Page 1 of 55
PROSEDUR PEMERIKSAAN
BEJANA TEKAN
PT. WISMAR INSPECSINDO
TECHNICAL INSPECTION AND CERTIFICATION Phone No. : (021) 7894365-7947802 Facsimile : (021) 7894365Page 2 of 55
DAFTAR ISI
Halaman
KATA PENGANTARBAB I PENDAHULUAN 3
BAB II PENGESAHAN RANCANG BANGUN
GAMBAR RENCANA PEMBUATAN
BEJANA TEKAN 8
BAB III PEMERIKSAAN DAN PENGUJIAN
DI PABRIK PEMBUATAN/PEMANUFAKTUR 11 BAB IV PEMERIKSAAN DAN PENGUJIAN
BEJANA TEKAN UNTUK MENDAPATKAN
IZIN PEMAKAIAN 22
BAB V BEJANA TEKAN TANPA DOKUMEN ATAU
DOKUMENNYA TIDAK LENGKAP 27
BAB VI PEMERIKSAAN DAN PENGUJIAN
BERKALA ATAU KARENA MUTASI 32
BAB VII PEMERIKSAAN DAN PENGUJIAN KHUSUS 36 BAB VIII LAPORAN PEMERIKSAAN DAN PENGUJIAN 38
BAB IX KEWAJIBAN PENGUSAHA/PENGURUS 40
BAB X PENUTUP 42
LAMPIRAN-LAMPIRAN
a) Petunjuk Pengujian Tekanan
b) Model MFR. AK3-01
c) Model 15 AK3
d) Model 46 AK3
Page 3 of 55
BAB I
PENDAHULUAN
1. TUJUAN PEMERIKSAAN DAN PENGUJIAN
Dalam Era Industrialisasi dewasa ini maka Pemerintah telah mengembangkan berbagai sektor industri yang dalam proses produlsinya mempergunakan bejana tekan untuk mengolah, menyimpan atau mentranspormasikan bahan-bahan berbahaya yang dapat menimbulkan kecelakaan.
Disamping ini berkembangan pula industri-industri yang bergerak dalam bidang fabrikasi bejana tekan. Industri dengan kriteria ini termasuk golongan industri dengan tingkat risiko bahaya tinggi atau mayor Hazard, begitu pula bejana tekan yang dipergunakan/dioperasikan dalam proses produksi tersebut merupakan paeralatan atau jenis pesawat yang memiliki tingkat bahaya tinggi yang dapat menimbulkan bahaya kebakaran atau peledakan.
Dampak negatif lainnya yang dapat ditimbulkan dari penggunaan bejana tekan adalah pencemaran lingkungan, gangguaan kesehatan, kerugian harta benda bahkan akan dapaat menyebabkan kematian akibat terjadinya kecelakaan karena kebocoran, kebakaran atau peledakan bejana tekan.
Kecelakaan, kebakaran atau peledakan bejana tekan dapat disebabkan antara lain kesalahan perencanaan/rancang bangun/design kesalahan dalam pembuatan, kesalahan dalam pemasangan, kesalahan dalam pengoperasian atau pemeliharaan
Menyadari akan hal tersebut di atas, maka patutlah kita meningkatkan tugas-tugas pembinaan dan pengawasan di bidang keselamtan kerja, guna mencegah terjadinya kecelakaan atau melapetaka yang fatal menimpa tenga kerja.
Untuk hal tersebut diperlukan suatu petunjuk teknis yang baku/seragam untuk melakukan pemeriksaan dan pengujian terhadap bejana tekan, dimulai dari penilaian rancang bangun/design, selam pembuatan, pemasangan, pemakaian, pemeliharaan yang diikuti dengan pengawasan yang terus-menerus secara berkala selama bejana tekan tersebut masih dioperasikan dan atau selama izinnya belum dicabut, yang dilakukan oleh Pegawai Pengawas K3 dan Ahli Keselamatan Kerja.
Page 4 of 55
2. DASAR HUKUM PEMERIKSAAN DAN PENGUJIAN
Menyadari resiko bahaya yang sangat tinggi dari pemakaian/pengoperasian bejana tekan yang dapat menimbulkan kebakaran pencemaran lingkungan, gangguan kesehatan dan bahkan peledakan, maka Pemerintah dalam upaya melindungi keselamatan dan kesehatan kerja bagi Para pekerja di tempat kerja telah mengeluarkan Undang-undang Keselamatan Kerja (UU No. 1 tahun 1970)
Dan secara terus-menerus sejak diundangkan Undang-undang Keselamatan Kerja tersebut Pemerintanh telah mengeluarkan Peraturan-peraturan sebagai dasar hukum Bejana tekan seperti :
2.1. Keputusan Menakertrans Kep. No. : 79/MEN/1979, tentang Direktur sebagai dimaksud dalam UU No. 1 tahun 1970
2.2. Peraturan Menakertrans No. PER-01/MEN/1982, tentang Bejana Tekan
2.3. Peraturan Menakertrans No. PER-02/MEN/1982, tentang Kwalifikasi juru Las
2.4. Peraturan Menaker No. PER-03/MEN/1980, tentang Wewenang Kankawil/Kandepnaker dalam pelaksanaan perizinan Pemakain Pesawat Uap, Bejana Tekan, Botol Baja, Pesawat Angkat dan Angkut
3.
KETENTUAN TEKNIS PEMERIKSAAN DAN PENGUJIAN
Sebagai petunjuk teknis pelaksanaan Undang-undang Keselamtan Kerja khususnya Bejana tekan dan pelaksanaan Peraturran Bejana tekan serta berdasarkan pengalaman di lapangan Departemen Tenaga Kerja telah mengeluarkan surat-surat Edaran, Instruksi dan Petunujuk teknis lain dalam rangka pemeriksaan dan pengujian bejana tekan yaitu :
3.1. Instruksi tentang label/cap pada botol baja/silinder atau bejana tekan, Instruksi No. 32/INS/1977 tanggal 10-12-1977
3.2. Surat Edaran tentang penjelasan Instruksi tambahan No. 4 tahun 1951 Edaran No. 33/SE/1977 tanggal 14-12-1977
3.3. Surat Edaran tentang Bejana liar/Air Receiver untuk tambal ban di pinggiran jalan, Edaran No, 35/SE/1977 tanggal 20-12-1977
3.4. Instruksi tentang cara pemeriksaan botol-botol Elpiji, Instruksi No. 02/INS/1978 tanggal 13-01-1978
Page 5 of 55
3.5. Instruksi tentang Pengawasan botol Gas Asetelin Decsus, Instruksi No. 40/INS/1978 tanggal 27-09-1979
3.6. Instruksi tentang dasar-dasar perhitungan guna penilaian kekuatan kostruksi ketel uap, Instruksi No. 10/INS/MEK/1979 tanggal 19-05-1979
3.7. Suran Edaran tentang formulir-formulir (bentuk) untuk Pemeriksaan/Pengujian Bejana Tekan edaran No. 15/SE/1979 tanggal 29-05-1979
3.8. Instruksi tentang Pemeriksaan/Pemadatan ulang botol-botol Elpiji, Instruksi No. 27/INS/MEK/1979 tanggal 01-10-1979
3.9. Surat Edaran tentang Perbaikan lampiran Instruksi No. 27/INS/MEK/1979, Edaran No. 995/SE/1979.
3.10. Surat Edaran tentang ketentuan-ketentuan percobaan padat tanpa Air (Pnumatic Test) Edaran No. 31/SE1979 tanggal 10-10-1979
3.11. Instruksi tentang pengawasan dan laporan pemeriksaan botol Elpiji Instruksi No. 5/INS/DP/1983 tanggal 06-06-1983
3.12. Surat tentang Pengawasan dan Pengujian Bejana tekan Baru surat No. 67/M/II/1984 tanggal 10-02-1984
3.13. Surat tentang formulir-formulir guna Pengawasan Bejana tekan No. 2287/M/BW/BK/1984 tanggal 19-11-1984
3.14. Telex Menaker tentang peningkatan pengawasan industri gas berkenaan dengan pengisian/peredaran dan penggunaan tabung gas/botol baja, Telek No. 13/MEN/1986, tanggal 12-08-1986
3.15. Instruksi Menaker tentang penerbitan warna botol baja gas industri, Instruksi No. 08/MEN/1987, tanggal 03-10-1987
3.16. Petunjuk pelaksanaan tentang prosedur perizinan Pesawat Uap, Bejana tekan, Botol baja, Pesawat angkat dan angkut Julak No. KEP. 40/M/BW/1988, tanggal 04-08-1988
4.
STANDARD PEMERIKSAAN DAN PENGUJIAN
Disamping ketentuan teknis seperti diatur dalam peraturan perudangan (Dasar hukum angka 3 diatas) standard Bejana tekan dari Negara lain dapat diterima Pemerintah seperti :
Page 6 of 55
ASME (American Standard) AS (Australian Standard) BS (Brithis Standard) DIN (German Standard) JIS (Jepan)
NBN (Belgia) NEN (Belanda)
Standard ini dapat digunakan dalam hal-hal khusus sebagai bahan pembanding atas ketentuan yang ditetapkan pemerintah
5.
RUANG LINGKUP
Ruang lingkup prosedur pemeriksaan dan pengujian Bejana Tekan dalam buku petunjuk teknis ini meliputi semua bejana tekan sebagaimana dimaksud dalam peraturan Menaker No. PER-01/MEN/1982, tentang Bejana Tekan termasuk :
a) Botol Baja (Compressed Gas)
b) Bejana Tetap (Stasioner/Storage Tank) c) Bejana Transport (Fortable/Road Tanker)
d) Termasuk alat-alat perlengkapan, alat pengaman, Instalasi Jaringan pipa dan kompresor yang melayaninya.
Mulai darai tahap rancang bangun, pembuatan (Fabrikasi) pemasangan, Pemakaian dan pemeliharaan.
Page 7 of 55
BAB II
PENGESAHAN RANCANG BANGUN/GAMBAR RENCANA
PEMBUATAN BEJANA TEKAN
1.
RANCANG BANGUN YANG HARUS MENDAPATKAN PENGESAHAN DARI DEPARTEMEN TENAGA KERJA CO, DIREKTUR JENDRAL BINAWAS MELIPUTI:
1.1. Rancang bangun Bejana tekan dari luar negeri yang akan dibuat didalam negeri.
1.2. Rancang bangun Bejana Tekan dalam Negeri dan dibuat diluar negeri maupun di dalam negeri
1.3. Rancang bangun perbaikan Bejana Tekan yang telah mendapatkan izin penggunaan.
2.
PROSEDUR PENGAJUAN PENGESAHAN
Untuk mendapatkan pengesahan perencanaan/design atau pengesahan gambar rencana pembuatan Bejana tekan, maka calaon pembuat (Pemanufaktur) atau calon pemakai/pemilik atau pemesan (Costumerser) harus mengajukan permohonan pengesahankepada Direktur jendral Binawas. Permohonan dapat diajukan melalui kandepnaker/Kanwil Depnaker setempat dengan menggunakan formulir (BT. 45). Berkas permohonan berisis/lampiran.
a) Gambar rencana pembuatan Bejana Tekan dengan ketentuan :
Gambar kakir dan 3 (tiga)buah gambar afdrunk gambar Bejana Tekan yang dibuat.
Gambar merupakan gambar konstruksi lengkap terdiri dari gambar susunan dan gambar bagian-bagiannya.
Gambar bagian harus memuata gambar detail konstruksi ukuran-ukuran, metode pengerjaan, keterangan jenis material masing-masing komponen/bagian dari Bejana Tekan
b) Keterangan-keterangan tentang tipe Bejana, Volume bejana tekanan design/tekanan kerja yang akan dibuat, nomer seri pembuatan dan alat pengaman serta standar yang digunakan.
Page 8 of 55
c) Bila permohonan yang mengajukan perencanaannya aatau calon pabrik pembuatnya harus disebutkan pemesannya (Contumernya) atau calon pemakainya (User)
d) Lembar perhitungan kekuatan konstruksi atau kalkukasi design e) Sertifikat material (bila material telah tersedia)
f) Lembaran asli bukti pembayaran retribusi pengesahan gambar rencana.
PENERBITAN PENGESAHAN PERENCANAAN / RANCANG BANGUN
Direktur jendral Binawss akan menerbitkan atau
mengeluarkan Pengsesahan Perencanaan pembuatana Bejana
Tekan apabila dari hasil pemeriksaan dokumen/berkas
permohonan dan gambar konstruksi serta perhitungan kekuatan
ternyata cukup kuat dan memenuhi syarat peraturan
perundangan yang berlaku.
Pemeriksaan
dokumen/berkas
permohonan
meliputi
pemeriksaan administratif dan teknis.
1) Pemeriksaan Administratif meliputi :
a) Lengkap atau tidaknya dokumen-dokumen atau berkas
yang melengkapi data Bejana yang akan dibuat.
b) Ada atau tidaknya gambar kalkir dengan light
drucknya.
c) Ada tidaknya sertifikat material
d) Ada tidaknya lembar perhitungan disign (Calculation
Sheet) dan menggunakan satndard mana.
e) Ada tidaknya bukti pembayaran retribusi pengesahan
gambar rencana.
2) Pemeriksaan Teknis meliputi :
a) Identitas atau data design Bejana seperti : Jenis, Volume,
Temepratur design, Tekanan design atau tekanan kerja.
Page 9 of 55
b) Dimensi atau uluran-ukuran utama seperti : Diameter,
Panjang Bejana, panjang front atu Head, Tebal pelat
badan, tebal flat front, bentuk front, penguat dan lainnya
yang dipandang perlu.
c) Material yang digunakan dalam konstruksi
d) Detail sambungan yang digunakan dalam konstruksi
e) Perhitungan kelengkapan alat pengaman
f) Kelengkapan alat pengaman
g) Dan hal—hal lain yang dipandang perlu
Page 10 of 55
BAB III
PEMERIKSAAN DAN PENGUJIAN DIPABRIK
PEMBUATAN/PEMANUFAKTUR
1. UMUM
Dalam pelaksanaan pengawasan secara preventatif berdasarkan UU No. 1 tahun 1970, tentang Keselamtan Kerja, maka pengawasn K3 pembuatan terhadap bejana tekan dimulai dari perencanaan, selama pembuatan pengangkutan/peredaran, pemakaian dan pemeliharaan.
Khususnya dalam tahap pembuatan Bejana tekan pengawasan dan pemeriksaan meliputi :
1.1. Kualifikasi pabrik pembuat/pemanufaktur
1.2. Kualifiikasi ada /tidaknya Inspekur pabrik pembuat (QC) 1.3. Kualifikasi Juru Las
1.4. Penilaian terhadap produk yang dihasilkan.
2. PEMERIKSAAN SEBELUM PEMBUATAN (PRA-FABRIKASI)
Sebelum pembuatan bejana tekan dimulai, pabrik pembuat/pemanufaktur harus memiliki pengesahan perencanaan/design atau gambar rencana terlebih dahulu seperti diuraikan Bab II dan semua sertifikat atau dokumen serta menetapkan prosedur kerja.
2.1. PENGESAHAN DESIGN/GAMBAR RENCANA
Pabrik pembuat/pemanufaktur harus melakukan checking kembali terhadapa kemungkinan adanya perubahan atas gambar rencana yang telah disahkan misalnya :
Perubahan letak dan bentuk Nozzle Perubahan bentuk support atau kaki Perubahan jenis material dsb.
Disamping itu lembar pengesahan harus diteliti secara cermat atas seluruh persyaratan yang harus dilaksanakan pada pembuatan Bejana tekan. Baik persyaratan teknis maupun
Page 11 of 55
administratif termasuk pembuatan laporan pemeriksaan (Inspection report dll)
2.2. SERTIFIKAT MATERIAL
Semua bahan yang digunakan dalam konstruksi atau pembuatan Bejana tekan harus mempunyai sertifikat yang disyahkan oleh Instansi atau badan yang berwenang mengeluarkan sertifikat bahan.
Penelitian terhadapa sertifikat bahan dilakukan berdasarkan standar yang digunakan meliputi hal-hal sebagai berikut :
a) Nomor srtifikat dari produk b) Spesfikasi dan kelas
c) Sifat-sifat mekanis dan komposisi kimia
d) Diemnsi utama, seperti tebal nominal atau minimal, diameter, panjang, Lebar, Jumlah dll
e) Proses pembuatan
f) Catatan dan atau laporan pemeriksaan dan pengujian tidak merusak (jika disyaratkan)
g)
Catatan dan atau laporan perlakukan panas (jika disyaratkan). Dll.2.3. SERTIFIKAT JURU LAS DAN BUKU KERJANYA
Penelitian dilakukan berdasarkan standard yang dipergunakan dan peraturan yang dikeluarkan oleh Pemerintah Indonesia dan Meliputi hal-hal berikut ini :
a) Kelas dan Juru Las
b) Prosedur pengelasan yang dipergunakan
c) Kegiatan pengelasan sejak memiliki serifikat juru Las. Dll.
2.4. PROSEDUR PENGELASAN DAN HASIL PENGUJIANNYA
Penelitian dilakukan berdasarkan “Standard” yang dipergunakan dan meliputi hal-hal berikut ini
:
Page 12 of 55
a) Proses, Teknik dan posisi pengelasan
b) Spesifikasi dan kelas bahan induk dan bahan las c) Ukuran bahan, kampuh, tingkat kualifikasi dll
d)
Perlakuan panas (sebelum dan sesudah penglasan) jika disyaratkan. Dll.2) Hasil Pengujian Prosedur pengelasan
a) Hasil Pemeriksaan Visual dan Dimensi b) Hasil Pengujian sifat-sifat Mekanis
c) Hasil Analisa komposisi kismis (jika disyaratkan)
d) Hasil Pengujian tidak merusak atau kekerasan (jika disyaratkan)
e) Hasil Pencatatan parameter/variabel pengelasan selama pengujian. Dll.
2.5. PROSEDUR PENGUJIAN TIDAK MERUSAK
Penelitian dilakukan berdasarkan “Standard” yang dipergunakan dan peraturan yang diakui atau dikeluarkan oleh Pemerintah yang meliputi hal-hal sbb :
1) Pengujian Radiografi
a) Peralatan dan Bahan.Teknik Penyinaran. b) Penandaan Obyek dan Film.
c) Pemakaian Penetrameter. d) Proses Film dan Kualitas film. e) Batasan penilaian.
f)
Bentuk laporan hasil pengujian. Dll.
2) Pengujian dengan Ultrasonic
a) Peralatan dan block standard untuk kalibrasi. b) Kalibrasi Peralatan.
c) Teknik pengujian termasuk persiapan dari permukaan yang akan diuji.
Page 13 of 55
e) Bentuk laporan hasil pengujian. Dll.
3) Pengujian dengan Magnetic Particle
a) Peralatan dan bahan yang akan digunakan. b) Kalibrasi Peralatan.
c) Teknik pengujian termasuk persiapan dari permukaan yang akan diuji.
d) Batasan penilaian.
e) Bentuk laporan hasil pengujian. Dll.
2.6. Prosedur Pengujian Kekerasan (Jika disyaratkan)
Penelitian dilakukan berdasarkan “standard” yang diperguna dan meliputi hal-hal Sbb :
1) Peralatan dan block standard kalbrasi 2) Cara Kalibrasi peralatan
3) Teknik pengujian termasuk persiapan dari permukaan yang akan diuji.
4) Batasan penilaian
5) Bentuk laporan hasil pengujian. Dll.
2.7. Prosedur Perlakuan Panas sesudah Pengelasan
Penelitian dilakukan berdasarkan “standard” yang diperguna dan meliputi hal-hal Sbb :
1) Denah dan cara pemasangan Thermo Couple
2) Kalibrasi peralatan pencatat Temperatur dan waktu 3) Letak dan cara pemasangan penunjang
4) Temperatur yang disyaratkan, laju penambahan dan pengurangan temperatur serta holding time
5) Rekaman dari hasil perlakuan panas. Dll
2.8. Prosedur Pengujian Pemadatan
Penelitian dilakukan berdasarkan peraturan yang dikeluarkan oleh Pemerintah Indonesia, dan meliputi sbb :
Page 14 of 55
a) Persiapan pengujian
b) Kalibrasi, tempat/daerah kerja maks. dari pedoman tekanan, temperatur dan perekam tekanan
c) Medan uji
d) Cara pengisian dan pemadatan e) Tekanan uji & holding time
f) Cara pengosongan dan pembersihan g) Batasan penilaian
h)
Bentuk laporan hasil pengujian. Dll.2.9. Prosedur Pengawasan Kualitas dari Pabrik Pembuat
Penelitian ini dilakukan berdasarkan “Standard” yang dipergunakan dengan mencerminkan terlbatnya perusahaan jasa Inspeksi dan Pegawai Pengawas Keselamatan Kerja atau Inspektur “Quality Control” yang diakui oleh yang berwenang dan meliputi hal-hal sbb :
a) Susunan Organisasi serta wewenang dan tanggung jawabnya b) Cara-cara pemeriksaan gambar konstruksi
c) Cara penerimaan, penyimpanan dan penggunaan bahan d) Cara tahap-tahap pemeriksaan dan pengujian termasuk
pengawasan pekerjaan repair.
e) Cara-cara pengawasan klibrasi peralatan uji dan pengaman f) Cara-cara membuat laporan hasil pemeriksaan dan
pengujian
g)
Distribusi dan penyimpanan dokumen. Dll.3. PEMERIKSAAN DAN PENGUJIAN SELAMA PEMBUATAN/FABRIKASI
3.1. Pemeriksaan pendahuluan bahan induk dan atau komponen yang sudah di bentuk .
Pemeriksaan meliputi hal-hal sbb :
1. Pemeriksaan marketing/stamping pada bahan induk dan bahan yang di bentuk sesuai dengan sertifikat yang ada jika
Page 15 of 55
bahan yang akan digunakan dalam konstruksi tidak mempunyai sertifikat dan atau marking/stamping atau mempunyai sertifikat tetapi diragukan keabsahannya,maka bahan tersebut harus diuji sesuai pengujian bahan yang disyaratkan oleh Peraturan Pemerintah (khusus di Indonesia) atau sesuai “Standard” yang diterima oleh Pemerintah.
2. Pemeriksaan marking/stamping dari komponen standard dari pabrik pembuat, jiks komponen standard yang akan digunakan dalam konstruksi tidak mempunyai marking/stamping, maka berlaku ketentuan seperti pada (1) diatas.
3. Pemeriksaan Visual (pemeriksaan luar dalam) dan dimensi dari bahan induk, bahan yang dibantuk adan komponen standard pabrik pembuat meliputi
a) Badan dan Tutup setelah di bentuk
b) Pelat pipa dan header setelah dibentuk dan dibuat lubang-lubang dengan proses pemotongan
c) Pipa setelah dibuat ulir atau dibengkok. Dll. Pemeriksaan dimensi meliputi hal-hal sbb :
a) Pengukuran dimensi seperti tebal, diameter, panjang dll.
b) Pengukuran kebulatan, kelurusan dan kerataan c) Pengukuran lokasi dan orientasi. Dll
3.2. Pemeriksaan Visual/tampak untuk Pengelasan
Pemeriksaan dilakukan berdasarkan “Standard” yang dipergunakan dan dilaksanakan secara bertahap sejak persiapan, selama pengelasan hingga selesainya proses pengelasan tersebut. Hal-Hal yang perlu diperhatikan adalah sbb :
a) Pemeriksaan Identifikasi dari juru las (dicocokan terhadap sertifikat juru lasnya), kelas dari juru las harus sesuai dengan pekerjaannya dan penandaan Identifikasi juru las padabagian yang di las
Page 16 of 55
c) Pemeriksaan selama pengelasan terhadap pelaksanaan prosedur pengelasan
d)
Pemeriksaan hasil pengelasan terhadap cacat-cacat permukaan ketinggian dan kelebarannya. Dll.3.3. Pengujian bahan
Pengujian bahan tersebut meliputi hal-hal sbb : a) Bahan induk/komponen standard
1) Pengujian sifat-sifat mekanis 2) Analisa komposisi kimia. Dll. b) Bahan las-lasan
1) Pengujian sifat-sifat mekanis 2) Pengujian sifat-sifat penggunaan 3) Pengujian kadar hydrogen
4) Analisa komposisi.Dll. 3.4. Pengujian kekerasan
Pengujian ini dilakukan jika disyaratkan oleh “Standard” yang akan dipergunakan atau oleh Spesifikasi pabrik pembuat atau pemilik pemesan
Pemeriksaan yang harus dilakukandalam pengujian kekerasan adalah :
a) Kalibrasi Peralatan
b) Pemeriksaan persiapan permukaan yang akan diuji c) Evaluasi hasil pengujian. Dll.
3.5. Pengujian tidak merusak
Pengujian tidak merusak dilakukan pada bahan induk dan sambungan las, sesuai dengan “Standard” yang dipergunakan dan meliputi hal-hal sbb :
a) Pengujian Radiografi
1) Pengujian izin kerja Radiasi radioaktif, operator dan ahli Radiografi yang dikeluarkan oleh yang berwenang
Page 17 of 55
2) Periksa keamanan daerah kerja dan cara penyimpanan peralatan dan sumber radioaktif
3) Periksa fasiltas untuk membaca film (Viewer, Kamar gelap, Densitometer)
4) Periksa mutu dan kelengkapan identifikasi dari film hasil pemotretan
5) Evaluasi cacat-cacat pengelasan yang mungkin terdapat pada film-film hasil pemotretan
6) Evaluasi laporan hasil pemotretan. Dll b) Pengujian Ultrasonic
1) Periksa sertifikat operator Ultrasonic yang dikeluarkan oleh yang berwenang dan jika dianggap perlu, dilakukan test terhadap kemampuan dari operator tersebut
2) Saksikan kalibrasi peralatan 3) Periksa kondisi permukaan uji
4)
Evaluasi laporan hasil pengujian c) Pengujian Magnetic1) Jika dianggap perlu lakukan test terhadap kemampuan dari operator
2) Periksa kondisi permukaan uji 3) Evaluasi laporan hasil pengujian d) Pemeriksaan Dye Penetrant
1) Jika dianggap perlu lakukan test terhadap kemampuan dari operator.
2) Periksa kondisi permukaan uji.
3)
Evaluasi laporan hasil pengujian3.6. Pemeriksaan terhadap perlakuan panas sesudah penglasan Pemeriksaan meliputi hal-hal sbb :
1) Periksa sertifikat kalibrasi dan Identifikasi alat-alat (sistim Thermocouple Perekam termperatur dan waktu)
Page 18 of 55
2) Jika dianggap perlu periksa lokasi Thermocouple dan sambungan-sambunganya
3) Saksikan pelaksanaan perlakuan panas pada saat-saat tertentu
4) Evaluasi hasil rekaman perlakuan panas
5) Pemeriksaan Visual sesudah perlakuan panas terhadap kemungkinan perubahan bentuk dari bagian-bagian Pesawat Uap dll.
3.7. Pemeriksaan vvisual setelah pekerjaan fabrikasi (pengelasan pemasangan dll) selesai
1) Sertifikat kalibrasi dan Identifikasi dari pedoman tekanan (termasuk untuk pedoman temperatur dan perekam tekanan jika disyaratkan)
2) Daerah kerja maksimum dan lokasi dari pedoman dan perekam tekanan.
3) Tekanan uji pada pedoman dan perekam tekanan.
4) Pemeriksaan kebocoran dan perubahan bentuk pada daerah kritis lainnya pada tekanan pemeriksaan dan sesudah pengujian. Dll.
4. SERTIFIKAT DAN DOKUMENTASI FABRIKASI
4.1. Untuk mendapatkan disain data yang jelas dan keterangan pembuatan yang optimal dari pertama/pembua, maka perusahaan pembuat Bejana tekan harus melengkapi semua keterangan pembuatan Bejana sesuai persyaratan standard yang digunakan dan Peraturan Pemerintah yang berlaku antara lain :
a) Sertifikat Material yang digunakan untuk pembuatan Bejana Tekan
b) Analisa perhitungan kekuatan konstruksi.
c) Gambar design yang telah diperiksa dan disetujui oleh Direktorat Pengawasan Norma Keselamatan dan Kesehatan Kerja.
Page 19 of 55
e) Prosedur pengelasan dan sertifikat juru las yang melaksanakan pekerjaan pengelasan.
f) Laporan hasil pemeriksaan NDT.
g) Laporan hasil pemeriksaan Hydrostatik/Pressure Test h) Keterangan pembuatan/Manufacture Report.
4.2. Perusahaan pembuatan Bejana Tekan harus menyerahkan semua sertifikat tersebut diatas (4.1) yang telah disahkan/dilegalisir Pemerintah cq. Direktorat Pengawasan Norma Keselamatan Kesehatan Kerja.
4.3. Untuk keperluan pemeriksaan dan pengecekan ulang bila terjadi hal-hal yang tidak diinginkan di kemudian hari seperti klaim dari pihak pemakai, kejadian malapetaka seperti peledakan, maka perusahaan Bejana Tekan wajib menyimpan semua dokumen/berkas tersebut diatas (4.1) selama jangka waktu 10 (sepuluh) tahun .
Page 20 of 55
BAB IV
PEMERIKSAAN DAN PENGUJIAN BEJANA TEKAN UNTUK
MENDAPATKAN IZIN PEMAKAIAN
1. PEMERIKSAAN DAN PENGUJIAN PERTAMA DI TEMPAT KERJA SETELAH SELESAI PEMASANGAN INSTALASI
Pada prinsipnya izin pemakaian Bejana Tekan hanya dikeluarkan satu kali selama Bejana Tekan tersebut masih beroperasi (dapat digunakan dalam proses produksi).
Izin pemakaian sementara dikeluarkan oleh Kandepnaker dimana Bejana Tekan tersebut digunakan ditempat kerja dan Izin Pemakaian tetap dikeluarkan oleh Kantor Wilayah Departemen Tenaga Kerja yang bersangkautan.
Untuk mendapatkan izin pemakaian harus ditempuh langkah-langkah sbb :
1. Meneliti dokumen fabrikasi/pembuatan
Meneliti dokumen teknis pembuatan Bejana Tekan dari Perusahaan/pabrik pembuatan termasuk Pemeriksaan dan Pengujian selama pembuatan sesuai yang disyaratkan dalam BAB III meliputi :
a) Sertifikat Material yang digunakan b) Perhitungan kekuatan konstruksi c) Gambar design/konstruksi
d) Laporan hasil pemeriksaan tidak merusak (NDT) e) Laporan hasil pengolahan panas (bila ada)
f) Sertifikat pengelasan meliputi prosedur pengelasan dan hasil pengujian Prosedur pengelasan (WPS) dan (PQR) serta sertifikat juru las (bila ada)
g) Sertifikat kalibrasi alat-alat pengaman (bila ada)
2. Melakukan checking penelitian kembali perhitungan design/konstruksi sesuai standard peraturan yang berlaku di Indonesia (Gronslgen)
Page 21 of 55
3.1. Pemeriksaan sifat tampak/visual meliputi pemeriksaan
a) Pemeriksan stamping/plat nama/name plate data design Bejana.
b) Pemeriksaan marking material/plat sesuai dengan sertifikat material yang ada.
c) Pemeriksaan stamping/plat nama dari komponen-komponen jadi dan alat-alat pengaman sesuai sertifikat dari pabrik pembuatnya
d) Pemeriksaan sambungan-sambungan, pemasangan-pemasangan, isolasi dll
e) Pemeriksaan demensi dari bagian-bagian utama Bejana Tekan sesuai gambar design/konstruksi yang telah disahkan meliputi ketebalan pelat diameter Volume, panjang dll
f) Pemeriksaan terhadap jumlah, jenis, ukuran dan lokasi/tempat serta cara pemasangan alat-alat pengaman.
g) Pemeriksaan terhadap kemungkinan kerusakan, perubahan bentuk dan cacat-cacat permukaan termasuk semua komponen-komponen Bejana tekan karena atau selama pengangkutan atau penyimpanan
h)
Dan lain-lain yang dianggap perlu3.2. Pengujian Bahan
Bila didapatkan tanda-tanda kerusakan atau kecacatan karena pangangkutan ke lokasi penempatann atau pemasangan dan ketidakcocokan dengan hasil perhitungan kekuatan konstruksi terhadap ketebalan pelat dan operasi yang di minta, agar dilakukan pemeriksaan kembali terhadap ketebalan pelat sebenarnya (aktual) pengujian kekerasan bahan dan pengujian tidak merusak dengan menggunakan salah satu atau kombinasi dari metode-metode pengujian tidak merusak seperti :
a) Pengujian Dye Penetran b) Pengujian Magnetic Particle
Page 22 of 55
c) Pengujian Ultrasonic d) Pengujian Radiographic
3.3. Pengujian Pemadatan atau Pressure Test
Pemeriksaan dilakukan mulai tahap persiapan, pelaksanaan dan sesudah pengujian berdasarkan pedoman/standard yang digunakan meliputi hal-hal sbb :
a) Sertifikat kalibrasi dan Identifikasi dari pedoman tekanan bila disyaratkan
b) Bagian-bagian kerja maksimum dan lokasi pedoman tekanan dan perekam tekanan.
c) Tekanan uji pada pedoman tekanan dan perekaman tekanan.
d) Lakukan pemeriksaan kebocoran dan perubahan bentuk pada daerah atau bagian-bagian yang kritis pada tekanan pemadatandan sesudah pemadatan.
3.4. Pengujian Tingkap Pengaman
Hal-hal yang perlu diperhatikan :
a) Sertifikat kalibrasi dari tingkap pengaman.
b) Tekanan saat tingkap pengaman membuka dan saat menutup harus sesuai dengan peraturan standard yang digunakan dan sesuai peraturan yang berlaku.
c) Evaluasi laporan hasil pengujian.
3.5. Pemeriksaan/pengujian alat pengaman lain bila ada.
Dalam pengujian pemadatan yang perlu diperhatikan adalah ada/tidaknya alat Pengaman lainnya yang berfingsi sama seperti Tingkap Pengaman yaitu pelat patah (break Plate). Bila Pelat patah ini ada hal-hal yang perlu diperhatikan adalah sbb :
a) Periksa sertifikat kalibrasi dari pelat patah
b) Tekanan ledak/pecah dari pelat patah, apakah sesuai dengan peraturan Bejana Tekan yang berlaku.
Page 23 of 55
c) Evaluasi laporan hasil pemeriksaan/pengamatan tersebut.
d)
Bila sesuai dilakukan pengujian tekanan /pemadatan pada Bejana sesuai tekanan kerja maksimum dari Bejana.3.6. Laporan Pemeriksaan dan Pengujian
Setiap pelaksanaan Pemeriksaan dan Pengujian Bejana tekan Inspektor/Surveyor/Ahli K3 yang bertanggung jawab atas hasil Pemeriksaan dan Pengujian Bejana Tekan harus membuat laporan Pemeriksaan dan Pengujian (Inspection Report) dengan menggunakan Formulir (Form) yang telah ditentukan antara lain :
a) Laporan Pengukuran ketebalan (Wall Tickness) form AK. 01/K3
b) Laporan Pengujian Tekanan/Pemadatan (Pressure Test) form AK.02/K3
c) Laporan Pengujian tidak merusak (NDT) form AK.03/K3.
d) Laporan Pemeriksaan Bejana Tekan secara umum dan Rekomendasi/saran kepada Depnaker/Pressure Vessel Inspection, form AK.04/K3
e) Perhitungan kembali kekuatan konstruksi sesuai ketebalan dan kemampuan kekuatan beban/pelat sebenarnya
3.7. Dokumentasi
Pemilik atau Perusahaan yang mengoperasikan Bejana Tekan harus menyimpan semua dokumen Bejana Tekan meliputi : a) Gambar konstruksi yang telah disahkan
b) Perhitungan kekuatan konstruksi c) Material Sertifikat
d) Laporan pembuatan dari pembuat (Manufacture Report) termasuk semua laporan Pemeriksaan dan Pengujian dari tahap pembuatan (dipabrik pembuat)
Page 24 of 55
dan Pengujian berikutnya seperti disebutkan Bab-bab sebelum ini.
e) Buku Petunjuk operasi bila ada
f) Buku laporan harian data operasi (Look Book) bila ada
g)
Izin atau Pengesahan Pemakain dari Depnaker.Page 25 of 55
BAB V
BEJANA TEKAN
TANPA DOKUMEN ATAU DOKUMENNYA TIDAK LENGKAP
Bilamana karena sesuatu hal Bejana tekan tidak memiliki dokumen teknis yang lengkap (hilang atau tidak lengkap) dan Bejana Tekan tersebut akan dipakai/dioperasikan, maka Bejana Tekan tersebut perlu dilakukan Pemeriksaan khusus guna mengetahui apakah Bejana tersebut cukup memenuhi persyaratan Keselamatan Kerja yang telah ditetapkan.
Langkah-langkah yang perlu dilakukan adalah :
1. PEMBENAHAN DOKUMEN TEKNIS
1) Bila tidak memiliki gambar konstruksi, lakukan pemeriksaan dimensi dengan melakukan pemeriksaan ketebalan, pengukuran Badan (shell) tanpa Tutup (head) dari sambungan sampai dengan sambungan panjang Tutup (head) jumlah alat-alat perlengkapan dan alat pengaman, volume bejana dan tanda-tanda pengenal (pelat nama dll yang dipandang perlu)
Kemudian dibuatkan gambar konstruksi lengkap dengan skala paling kecil 1 : 10 diatas kertas kalkir berukuran paling keci A3 Tentang rincian gambar konstruksi adalah sbb :
a) Gambar harus lengkap meliputi gambar susunan umum dan gambar detail.
b) Ukuran bagian-bagian yang dituliskan dalam gambar sesuai ukuran sebenarnya berdasarkan hasil Pemeriksaan dimensi Pengukuran sebenarnya
c) Detai konstruksi dibuat sesuai kenyatan sebenarnya dipadu dengan standard konstruksi pada umumnya.
d) Gambar agar diketahui/diperiksa oleh Pengawas.
2) Bila tidak memiliki sertifikat material
Bila berbagai usaha untuk mendapatkan sertifikat material tidak didapatkan, maka harus dilakukan pemeriksaan bahan.
Page 26 of 55
a) Lakukan Hardness Tester terhadap semua bagian Bejana meliputi : Badan (shell), Tutup (head) dan bagian-bagian lainnya yang dianggap meragukan (bagian-bagian yang lemah).
b)
Bila dipandang perlu untuk mengetahui komposisi bahan dapat dilakukan pengambilan contoh pelat (PB)2. PEMERIKSAAN DAN PENGUJIAN LAPANGAN (On the spot)
1) Perisapan Pemeriksaan
a) Perlu diperhatikan bahwa setisp Pemeriksaan dan Pengujian Bejana Tekan. Bejana harus dalam keadaan kosong, artinya tidak digunakan proses produksi (tidak kerja)
Untuk itu Bejana sudah dipastikan dalam keadaan bersih, kering, bebas dari zat-zat atau gas yang berbahaya dan terlepas dari sambungan-sambungan pipa dari kompresor pengisi (inlet) dan pipa saluran peneluaran (outlet).
b) Buat urutan atau daftar Pemeriksaan/Pengujian beserta Prosedur yang akan dilakukan.
c) Diawasi apakah Pembersihan, Pengeringan, termasuk Ventilasi te;lah memadai serta lampu-lampu penerangan memulai persyaratan Keselamatan (bila dilakukan
Pemeriksaan bagian dalam Bejana)
2) Pemeriksaan sifat tampak (Visual)
Pemeriksaan Visual Bejana Tekan meliputi :
a) Pemeriksaan kondisi dan Verifikasi data pelat nama b) Pemeriksaan Dimensi.
c) Pemeriksaan terhadap kondisi sambungan-sambungan (las, baut, keling, rol dsb)
d) Pemeriksaan terhadap korosi, erosi, retak pada permukaan dalam dan luar. Bila terjadi hal-hal diatas segera direkam/dicatat.
e) Pemeriksaan terhadap kondisi, kemungkinan adanya penyumbatan/pengendapan kotoran pada sistem pipa, katup, dll
Page 27 of 55
f) Pemeriksaan terhadap kemungkinan kerusakan akibat perubahan bentuk dan cacat-cacat permukaan dari komponen Bejena Tekan karena selama transportasi/penyimpan
g) Peemeriksaan terhadap kelengkapan dan kondisi alat-alat pengaman termasuk pemipaannya. Dll yang dianggap perlu
A. Pemeriksaan Dimensi
Pemeriksaan dimensi terhadap komponen/bagian-bagian Bejana Tekan sesuai dengan gambar konstruksi meliputi :
a) Pengukuran tebal,diameter, panjang, tutup (head), Badan (shell), Volume dll.
b) Pengukuran kebulatan, kelurusan dan kerataan. c) Pengukuran lokasi dan orientasi.
d) Pengukuran dimensi, support, pondasi dll. e) Dan lain-lain yang dianggap perlu
3. Pengujian tidak merusak (NDT)
Pengujian tidak merusak harus dilakukan bilamana :
a) Bejana Tekan tidak dilengkapi dengan laporan hasil pemeriksaan las-lasan sambungan memanjang dan melingkar badan atau bagian lain yang disambung secara las-lasan
b) Berdasarkan hasil Pemeriksaan Visual didapat adanya korosi/erosi, cacat-cacat permukaan dan indikasi adanya cacat dibagian dalam yang tidak dapat dipriksa secara Visual A. Pengujian Radiografi.
1) Periksa ijin kerja radiasi, Radioaktif, Operator Ahli Radiografi yang dikeluarkan oleh yang berwenang. 2) Periksaa keamanan daerah kerja dan cara
penyimpanan peralatan dan sumber Radioaktif. 3) Periksa fasilitas untuk membaca film (Viewer)
kamar gelap dan Densitometer.
4) Periksa mutu dan kelengkapan identifikasi dari film hasil pemotretan.
Page 28 of 55
5) Evaluasi cacat-cacat pengelasan yang mungkin terdapat pada film hasil pemotretan.
6) Evaluasi laporan dan hasil pengujian dll
B. Pengujian
1. Periksa sertifikat operator yang oleh yang berwenang dan jika perlu lakukan test terhadap kemampuan dari operator tersebut.
2. Saksikan kalibrasi peralatan 3. Periksa kondisi permukaan Uji 4. Evaliasi laporan hasil pengujian
C. Pengujian Magnetic Particle
1) Jika dianggap perlu lakukan test terhadap kemampuan dari operator.
2) Periksa kondisi permukaan Uji 3) Evaluasi hasil Uji
4. Pengujian Pemadatan/Pressure test
Pemeriksaan dilakukan pada tahap-tahap persiapan pelaksanaan dan sesudah pengujian meliputi hal-hal sbb.
a) Sertifikat kalibrasi dan identifikasi dari pedoman tekanan (termasuk untuk Pedoman temperatur dan perekam tekanan jika disyaratkan)
b) Daerah kerjs maksimum dan lokasi dari Pedoman dan Perekam tekanan.
c) Tekanan uji pada Pedoman dan Perekam
d) Lakukan pemeriksaan kebocoran dan perubahan bentuk pada daerah kriteria lainnya pada tekanan pemeriksaan dan sesudah pengujian.
5. Pengujian Tingkap Pengaman
Hal-hal yangg diperhatikan :
Page 29 of 55
b) Tekanan saat Tingkap Pengaman membuka dan saat menutup harus sesuai dengan persyaratan standard yang digunakan
c) Evaluasi dan laporan hasil Pengujian
6. Laporan Pemeriksaan dan Dokumentasi
Semua hasil pemeriksaan dan pengujian khusus sesuai Bab V ini, harus dibuatkan laporan inspeksi/dokumentasi meliputi
a) Gambar konstruksi yang telah diperiksa oleh pengawas K3 setempat
b) Hasil Pemeriksaan/penyelidikan bahan.
c) Hasil pengujian lapangan meliputi : Visual, Dimensi, NDT, Pemedatan dan tingkap pengaman
Khususnya Pengujian Pemadatan atau Pressure test harus disaksikan oleh Pengawas Keselamatan Kerja.
Page 30 of 55
BAB VI
PEMERIKSAAN DAN PENGUJIAN BERKALA
ATAU KARENA MUTASI
Pemeriksaan dan Pengujian Berkala terhadap Bejana Tekan bertujuan untuk :
a. Mengetahi apakah Bejana Tekan setelah digunakan dioperasikan dalam sedang waktu tertentu, mengalami kerusakan-kerusakan fisik seperti cacat karena korosi creep atau kelelahan bahan yang bersifat tetap, erosi dan perubahan bentuk
b. Mengetahui apakah Bejana Tekan setelah digunakan/dioperasikan dalam selang waktu tertentu masih dapat digunakan dengan aman dalam kata lain dapat memberikan jaminan keselamatan dalam Pemakaiannya.
Dalam Pemeriksaan dan Pengujian berkala yang perlu dilakukan adalah :
1. MENELITI DOKUMEN
Setiap Bejana Tekan yang digunakan/dioperasikan haru memiliki ijin Pemakaian atau Pengesahan Pemakaian.
1) Ijin/Pengesahan Pemakaian
Penelitian data-data dalamijin/pengesahan pemakaian meliputi : a) Kantor Departemen Tenaga kerja mana yang mengeluarkan
ijin (sementara tetap/rampung)
b) Teliti berkas dokumen yang ada apakah semua butir angka 4 Bab III.
c) Perhatian Pengesahan atau ketentuan yang tercantum dalam ijin/pengesahan pemakaiannya apakah sudah di
penuhi/dilaksanakan apa belum. Bila belum
dilaksanakan/dipenuhi agar dipenuhi/dilaksanakan terlebih dahulu.
d) Perhatikan pada waktu Pemeriksaan/Pengujian serta persyaratan yang haru dipenuhi.
e) Perhatikan catatan-catatatan tentang perbaikan/modifikasi yang pernah dilakukan termasuk alasan
Page 31 of 55
f) Perhatikan catatan-catatan khusus tentang kalibrasi alat-alat ukur, alat pengaman dan alat-alat bantu lainnya seperti Compressor, Pipe line dsb.
g) Sertifikat-sertifikat operator bila ada
2. PEMERIKSAAN & PENGUJIAN LAPANGAN (On The Spot) 1) Persiapan Pemeriksaan
Sebelum melakukan Pemeriksaan lapangan (on the spot).
a) Pastikan bahwa dari hasil Pemeriksaan dokumen, langkah-langkah kerja apa yang akan dilakukan.
b) Buat daftar urutan Pemeriksaan/Pengujian beserta Prosedur yang akan dilakukan.
c) Hubungi/laporkan kepada Pengawas Keselamatan Kerja setempat atau Pengawas Spesialis yang bersangkutan.
2) Pemeriksaan sifat tampak (Visual)
Bagian-bagian Bejana tekan yang perlu diperiksa meliputi : a) Permukaan-permukaan badan (shell) dan Tetap (head) b) Sambungan-sambungan las-lasan, Baut, Rool, Keling dsb c) Permukaan-permukaan semua Manhole dan semua lubang
saluran.
d) Alat-alat pengaman, Manometer dan alat-alat perlengkapan yang lain
Pemeriksaan dilakukan pada bagian dalam dan luar. Pemeriksaan Visual Bejana Tekan meliputi :
a) Pemeriksaan kondisi dan Verifikasi data pelat nama.
b) Pemeriksaan kondisi baik bagian dalam dan luar terhadap kerusakan-kerusakan atau cacat karena korosi, retak-retak, erosi, bila terhadap cacat segera dicatat.
c) Pemeriksaan terhadap kemungkinan perubahan bentuk pada bagian Bejana seperti melembung, Benjol, melenkuk karena benturan benda lain, dsb.
Page 32 of 55
d) Pemeriksaan terhadap kondisi kemungkinan adanya
penyumbatan, pengendapan kotoran atau terak pada sistem pemipaan katub dll.
e) Pemeriksaan terhadap kelengkapan dan kondisi alat-alat pengaman termasuk alat-alat pemipaan dan Compressor f) Pemeriksaan terhadap pelaksanaan persyaratan/ketentuan
yang ditetapkan (bila ada) pada buku ijin/pengesahan pemakaian.
3. PENGUJIAN TIDAK MERUSAK (NDT)
Pengujian tidak merusak (NDT) dilakukan jika dari hasil pemeriksaan Visual diperoleh atau terdapat cacat permukaan karena korosi atau cacat dibagian dalam yang tidak dapat diperiksa secara visual.
Pengujian tidak merusak ini bisa meliputi :
1) Pengujian Radiography (Sesuai Bab III No. 3.5.a) 2) Pengujian Ultrasonic (Sesuai Bab III No. 3.5.b)
3) Pengujian Dye Penetrant/Magnetic Particle (Sesuai Bab III No. 3.5.c)
4) Atau kombinasi dari Radiografi, Ultrasonic dan Dye Penetrant/Manegtic Particle.
4. PENGUJIAN KEKERASAN
Pengujian kekerasan (Hardness Test) dilakukan bilamana :
a) Bejana Tekan tidak dilengkapi sertifikat material khususnya untuk pelat nama badan (shell) atau pelat tutup (head)
b) Bejana Tekan yang tidak dilengkapi dengan laporan hasil pemeriksaan las-lasan sambungan memanjang/melingkar pada badan (shell) dan sambungan las melingkar pada badan (shell) dan tutup (head).
c) Berdasarkan hasil pemeriksaan Visual didapat adanya cacat permukaan karena korosi/erosi atau adanya indikasi cacat dibagian dalam yang tidak bisa diperiksa secara visual.
Pemeriksaan terhadap pengujian kekerasan sesuai dengan ketentuan Bab III, No. 3.4
Page 33 of 55
5. PENGUJIAN PEMADATAN / PRESSURE TEST
Pemeriksaan terhadap Pemadatan ulang dilakukan sesuai ketentuan Bab IV No. 3.5
6. PENGUJIAN TINGKAP PENGAMAN
Pemeriksaan terhadap Pengujian Tingkap Pengaman dilakukan sesuai ketentuan Bab IV No. 3, 4
7. KETENTUAN KHUSUS
Jika evaluasi hasil Pemeriksaan ternyata Bejana Tekan sudah tidak memenuhi lagi kekuatan konstruksi dan persyaratan Keselamatan Kerja seperti kondisi mula, maka harus ditetapkan :
1) Diadakan penurunan tekanan kerja atau
2)
Bila perlu diadakan perbaikan sesuai kondisi mula atau lebih baik di afkir terhadap Bejana Tekan yang dilakukan penurunan tekanan berlaku ketentuan-ketentuan yang diatur pada Bab VII pemeriksaan dan Pengujian Khusus.Page 34 of 55
BAB VII
PEMERIKSAAN DAN PENGUJIAN KHUSUS
Dimaksud Pemeriksaan dan Pengujian Khusus adalah suatu Pemeriksaan dan Pengujian Bejana Tekan yang sifatnya Insidential dan dapat dikelompokkan dalam jenis pekerjaan.
1. Bejana Tekan yang di Modifikasi
2. Bejana Tekan yang mengalami kerusakan karena terbakar, sehingga mengalami perbaikan
3. Bejana Tekan yang mengalami perubahan Tekanan Gas yang dikemasnya.
1. BEJANA TEKAN YANG DI MODIFIKASI
Bejana Tekan sejak semula dirancang untuk keperluan pengemasan/penampungan Gas tertentu.
Sifat-sifat fluida/gas yang berbeda satu dengan yang lainnya sangat menentukan untuk pemilihan material yang diperlukan. Oleh karena itu perubahan konstruksi Bejana Tekan dari rancang bangun semula, memerlukan pemeriksaan dan pengujian yang seksama dan harus mendapatkan pengesahan dari Instansiyang berwenang cq. Departemen Tenaga Kerja sebelum Bejana hasil modifikasi dioperasikan.
Modifikasi Bejana Tekan adalah setiap pekerjaan yang
mengakibatkan Perubahan konstruksi Bejana Tekan dari rancang bangun semula atau awal.
Perubahan dimaksud meliputi :
a) Penurunan/Peningkatan Tekanan Kerja.
b) Perubahan fluida/gas yang dikemas/ditampung dalam arti kegunaannya misalnya semula Bejana Tekan untuk Elpiji dam dirubah kegunaannya untuk amoniak dsb.
c) Perubahan kedudukan/letak dan fungsi misalnya semula vertical dirubah Horisontal dan sebaliknya dari kedudukan stationer menjadi portable atau dari penampung menjadi transportasi/pengangkutan.
Page 35 of 55
1.1. MENELITI DOKUMEN BEJANA TEKAN
1.1.1. Penelitian data-data dalam ijin/pengesahan pemakaian dilakukan sesuai Bab IV No. 3.7
1.1.2. Gambar konstruksi Bejana Tekan yang yelah disyahkan (setelah dimodifikasi) termasuk perhitungan kekuatan konstruksinya.
1.1.3. Prosedur/keterangan modifikasi
1.1.4. Prosedur Pemeriksaan dan Pengujian yang dilakukan.
1.2. PEMERIKSAAN DAN PENGUJIAN BEJANA TEKAN YANG DIMODIFIKASI
1.2.1. Pemeriksaan sifat tampak atau visual.
Seperti langkah yang ditempuh sesuai Bab. IV No. 3.1 1.2.2. Pengujian Kekerasan. (sesuai Bab VI No. 4)
1.2.3. Pengujian tidak merusak. (sesuai Bab IV No. 3.2) 1.2.4. Pengujian Material
Harus diyakinkan bahwa atau material mempunyai kekuatan tarik dan Elongation yang sesuai dengan tekanan kerja yang diharapkan (hasil modifikasi) dan mempunyai komposisi kimia yang memenuhi standard untuk fluida/gas yang baru.
1.2.5. Pengujian Pemadatan (percobaan padat). (sesuai Bab IV No. 3.3)
1.2.6. Pengujian Prosedur Pengelasan bila ada. (sesuai Bab III No. 2.4)
1.2.7. Pengujian Tingkap Pengaman. (sesuai Bab IV No. 3.4) Catatatan :
Untuk Bejana Tekan yang dimodifikasi karena mengalami kerusakan karena terbakar, sehingga mengalami perbaikan dan Bejana Tekan yang mengalami perubahan tekanan dan penggunaan (Gas baru) Prosedur Pemeriksaan dan Pengujian sesuai Bab VII ini.
Page 36 of 55
BAB VIII
LAPORAN PEMERIKSAAN DAN PENGUJIAN
Pada dasarnya setiap pelaksanaan Pemeriksaan dan Pengujian Bejana Tekan, Surveyor/Inspector/Ahli K3/Pengawas K3 wajib membuat Laporan Pemeriksaan dan Pengujian sebagai Pertanggung jawaban hasil Pemeriksaan dan Pengujian.
Dalam membuat Laporan Pemeriksaan dan Pengujian harus memperhatikan jenis dan Prosedur Pemeriksaan/Pengujian yang dilakukan dengan menggunakan formulir/model yang telah dibakukan/ditentukan. Formulir-formulir dan contoh Pemeriksaan dibawah ini dapat dipakai/digunakan untuk pelaksanaan pekerjaanPemeriksaan dan Pengujian Bejana Tekan. :
a. Model 15 (AK3) :
adalah formulir hasil percobaan padat atau hasil pemeriksaan Hidrostatik Bejana tekan termasuk Bejana Tetap dan termasuk Bejana Udara start Diesel.
b. Model 43 (AK3) :
adalah formulir hasil percobaan padat atau hasil pemeriksaan Hidrostatik botol-botol baja.
c. Model 46 (AK3) :
adalah formulir pemeriksaan dan pengujian (sertifikat yang harus dibuat oleh Ahli K3 dari Perusahaan Jasa Inspeksi)
d. Model MFR-01 (AK3) :
adalah formulir laporan/keterangan data pembuatan Bejana Tekan yang khususnya dibuat dalam Negeri
e. Untuk Pemeriksaan Pengujian lainya seperti : a) Pengujian kekerasan
b) Pengujian ketebalan
c) Pengujian tidak merusak, dll
Dapat menggunakan formulir/model sesuai standard yang digunakan dalam pemeriksaan.
Page 37 of 55
f) Model 7-AK3 :
Laporan bulanan kegiatan yang dilakukan oleh Perusahaan Jasa Inspeksi
g) Model 7 (a)-AK3 :
Laporan Triwulan kegiatan yang dilakukan oleh Perusahaan Jasa Inspeksi
h) Model 7(b)-AK3 :
Laporan Tahunan kegiatan yang dilakukan oleh Perusahaan Jasa Inspeksi.
7. PROSEDUR PEMERIKSAAN DAN PENGUJIAN
Inspektor/Surveyor/Ahli K3 sebelum Pemeriksaan dan pengujian ke lapangan (on the spot) wajib menetapkan prosedur kerja Pemeriksaan dan Pengujian yang akan dilakukan di lapangan.
Dibawah ini diberikan contoh Prosedur Pemeriksaan untuk tindakan-tindakan Pengaman dan Prosedur Pengujian Pemadatan.
Page 38 of 55
BAB IX
KEWAJIBAN PENGUSAHA/PENGURUS
1. Pengusaha/Pengurus Jasa Inspeksi wajib melaksanakan ketentuan-ketentuan dalam petunjuk buku teknis ini
2. Pengusaha/Pengurus jasa Inspeksi wajib menyerahkan atau memberikan hasil Pemeriksaan dan Pengujian yang telah dilakukan setelah mendapat petunjuk/rekomendasi/legalisasi dari kantor Departemen Tenaga kerja.
3. Pengusaha/Pengurus Jasa Inspeksi wajib menyimpan berkas/dokumen Bejana tekan yang diperiksanya selama jangka waktu 10 tahun
4. Pengusaha/Pengurus jasa Inspeksi yang bertindak selaku pemohon atas nama Pemilik/pemakai Bejana Tekan wajib melengkapi berkas permohonan meliputi :
a. Permohonan (Form 45 (a)) b. Gambar konstruksi
c. Keterangan material (Material Certificate)
d. Analisa Perhitungan kekuatan konstruksi (Calculation sheet) e. Keterangan data pembuatan Bejana Tekan (Form MPR-01AK3) f. Hasil Pemeriksaan pemadatan (Form 15. AK3)
g. Laporan Pemeriksaan dan Pengujian yang dilakukan seperti : Tingkap Pengaman, Ketebalan. Pelat Nama, Pemeriksaan tidak merusak/NDT dan laporan pemeriksaan lainnya yang dianggap perlu
5. Pengusaha/Pengurus Jasa inspeksi wajib membuat dan menyampaikan laporan kegiatan yang dilakukan kepada Menteri Tenaga Kerja cq. Dirjen Bihawas secara rutin tiap bulan, Triwulan dan tahunan.
6. Pengusahan/Pengurus Jasa Inspeksi haru bersedia diperiksa sewaktu-waktu oleh Pengawas Ketenagakerjaan tentang hal ikwal Pekerjaan/kegiatan yang dilakukan sehubungan tempat kerja yang menjadi tanggung jawabnya
Page 39 of 55
7. Pengusaha/pengurus Jasa Inspeksi wajib membayar retribusi Pengawasan Keselamatan kerja sehubungan dengan bidang usaha dan tempat kerja yang menjadi tanggung jawabnya
8.
Pengusaha/Pengurus Jasa Inspeksi wajib melaksanakan ketentuan-ketentuan peraturan perundangan di bidang ketenagakerjaan.
Page 40 of 55
BAB X
PENUTUP
1. Buku petunjuk teknis ini dibuat untk dapat dipergunakan sebagai pedoman oleh Perusahanm Jasa Inspeksi dalam melaksanakan kegiatan inspeksi khususnya dalam melakukan Pemeriksaan dan Pengujian Bejana tekan.
2. Diharapkan semua Perusahaan Jasa Inspeksi dapat menggunakan /melaksanakan isi buku petunjuk teknis ini, demi keseragaman dalam pelaksanaan pengawasan pemakaian Bejana tekan di tempat kerja berdasarkan peraturan perudangan yang berlaku
3. Dalam buku teknis ini dilampirkan pula contoh-contoh formulir yang digunakan untuk pembuatan laporan/sertifikat Pemeriksaan dan Pengujian Bejana Tekan yang harus dibuat oleh Petugas Inspeksi (Inspector/Surveyor atau Ahli Keselamatan kerja.
Page 41 of 55
PETUNJUK PENGUJIAN TEKANAN
PROCEDURE PRESSURE VESSEL
1. Bejana Tekan yang diuji : ... 2. Tempat Pengujian : ... 3. Macam Pengujian : ... : ... 4. Cara Pengujian
4.1. Siapkan Bejana Tekanan yang akan diuji dengan tekanan (Hydrostatic Test)
4.2. Pengujian Tekanan (Hydrostatic Test) Pengujian Tekanan dengan Air.
a) Buka katup untuk membuang udara didalam Bejana
b) Buka katup saluran air masuk dan isikan air kedalam Bejana c) Buka pembuang udara pada header dab keluarkan udara
didalamnya.
d) Bila pengisian Air sudah penuh tutuplah katup pembuang Udara
e) Hubungkan pompa Air
f) Buang Udara (sedikit aja) dengan pompa air.
g) Naikkan Tekanan sedikit demi sedikit sampai dengan tekanan padat yang dikehendaki dengan pompa Air.
h) Tahan tekanan padat tersebut selama 30 menit Pembuangan dan Pengeringan Air
a) Pompa Air dipisahkan b) Lubang udara dibuka. c) Sumbat-sumbat dibuka
d) Biarkan dibuang sampai separuhnya kemudia dibalik e) Hubungkan kelubang saluran air masuk pada header. f) Sekali lagi aturlah sumbat.
Page 42 of 55
g) Pasang udara dari kompresor kelubang masukkan Air pada header
h) Buka lubang drainage (saluran buang) i) Buang Airnya dengan kompresor udara
Page 43 of 55
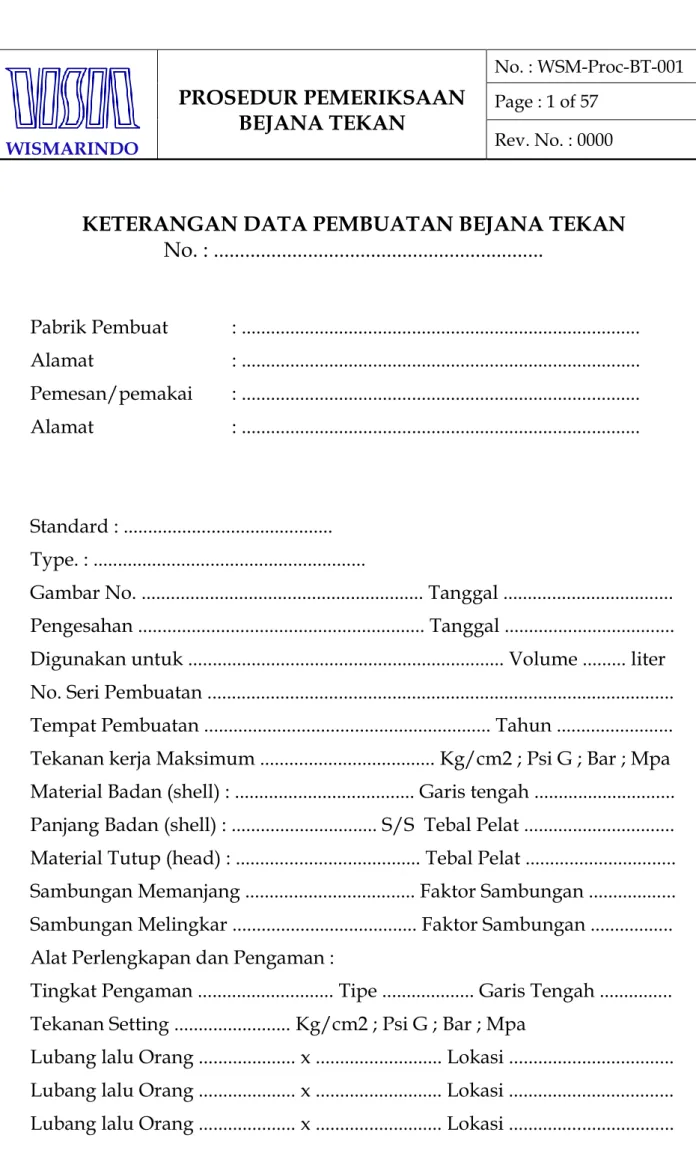
KETERANGAN DATA PEMBUATAN BEJANA TEKAN
No. : ...
Pabrik Pembuat : ... Alamat : ... Pemesan/pemakai : ... Alamat : ... Standard : ... Type. : ...Gambar No. ... Tanggal ... Pengesahan ... Tanggal ... Digunakan untuk ... Volume ... liter No. Seri Pembuatan ... Tempat Pembuatan ... Tahun ... Tekanan kerja Maksimum ... Kg/cm2 ; Psi G ; Bar ; Mpa Material Badan (shell) : ... Garis tengah ... Panjang Badan (shell) : ... S/S Tebal Pelat ... Material Tutup (head) : ... Tebal Pelat ... Sambungan Memanjang ... Faktor Sambungan ... Sambungan Melingkar ... Faktor Sambungan ... Alat Perlengkapan dan Pengaman :
Tingkat Pengaman ... Tipe ... Garis Tengah ... Tekanan Setting ... Kg/cm2 ; Psi G ; Bar ; Mpa
Lubang lalu Orang ... x ... Lokasi ... Lubang lalu Orang ... x ... Lokasi ... Lubang lalu Orang ... x ... Lokasi ...
Page 44 of 55
Cap/Pelat nama bertuliskan : ... Juru Las yang mengerjakan :
No. Nama Klas No. Sertifikat Catatan
Pengawas Pekerjaan ... dari ... Pemeriksaan dan Pengujian : Sertifikat No. : Catatan :
1. Material ... ... 2. Pemeriksaan Las-lasan ... ... 3. Pemeriksaan tidak Merusak
3.1. Ultrasonic ... ... 3.2. Radiografi ... ... 3.3. Magnetic ... ... 3.4. Dye Penetran t ... ... 4. Pengujian Kebocoran 4.1. Pengujian Hydrostatic ... ... 4.2. Pengujian Pnumatik ... ... 4.3. ... ... ... 4.4. ... ... ... Tanggal : ... Diperiksa oleh,
Pengawas K3 Spesialis Bejana Tekan Pabrik/Bengkel Pembuat
... ... Nip : ... Prod/QC/Manager
Page 45 of 55
Model : 15 AK3
HASIL PEMERIKSAAN HYDROSTATIC/PNUMATIC
BEJANA TEKAN
No. : ...
DATA : Pemakai/Pemesan : ... Lokasi : ... : ... Unit Intalasi : ... Manufacture : ... No. Seri : ... Tipe/Model : ... Ukuran : ... Kapasitas : ... Penggunaan : ... Tekanan & Temp. disain : ... Kg/Cm2 & ... deg C Tekanan Kerja yang diperbolehkan : ... Kg/Cm2 Tekanan & Temp. Operasi : ... Kg/Cm2 & ... deg C Faktor Sambungan : ... Radiografi/Ultrasonic : ... Tekanan Uji : ... Lama Pengujian : ... Code : ... Pabrik Pembuat : ... Tanggal Pembuatan : ... Pengujian Lapangan : ... Media Pengujian : ... Tekanan Uji aktual : ... Lama Pengujian : ...Page 46 of 55
Hasil Uji : BAIK / ATKEUR ... Tanggal Pengujian : ...
BAGIAN MATERIAL MAKSIMUM YG TEGANGAN
DIPEROLEH TEBAL PELAT ALLOWANCE Nom Min Badan Front/Head Pipa/Tune
Diuji dan dibuat Oleh : Nama Tanda Tangan ... ... ... Disaksikan oleh : ... ... ... ... ... ... ... ... ... Catatan : ... ... ... ...
Page 47 of 55
LAPORAN PEMERIKSAAN DAN PENGUJIAN BEJANA TEKAN
No. : ...
TIPE BEJANA TEKAN :
PEMAKAI/PEMILIK : LOKASI/INSTALASI : PABRIK PEMBUAT : No. SERIE : TAHUN BUAT : BERAT KOSONG :
TEKANAN KKERJA MAKS. :
TEKANAN KERJA NORMAL :
KONSTRUKSI :
PEMERIKSAAN MATERIAL :
PEMANASAN LEPAS :
TEKANAN HYDRO TEST :
No. GAMBAR & TANGGAL :
PENGESAHAN :
No. KONTRAK :
PERSETUJUAN :
TANGGAL :
Yang bertandatangan di bawah ini Ahli K3/Inspektur/Surveyor dari Jasa Inspeksi PT. ... atas permintaan ... bertempat di
plant/pabrik ... pada tanggal ... s/d ..., telah melakukan pemeriksaan dan pengujian serta melaporkan bahwa Bejana
Page 48 of 55
Tekan seperti tersebut diatas, Berdasarkan UU. No. 1 thn 1970 dan Peraturan No. Per. 01/Men/1982 dibuat Prosedur/Standard : ...
Kondisi Perencanaan : ... Tekanan Perencanaan : ... Temperatur Perencanaan : ... Pelat Badan :
Material : ... Tebal : ... mm, Allowance : ... mm Garis tengah : ... mm, Panjang : ...mm (S/S)
Pengelasan :
Memanjang : ... Radiografi : ..., Faktor Samb. ... Melingkar : ... Radiografi : ..., Faktor Samb. ... Front/Head :
Material : ... Sisi yang menerima tekanan ... Lokasi : ... Tebal : ... mm, Allowance ... mm Bentuk : ...
Jenis Penumpu : ... Nozzle dan Lubang Pipa :
JENIS JUMLH UKURAN TIPE MATERIAL TEBAL LOKASI HASIL
DETAIL PEMERIKSAAN : 1. ... 2. ... 3. ... 4. ... 5. ...
Page 49 of 55 KESIMPULAN : ... ... ... SARAN-SARAN : ... ... ...
PELAT NAMA /CAP NILAI ... SELAESAI ...
SURVEYOR/INSPECTOR/AHLI K3
DISAKSIKAN/DISAHKAN OLEH DEPNAKER
PEGAWAI PENGAWAS K3 SPESIALIS BEJANA TEKAN
... NIP. ...
Page 50 of 55
Nomor Seri : MSN
Medium
: ...
Lokasi
: ...
SHUTDOWN INSPECTION CHECKLIST
Precaution (Tindakan-tindakan Pencegahan)
1. Periksa apakah Vessel telah dikosongkan sebagaiman mestinya.
2. Periksa apakah pemilik atau pemakai telah melaksanakan pembersihan udara dalam hal Vessel yang mengandung gas yang dapat terbakar dan beracun atau kotoran-kotoran lain.
3. Periksa apakah semua penutup dan plug untuk Inspeksi telah dinuka untuk memungkinkan pemeriksaan permukaan bagian dalam secara seksama.
4. Periksa apakah Vessel telah benar-benar dibersihkan agar pemeriksaan permukaan bagian dalam dan luar memungkinkan dilaksanakan secara Visual.
5. Periksa apakah semua tindakan pencegahan benar-benar telah dilakukan untuk meyakinkan bahwa tiada Gas/Bahan yang mudah terbakar/beracun dapat masuk kedalam Vessel selama melaksanakan internal Inspection
6. Untuk Vessel yang berputar atau salah satu bagian dalamnya dapat bergerak, perlu diambil tindakan pencegahan tambahan sebelum melaksanakan Internal Inspection, seperti Pelepasan sumbu, Penguncian semua tombol Pengontrol serta mematikan bagian-bagian yang dapat bergerak.
7. Periksa bersama-sama pihak pemilik untuk memastikan bahwa semua tindakan pencegahan telah dilaksanakan untuk mencegah kemungkinan terjadinya peledakan sebelum masuk kedalam Vessel.
Perhatian : Selama melakukan Internal Inspection diharuskan
kehadiran seorang petugas diluar Vessel, yang selalu siap membantu Inspector yang ada didalam Vessel
8. Internal Inspection harus dibatalkan apabila Vessel tersebut tidak dipersiapkan sebagaimana mestinya
Page 51 of 55
INSULATION AND LINING
9. Apabila ada suatu cacat atau kerusakan yang perlu dicurigai atau pada umumnya sering dijumpai pada type Vessel ini, maka Inspector harus meminta (Request) untuk membuka Insulasi atau lapisan dalam agar pemeriksaan dapat dilakukan secara sempurna
ACCES ANG LIGHTING
10. Apabila memungkinkan periksa semua bagian secara Visual dengan sempurna
11. Semua bagian dalam harus diuji/diperiksa dengan jarak 30 mm. Untuk penerangan dapat menggunakan Flash Light (senter)
PRESSURE GAUGE
12. Periksa kebenaran permukaan Pressure gauge (meter ukuran tekanan) yang diperlukan untuk pengaman dalam pengoperasian Vessel ini dengan cara memperbandingkan dengan meter ukur standard (Standard Gauge) atau Dead Weight tester
SAFETY AND SAFETY RELIEF VALVE
13. Periksa dan amati semua Valve, apakah data-data pada name plate telah mengikuti persyaratan-persyaratan caode yang berlaku dan disamping itu data-datanya harus sesuai dengan log book
14. Periksa tanggal kalibrasi yang terakhir, apakah masih berlaku, jika tidak sarankan untuk di kalibrasi ulang.
15. Periksa saluran (Flow Passeges), apakah terbatas dari benda-benda asing yang mengganggu aliran fluida.
Penting :
Jika ada Gate Valve maka harus ada perlengkapan untuk menutupinya
REPTURE DISKS
16. Periksa/amati Identitas repture Disks, apakah memenuhi persyaratan-persyaratan code yang berlaku dan kondisi kerja yang tercantum dalam log book.
Page 52 of 55
17. Periksa sambungan pipa penyambung ke dan dari disk bebas penyumbatan aliran
SUPPORTS
18. Semua sambungan-sambungan seperti Leg, Saddle, Skirt dll, harus diperiksa dengan seksama terutama sekali terhadap distorsi ataupun retak pada las kalau perlu diperiksa dengan NDE
19. Periksa/amati Vessel ini, apakah mengalami korosi dengan tipe korosi sebagai berikut : Pitting Line Corrosion General Corrosion Grooving Galvanic Corrosion
20. Tindakan yang perlu diambil apabila ada korosi : Ukur kedalamamnya
Ukur luasnya
Ketebalan yang tersedia harus dievaluasi
EROSI
21. Periksa dan amati setiap kewajiban yang disebabkan oleh gesekan dan oleh arus yang berkecepatan tinggi yang mana dapat mengikis permukaan luar/dalam Vessel.
DENTS
22. Periksa data Dents (penyokan) atau perubahan bentuk akibat Accident (benturan), Jika ada semua ukuran seperti :
Kedalaman Ketebalan Luasnya
Page 53 of 55
CUT OR GAUGES
23. Hal yang perlu dicatat kalau ada enaknya (cut) Kedalamnya
Luasnya Orientasinya
OTHER FORM OF DETERIORATION
24. Perlu diperiksa apakah masih terdapat kerusakan-kerusakan lainnya seperti : Gaphization, High Hydrogens, Temperature attack dan embritlement. Thermal shock atau Fatique juga dapat mengakibatkan kerusakan, apabila ada keraguan untuk mengevaluasi, maka pemeriksaan secara metalurgi perlu dilakukan. Jika masih ada keraguan konsultasikan dengan penasehat (Advisor)
MANHOLES AND OTHER OPENING
25. Manholes, Reinforcing plate, Nozzle atau sambungan-sambungan lain yang dihubungkan dengan flange atau ulir ke Vessel harus diperiksa secara teliti untuk kemungkinan adanya crack, perubahan bentuk atau kerusakan-kerusakan lainnya. Baut dan Mur harus diperiksa untuk kemungkinan adanya korosi atau cacat.
26. Kalau kemungkinan pemeriksaan dilakukan dari dalam Vessel untuk menentukan keadaan/kondisi bagian dalam sambungan pipa ke Vessel.
27. Pada sambungan yang menggunakan baut maka jumlah baut dan mur harus tepat serta harus dikencangkan dengan sempurna.
SPECIAL CLOSURES
28. Semua penutup khusus seperti “Quick actuatin closures” atau yang lainnya, membutuhkan perhatian khusus karena mungkin adanya crack pada bagian-bagian yang mempunyai konsentrasi tegangan tinggi.
PRESSURE TEST
29. Pressure Test dapat disarankan bila ada keraguan untuk mengetahui perkembangan suatu cacat atau kondisi yang tidak menguntungkan pada Vessel setelah merundingkan lebih dahulu dengan pemilik.
Page 54 of 55
30. Untuk menentukan kekuatan (besar kecilnya tekanan). Test pressure tidak boleh melebihi set pressure dari safety valve yang mempunyai set pressure paling rendah.
31. Pressure Test harus ditentukan sesuai dengan code dan hasil musyawarah dengan pemilik.
32. Suhu air yang dipakai pada Pressure test tidak boleh melebihi 19 deg. C
33. Bila dikhawatirkan terjadi kontaminasi isi Vessel dengan media lain atau bila Hydrostatic test tidak mungkin dilakukan, Pengetesan dengan media lain dapat dilaksanakan asalkan syarat-syarat tindakan pencegahan dini mengikuti ASME Code. Dalam hal ini harus diingat bahwa suatu pengetesan dengan gas/udara adalah berbahaya.
RECORD REVIEW
34. Periksa Pressure Vessel Log, Record of maintenance, corrosion rate record atau hasil-hasil pemeriksaan yang lainnya (data-data dari pemilik/pemakai)
35. Tanyakan pada pemilik apakah sebelumnya ada repair yang dilakukan sejak pemeriksaan internal yang terakhir. Periksa laporan-laporan mengenai repair tersebut apakah sesuai dengan persyaratan yang berlaku.
36. Berikut ini adalah saran-saran untuk pemilik/pemakai bejana Tekan : 37. KESIMPULAN :
Pemeriksaan dalam keadaan shutdown ini telah dilaksanakan sesuai ketentuan persyaratan DEPNAKER (Tidak/Dapat) dinyatakan berhasil.
Page 55 of 55
KETERANGAN :
V = Telah diperiksa dengan hasil memuaskan
NA = Tidak dapat dilakukan, karena Kesulitan Teknis NAW = Tdak ada (untuk Dokumen)
NC = Tidak komplit (untuk Dokumen) R = Lihat Rekomendasi/Saran-saran NR = Tidak ada Repair
TEMPAT TANGGAL
INSPECTOR/SURVEYOR/AHLI K3 TANDA TANGAN