BAB 1 PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Semen Andalas Indonesia atau juga sekarang dikenal sebagai PT. Lafarge Cement Andalas (LCI) Indonesia Lhoknga, telah menghasilkan produk PT. Semen Andalas Indonesia (LCI) mereka hingga mencapai 1,78 juta ton pertahun hingga seterusnya. PT. Semen Andalas Indonesia memiliki fasilitas pelabuhan sendiri di Lhoknga, juga beberapa terminal pengantongan yang dilengkapi dengan fasilitas pengiriman di Lhokseumawe, Belawan, Batam, dan Dumai.
PT. Semen Andalas Indonesia mempunyai 19 distributor semen kantong untuk wilayah Aceh yang mengambil langsung ke pabrik. Pendistribusian kepada distributor tersebut langsung di unit terminal pengantongan pabrik, yaitu pihak distributor mengambil sendiri ke pabrik di terminal pengantongan, dengan af– canveyor yaitu barang diambil dari conveyor berjalan langsung dimasukkan dalam truk, yang sudah disediakan oleh ditributor.
Penjadwalan distribusi kepada distributor dengan sistem kuota, dengan menentukan batas maksimal loading, untuk satu distributor/hari. Antara satu
distibutor dengan distributor yang lain berbeda kuota/hari yang bisa diambil, karena antara satu distributor berbeda nilai kontraknya. Semakin besar kontrak yang telah sepakati, maka makin besar kouta/hari yang dialokasikan ke distributor tersebut.
sebagian distributor, tidak mengambil/memuat semen pada hari-hari tertentu, sehingga mesin rotary parker berhenti beroperasi pada jam tertentu.
Pihak manajemen pabrik seharusnya, menjadwalkan pengambilan semen kepada pihak distributor, untuk meminimalkan mesin rotary parker berhenti beroperasi karena tidak ada saluran distribusi (truk). semakin sering mesin rotary parker berhenti, maka semakin rendah produktivitas unit terminal pengantongan semen.
Penjadwalan pengiriman produk yang dapat mengoptimalkan seluruh sumber daya yang dimiliki sehingga diperoleh solusi rute yang dapat meminimasi total ongkos transportasi (Wirdianto, E., dkk (2007).
Penjadwalan pengiriman distribusi barang, dapat meminimalkan waktu
pemrosesan data serta menghasilkan data yang lebih akurat, dan dapat mengurangi kesalahan pengiriman yang terjadi (Julia, dkk (2006)
Pada unit terminal PT. Semen Andalas Indonesia, ada 2 (dua) unit mesin pengantongan (rotarypacker), setiap satu mesin rotarypacker terdiri dari 2(dua) lintasan, dengan 4 orang operator mesin dan empat orang operator di ujung conveyor. Satu unit mesin pengantongan dikerjakan oleh seorang operator pengantongan, dua orang operator diujung conveyor untuk mengatur semen yang sudah dikantongi yang langsung dimasukkan kedalam truk dan satu orang operator yang mengendalikan
conveyor. Jumlah keseluruhan operator pengisian bag adalah 8 orang terdiri dari 4 orang untuk shift 1 dan 4 orang untuk shift 2.
Unit terminal pengantongan PT. Semen Andalas Indonesia, dalam satu hari, mesin rotary parker hanya dioperasikan 13 jam, sedangkan proses produksi nonstop. Mesin rotary parker dioperasikan mulai jam 9.00 Wib s.d 12.30 Wib, dan jam 12.30 Wib s.d 13.30 Wib waktu istirahat pertama. Selanjutnya 13.30 Wib s.d jam 18.30 Wib dioperasikan kembali, sesudah itu jam 18.30 Wib s/d 19.30 Wib, waktu istirahat kedua dan dilanjutkan 19.30 Wib s.d jam 24.00 Wib.
Ada empat jenis truk yang mengambil semen, yaitu colt, engkel, tronton dan
interculer. Kapasitas colt 250 sak/truk, engkel 400 sak/truk, tronton 600 sak/truk dan
interculer 700 sak/truk.
Kapasitas terpasang mesin pengantongan semen permenit 40 sak dengan kecepatan putar mesin rotary parker 5 Rpm, dari hasil penelitian diperoleh, kapasitas aktual mesin rotary parker yang mampu didistribusikan rata-rata sebanyak 37 sak permenit. Lamanya waktu pengisian kedalam satu truk kapasitas 250 sak selama 6,75 menit, truk kapasitas 400 sak selama 10,81 menit, truk kapasitas 600 sak selama 16,21 menit dan truk kapasitas 700 sak selama 19 menit dengan asumsi kapasitas aktual mesin rotary parker rata-rata hanya bisa mendistribusi 37 sak/menit.
Fasilitas pengangkutan masing–masing distributor berbeda-beda, ada yang mempunyai armada sendiri, ada yang memakai jasa transporter, bagi distributor yang menggunakan jasa transforter, kemungkinan sering tidak bisa mengambil semen saat membutuhkan semen, disebabkan waktu distributor ingin menggunakan jasa
dipakai untuk keperluan yang lain, ini akibat tidak terjadwalnya pengambilan semen dari distributor yang bersangkutan, dan juga berakibat kepada mesin rotary parker
berhenti operasi pada jam tertentu.
Menurut hasil penelitian didapat bahwa, seorang operator pengisian bag kebin berdasarkan jumlah kapasitas truk yang memuat semen. Jumlah maksimal operator pengisian kantong semen ke bin pada mesin rotary parker adalah 700 sak, atau sekitar 19 menit, setelah itu digantikan dengan operator lain, dari hasil survei terlihat bahwa penggantian operator pengisian kantong semen ke bin pada mesin rotary parker dilakukan pertruk. Mareka tidak memperhitungkan berapa jumlah bag yang harus dimasukkan ke bin, begitu satu truk selesai diganti truk lain, maka operator pengantongan juga diganti dan begitu seterusnya.
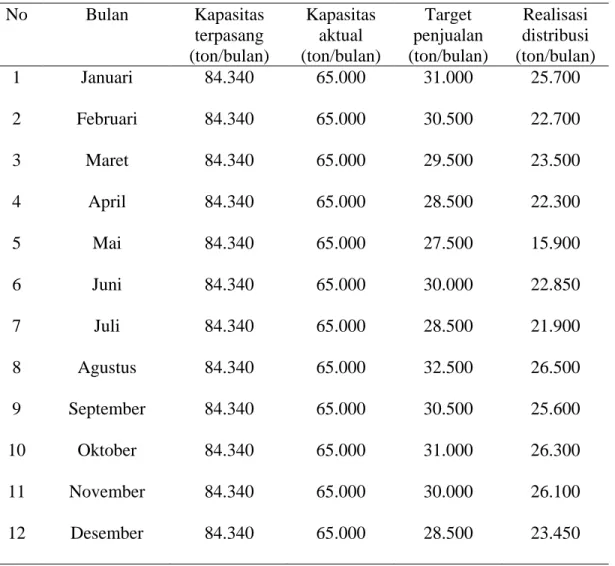
Tabel 1.1 dapat terlihat bahwa, kapasitas terpasang berbeda dengan kapasitas aktual, target penjualan berbeda jauh dengan kapasitas aktual, dan realisasi distribusi juga berbeda dengan target penjualan.
Data dari Tabel 1.1 memperlihatkan bahwa target penjualan bulan Januari 2012 s.d bulan Desember 2012 rata-rata adalah 29.813 ton/bulan sedangkan realisasi distribusi rata-rata adalah 23.579 ton /bulan, sedangkan kapasitas aktual mesin rotary parker adalah 65.000 ton/bulan, dengan asumsi jumlah rata-rata distribusi 37
sak/menit, waktu distribusi per hari 13 jam dan waktu distribusi perbulan 30 hari kerja, dengan berat persak, 40kg dan 50 kg.
Disini dapat terlihat, perbedaan antara kapasitas aktual dengan dengan target penjualan mencapai 35.209 ton/bulan.
Jika dibandingkan selisih antara target penjualan bulan Januari 2012 s.d Desember 2012 rata-rata adalah 29.791 ton/bulan, sedangkan realisasi rata-rata yang ada 23.566,7 ton/bulan, ini menunjukkan belum maksimalnya realisasi distribusi pada unit terminal pengantongan. Sehingga perlu diambil langkah-langkah perbaikan yaitu meningkatkan target realisasi distribusi sama dengan target penjualan, dengan melakukan penjadwalan pendistribusian secara terencana dan terukur, supaya produktivitas unit terminal pengantongan semen bisa dimaksimalkan.
Tabel 1.1. Terminal out put target Januari s.d Desember 2012
No Bulan Kapasitas terpasang (ton/bulan) Kapasitas aktual (ton/bulan) Target penjualan (ton/bulan) Realisasi distribusi (ton/bulan) 1 Januari 84.340 65.000 31.000 25.700 2 Februari 84.340 65.000 30.500 22.700 3 Maret 84.340 65.000 29.500 23.500 4 April 84.340 65.000 28.500 22.300 5 Mai 84.340 65.000 27.500 15.900 6 Juni 84.340 65.000 30.000 22.850 7 Juli 84.340 65.000 28.500 21.900 8 Agustus 84.340 65.000 32.500 26.500 9 September 84.340 65.000 30.500 25.600 10 Oktober 84.340 65.000 31.000 26.300 11 November 84.340 65.000 30.000 26.100 12 Desember 84.340 65.000 28.500 23.450
Berdasarkan fakta diatas maka perlu adanya suatu solusi, bagaimana memaksimalkan target realisasi distribusi dengan target penjualan. Dengan adanya penjadwalan secara terukur dan terencana, sehingga bisa memaksimalkan realisasi distribusi di unit terminal pengantongan PT. Semen Andalas Indonesia.
1.2. Perumusan Masalah
Berdasarkan latar masalah yang telah diuraikan terdahulu, maka permasalahan yang akan dicari pemecahannya melalui penelitian ini adalah:
1. Masih terjadi tidak konsistennya distributor dalam melaksanakan realisasi distribusi semen kantong di unit terminal pengantongan PT. Semen Andalas Indonesia.
2. Masih terjadi idle capacity karena mesin rotary parker berhenti beroperasi akibat tidak adanya manuver truck, atau sarana distribusi (truk), pada unit pengantongan semen PT. Semen Andalas Indonesia.
1.3. Tujuan Penelitian
Tujuan yang akan dicapai pada penelitian ini adalah:
Untuk memaksimalkan target realisasi distribusi, atau meminimalkan idle capacity pada pendistribusian semen kantong di unit terminal pengantongan semen, dengan pendekatan simulasi model diskrit terhadap kemungkinan beberapa skenario perencanaan waktu proses pemuatan secara maksimal pada PT. Semen Andalas Indonesia Lhoknga Banda Aceh.
1.4. Manfaat Penelitian
Berdasarkan latar masalah dan tujuan yang telah diuraikan terdahulu, maka manfaat penelitian yang diharapkan terutama:
1. Bagi perusahaan.
Dengan adanya penelitian ini perusahaan dapat mengetahui, bahwa selama ini mesin rotary parker sering tidak beroperasi, salah satu penyebabnya sering macetnya sarana distribusi, Dengan demikian perusahaan dapat membuat kebijakan-kebijakan baru, seperti mengkontinukan sarana
distribusi dengan penjadwalan yang ketat sehingga produktivitas distribusi semen kantong bisa ditingkatkan di unit terminal pengantongan semen. 2. Bagi mahasiswa dan perguruan tinggi.
Dengan adanya penelitian ini mahasiswa dapat mengetahui tentang penjadwalan waktu muat truk pada suatu unit produksi, dan dapat melakukan penelitian tentang penjadwalan waktu muat trukpada unit produksi yang berbeda.
1.5. Batasan Masalah Dan Ruang Lingkup.
Adapun batasan masalah dari penelitian ini adalah:
1. Penelitian ini dilakukan dilokasi pabrik PT. Semen Andalas Indonesia dikhususkan pada unit terminal pengantongan semen.
2. Obyek yang diteliti adalah unit terminal pengantongan, karena tempat utama dalam melakukan proses pengantongan semen.
3. Hasil penelitian ini hanya berlaku untuk pabrik semen secara umum dan secara khusus untuk PT. Semen Andalas Indonesia yang merupakan lokasi penelitian langsung.
1.6. Asumsi
Asumsi yang ditetapkan agar penelitian ini dapat terlaksana dengan baik adalah:
1. Proses produksi, peralatan dan prosedur kerja tidak mengalami perubahan ketika melakukan penelitian.
2. Kondisi peralatan Rotary parker dalam keadaan normal dengan kapasitas aktual rata-rata 37 sak/menit.
3. Operator dalam keadaan sehat sudah mengerti dan paham akan tugasnya dan bekerja dalam kondisi normal.
4. Proses produksi berlangsung secara normal dan tidak ada gangguan atau perubahan urutan operasi yang mempengaruhi jalannya proses produksi.
1.7 Sistematika Penulisan Laporan
Bab 1 (Pendahuluan) menguraikan latar belakang masalah, rumusan masalah, tujuan dan manfaat penelitian, batasan masalah, asumsi yang digunakan, sistematika penulisan laporan.
Bab 2 (Tinjauan Pustaka) memaparkan tinjauan-tinjauan kepustakaan yang berisi toiori ilmiah yang digunakan untuk menjelaskan metode dan teknik yang
digunakan dalam memecahkan persmasalahan yang diteliti dan landasan dalam pembahasan.
Bab 3 (Gambaran Umum Perusahaan) menjelaskan secara singkat berbagai atribut perusahaan yang menjadi tempat penelitian.
Bab 4 (Metodelogi Penelitian) menjelaskan secara singkat tahapan-tahapan yang harus dilakukan dalam penelitian yang berupa rancangan penelitian,
pengumpulan data, dan kerangka konseptual/fikir.
Bab 5 (Pengolahan dan Analisa Data) mengidentifikasi data penelitian yang diperoleh dari hasil pengamatan dan dokumen perusahaan sebagai bahan untuk melakukan pengolahan dan analisis data. Hasil pengolahan dan analisis data tersebut digunakan sebagai dasar dalam perancangan solusi.
Bab 6 (Perancangan) menguraikan tentang perancangan strategi yang
digunakan sebagai pemecahan masalah berdasarkan hasil pengolahan data yang telah dilakukan, kemudian melakukan pembahasan terhadap strategi yang telah dirancang.
Bab 7 (Kesimpulan dan Saran) memberikan kesimpulan dari hasil penelitian serta saran bagi perusahaan dan pengembangan penelitian-penelitian selanjutnya.