PENGARUH PENAMBAHAN UNSUR Ti DAN Y PADA SS 316L
HASIL PELEBURAN TERHADAP KEKERASAN DAN
STRUKTUR MIKRO BAHAN
Saeful Hidayat dan Djoko Hadi Prayitno
Pusat Teknologi Nuklir Bahan dan Radiometri, Badan Tenaga Nuklir Nasional Jln. Tamansari No 71, Bandung, 40132
ABSTRAK
PENGARUH PENAMBAHAN UNSUR Ti DAN Y PADA SS 316l HASIL PELEBURAN TERHADAP KEKERASAN DAN STRUKTUR MIKRO BAHAN. Telah dilakukan proses pembuatan baja tahan karat austenit berbentuk ingot kancing dengan cara peleburan menggunakan tungku busur listrik. Pada penelitian ini dilakukan modifikasi unsur pemadu baja tahan karat SS 316L dengan menambahkan unsur Titanium (Ti) dan Yttrium (Y). Unsur pemadu ditambahkan pada berbagai persen berat konsentrasi. Ingot hasil peleburan yang mengandung 0,5 % berat unsur Ti dan Y, lebih keras 20 % dibandingkan dengan SS 316L. Makin besar persen berat Ti,Y yang ditambahkan, makin tinggi kekerasan ingot yang dihasilkan. Mikrostruktur ingot kancing adalah fase austenit dendritik.
Kata kunci: SS 316L, Ti, Y, mikrostruktur, kekerasan
ABSTRACT
THE EFF ECT OF ALLOYING Ti AND Y IN SS 316L OF SMELTING MATERIAL ON HARDNESS AND MICROSTRUCTURE. Smelting process to make button ingot austenite stainless steel by arc furnace has been conducted. On this research the modification alloying elements of SS316L was done by adding Titanium (Ti) and Yettrium (Y). Alloying elements wa s added in various concentrations weight percent. Button ingot with 0.5 % Ti,Y was 20 % harder than SS316L. The bigger Ti,Y percent was added the harder. The microstructure of the button ingot is dendritic austenite phase.
Keywords: SS 316L, Ti, Y, microstructure, hardness
1. PENDAHULUAN
Dalam rangka mendukung pengembangan teknologi nuklir maupun non nuklir di Indonesia, khususnya penyediaan bahan struktur untuk reaktor daya maupun struktur bangunan umum lainnya, perlu penguasaan teknologi pembuatan dan pengembangan logam-logam paduan yang diperlukan tersebut. Logam Stainless Steel adalah salah satu jenis logam yang digunakan pada reaktor nuklir, diantaranya digunakan sebagai kelongsong pembungkus elemen bakar (fuel cladding
tubes) pada reaktor jenis “Fast Breeder” . Pada
pengoperasiannya. Kecenderungan kebutuhan burn up bahan bakar yang lebih tinggi pada pembangunanan reaktor nuklir dimasa sekarang maupun dimasa yang akan datang dan sesuai dengan program penelitian BATAN yang mengarah ke reaktor HTGR, maka diperlukan pengembangan bahan tersebut kearah yang lebih baik. Pada saat ini pengembangan baja tahan karat austenit sedang menjadi bahan penelitian para peneliti di negara-negara maju. Pengembangan bahan tersebut diantaranya adalah dengan mengoptimalisasikan komposisi kimia dan kondisi proses pembuatannya (perlakuan panas, ukuran butir dan tingkat pengerolan). Berdasarkan hal tersebut, maka dalam rangka penguasaan teknologi pembuatan dan pengembangan logam-logam paduan, dilakukan dilakukan penelitian yang
mengarah pada modifikasi unsur paduan bahan Stainless Steel 316L.
Penelitian yang mengarah pada optimalisasi komposisi kimia dan kondisi proses bahan dilakukan dengan meneliti pengaruh penambahan unsur Ti, maupun Y pada SS 316L. Unsur Ti maupun Y ditambahkan, karena unsur tersebut merupakan salah satu unsur penguat berbentuk larutan padat, senyawa karbida, maupun presipitat pada baja paduan [7]. Pada Gambar 1. diperlihatkan diagram pengembangan baja tahan karat SS 316 dengan cara modifikasi unsur pemadu untuk mendapatkan sifat fisik maupun mekanik yang lebih sesuai dengan kebutuhan.
Gambar 1. Diagram alir pengembangan baja tahan karat [3].
2. BAHAN, ALAT DAN TATA KERJA
SS 316L berbentuk pelat dipotong-potong,
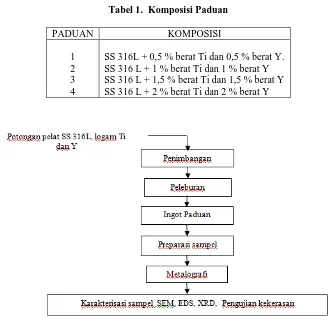
Tabel 1. Komposisi Paduan
PADUAN KOMPOSISI
1 2 3 4
SS 316L + 0,5 % berat Ti dan 0,5 % berat Y. SS 316 L + 1 % berat Ti dan 1 % berat Y SS 316 L + 1,5 % berat Ti dan 1,5 % berat Y SS 316 L + 2 % berat Ti dan 2 % berat Y
Gambar 2. Diagram alir percobaan.
Pada proses metalografi dan karakterisasi bahan hasil peleburan (ingot kancing) preparasi sampel dilakukan dengan cara memotong motong bahan sesuai kebutuhan. Pemotongan dilakukan menggunakan discotom berpendingin air. Proses metalografi untuk mendapatkan gambaran struktur mikro bahan dilakukan dengan cara meratakan dan menghaluskan permukaan bahan menggunakan ampelas (grit 120, 240, 320, 400, 600, 1000, 1200, 1500, 2000) dan proses poles menggunakan alumina 0,3 µ. Pemeriksaan kandungan unsur bahan di butir maupun di batas butir dilakukan dengan SEM-EDX. Pada karakterisasi bahan untuk melihat fase yang terbentuk di dalam bahan dilakukan
menggunakan XRD, sedangkan untuk pengujian kekerasan dilakukan mengguakan metode vickers.
3. HASIL DAN PEMBAHASAN
3.1. Proses Peleburan
3.2. Komposisi Paduan
Pemaduan unsur Ti. maupun Y. pada SS 316L dengan cara peleburan menggunakan tungku busur listrik menghasilkan ingot berbentuk kancing. Hasil pengujian komposisi kimia dari ingot hasil peleburan menggunakan SEM-EDS diperlihatkan pada Gambar 4.
Tabel unsur pada Gambar 4. memperlihatkan keberadaan unsur Ti dan Y di dalam ingot yang diperiksa. Hal ini menunjukkan bahwa proses peleburan yang dilakukan untuk penambahan unsur Ti dan Y sebagai bahan pemadu tambahan pada logam SS 316L berhasil dengan baik. Pada tabel tersebut juga terlihat adanya persen berat unsur yang kosong dan unsur karbon yang meningkat. Pengurangan dan penambahan ini diduga karena terjadi penambahan unsur pemadu baru yang mengubah persen
masing-masing unsur keseluruhan, dan kemungkinan ada unsur yang tercecer selama proses peleburan.
3.3. Fase Ingot Logam Paduan
Analisis fase pada ingot logam paduan menggunakan XRD memperlihatkan adanya
fase γ (austenit) dan fase α. Fase γ terbentuk
karena logam utama yang dilebur adalah logam SS 316L dimana fase utamanya austenit (γ).
Sedangkan pembentukan fase α terjadi karena
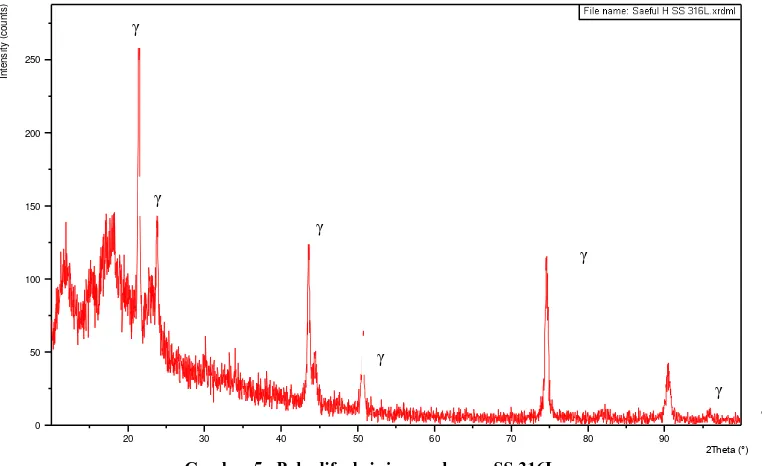
segregasi unsur paduan pada saat proses peleburan dan terbentuk di batas butir austenit. Gambar 5. adalah data hasil pemeriksaan XRD pada bahan SS 316L berbentuk pelat, pada Gambar 5 tersebut terlihat semua puncak
merupakan fase γ. Sedangkan Gambar 6.
adalah data hasil pemeriksaan XRD pada ingot logam hasil peleburan. Gambar tersebut selain
fase γ terlihat juga puncak fase α .
Gambar 5. Pola difraksi sinar-x logam SS 316L.
20 30 40 50 60 70 80 90
Gambar 6. Pola difraksi sinar-x ingot logam hasil peleburan.
3.4.Struktur Mikro
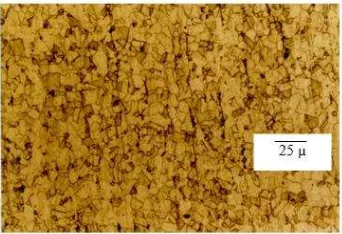
Struktur mikro SS 316L dalam bentuk pelat hasil proses rol ditunjukkan pada Gambar 7. Gambar tersebut memperlihatkan bahwa SS 316L mempunyai fase austenit dengan bentuk struktur mikro butir sama sumbu (equaxed). Selain itu juga terlihat, bahwa pada daerah tertentu terdapat bidang kembar hasil anil (annealing twins) dan struktur memanjang fase ferit.
Gambar 7. Struktur mikro paduan SS 316L, mempunyai ukuran butir no.6 pada ASTM.
berada diantara sel-sel dendrit . Bentuk struktur mikro tersebut diperlihatkan pada Gambar 7 s/d 10. Timbulnya fase-fase tersebut karena tipe pembekuan paduan baja tersebut adalah ferit austenit, karena baja tersebut mempunyai harga Creq/Nieq yang tinggi [9]. Sedangkan timbulnya
Gambar 8. (a), (b). Struktur inti dendritik (dendritically cored structure) pada penampang belah ingot paduan SS 316L ditambah 0,5 % Ti dan Y. Struktur akibat pembekuan yang cepat dari fase austenit dan
jaring ferit (ferrite network).
Gambar 9. (a). Struktur mikro pada penampang lintang ingot paduan SS 316L ditambah 1 % Ti dan Y.
Struktur delta ferit pada batas butir, carbide presipitation (warna gelap) matrik austenit. (b). Struktur mikro
pada penampang belah ingot paduan SS 316L ditambah 2 % Ti dan Y. Struktur pulau-pulau ferite, karbida khrom pada batas butir matrik austenite.
3.5.Kekerasan
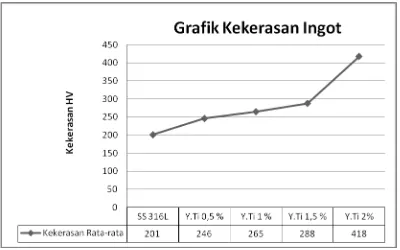
Hasil pengujian kekerasan menggunakan alat uji Vicker, dilakukan pada batang SS 316L dan pada masing-masing ingot paduan yang
dibuat. Kekerasan batang SS 316L adalah 209 HV. dan kekerasan masing-masing ingot paduan yang dibuat.diperlihatkan pada grafik
Gambar 10. Grafik kekerasan ingot paduan berdasarkan persen unsur paduan yang ditambahkan.
Pada Gambar 15. terlihat bahwa kekerasan ingot paduan yang mengandung 0,5 % unsur Ti dan Y mempunyai kekerasan lebih tinggi 20 % dibandingkan dengan kekerasan SS 316L. Makin besar persen unsur paduan yang ditambahkan, kekerasan ingot paduan makin meningkat. Peningkatan kekerasan bila dilihat dari struktur mikro yang terbentuk diduga karena adanya endapan karbida dibatas butir maupun dibutir.
4. KESIMPULAN
1. Proses peleburan menggunakan tungku busur listrik untuk proses pemaduan SS 316L dengan unsur Ti dan Y, menghasilkan ingot berbentuk kancing. Ingot paduan tersebut mempunyai struktur mikro dendrit maupun segregasi interdendritik yang mengandung endapan karbida, fase delta ferit dan fase austenit
makin tinggi kekerasan ingot paduan yang dihasilkan.
5. DAFTAR PUSTAKA
1. http://www.sciencedirct.com
2. http://en.wikipedia.org/wiki/Nuclear_fuel 3. http://www.nuc.umr.edu/reactor
4. McDEAVITT, S.M., ABRAHAM, D.P. and PARK, J.Y., Evaluation of Stainless Steel-Zirconium Alloys as High-Level Nuclear Waste Forms, Chemical Technology Division, Argone Nassinal Laboratory, Building 205,9700 South Cass Avenue, Argone, IL 60439-48937, USA.
5. OLANDER, D.R., Fundamental Aspects of Nulear Reactor Fuel Elements,
9. SHANKAR, V., et al., Welding Journal, (Mei 1988) 193.
10. ASM, “Metal Handbook, Atlas of
Microstructures of Industrial alloys”, 8th ed., ASM Handbook Committee, 7 (l972) 135.
11. ASM, “Metal Handbook, Properties and Selection : Irons, Steels, and
High-Performance Alloys”, 10th
ed., ASM International Handbook Committee, 1 (l990) 146.
12. http://www.arc.gov. Materials Behavior in HTGR Environments .
6. DISKUSI
Djoko Hadi Prayitno:
Bagaimana mekanisme penambahan kekerasan? Saeful Hidayat:
Mekanismenya yaitu peleburan menghasilkan karbida, maka akan meningkatkan kekerasan. Alfa:
Apa satuan kekerasan yang digunakan? Saeful Hidayat:
![Gambar 1. Diagram alir pengembangan baja tahan karat [3].](https://thumb-ap.123doks.com/thumbv2/123dok/1759390.1583721/2.595.120.478.323.578/gambar-diagram-alir-pengembangan-baja-tahan-karat.webp)