elektrodeposisi tidaklah sederhana,
melainkan lebih rumit. Terdapat tiga buah pembagian zona, yang dibedakan
berdasarkan jarak zona dengan katoda seperti terlihat pada Gambar 3 yaitu: Zona
(A) disebut sebagai Helmholtz layer berada pada batas antar muka dengan katoda.
Zona (B) disebut sebagai Difusion layer jarak dari katoda lebih jauh daripada
Helmholtz layer. Zona (C) disebut sebagai Bulk solution (fase ruah/elektrolit).
Pada zona difusi, pergerakan ion dipengaruhi oleh perbedaan kepekatan
konsentrasi ion antara zona Helmholtz dan zona elektrolit
(http://electrochem.cwru.edu/ed/encycl/art-e01-electroplat.htm).
Gambar 3. Zona (A) Helmholtz layer; (B) Difusion layer dan (C) Bulk solution (fase ruah/elektrolit)
Proses pergerakan (deposisi) ion logam ke katoda di bawah pengaruh arus
(yang diberikan). Penjelasan mekanisme proses deposisi ion logam ke katoda
commit to user
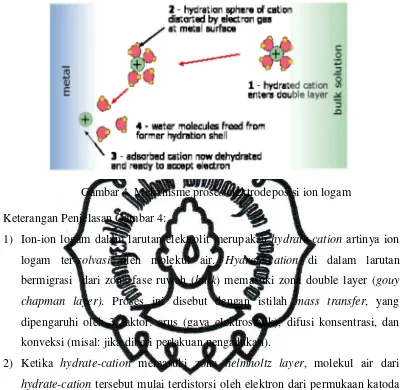
Gambar 4. Mekanisme proses elektrodeposisi ion logam
Keterangan Penjelasan Gambar 4:
1) Ion-ion logam dalam larutan elektrolit merupakan hydrate-cation artinya ion
logam ter-solvasi oleh molekul air. Hydrate-cation di dalam larutan
bermigrasi dari zona fase ruwah (bulk) memasuki zona double layer (gouy
chapman layer). Proses ini disebut dengan istilah mass transfer, yang
dipengaruhi oleh 3 faktor: arus (gaya elektrostatik), difusi konsentrasi, dan
konveksi (misal: jika diberi perlakuan pengadukan).
2) Ketika hydrate-cation memasuki zona helmholtz layer, molekul air dari
hydrate-cation tersebut mulai terdistorsi oleh elektron dari permukaan katoda
dan terdekomposisi (terlepas) dari kation.
3) Ion logam (kation) yang telah kehilangan molekul airnya (dehydrated cation)
siap menerima elektron untuk dinetralkan/direduksi membentuk atom logam
dan selanjutnya teradsorp pada permukaan katoda.
4) Molekul air terbebas dari stuktur kompleks hydrate, Sedangkan atom/kristal
logam yang teradsorp kemudian menuju titik pertumbuhan pada permukaan
katoda (Lower, 2004).
4. Aditif Brightener
Aditif brightener merupakan bahan tambahan dengan jumlah kecil
dimaksudkan untuk mengatur pertumbuhan kristal sehingga diperoleh hasil
commit to user
dan Huda, 2005). Bahan aditif brightener ditambahkan dalam jumlah yang sangat
kecil antara 100 µM sampai 10 mM, namun mampu meningkatkan kualitas
deposit yaitu: menghasilkan deposit mikrokrsital yang lembut dan butiran yang
tidak kasat (fine-grained). Aditif brightener umumnya berupa senyawa organik
yang bekerja pada rentang temperature tertentu dan dapat rusak selama proses
berlangsung (Kim et al., 2004).
Fungsi dari aditif brightener adalah mengatur pertumbuhan kristal
(deposit) yaitu dengan cara menghambat laju deposisi dari ion logam (Purwanto
dan Huda, 2005). Mekanisme yang dipercayai untuk menjelaskan prinsip
brightener adalah dengan pengompleksan ion logam, yaitu dengan menambahkan
ligan yang berikatan koordinasi dengan ion logam. Penjelasan tentang aditif
brightener menghambat laju deposisi ion logam, dapat dijelaskan berdasarkan
teori elektrodeposisi (Gambar 4). Ketika senyawa aditif (ligan) dengan struktur
yang lebih besar dari hydrate (misal: p-vanilin) ditambahkan dalam larutan
elektrolit, jumlah hydrate-cation akan berkurang karena terbentuk kompleks
vanilin-cation. Mekanisme aditif brightener pada proses elektrodeposisi sebagai
berikut:
a. Kompleks vanilin-cation (aditif) dapat mengalami reaksi reduksi. Reaksi
reduksi pada senyawa kompleks akan mengkibatkan jarak ikatan, sudut ikatan
antara logam dengan unsur yang terkoordinasi berubah dan pada saat tertentu
keseluruhan struktur kompleks dapat terdistorsi atau bahkan senyawanya dapat
terdekomposisi (Takeuci, 2006). Mekanisme reduksi kompleks vanilin-cation
sama seperti mekanisme reduksi pada hydrate-cation (lihat Gambar 4), tetapi
karena secara struktural molekul kompleks vanilin-cation (aditif) lebih besar
daripada molekul hydrate-cation mengakibatkan laju deposisi vanilin-cation
(aditif) lebih lambat.
b. Komplek vanilin-cation (aditif), menghalangi proses deposisi hydrate-cation.
Karena hydrate-cation mendapatkan rintangan/halangan sterik dari kompleks
vanilin-cation (aditif) mengakibatkan menurunnya laju deposisi dari
commit to user
Ketika pergerakan deposisi ion logam menjadi lambat (tidak terlalu cepat),
akan dihasilkan deposit yang teratur dan penuh (close packed), karena deposit
memiliki waktu rileks dan memungkinkan deposit menata/mengarahkan diri ke
titik-titik pertumbuhan pada permukaan katoda. Dengan kata lain, adanya
senyawa aditif berfungsi menghambat laju deposisi ion logam untuk
memproduksi kristal kecil (fine grain) dan lembut (smooth), sehingga dihasilkan
lapisan yang terlihat cerah.
.
5. p-Vanilin
Vanilin secara umum digunakan sebagai bahan-bahan/agen pemberi rasa
dan aroma (flavor) dalam industri makanan, minuman dan farmasi (Widayanti,
2002). p-Vanilin atau (4-hydroxy-3-methoxybenzaldehyde), merupakan senyawa
organik dengan rumus molekul C8H8O3 dan berat molekul 152,15 g/mol.
p-Vanillin mudah larut dalam air, dengan tingkat kelarutan 1 g/100ml air (pada suhu
25 oC). p-Vanilin memiliki kelompok gugus fungsional meliputi aldehida, eter, dan fenol (Wikipedia). Struktur p-vanilin dapat dilihat pada Gambar 5.
Gambar 5. Struktur p-vanilin (4-hydroxy-3-methoxybenzaldehyde)
Struktur p-vanilin mempunyai beberapa atom donor elektron, yaitu O pada
gugus ›C=O, C–O–C dan –O-H serta elektron π yang terdelokalisasi (awan
elektron) pada cincin benzena. Apabila p-vanilin ditambahkan dalam larutan
elektrolit Zn-Ni, dengan adanya atom donor elektron pada gugus vanilin
commit to user
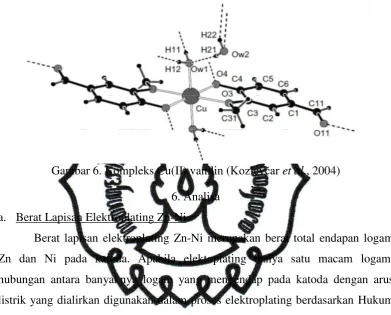
Kozlevčar et al. (2004) telah melakukan sintesa kompleks dengan p-vanilin sebagai ligan dengan atom pusatnya adalah ion Cu2+. Hasil struktur kompleks Cu(II) vanilin disajikan dalam Gambar 6.
Gambar 6. Kompleks Cu(II) vanilin (Kozlevčar et al., 2004)
6. Analisa
a. Berat Lapisan Elektroplating Zn-Ni
Berat lapisan elektroplating Zn-Ni merupakan berat total endapan logam
Zn dan Ni pada katoda. Apabila elektoplating hanya satu macam logam,
hubungan antara banyaknya logam yang mengendap pada katoda dengan arus
listrik yang dialirkan digunakan dalam proses elektroplating berdasarkan Hukum
Faraday yaitu:
1) Pada elektrolit zat yang diendapkan berbanding lurus dengan waktu dan arus
listrik.
2) Jumlah arus listrik yang sama akan membebaskan sejumlah zat pada elektroda
Hukum Faraday I dirumuskan :
………..………..………….. (7)
Untuk elektroplating 2 logam, misal Zn dan Ni karena dilakukan secara
bersamaan maka arus yang dialirkan digunakan untuk mereduksi kedua logam Zn
dan Ni, sehingga arus yang dialirkan berhubungan dengan aktifitas ion dari
masing – masing logam Zn dan Ni.
commit to user
………...………(9)
= + …..…..(10)
Keterangan:
W = Berat logam yang diendapkan (gram)
e = (Ar/n) atau ( berat atom logam/elektron valensi logam)
= aktivitas ion logam
i = Arus listrik (Ampere)
t = waktu elektrolisa (detik)
n = elektron valensi logam
F = Bilangan Faraday ( 96487)
Secara teknis, berat lapisan elektroplating Zn-Ni dihitung dengan cara
sebagai berikut :
∆W = W1 - W0 ... (11)
Keterangan W0 = berat substrat besi sebelum elektroplating Zn-Ni
W1 = berat substrat besi setelah elektroplating Zn-Ni
∆W = berat lapisan elektroplating Zn-Ni
b. Uji kekerasan
Kekerasan (Hardness) adalah salah satu sifat mekanik (Mechanical
properties) dari suatu material. Kekerasan didefinisikan sebagai kemampuan
suatu material untuk menahan beban identasi atau penetrasi (penekanan). Uji
kekerasan dengan cara indentansi terdapat beberapa metode yang sering
digunakan yaitu : metode Brinnel, metode Rockwell dan metode Vickers. Untuk
mengetahui tingkat kekerasan lapisan elektroplating Zn-Ni digunakan uji
kekerasan metode Vickers. Alat Uji kekerasan Vickers pada Gambar 7a Uji
kekerasan Vickers menggunakan indentor berbentuk piramida dari bahan intan
commit to user
a. b.
Gambar 7.a Alat uji kekerasan vickers b Indentor piramid vickers
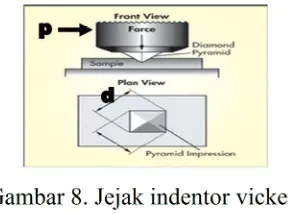
Harga kekerasan vickers sebanding dengan berat beban indentor (p) dibagi
luas permukaan bidang jejak yang diindentasi. Dirumuskan :
( )
2 2
854 , 1 2 2
d p d
Sin p
VHN = =
q
………(12)
Keterangan:
VHN = Vickers Hardness Number (angka kekerasan vickers) (Kg/mm2) p = Beban indentor yang diberikan (Kg)
d = Panjang diagonal jejak indentor (mm)
θ = Sudut puncak piramida indentor (136O)
Hasil jejek indentasi pada permukaan lapisan material berbentuk segi
empat seperti pada Gambar 8.
Gambar 8. Jejak indentor vickers
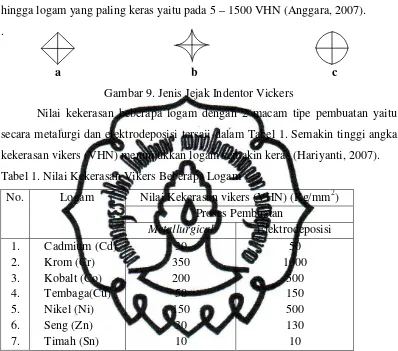
Indentansi sempurna akan berbentuk bujur sangkar sempurna seperti pada
Gambar 9a. Kelainan dapat juga terjadi yaitu bentuk bujur sangkar cekung
kedalam Gambar 9b, hal ini disebabkan oleh penyusutan logam ke dalam
permukaan datar dari piramid indentor dan mengakibatkan pengukuran diagonal
yang terlalu panjang (over estimate). Kelainan yang lain adalah bentuk bujur
commit to user
mengakibatkan pengukuran lebih pendek harga kekerasan meningkat. Uji
kekerasan vickers dapat dilakukan pada logam dengan kekerasan yang lunak
hingga logam yang paling keras yaitu pada 5 – 1500 VHN (Anggara, 2007).
.
a b c Gambar 9. Jenis Jejak Indentor Vickers
Nilai kekerasan beberapa logam dengan 2 macam tipe pembuatan yaitu
secara metalurgi dan elektrodeposisi tersaji dalam Tabel 1. Semakin tinggi angka
kekerasan vikers (VHN) menunjukkan logam semakin keras (Hariyanti, 2007).
Tabel 1. Nilai Kekerasan Vikers Beberapa Logam
No. Logam Nilai Kekerasan vikers (VHN) (Kg/mm2)
Lapisan elektroplating Zn-Ni disusun dari deposit Zn dan Ni membentuk
suatu sistem kristal logam. Kisi kristal logam terdiri atas atom logam yang terikat
dengan ikatan logam. Elektron valensi dalam atom logam mudah dikeluarkan
(karena energi ionisasinya yang kecil) menghasilkan kation. Bila dua atom logam
saling mendekat, orbital atom terluarnya akan tumpang tindih membentuk orbital
molekul. Bila atom ketiga mendekati kedua atom tersebut, interaksi antar
orbitalnya terjadi dan orbital molekul baru terbentuk. Jadi, sejumlah besar orbital
molekul akan terbentuk oleh sejumlah besar atom logam dan orbital molekul yang
dihasilkan akan tersebar di tiga dimensi. Karena orbital atom bertumpangtindih
commit to user
oleh banyak atom lain. Elektron semacam ini tidak harus dimiliki oleh atom
tertentu, tetapi akan bergerak bebas dalam kisi yang dibentuk oleh atom-atom ini.
Jadi, elektron-elektron ini disebut dengan elektron bebas (Takeuci, 2006).
Metode yang digunakan untuk menganalisis zat padat berupa kristal secara
kualitatif dan kuantitatif adalah XRD atau difraksi sinar X. Analisa XRD
merupakan metode analisa non-destruktif artinya tidak merusak atau mengubah
bahan yang akan dianalisa.
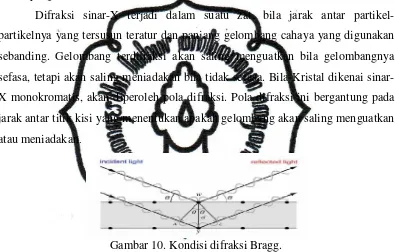
Difraksi sinar-X terjadi dalam suatu zat, bila jarak antar
partikel-partikelnya yang tersusun teratur dan panjang gelombang cahaya yang digunakan
sebanding. Gelombang terdifraksi akan saling menguatkan bila gelombangnya
sefasa, tetapi akan saling meniadakan bila tidak sefasa. Bila Kristal dikenai
sinar-X monokromatis, akan diperoleh pola difraksi. Pola difraksi ini bergantung pada
jarak antar titik kisi yang menentukan apakah gelombang akan saling menguatkan
atau meniadakan.
Gambar 10. Kondisi difraksi Bragg.
Andaikan panjang gelombang sinar-X adalah λ (Gambar 10). Bila selisih
antara lintasan optik sinar-X yang direfleksikan oleh atom di lapisan pertama dan
oleh atom yang ada di lapisan kedua adalah xy + yz = 2d sinθ, sama dengan
kelipatan bulat panjang gelombang maka gelombang-gelombang itu akan saling
menguatkan dan menghasilkan pola difraksi. Intensitas pola difraksi akan
memberikan maksimum bila:
nλ = 2dsinθ ……….. (11)
Persamaan ini disebut dengan kondisi Bragg
Keterangan : d = Jarak interplanar (titik kisi)
l = Panjang gelombang logam standar
commit to user
Nilai d spasing tidak dapat digunakan untuk menentukan jarak interatom
dari suatu molekul, namun dapat digunakan untuk merefleksikan jarak interplanar
atau jarak interlayer antar kisi-kisi atom dalam suatu material. Pengaturan
atom-atom tersebut dapat diinterpretasikan melalui analisa d spasing dari data diffraksi
sinar X. Selain nilai d spasing, observasi tingkat kristalinitas bahan dan perubahan
struktur dapat pula diketahui melalui data diffraksi sinar X. Puncak yang melebar
menunjukkan kristalinitas rendah (amorf), sedangkan puncak yang meruncing
menunjukkan kristalinitas yang lebih baik (Takeuci, 2006).
Identifikasi senyawa yang terdapat dalam sampel dilakukan dengan cara
membandingkan puncak – puncak difraksi sampel dengan puncak difraksi standar
hasil konversi dari data JCPDS (Joint Committe on Powder Diffraction Standars).
B. Kerangka Pemikiran
Elektroplating Zn-Ni merupakan sel elektrolisis dimana energi listrik
digunakan untuk berlangsungnya suatu reaksi kimia (Dogra, 1990). Dengan
diberikannya aliran arus searah dengan potensial (voltase) luar yang melebihi
potensial deposisi (E deposisi) dari ion Zn dan Ni dalam larutan elektrolit, maka
akan terjadi transfer elektron yang mengakibatkan terjadinya reaksi redoks.
Reaksi reduksi pada terjadi katoda dan reaksi oksidasi terjadi pada anoda. Reaksi
yang terjadi dalam elektroplating Zn-Ni adalah:
Katoda (reduksi) : Zn2+(aq) + 4e- → 2 Zn (s) Ni2+ (aq) + 4e- → 2 Ni (s) 2 H+ (aq) + 4e- → H2( g)
Anoda (Oksidasi): 2 H2O (l) → 4 H+ (aq) + O2 (g) + 4 e
-Hubungan arus listrik (i) dan berat endapan elektrolisis (W) dirumuskan
oleh Faraday yaitu:
W=eit/F
Untuk waktu elektrolisis yang sama (ditetapkan), berat endapan elektrolisis (W)
berbanding linier terhadap arus listrik (i). Semakin besar arus listrik maka berat
commit to user
sebanding dengan arus listrik (i) karena luas bidang pelapisan (A) sama, sehingga
semakin besar rapat arus (J) maka berat endapan elektrolisis (W) akan semakin
besar.
Rapat arus berhubungan dengan laju deposisi ion Zn2+ dan Ni2+ dan transfer elektron. Laju deposisi berpengaruh pada proses deposisi dan deposit
yang terbentuk. Rapat arus yang terlalu kecil menyebabkan transfer elektron
sedikit dan laju deposisi ion lambat, mengakibatkan pertumbuhan deposit belum
sempurna melapisi seluruh luas bidang pelapisan. Sedangkan untuk rapat arus
yang terlalu tinggi menyebabkan transfer electron banyak dan laju deposisi sangat
cepat. Transfer elektron yang besar menyebabkan ion logam yang terdeposisi
semakin banyak. Laju deposisi yang cepat menyebabkan deposit tidak mampu
menata/mengarahkan diri ke posisi yang stabil sehingga pertumbuhan depositnya
menghasilkan susunan yang tidak teratur, tidak penuh (non-packed) dan berupa
deposit dengan butiran besar (bergerombol).
Rapat arus yang tinggi juga mengakibatkan terbentuknya gas H2 (hasil
reaksi reduksi ion H+) semakin banyak. Apabila Gas H2 teradsorp pada
permukaan lapisan elektroplating Zn-Ni maka akan menghasilkan pori (lubang)
dan menyebabkan lapisan tidak rata. Adanya pori tersebut menghasilkan lapisan
yang rapuh. Fenomena ini disebut sebagai kerapuhan hidrogen (hydrogen
embritlemen) (Purnawan, 2003). Rapat arus tinggi juga dapat menyebabkan
timbulnya panas dan mengakibatkan deposit menjadi kusam dengan ditandai
warna yang menghitam (Purwanto dan Huda, 2005).
Kaitannya dalam penelitian ini, Pengaruh rapat arus terhadap kualitas
lapisan elektroplating Zn-Ni ditinjau dari aspek karakter berat, nilai kekerasan dan
tekstur lapisan elektroplating Zn-Ni adalah sebagai berikut:
a) Semakin besar rapat arus menghasilkan berat lapisan elektroplating Zn-Ni
yang semakin besar. Akan tetapi, pada rapat arus yang besar lapisan yang
dihasilkan kemungkinan rapuh dan ikatan antar deposit kurang kuat sehingga
dimungkinkan pada rapat arus yang tinggi akan terjadi penurunan berat
commit to user
b) Kekerasan suatu material berhubungan dengan keteraturan penataan atom dan
jenis atom penyusunnya. Dalam proses deposisi, susunan deposit yang teratur
dan penuh (close-paked) akan menghasilkan lapisan yang keras. Semakin
cepat penyusunan suatu sistem akan menghasilkan sesuatu yang tidak teratur.
Semakin besar rapat arus menghasilkan susunan deposit yang tidak teratur
dan tidak penuh (non-packed). Hal ini akan mengakibatkan semakin
menurunnya tingkat kekerasan lapisan elektroplating Zn-Ni. Rapat arus yang
menghasilkan lapisan elektroplating Zn-Ni dengan nilai kekerasan tertinggi di
duga adalah pada rapat arus rendah.
c) Tekstur permukaan berhubungan dengan orientasi penataan deposit dan
ukuran deposit. Semakin besar rapat arus maka laju deposisi semakin besar,
menghasilkan pertumbuhan deposit yang tidak teratur dan berupa deposit
dengan butiran besar (bergerombol). Semakin tinggi rapat arus akan
mengakibatkan tekstur menjadi kasar. Rapat arus yang menghasilkan tekstur
lapisan elektroplating Zn-Ni paling halus di duga adalah pada rapat arus
rendah.
Variasi rapat arus pada proses elektroplating Zn-Ni akan memberikan
pengaruh terhadap berat, tekstur dan nilai kekerasan dimana pada rapat arus
tertentu, akan diperoleh berat, tekstur dan nilai kekerasan optimum. Berdasarkan
penelitian sebelumnya, rapat arus optimum pada 0,4 A/dm2 karena pada rapat arus yang lebih besar terbentuk lapisan yang kusam dan rapuh (Shivakumara et al.,
2004). Lapisan elektroplating Zn-Ni dengan kualitas yang baik adalah lapisan
yang telah melapisi seluruh area substrat, dengan tekstur yang halus dan tingkat
kekerasan yang tinggi.
Salah satu upaya meningkatkan kualitas lapisan elektroplating Zn-Ni
adalah dengan menambahkan p-vanilin sebagai brightener dalam larutan
elektroplating Zn-Ni. Aditif brightener berfungsi untuk mengatur pertumbuhan
deposit Zn dan Ni. Mekanisme aditif brightener dalam mengatur pertumbuhan
deposit pada proses elektroplating Zn-Ni adalah dengan menghambat laju deposisi