BAB I
Pendahuluan
1.1 Sejarah Pengecoran
1.1.1 Mencairkan Logam
Coran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian dibiarkan mendingin dan membeku. Oleh karena itu sejarah pengecoran dimulai ketika orang mengetahui bagaimana mencairkan logam dan bagaimana membuat logam. Hal itu terjadi kira-kira 4000 SM, sedangkan tahun yang lebih tepat tidak diketahui orang.
Awal penggunaan logam oleh orang, ialah ketika orang membuat perhiasan dari emas atau perak tempaan, dan kemudian membuat senjata atau mata bajak dengan menempa tembaga. Kemudian secara kebetulan orang menemukan tembaga mencair, selanjutnya mengetahui cara untuk menuang logam cair kedalam cetakan, dengan demikian untuk pertama kalinya orang dapat membuat coran yang berbentuk rumit.
Pengecoran perunggu dilakukan pertama di Mesopotamiakira-kira 3000 tahun SM, teknik ini diteruskan ke asia tengah, india dan cina. Sementara itu teknik pengecoran Mesopotamia diteruskan juga ke eropa dalam tahun 1500-1400 SM, barang-barang seperti mata bajak, pedang, mata tombak perhiasan, tangki, dan perhiasan makam di spanyol, swis, jerman, dan perancis. Pada abad ke 14 saja pengecoran besi kasar di lakukan secara besar-besaran, yaitu ketika jerman dan itali meningkatkan tanur beralas datar yang primitive itu menjadi tanur tiup berbentuk silinder. Kokas ditemukan di inggris di abad 18, yang kemudian di perancis diikhtiarkan agar kokas dapat dipakai untuk mencairkan kembali besi kasar dalam tanur kecil dalam membuat coran.
1.1.2 Cetakan
Telah dikatakan bahwa ketika pengecoran tembaga pertama kali ditemukan di Mesopotamia, logam cair dituang ke dalam pasir, kemudian seperti halnya cara baru, dicari akal untuk menuang logam cair kedalam rongga yang dibuat ke dalam batu. Bahan batu tersebut adalah pasir, batu gamping atau serpentin yang mudah diolah, kadang-kadang dipergunakan juga tanah liat untuk menguatkan.
Pada mulanya benda tipis yang berbentuk seperti kapak atau pedang dicor hanya dengan mempergunakan drag (cetakan bawah) tidak dengan kup (cetakan atas). Kemudian keduanya baik drag ataupun kup dipergunakan dan selanjutnya dicari akal untuk membuat coran berongga dengan mempergunakan inti yang dibuat dari tanah lempung dan bubuk arang batu.
1.2 Membuat Coran
Untuk membuat coran, harus dilakukan proses-proses seperti: pencairan logam, membuat cetakan, menuang, membongkar dan membersihkan coran. Untuk mencairkan logam bermacam-macam tanur dipakai. Umumnya kupola atau tanur induksi frekwensi rendah dipergunakan untuk besi cor, tanur busur listrik atau tanur induksi frekwensi tinggi dipergunakan untuk baja tuang dan tanur krus untuk paduan tembaga atau coran paduan ringan, karena tanur-tanur ini dapat memberikan logam cair yang baik dan sangat ekonomis untuk logam-logam tersebut.
air-kaca, semen, resin furan, resin fenol, atau minyak pengering, karena penggunaan zat-zat tersebut memperkuat cetakan atau mempermudah operasi pembuatan cetakan. Tentu saja penggunaan itu mahal, sehingga perlu memilih dengan mempertimbangkan bentuk, bahan dan jumlah produk.
Selain dari cetakan pasir, kadang-kadang dipergunakan cetakan logam. Pada penuangan, logam cair mengalir, melalui pintu cetakan, maka bentuk pintu harus dibuat sedemikian sehingga tidak mengganggu aliran logam cair.
1.3 Bahan-bahan pengecoran 1.3.1 Besi cor
Besi cor adalah paduan besi yang mengandung karbon, silisium, mangan, fosfor, dan belerang. Besi cor ini digolongkan menjadi enam macam yaitu: besi cor kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi cor yang dapat ditempa dan besi cor cil.Besi cor kelas tinggi mengandung lebih sedikit karbon dan silikon, lagi pula ukuran grafit bebasnya agak kecil, disbanding dengan besi cor kelabu, sehingga kekuatan tariknya lebih tinggi
yaitu kira-kira 30-50 kg/mm2. Membuat besi cor kelas tinggi agak susah disbanding dengan besi
cor kelabu.
Besi cor kelabu paduan mengandung unsur-unsur paduan dan grafit, mempunyai struktur yang stabil sehingga sifat-sifatnya lebih baik.Besi cor cil adalah besi cor yang mempunyai permukaan terdiri dari besi cor putih dan bagian dalamnya terdiri dari struktur dengan endapan dengan endapan grafit.
1.3.2 Baja cor
Baja cor digolongkan kedalam baja karbon dan baja paduan. Coran baja karbon adalah paduan besi karbon dan digolongkan menjadi tiga macam, yaitu baja karbon rendah (C < 0,20%), baja karbon menengah (0,20 – 0,50 % C) dan baja karbon tinggi (C > 0,5%).
Baja paduan adalah baja cor yang ditambah unsur-unsur paduan. Salah satu atau bebearpa dari unsur-unsur paduan seperti mangan, khrom, molibden, atau nikel dibubuhkan untuk
memberikan sifat-sifat khususdari baja paduan tersebut, umpamanya sifat-sifat ketahanan aus, ketahanan asam dan korosi atau keuletan. Contoh baja cor adalah baja cor tahan karat dan baja cor tahan panas.
1.3.3 Coran paduan tembaga
Macam-macam coran paduan tembaga adalah: perunggu, kuningan, kuningan kekuatan tinggi, perunggu alumunium dan sebagainya.
Perunggu adalah paduan antara tembaga dan timah, perunggu yang biasa dipakai
mengandung kurang dari 15% timah. Titik cairnya kira-kira 1.000oC, jadi lebih rendah dari titik
cair paduan besi, dan mampu cornya baik sekali sama halnya dengan besi cor.
1.3.4 Coran paduan ringan
Coran paduan ringan adalah coran paduan alumunium, coran paduan magnesium dan sebagainya.Alumunium murni mempunyai sifat mampu cord an sifat mekanis yang jelek. Oleh karena itu dipergunakan paduan alumunium karena sifat-sifat mekanisnya akan diperbaiki dengan menambahkan tembaga, silisium, magnesium, mangan, nikel dan sebagainya.
BAB II
2.1 Sifat-sifat Logam Cair
Logam cair adalah cairan seperti air, tetapi berbeda dari air dalam beberapa hal :
1. Kecairan logam sangat tergantung pada temperatur, dan logam cair, akan cair seluruhnya pada
temperature tinggi, sedangkan pada temperature rendah berbeda dengan air, terutama pada keadaan di mana terdapat inti-inti kristal.
2. Berat jenis logam cair lebih besar dari pada berat jenis air. Berat jenis air ialah 1,0 sedangkan
besi cor 6,8 sampai 7,0 paduan aluminium 2,2 sampai 2,3 dan paduan timah 6,6 sampai 6,8, jelas bahwa dalam hal berat jenis mereka berbeda banyak dibandingkan dengan berat jenis air.
3. Air menyebabkan permukaan dinding wadah menjadi basah, sedangkan logam cair
tidak.Perbedaan-perbedaan tersebut membuat aliran logam cair pada pengecoran berbeda sampai tingkat tertentu apabila dibandingkan dengan aliran air.
2.1.1 Kekentalan Logam Cair
Aliran logam cair dipengaruhi terutama oleh kekentalan logam cair dan oleh kekasaran permukaan cetakan. Sedangkan kekentalan tergantung pada temperature, dimana pada temperature tinggi kekentalan menjadi lebih rendah, dan pada temperature rendah kekentalan menjadi lebih tinggi.
Kalau logam didinginkan sehingga terbentuk inti-inti kristal, maka kekentalan bertambah sangat cepat, tergantung pada jumlah inti-intinya. Kalau inti-inti Kristal kurang dari 20% dalam volume, kekentalan akan bertambah berbanding lurus dengan jumlah inti kristal, sedangkan kalau inti-inti lebih dari 30% harga kekentalan sangat melonjak, dapat melebihi harga asal. Oleh karena itu kekentalan yang tinggi menyebabkan logam sukar mengalir atau kehilangan mampu alir.
2.1.2 Aliran dari logam cair
Umpamakan sesuatu cairan di dalam bejana mengalir keluar dari satu lubang di dinding sisi bejana. Kalau h menyatakan tinggi permukaan cairan di atas titik tengah lubang, di mana g adalah percepatan gaya tarik bumi dan C adalah koefisien kecepatan.
Jika lubang diganti dengan pipa maka timbul gaya gesek yang bekerja dipermukaan bagian dalam pipa, sehingga pipa yang panjang dan berdiameter kecil menyebabkan kecepatan aliran keluar menjadi lebih rendah. Sekarang umpamakan satu kasus dimana cairan yang keluar dari bejana menumbuk dinding tegak lurus dengan kecepatan v. umpamakan Q menyatakan laju aliran aliran, y ialah berat jenis dari cairan, dan g percepatan gaya tarik bumi maka gaya P yang bekerja pada dinding dinyatakan dengan:
P = y/g.Q.v
2.1.3 Tegangan permukaan dari logam cair
2.2 Pembekuan Logam
kristal-kristal tumbuh sekeliling inti tersebut, dan inti inti lain yang baru timbul pada saat yang sama. Akhirnya seluruhnya ditutupi oleh butir kristal sampai logam pada habis. Ini mengakibatkan bahwa seluruh logam menjadi susunan kelompok-kelompok butir kristal dan batas-batasnya yang diantaranya, disebut batas butir.
Ukuran besar dari butir kristal tergantung pada laju pengintain dan peertumbuhan dari inti. Kalau laju pertumbuhan lebih besar dari laju pengintain, maka didapat kelompok butir-butir kristal yang besar kalau laju pengintaian lebih besar dari laju pertumbuhan inti, maka didapat butir-butir kristal halus.
2.2.2 Pembukuan paduan
Kalau logam yang terdiri dari dua unsur atau lebih didindingkan dari keadaan cai, maka butir kristalnya akan berbeda dengan butir-butir kristal logam murni. Apabila satu paduan yang terdiri dari komponen Adan komponen B membeku, maka suka didapat susunan butir-butir kristal A dan kristal B tetapi umumnya didapat butir-butir kristal campuran dari A dan B. apabila hal ini di pelajari secara terperinci, ada dua hal yaitu pertama bahwa A larut dalam B atau B larut dalam A dan kedua bahwa A dan B terikat satu sama lain dengan perbandingan tertentu. Hal tertentu disebut larutan padat dua yang kedua disebut senyawa antar-logam.
Larutan oadat adalah keadaan di mana beberapa atom dari konfigurasi atom A disubsitusikan oleh atom_atom B, atau atom-atom B menembus masuk ke dalmam ruang bebas antar atom dari konfigurasi atom-atom A< di mana tidak merupakan campuran mekanis tetapi keadaan larut secara atom.Senyawa antar-logam terdiri dari ikatan A dan B mempunyai kisi kristal berbeda dari A dan B.
Selain dari pada dua hal tersebut di atas ada hal yang jarang di mana sebagian kecil dari kedua-duanya atau salah satu dari A dan B muncul dalam murni.Dengan demikian maka struktur paduan dapat terdiri dari tiga macam larutan padat, ssenyawa antar-logam dan logam murni sehingga kenaikan komposis paduan menyebabkan bertambahnya macam kristal dan struktur. Dalm ilmu logam struktur yabg sama disebut fasa. Karena itu paduan adalah susunan dari beberapa fasa larutan padat, senyawa antar-logam dan logam murni. Sebagai contoh besi cor, komponen utama adalah besi, karbon dan silisium, dan fasa-fasa yang terlihat adalah ; larutan padat terutama terdiri dari besi ( di mana semua silisium dan sebagian dari karbon larut dalam
besi ), senyawa antar-logam Fe ( semenit), dan grafit murni.
2.2.3 Pembekuan Coran
apabila gradient temperature yang besar terjadi pada permukaan coran besar, umpamanya pada pengecoran dengan cetakan logam. Sebaliknya pengecoran dengan cetakan pasir menyebabkan gradien temperatur yang kecil dan membentuk struktur kolom yang tidak jelas. Bagian tengah coran mempunyai gradient temperatur yang kecil sehingga merupakan dari susunan dari butir-butir kristal segi banyak dengan orientasi yang sembarang.
Apabila permukaan beku diperhatikan, setelah logam yang belum membeku dituang keluar dari cetakan pada waktu pendinginan, maka terdapat dua kasus bahwa permukaan itu bisa halus atau kasar. Disamping itu cetakan logam menyebabkan permukaan halus dan cetakan halus dan cetakan pasir menyebabkan permukaan kasar. Dalam kasus daerah beku yang lebar, kristal-kristal dendrite tumbug dari inti-inti, dan akhirnya pembekuan berakhir pada keadaan bahwa dendrite-dendrit tersebeut saling bertemu.
Pembekuan dari suatu coran maju perlahan-lahan dari kulit ke tengah. Jumlah waktu pada
pembekuan dari kulit ke tengah sebanding lurus dengan V/S , yaitu perbandingan antara volume
coran V dal luas permukaan S melalui mana panas dikeluarkan. Oleh karena itu apapun
bentuknya, umpamanya prisma, bujur sangkar, segitiga atau silinder atau sebangsanya, jumlah
waktu pembekuannya kira-kira akan sama kalau harga V/S sama pula.
BAB III POLA 3.1 Pengertian Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat dibuat dari kayu, plastic/polimer atau logam. Pemilihan material pola tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah produk cor dan jenis proses pengecoran yang digunakan. Pola dapat berguna agar menjaga ketelitian ukuran benda coran.
murah cepat dibuatnya dan mudah diolahnya dibandingkan dengan pola logam. Oleh karena itu pola kayu umumnya dipakai untuk cetakan pasir.Hal yang diperhatikan dalam menentukan pola
1. Pola harus mudah dikeluarkan dari cetakan.
2. Penempatan inti harus mudah.
3. Sistem saluran harus dibuat sempurna untuk mendapat aliran logam cair yang optimum.
3.2 Jenis-jenis pola :
A. Pola tunggal (solid pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal.
B. Pola belah (split pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan diperoleh rongga cetak dari masing-masing pola. Dengan pola ini, bentuk produk yang dapat dihasilkan rumit dari pola tunggal. Tetapi proses cetakannya lebih mudah dari pola tunggal.
C. Pola dengan papan menyambung (match – plate pattern)
Digunakan untuk jumlah produksi yang lebih banyak. Pada pola ini dua bagian pola belah masing-masing diletakkan pada sisiyang berlawanan dari sebuah papan kayu atau plat basi. Jenis pola ini sering digunakan bersama-sama dengan mesin pembuatan cetakan dan dapat menghasilkan laju produksi yang tinggi untuk produk-produk kecil.
D. Pola cope and drag:
Pola ini hampir sama dengan pola papan penyambung, tetapi pada pola ini dua bagian dari pola belah masing-masing ditempelkan pada papan yang terpisah. Pola ini juga biasa dilengkapi
dengan sistem saluran masuk dan riser.
Gambar 3.2 beberapa jenis pola 3.3 Bahan-bahan untuk Pola
Kayu yang dipakai untuk pola adalah kayu saru, kayu aras, kayu pinus, kayu magoni, kayu jadi dan lain-lain. Pemilihan kayu menurut macam pola dan ukuran pola, jumlah produksi, dan lamanya dipakai. Kayu yang kadar airnya lebih dari 14% tidak dapat dipakai karena dapat terjadi pelentingan yang disebabkan perubahan kadar air dalam kayu. Kadang-kadang suhu udara luar harus diperhitungkan, dan ini tergantung pada daerah pola itu dipakai.
3.3.2 Resin sintesis
Dari berbagai macam resin sintesis, hanya resin epoksid-lah yang banyak dipakai. Ia mempunyai sifat-sifat : penysutan yang kecil pada waktu mengeras, tahan aus yang tinggi, memberikan pengaruh yang lebih baik dengan menambah pengecer, zat pemlastis atau zat penggemuk menurut penggunaannya. Sebagai contoh, kekerasan meningkat dengan mencampurkan bubuk besi atau alumunium kedalamnya. Ketahanan bentuk akan meningkatkan dengan menumpuknya serat gelas dalam bentuk lapisan.
3.3.3 logam
Bahan yang lazim dipakai untuk pola logam adalah besi cor. Biasanya besi cor kelabu karena sangat tahan haus, tahan panas (untuk pembuatan cetakan kulit) dan tidak mahal. Kadang-kadang besi cor liat dipakai agar lebih kuat. Paduan tembaga juga bisa dipakai untuk pola cetakan kulit agar dapat memanaskan bagian cetakan yang tebal secara merata. Alumunium ringan dan mudah diolah, sehingga sering dipakai untuk plat atau pola untuk mesin pembuatan cetakan yang tebal secara merata. Baja khusus dipakai untuk pena atau pegas sebagai bagian dari pola yang memerlukan keuletan
3.4 Inti
fungsinya adalah membuat rongga pada benda coran. Inti dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan digunakan. Bahan inti harus tahan menahan temperatur cair logam paling kurang bahannya dari pasir.
Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan atau katup-katup biasanya diperlukan inti. Inti ditempatkan dalam rongga cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan, inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur (tidak rapuh).
Pemasangan inti didalam rongga cetak kadang-kadang memerlukan pendukung agar posisinya tidak berubah pendukung tersebut disebut chaplet, yang dibuat dari logam yang memiliki titik lebur benda cor. Sebagai contoh chaplet baja digubakan pada pengecoran besi tuang, setelah
penuangan dan pembekuan chaplet akan melekat pada benda cor bagian chaplet yang menonjol
ke luar dari benda cor selanjutnya dipotong. Untuk membuat cetakan diperlukan pola sedangkan untuk membuat inti dibutuhkan kotak inti.
Gambar 3.4 (b) Inti BAB IV
SALURAN PENGECORAN
Untuk membuat cetakan, dibutuhkan saluran turun yang mengalirkan cairan logam kedalam rongga cetakan, penambah yang memberi cairan logam pada saat logam membeku dan menyusut, dan sebagainya. Besar dan bentuknya ditentukan oleh ukuran, tebal irisan dan macam logam yang di cor. Selanjutnya diperluka penentuan keadaan-keadaan penuangan seperti temperatur penuangan dan laju penuangan. Karena kwalitas coran tergantung pada saluran turun, penambah, keadaan penuangan dan lainnya, maka penentuannya memerlukan pertimbangan yang teliti.
4.1 Sistim saluran
Sistim saluran adalah jalan masuk bagi cairan logam yang dituangkan kedalam rongga cetakan. Tiap bagian diberi nama, dari mulai cawan tuang diaman logam cair dituangkan dari ladel, sampai saluran masuk kedalam rongga cetakan. Nama-nama itu ialah : cawan tuang, saluran turun, pengalir dan saluran masuk.
Bagian-bagian sistim saluran
1. Cawan tuang (pouring basin)
Berfungsi manampung kotoran atau slag (terak) yang ikut terbawa pada saat menuangkan logam dari ladle berfungsi juga menampung kelebihan logam cair.
2. Saluran turun
Saluran turun (sprue) berfungsi untuk meneruskan lagam cair dari cawan tuang ke runner dan saluran masuk (gate).
3. Pengalir (runner)
Merupakan saluran utama didalam cetakan yang akan mendistribusikan logam cair kedalam ingate. Selain itu runner berfungsi menahan pengotor atau impurities yang terbawa dalam logam cair agar tidak masuk kedalam produk cor.
4. Saluran Masuk (Ingate)
Gambar 4.1 Sistem Saluran
BAB V
CARA-CARA PENGECORAN KHUSUS
Menurut jenis cetakan yang digunakan proses pengecoran dapat diklasifikan menjadi dua katagori :
1. Pengecoran dengan cetakan sekali pakai. 2. Pengecoran dengan cetakan permanen.
5.1 Pengecoran dengan cetakan sekali pakai
Pada proses pengecoran dengan cetakan sekali pakai, untuk mengeluarkan produk corannya cetakan harus dihancurkan. Jadi selalu dibutuhkan cetakan yang baru untuk setiap pengecoran baru, sehingga laju proses pengecoran akan memakan waktu yang relatif lama. Tetapi untuk beberapa bentuk geometri benda cor tersebut, cetakan pasir dapat menghasilkan coran dengan laju 400 suku cadang
perjam atau lebih.
Pada proses cetakan permanen, cetakan biasanya di buat dari bahan logam, sehingga dapat digunakan berulang-ulang. Dengan demikian laju proses pengecoran lebih cepat dibanding dengan menggunakan cetakan sekali pakai, tetapi logam coran yang digunakan harus mempunyai titik lebur yang lebih rendah dari pada titik lebur logam cetakan.
5.1.1 Cetakan Pasir
Cetakan Pasir merupakan cetakan yang paling banyak digunakan, karena memiliki keunggulan :
1. Dapat mencetak logam dengan titik lebur yang tinggi, seperti baja, nikel dan titanium;
2. Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar;
3. Jumlah produksi dari satu sampai jutaan.
Tahapan pengecoran logam dengan menggunakan cetakan pasir sebagai berikut :
1. Pembuatan pola, sesuai dengan bentuk coran yang akan dibuat;
2. Persiapan pasir cetak;
3. Pembuatan cetakan;
4. Pembuatan inti (bila diperlukan);
5. Peleburan logam;
6. Penuangan logam cair kedalam cetakan;
8. Pembongkaran cetakan pasir;
9. Pembersihan dan pemeriksaan hasil coran;
10. Produk cor selesai.
Tahapan pembuatan cetakan pasir :
1. Pemadatan pasir cetak di atas pola;
2. Pelepasan pola dari pasir cetak
rongga cetak;
3. Pembuatan saluran masuk dan riser;
4. Pelapisan rongga cetak;
5. Bila coran memiliki permukaan dalam (mis : lubang), maka dipasang inti;
6. Penyatuan cetakan;
7. Siap untuk digunakan.
Cetakan dan Pembuatan Cetakan
Pasir cetak yang sering dipakai adalah :
Pasir silika (SiO2), atau Pasir silika yang dicampur dengan mineral lain (mis. tanah lempung) atau resin organik (mis. resin phenolik, resin turan, dsb).
Ukuran butir yang kecil akan menghasilkan permukaan coran yang baik, tetapi ukuran butir yang besar akan menghasilkan permeabilitas yang baik, sehingga dapat membebaskan gas-gas dalam rongga cetak selama proses penuangan. Cetakan yang dibuat dari ukuran butir ynag tidak beraturan akan menghasilkan kekuatan yang lebih tinggi dari pada butir yang bulat, tetapi permeabilitasnya kurang baik.
Beberapa indikator untuk menentukan kualitas cetakan pasir :
1. Kekuatan, kemampuan cetakan untuk mempertahankan bentuknya dan ketahanannya terhadap pengikisan oleh aliran logam cair. Hal ini tergantung pada bentuk pasir, kualitas pengikat dan faktor-faktor yang lain.
3. Stabilitas termal, kemampuan pasir pada permukaan rongga cetak untuk menahan keretakan dan pembengkokan akibat sentuhan logam cair.
4. Kolapsibilitas (collapsibility), kemampuan cetakan membebaskan coran untuk menyusut tanpa menyebabkan coran menjadi retak.
5. Reusabilitas, kemampuan pasir (dari pecahan cetakan) untuk digunakan kembali (didaur ulang).
Klarifikasi Cetakan Pasir :
a. Cetakan pasir basah.
b. Cetakan pasir kering, atau
c. Cetakan kulit kering.
A. Cetakan pasir basah
dibuat dari campuran pasir, lempung, dan air.
Keunggulan :
1. Memiliki kolapsibilitas yang baik.
2. Permeabilitas baik.
3. Reusabilitas yang baik, dan
4. Murah.
Kelemahan :
Uap lembab dalam pasir dapat menyebabkan kerusakan pada berberapa coran,tergantung pada logam dan geometri coran.
B. Cetakan pasir kering
dibuat dengan menggunakan bahan pengikat organik, dan kemudian cetakan dibakar di
dalam sebuah oven dengan temperatur berkisar antara 204o sampai 316o C. Pembakaran dalam
oven dapat memperkuat cetakan dan mengeraskan permukaan rongga cetakan.
Keunggulan :
Dimensi produk cetak lebih baik.
Kelemahan :
1. Lebih mahal dibandingkan dengan cetakan pasir basah;
3. Pemakaian terbatas untuk coran yang medium dan besar dalam laju produksi (rendah atau medium).
C. Cetakan kulit kering
diperoleh dengan mengeringkan permukaan pasir basah dengan kedalaman 1,2 cm sampai dengan 2,5 cm pada permukaan rongga cetakan.Bahan perekat khusus harus ditambahkan pada campuran pasir untuk memperkuat permukaan rongga cetak. Klasifikasi cetakan yang telah dibahas merupakan klasifikasi konvensional. Saat ini telah dikembangkan cetakan yang menggunakan pengikat bahan kimia. Beberapa bahan pengikat yang tidak menggunakan proses pembakaran, seperti antara lain resin turan, penolik, minyak alkyd. Cetakan tanpa pembakaran ini memiliki kendali dimensi yang baik dalam aplikasi produksi yang tinggi.
Proses Pengecoran dengan Cetakan Khusus :
Proses pengecoran telah dikembangkan untuk memenuhi kebutuhan khusus.Perbedaan antara metode ini dengan metode cetakan pasir terdapat dalam
komposisi bahan cetakan, cara pembuatan cetakan, atau cara pembuatan pola. Cetakan kulit (shell molding) ditunjukkan dalam gambar 3.4 :
Menggunakan pasir dengan pengikat resin termoset
Gambar 3.4 tahapan pembuatan cetakkan kulit
(1) Pada logam dipanaskan dan diletakan diatas kotak yang telah berisi campuran pasir dengan resin termoset;
(2) Kotak dibalik sehingga campuran pasir dan resin jatuh diatas pola yang masih panas, membentuk lapisan campuran yang melapisi permukaan pola sehingga membentuk kulit keras;
(3) Kotak dikembalikan ke posisi semula, sehingga kelebihan campuran pasir kembali jatuh kedalam kotak;
(4) Kulit pasir dipanaskan dalam oven selama beberapa menit hingga seluruhnya mengering;
(5) Cetakan kulit dilepaskan dari polanya;
(6) Dua belahan cetakan kulit dirakit, di support dengan pasir atau butiran logam dalam sebuah rangka cetak, dan kemudian dilakukan penuangan;
(7) Coran yang telah selesai dengan saluran turun dilepaskan dari cetakan.
Keuntungan dari cetakan kulit :
1. Permukaan rongga cetak lebih halus dibandingkan dengan cetakan pasir basah;
2. Permukaan yang halus tersebut memudahkan logam cair selama penuangan dan dihasilkan permukaan akhir yang lebih baik;
3. Dimensi lebih akurat;
4. Memilki kolapsibilitas yang sangat baik, sehingga dapat dihindarkan terjadinya keretakan pada hasil coran.
Kelemahan :
Pola logam lebih mahal dibandingkan dengan pola yang digunakan pada cetakan
pasir basah dan Kurang cocok bila digunakan untuk jumlah produksi yang rendah (hanya cocok untuk produksi massal).
Contoh penggunaan : roda gigi, value bodies, bushing, camshaft.
5.1.2 Cetakan Vakum
Cetakan vakum disebut juga proses-V, menggunakan cetakan pasir yang disatukan dengan tekanan vakum. Jadi istilah vakum pada proses ini adalah metode pembuatan cetakan, bukan metode pengecoran.
Tahapan proses adalah : (lihat gambar(a) 5.1.2)
(1) Lembaran plastic ditarik diatas pola kup dan drug dengan vakum;
(2) Rangka cetak (flask) yang di desain secara khusus, ditaruh diatas pelat pola dan diisi pasir, saluran turun (sprue) dan cawan tuang (cup) dibentuk dalam pasir;
(3) Lembaran plastik yang lain ditempatkan diatas rongga cetak, dan ditarik dengan tekanan vakum, sehingga buturan pasir disatukan membentuk cetakan padat;
(5) Cetakan disatukan dengan pasangannya untuk membentuk kup dan drug, kemudian divakum untuk memperkuat kedua bagian tersebut.
Selanjutnya dilakukan penuangan logam cair, lembaran plastik akan habis terbakar dengan cepat setelah tersentuh logam cair. Setelah pembekuan, seluruh pasir dapat didaur ulang untuk digunakan kembali.
Gambar(a) 5.1.2 Tahapan pembuatan cetakan vakum
Keuntungan dari proses vakum :
1. Tidak menggunakan bahan pengikat;
2. Pasir tidak perlu dikondisikan secara khusus (karena tidak menggunakan bahan pengikat);
3. Karena tidak ada air yang dicampurkan kedalam pasir, maka kerusakan coran
4. akibat uap lembab dapat dihindarkan.
Kelemahan :
Proses pembuatannya relatif lambat, dan tidak segera dapat digunakan.Proses pengecoran polisteren
Nama lain dari proses ini adalah :
1. Proses penghilangan busa (lost-foam process),
2. Proses penghilangan pola (lost pattern process),
3. Proses penguapan busa (evaporative foam process),
4. Proses cetak penuh (full-mold process).
Gambar(b) 5.1.2 Tahapan proses pengecoran polisteren
Tahapan proses pengecoran polisteren adalah :
(1) Pola polisteren dilapisi dengan senyawa tahan api;
(2) Pola busa tersebut ditempatkan pada kotak cetakan, dan pasir dimasukkan kedalam kotak
cetakan dan dipadatkan kesekeliling pola;
(3) Logam cair dituangkan kedalam bagian pola yang berbentuk cawan tuang dan saluran turun
(sprue), segera setelah logam cair dimasukan kedalam cetakan,busa polisteren menguap, sehingga rongga cetak dapat diisi.
Keuntungan proses ini :
Pola tidak perlu dilepaskan dari rongga cetak. Dan Tidak perlu dibuat kup dan drug, dan sistem saluran masuk serta riser dapat
dibuat menjadi satu dengan pola polisteren tersebut.
Kelemahannya :
Pola polisteren merupakan pola sekali pakai, sehingga dibutuhkan pola baru setiap kali pengecoran.dan Biaya pembuatan pola mahal.
Penggunaan :
Produksi massal untuk pembuatan mesin automobil (dalam proses ini pembuatan dan pemasangan pola dilakukan dengan sistem produksi automatis).
Pengecoran Presisi (investment casting) :
Dalam proses pengecoran ini pola dibuat dari lilin yang dilapisi dengan bahan tahan api untuk membuat cetakan, setelah sebelumnya lilin tersebut mencair terlebih dahulu dan dikeluarkan dari rongga cetakan.
Pola lilin dibuat dengan cetakan induk (master die), dengan cara menuang atau menginjeksikan lilin cair ke dalam cetakan induk tersebut.
Tahapan pengecoran presisi : (lihat gambar(c) 12.1.2) (1) Pola lilin dibuat;
(3) Pohon pola dilapisi dengan lapisan tipis bahan tahan api;
(4) Seluruh cetakan terbentuk dengan menutup pola yang telah dilapisi tersebut dengan bahan tahan api sehingga menjadi kaku;
(5) Cetakan dipegang dalam posisi terbalik, kemudian dipanaskan sehingga lilin meleleh dan keluar dari dalam cetakan;
(6) Cetakan dipanaskan kembali dalam suhu tinggi, sehingga semua kotoran terbuang dari cetakan dan semua logam cair dapat masuk kedalam bagianbagian yang rumit _ disebut proses preheating;
(7) Setelah logam cair dituangkan dan membeku cetakan dipecahkan, dan coran dilepaskan dari sprue-nya.
Keuntungan dari pengecoran presisi :
1. Dapat membuat coran dalam bentuk yang rumit;
2. Ketelitian dimensi sangat baik (toleransi ± 0.076mm);
3. Permukaan hasil coran sangat baik;
4. Lilin dapat didaur ulang;
5. Tidak diperlukan pemesinan lanjut;
Kelemahan :
1. Tahapan proses banyak sehingga biayanya mahal;
3. Sulit bila diperlukan inti.
Contoh penggunaan : komponen mesin turbin, perhiasan, alat penguat gigi.
5.1.3 Cetakan Presisi
dapat digunakan untuk semua jenis logam, seperti : baja, baja tahankarat, paduan dengan titik lebur tinggi.
Pengecoran dengan cetakan plaster dan keramik :
Pengecoran dengan cetakan plaster mirip dengan cetakan pasir, hanya cetakannya dibuat dengan plaster (2CaSO4-H2O) sebagai pengganti pasir. Bahan tambahan, seperti bubuk dan silika dicampur dengan plaster untuk :
1. Mengatur kepadatan,
2. Mengatur waktu pengeringan cetakan,
3. Mengurangi terjadinya keretakan, dan
4. Meningkatkan kekuatan.
Untuk membuat cetakan, plaster dicampur dengan air dan dituangkan ke dalam pola plastik atau logam dalam rangka cetak (flask) dan dibiarkan mengering (catatan: pola kayu kurang sesuai untuk `cetakan plaster).
Kelemahan :
1. Perawatan cetakan plaster sulit sehingga jarang digunakan untuk produksi tinggi;
2. Kekuatan cetakan akan berkurang bila terlalu kering;
3. Bila cetakan tidak kering uap lembab akan merusak hasil coran;
4. Permeabilitas cetakan rendah, sehingga uap sulit keluar dari rongga cetak;
5. Tidak tahan temperatur tinggi.
Cara menanggulangi kelemahan :
1. Keluarkan udara sebelum diisi cairan;
2. Anginkan plaster agar dihasilkan plaster yang keras dan padat;
3. Gunakan cetakan dengan komposisi dan perawatan khususyang dikenal dengan Proses Antioch.
plaster, memanaskan cetakan dalam autoclave (oven yang menggunakan uap air
superpanas dan bertekanan tinggi), dan kemudian dikeringkan. Dengan cara ini akan dihasilkan permeabilitas yang lebih tinggi dibandingkan dengan cetakan plaster konvensional.
Keuntungan :
1. Permukaan akhir baik;
2. Dimensi akurat;
3. Mampu membuat bagian coran yang tipis.
Pengecoran dengan cetakan plaster digunakan untuk logam dengan titik lebur rendah seperti : aluminium, magnesium, dan paduan tembaga.
Contoh Penggunaan :
1. Cetakan logam untuk mencetak plastik, karet,
2. Sudu-sudu pompa dan turbin, dan
3. Produk coran lainnya yang memiliki geometri yang rumit.
Cetakan keramik
Miripdengan cetakan plaster, bedanya cetakan keramik
menggunakan bahan keramik tahan api yang lebih tahan temperatur tinggi dibandingkan dengan plaster. Jadi cetakan keramik dapat digunakan untuk
mencetak baja, besi tuang, dan paduan lainnya yang mempunyai titik lebur tinggi. Penggunaan sama dengan cetakan plaster hanya titik lebur logam coran lebih tinggi. Kelebihan lainnya = cetakan plaster.
5.2 Proses Cetakan Permanen
Gambar 5.2
BAB VI
CETAKAN PASIR DAN PASIR CETAK
Bab ini akan menguraikan tentang cetakan pasir yaitu cetakan yang paling lazim dipakai dan juga tentang pasir cetak. Beberapa pasir cetak mengandung tanah lempung sebagai pengikat, sedangkan yang lain mengandung pengikat khusus kebanyakan cetakan yang digunakan adalah cetakan pasir.
Cetakan pasir merupakan cetakan yang paling banyak digunakan, karena memiliki keunggulan :
2. Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar;
3. Jumlah produksi dari satu sampai jutaan.
1. Pasir
Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2). Pasir
merupakan produk dari hancurnya batu-batuan dalam jangka waktu lama. Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan ketahanannya terhadap temperatur tinggi.
Ada dua jenis pasir yang umum digunakan yaitu naturally bonded (banks sands)
dansynthetic (lake sands). Karena komposisinya mudah diatur, pasir sinetik lebih disukai oleh banyak industri pengecoran.
Pemilihan jenis pasir untuk cetakan melibatkan bebrapa faktor penting seperti bentuk dan ukuran pasir. Sebagai contoh , pasir halus dan bulat akan menghasilkan permukaan produk yang mulus/halus. Untuk membuat pasir cetak selain dibutuhkan pasir juga pengikat (bentonit atau
clay/lempung) dan air. Ketiga Bahan tersebut diaduk dengan komposisi tertentu dan siap dipakai
sebagi bahan pembuat cetakan. Jenis cetakan pasir
1. Cetakan pasir basah (green-sand molds).
Cetakan pasir basah merupakan cetakan yang banyak digunakan dan paling murah. Kata “basah” dalam cetakan pasir basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried. Cetakan ini sebelum dituangkan logam cair terlebih dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran produk-produk yang besar, dibuat dari campuran pasir, lempung, dan air.
Cetakan pasir basah juga banyak digunakan untuk besi tuang, paduan logam tembaga dan aluminium yang beratnya relatif kecil (maksimum 100 kg).
Keunggulan :
· Uap lembab dalam pasir dapat menyebabkan kerusakan pada berberapa coran, tergantung pada logam dan geometri coran.
temperatur berkisar antara 204o sampai 316oC. Pembakaran dalam oven dapat memperkuat
cetakan dan mengeraskan permukaan rongga cetakan. Akurasi dimensi lebih baik dari cetakan pasir basah dan sebagai konsekuensinya jenis cetakan ini lebih mahal.
Komposisi :
· Lebih mahal dibandingkan dengan cetakan pasir basah;
· Laju produksi lebih rendah karena dibutuhkan waktu pengeringan;
· Pemakaian terbatas untuk coran yang medium dan besar dalam laju produksi rendah → medium.
3. Cetakan kulit kering
Diperoleh dengan mengeringkan permukaan pasir basah dengan kedalaman 1,2 cm sampai dengan 2,5 cm pada permukaan rongga cetakan. Bahan perekat khusus harus ditambahkan pada campuran pasir untuk memperkuat permukaan rongga cetak.
Ada 2 (dua) cara yang dapat dilakukan disini:
1. Pasir disekitar pola setebal 10 mm dicampur dengan pengikat sehingga bila
pasir mengering terbentuk permukaan yang keras. bagian lainnya terdiri dari pasir basah biasa.
2. Seluruh cetakan dibuat dari pasir basah kemudian permukaannya yang
bersinggungan dengan pola disemprot atau dilapisi bahan yang mengeras bila dipanaskan. Pelapis terdiri dari minyak cat, molas, sagu atau bahan sejenis. Permukaan harus dikeringkan dengan hembusan udara atau pemanasan.
4. Lempung (Loam molds)
Untuk berida cor yang besar digunakan cetakan lempung. Kerangka cetakan terdiri dari batu bata atau besi yang dilapis dengan lempung kemudian diperhalus permukaannnya. Cetakan kemudian dikeringkan agar kuat menahan beban logam cair. Pembuatan cetakan lempung memakan waktu yang lama sehingga agak jarang digunakan.
5. Cetakan Furan (Furan molds)
6. Cetakan CO2
Pasir yang bersih dicampur dengan natrium silikat dan campuran dipadatkan di sekitar pola. Kemudian dialirkan gas CO2 dan campuran tanah akan mengeras. Cetakan CO2 diterapkan untuk bentuk yang rumit dan dapat menghasilkan permukaan yang licin.
7. Cetakan logam
Cetakan logam terutama digunakan pada proses cetak-tekan (die casting) logam dengan suhu cair rendah. Coran yang dihasilkan mempunyai bentuk yang tepat dengan permukaan yang licin sehingga pekerjaan permesinan berkurang.
Proses pembuatan cetakan yang dilakukan di pabrik-pabrik pengecoran dapat dikelompokan sebagai berikut:
1. Pembuatan cetakan di meja (Bench molding). Dilakukan untukbenda cor yang kecil.
2. Pembuatan cetakan di lantai (Floor-molding). Dilakukan untuk benda cor berukuran sedang atau
besar.
3. Pembuatan cetakan sumuran (Pit molding). Benda cor yang besar biasanya dituang dalam
sumuran. Sumuran tersebut merupakan drag dan di atasnya dibuat suatu kup. Sisi sumuran diperkuat dengan lapisan bata dan alas ditutupi lapisan sinter yang tebal yang dihubungkan dengan pipa-pipa pelepas gas ke lantai pabrik. Cetakan sumuran tahan terhadap tekanan tinggi yang ditimbulkan oleh gas panas dan biaya pembuatannya tidak terlalu mahal.
Pembuatan cetakan dengan mesin (Machine molding). Kini sebagian besar pekerjaan yang
tadinya dilakukan dengan tangan, dilakukan dengan mesin. Memadatkan pasir, membalik cetakan, dan membuat saluran masuk dilakukan dengan mesin dan jauh lebih efesien dibandingkan dengan cara terdahulu.
Pembuatan cetakan
Pembuatan cetakan dapat dilihat pada gambar di bawah ini,
waktu pengerjaannya atau rusak akibat aliran logam cair. Bila terlalu padat, gas dan uap sulit menguap, hal ini dapat rnenyebabkan terjadinya cacat dalam benda cor.
Setelah pemampatan pasir selesai, pasir yang berlebihan diratakan. Untuk memudahkan pelepasan gas sewaktu penuangan, pasir ditusuk-tusuk di beberapa tempat. Cetakan bagian bawah kemudian dibalik, dengan demikian kup dapat dipasangkan dan cetakan diselesaikan. Sebelum dibalik, ditaburkan pasir kering dan di atasnya diletakan papan. Drag dibalik dan alas cetakan diangkat dan tampaklah pola. Permukaan pasir diratakan dan ditaburi pasir kering. Pasir kering yang ditaburkan adalah pasir silica kering yang halus dan tidak ada kekuatannya. pasir ini mencegah melekatnya pasir dan kedua bagian cetakan.
Setelah itu kup di letakan di atas drag (Lihat gambar 3.2) pasak (pin) dipasang sehingga tidak dapat terjadi pergeseran. Pada cetakan bagian atas perlu dibuat alur turun ( yang merupakan saluran pengalir logam cair, suatu pin tirus (sprue pin) ditempatkan 25mm ke kiri-kanan pola. Kemudian kup diisi pasir, dipadatkan dan diberi lubang pelepasan gas, sama halnya dengan persiapan cetakan bagian bawah tadi.
Cetakan hampir selesai, tinggal mengeluarkan pola dan pin alur turun. Pertama-tama pin saluran turun dikeluarkan, kemudian dibuat cawan pada ujung alur turun sehingga terjadi lubang yang agak besar untuk menuangkan logam cair. Kup kemudian dilepaskan dan dibalik. Sebelum belahan bola dilepas, pasir disekitar rongga cetakan diseka dengan kain lembab untuk menjaga agar tepi-tepi rongga cetakan tidak rontok. Belahan bola kemudian dilepas. Sebelum cetakan ditutup, perlu dibuat saluran masuk (gate) antara rongga cetakan dengan saluran turun. Penampang saluran masuk masuk dekat cetakan jangan terlalu besar untuk memudahkan pematahannya. Untuk mengimbangi penyusutan logam, pada kup dibuat lubang yang memuat logam cadangan dan lubang ini disebut riser atau panambah.
BAB VII
CACAT CORAN DAN PENCEGAHNYA
Pada coran terdapat terjadi berbagai macam cacat tergantung pada bagaimana keadaanya, sedangkan cacat-cacat tersebut boleh dikatakan jarang berbeda menkurut bahan dan macam coran. Banyak cacat ditemukan dalam coran secara biasa. Seandainya sebab-sebab dari cacat-cacat tersebut diketahui, maka pencegahan terjadinya cacat-cacat dapat dilakukan.
Memproduksi coran harus melalui banyak proses, dan dalam proses tersebut banyak faktor-faktor yang menyebabkan terjadinya cacat, sehingga sukar untuk meyakinkan sebab-sebab dari cacat tersebut. Dalam hal ini banyak pengalaman teknik yang diperlukan untuk meyakinkan sebab-sebabnya. Untuk itu teknik dan proses perlu di standardkan sebelumnya, kemudian perlu menemukan hubungan antara cacat dan standard tersebut. Sebab-sebab cacat diamati dengan mempelajari apakah ada perbedaan antara Praktek dan standard. Dalam hal ini kalau perlu dapat dilaksanakan percobaan yang direncanakan. Faktor-faktor pentng dari cacat coran dan pencegahannya diuraikan sebagai berikut.
7.1 Faktor- Faktor yang Mempengaruhi Cacat pada Coran
Proses pengecoran dilakukan dengan beberapa tahapan mulai dari pembuatan cetakan, proses peleburan, penuangan dan pembongkaran. Untuk menghasilkan coran yang baik maka semuanya harus direncanakan dan dilakukan dengan sebaik-baiknya. Namun hasil coran sering terjadi ketidak sempurnaan atau cacat. Cacat yang terjadi pada coran dipengaruhi oleh bebrapa factor yaitu :
1. Desain pengecoran dan pola
2. Pasir cetak dan desain cetakan dan inti 3. Komposisi muatan logam
4. Proses peleburan dan penuangan 5. Sistim saluran masuk dan penambah.
7.2 Macam-macam Cacat Coran
Komisi pengecoran internasional telah membuat penggolongan cacat-cacat coran dan dibagi menjadi 9 macam, yaitu :
1. Ekor tikus tak menentu atau kekasaran yang meluas 2. Lubang-lubang
3. Retakan
4. Permukaan kasar 5. Salah alir
6. Kesalahan ukuran
7. Inklusi dan struktur tak seragam 8. Deformasi
9. Cacat-cacat tak nampak
7.2.1 Cacat ekor tikus tak menentu atau kekasaran yang meluas.
pada permukaan yang diakibatkan oleh pasir cetak yang tererosi. Bentuk cacat ekor tikus dan kekasaran yang meluas dapat dilihat pada gambar 11.2.1.
Gambar 11.2.1. Cacat ekor tikus dan kekasaran meluas
Penyebab cacat ekor tikus atau kekasaran yang meluas disebabkan oleh :
1. Kecepatan penuangan terlalu lambat
2. Temperatur penuangan terlalu tinggi
3. Ketahanan panas pasir cetak rendah
4. Terjadi pemanasan setempat akibat letak saluran turun yang salah
5. Pasir cetak banyak mengandung unsure kental atau lumpur
6. Perbaikan cetakan yang tidak sempurna
7. Pelapisan cetakan yang terlalu tebal
8. Kepadatan cetakan pasir yang kurang
9. Lubang angin pada cetakan kurang
Untuk mencegah timbulnya cacat di atas dapat dilakukan dengan merencanakan pembuatan cetakan, peleburan dan penuangan yang baik.
Langkah-langkah yang dapat dilakukan adalah :
1. Menggunakan pasir cetak yang berkualitas, tahan panas dan tidak benyak mengandung unsur lumpur,
2. Pembuatan cetakan yang teliti baik pemadatan yang cukup, lubang angin yang cukup dan pelapisan tipis yang merata,
3. Membuat saluran turun yang tepat, sesuai bentuk coran,
4. Mengecek temperature logam sebelum penuangan, tempertur tuang harus sesuai yang disyaratkan,
7.2.2 Cacat lubang-lubang
Cacat lubang-lubang memiliki bentuk dan akibat yang beragam. Bentuk cacat lubang-lubang dapat dibedakan menjadi :
Bentuk , penyebab dan pencegahan cacat lubang-lubang dapat dilihat pada table 11.2.2 berikut.
Tabel 7.2.2 Cacat lubang-lubang penyebab dan pencegahan
Bentuk Cacat Lubang Penyebab Pencegahan
•Temperature tuang logam
sebelum penuangan,
penambah karena perubahan
yang mendadak Mendsain coran dengan
radius yang
f. Rongga gas kecil karena
cil Penguapan bahan cil Bahan cil berkarat Permukaan cil mengembun
Menggunakan bahan cil
yang tidak menguap
Menghilangkan karat pada
bahan cil
Memastikan permukaan cil
betul-betul kering sebelum penuanga
7.2.3 Cacat Retakan
Cacat retakan dapat disebabkan oleh penyusutan atau akibat tegangan sisa. Keduanya dikarenakan proses pendingan yang tidak seimbang selama pembekuan. Bentuk cacat retakan dapat dilihat pada gambar 11.2.3
Gambar 11.2.3 Cacat reatakan Penyebab cacat retakan adalah :
1. Perencanaan coran yang tidak memperhitungkan proses pembekuan, seperti perbedaan tebal dinding coran yang tidak seragam
2. Pemuaian cetakan, dan inti menahan pemuaian dari coran.
3. Ukuran saluran turun da penambah yang tidak memadahi.
Upaya untuk mencegah cacat retakan adalah sebagai berikut:
1. Menyeragamkan proses pembekuan logam dengan memanfaatkan cil bila perlu.
2. Pengisian logam cair dari beberapa tempat
4. Menghindakan coran yang memiliki sudut-sudut tajam
5. Menghindarkan perubahan mendadak pada dinding coran.
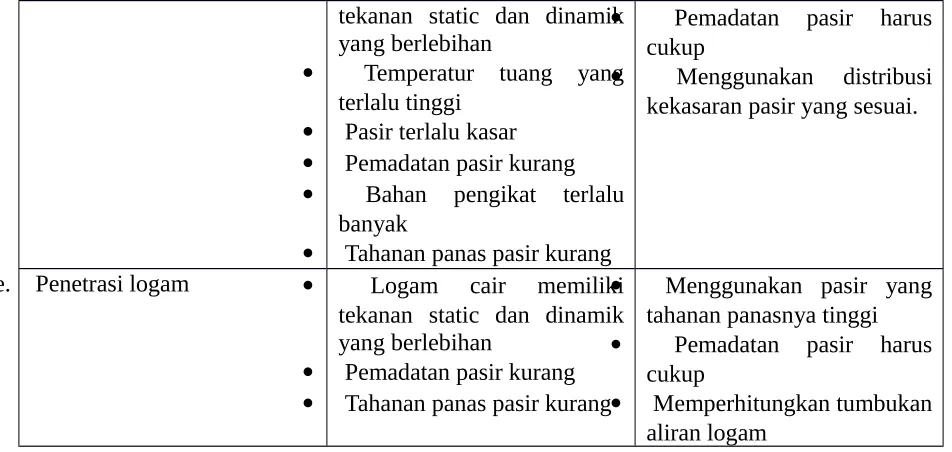
7.2.4 Cacat Permukaan Kasar
Cacat permukaan kasar menghasilkan coran yang permukaannya kasar. Cacat ini dikarenakan oleh beberapa factor seperti : cetakan rontok, kup terdorong ke atas, pelekat, penyinteran dan penetrasi logam. Bentuk, penyebab dan pencegahan cacat permukaan kasar dapat dilihat pada table 11.2.4
Tabel 11.2.4 Bentuk, penyebab dan pencegahan cacat permukaan kasar Bentuk cacat permukaan
tekanan static dan dinamik yang berlebihan
Temperatur tuang yang
terlalu tinggi
Pasir terlalu kasar Pemadatan pasir kurang Bahan pengikat terlalu
banyak
Tahanan panas pasir kurang
Pemadatan pasir harus
cukup
Menggunakan distribusi
kekasaran pasir yang sesuai.
e. Penetrasi logam Logam cair memiliki
tekanan static dan dinamik yang berlebihan
Pemadatan pasir kurang Tahanan panas pasir kurang
Menggunakan pasir yang
tahanan panasnya tinggi
Pemadatan pasir harus
cukup
Memperhitungkan tumbukan
aliran logam
7.2.5 Cacat salah alir
Cacat salah alir dikarenakan logam cair tidak cukup mengisi rongga cetakan. Umumnya terjadi penyumbatan akibat logam cair terburu membeku sebelum mengisi rongga cetak secara keseluruhan. Bentuk cacat salah alir dapat dilihat pada gambar 7.2.5.
Gambar 7.2.5. Cacat salah alir
Penyebab cacat salah alir yaitu :
1. Coran terlalu tipis
3. Laju penuangan terlalu lambat
4. Aliran logam cair tidak seragam akibat sistim saluran yang jelek.
5. Lubang angin pada cetakan kurang
6. Sistim penambah yang tidak sempurna Pencegahannya adalah sebagai berikut :
1. Temperatur tuang harus cukup tinggi
2. Kecepatan penuangan harus cukup tinggi
3. Perencanaan sistim saluran yang baik
4. Lubang angin harus ditambah
5. Menyempurnakan sistim penambah
7.2.6 Cacat kesalahan ukuran
Cacat kesalahan ukuran terjdi akibat kesalahan dalam pembuatan pola. Pola yang dbuat untuk memeuat cetaka ukuranya tidak sesuai dengan ukuran coran yang diharapkan. Selain itu kesalahan ukuran dapat terjadi akibat cetakan yang mengembang atau penyusutan logam yang tinggi saat pembekuan. Pencegahn kesalah ukuran adalah membuat pola dengan teliti dan cermat. Menjaga cetakan tidak mengembang dan memperhitungkan penyusutan logam dengan cermat, sehingga penambahan ukuran pola sesuai dengan penyuutan logam yang terjadi saat pembekuan.
7.2.7 Cacat Inklusi dan struktur tak seragam
Cacat inklusi terjadi karena masuknya terak atau bahan bukan logam ke dalam cairan logam akibat reaksi kimia selama peleburan, penuangan atau pembekuan. Cacat struktur tidak seragam akan membentuk sebagian struktur coran berupa struktur cil. Bentuk, penyebab dan pencegahan cacat inklusi dan struktur tidak seragam dapat dilihat pada table 11.3.
Tabel 7.2.7. Bentuk, penyebab dan pencegahan cacat iklusi dan struktur tidak seragam
Bentuk cacat permukaan kasar
Deformasi dikarenakan perubahan bentuk coran selama pembekuan akibat gaya yang timbul selama penuangan dan pembekuan. Bentuk, penyebab dan pencegahan cacat deformasi dapat dilihat pada table 11.4
Tabel 7,2.8 Bentuk, penyebab dan pencegahan cacat deformasi
Bentuk cacat permukaan kasar Penyebab Pencegahan
a. Membengkak Kekuatan tekan pasir cetak
Gambar 7.2.9 Cacat struktur butir terbuka
BAB VIII
PELEBURAN DAN PENUANGAN BESI COR 8.1 Peleburan Besi Cor Dalam Kupola
Kupola adalah dapur yang digunakan untuk melebur besi tuang. Dapur ini berbentuk silindrik tegak, terbuat dari baja dan bagian dalamnya dilapisi dengan batu tahan api, seperti ditunjukkan dalam gambar D. Sebagai bahan bakar digunakan kokas (coke), dan batu kapur digunakan sebagai fluks, sedang bahan bakunya adalah besi bekas dan seringkali ditambahkan besi kasar.
Kupola dipergunakan secara luas untuk peleburan besi cor sebab mempunyai keuntungan-keuntungan yang unik yaitu sebgai berikut :
a. Konstruksinya sederhana dan operasinya rendah b. Memberikan kemungkinan peleburan kontinu