ANALISA KEAUSAN PAHAT POTONG HSS
DALAM PROSES PERAUTAN PADA MESIN BUBUT
Mustafa1 1
adalah Dosen Fakultas Teknik Universitas Merdeka Madiun
Abstract
Wear and tear pieces of sculpture in the HSS perautan process is one phenomenon that is often encountered in the process perautan / pembubutan. A large piece of sculpture on the market with no qualifications include ability to work, then it is important to do research on physical and mechanical properties and capable machines (moving to cut rates) of the workpiece. This study aims to provide solutions about the case / phenomena that have, in addition to knowing the ability of the chisel cut itself. Because the ability chisel cutting (cutting tool) is closely associated with the technology piece of metal in the conventional manner, so therefore it will affect their development. Through a variety of experiments obtained a conclusion about the relationship between cutting speed (cutting speed), speed pemakanan (feeding speed) and pemakanan depth (depth of cut), the agechisel(toollife). Keywords: Chisel HSS, Wear and tear Cut, Lathe Machine.
Pendahuluan
Keausan pahat potong HSS merk diamond pada proses perautan merupakan satu fenomena yang sering dijumpai pada proses perautan/ pembubutan. Banyaknya pahat potong jenis ini yang beredar dipasaran tanpa mencantumkan kualifikasi kemampuan kerjanya, maka perlu dilakukan penelitian mengenai fisik maupun mekanis serta mampu mesin (tingkat kemudahan untuk menyayat) dari benda kerja.
Penelitian ini diharapkan memperoleh suatu penyelesaian mengenai kasus keausan pahat potong HSS merk diamond pada proses perautan serta data tentang kemampuan dari pahat potong jenis ini. Adapun pelaksanaannya dilakukan dengan cara melakukan proses pemotongan secara konvensional (untuk kecepatan potong, kecepatan pemakanan dan kedalaman potong yang bervariasi).
Tujuan Penelitian
Penelitian ini bertujuan untuk memberikan solusi tentang kasus yang ada, disamping mengetahui kemampuan dari
pahat potong HSS merk diamond. Oleh karena kemampuan pahat potong (cutting
tool) sangat erat sekali kaitannya dengan
teknologi pemotongan logam secara konvensional, maka dengan demikian akan berpengaruh juga terhadap perkembangannya.
Tinjauan Pustaka Keausan Pahat
Keausan atau kepatahan pahat menyebabkan pahat kehilangan bentuk aslinya, sehingga tidak dapat memotong secara sempurna. Keausan ini bila dibiarkan akan terus bertambah besar dengan bertambahnya waktu penguliran. Dan pada tingkat keausan tertentu maka pahat perlu dilakukan pengasahan yang memerlukan waktu yang tidak sedikit. Karena keausan faktor yang menentukan umur dari pahat pada pahat ulir, maka perlu sekali meninjau lebih jauh pertumbuhan ini dengan memperhatikan faktor utama dari mekanisme dari keausan itu sendiri.
Faktor –faktor penyebab keausan yaitu; proses abrasive, kimiawi, adhesi, difusi,
oksidasi, deformasi plastis, keretakan dan kelelahan. permukaan pahat pahat sisi atas keausan capuk benda kerja
Gambar 1. Keausan Pahat (Syamsir A. Muin, hal 172)
Bentuk-bentuk Keausan
Bentuk keausan dalam penguliran terjadi pada dua bagian, yaitu:
1. Pada muka pahat, keausan yang terjadi pada bagian ini dikarakterkan dengan terbentuknya kawah (crater) dari hasil gerakan pahat yang terkelupas (gram) yang mengalir sepanjang permukaan. 2. Keausan pada sisi potong pahat HSS
keausan tepi untuk menjaga terjadinya kerusakan yang fatal yang menyebabkan gaya penguliran yang tinggi, maka batas-batas harga dari nilai keausan harus ditetapkan, sebagai batas kritis dimana pahat tidak boleh dipergunakan.
Kriteria Pengukuran
Kriteria keausan yang direkomendasikan oleh ISO yang digunakan untuk mendefinisikan waktu efektif penguliran dari pahat jenis HSS adalah :
a. Keausan fatal (castatropic failure)
b. VB = 0,3 mm, jika pada bagian pusat pahat sisi potong terjadi keausan secara teratur/merata.
c. VB max = 0,6 mm, jika bagian pusat sisi potong terjadi keausan dengan lebar tidak teratur.
Gambar 2. Keausan VB dan Vbmax
Pengukuran Keausan
Pengukuran keausan pahat dengan mengamati dan mengukur perkembangan keausan, selama proses pembentukan geram berlangsung. Pahat akan mengalami kegagalan sebagai mana finisnya dikarenakan beberapa sebab diantarannya : 1. Keausan secara bertahap membesar
menimbulkan pada bidang aktif pahat. 2. Retak yang menjalar sehingga
menimbulkan patahan pada mata pahat potong.
3. Deformasi plastis yang mengubah bentuk geometris dari mata pahat
Dikarenakan bentuk dan letaknnya yang unik, keausan ini bisa terjadi pada bidang geram (crater wear) dan keausan pada bidang utama (flank wear). Pada penelitian tugas akhir ini pengukuran kemampuan dari pahat HSS jenis diamond dibatasi dengan menggunakan keausan dan kepatahan tepi, yaitu dengan menggunakan mikroskop dimana sisi potong yang akan diamati harus paralel dengan permukaan benda kerja. Keausan tepi ini dapat diukur dan dapat diketahui dengan mengukur panjang VB (mm) yaitu jarak antara mata potongsebelum terjadi keausan sampai garis rata-rata.
Umur Pahat
Umur pahat merupakan faktor yang sangat penting dalam pengerjaan produksi (pembubutan). Karena waktu yang akan hilang setiap sebuah pahat diganti dan distel kembali. Umur pahat dapat didefiniskan sebagai waktu potong yang efektif antara pengasahan ulang (dessharping) dari pahat serta ukuran lamanya suatu pahat dapat memotong dengan memuaskan dan kemampuan mesin dapat diukur dengan beberapa cara. Yang pertama pada sisi pahat, yaitu tepi kecil yang menonjol dari ujungnya sampai beberapa jauh dibawahnya teramplas hilang. Pada pahat kecepatan tinggi kerusakan dianggap terjadi aus 1,58 mm.
Keausan terjadi juga pada muka pahat dalam bentuk kawah kecil atau depresi dibawah ujungnya. Depresi ini disebabkan aksi pengamplasan dari serpihan sewaktu melintas pada permukaan pahat. Karena
umur pahat berkurang dengan naiknnya kecepatan memotong, maka umur pahat digrafikkan sebagai umur pahat dalam menit terhadap kecepatang memotong dalam meter tiap menit, atau dalam centimeter kubik dari logam yang terkelupas. Dalam beberapa kasus umur pahat, ditentukan oleh pengukuran penyelesaian permukaan kasus lainnya dengan menaikkan gaya pada dinammometer.
Fred W. Taylor pada tahun 1906 menyatakan bahwa hubungan yang terdapat pada umur pahat dan kecepatan memotong sebagai berikut :
VT n = C dengan:
V = Kecepatan memotong, m/menit T = Umur Pahat, menit
n = Eksponen tergantung pada kondisi penguliran
C = Konstanta, kec. memotong untuk satu umur pahat satu menit
Gambar 3. Kedudukan Keausan Pahat Mata Tunggal (Bambang P., hal 93)
Umur pahat merupakan ukuran terpenting untuk memprediksikan unjuk kerja (performance) atau kemampuan dari material pahat bubut flank wear (keausan tepi) secara umum dipertimbangkan sebagai faktor penentu dari umur pahat. Akan tetapi kecepatan potong dari laju pengerjaan logam (volume geram) yang tinggi kerusakan pahat kemungkinan juga disebabkan adanya kawah (cratering).
Dari kedua tipe keausan diatas (keausan tepi dan keausan kawah), disebabkan karena geram chip (geram) sepanjang permukaan pahat sehingga menimbulkan gesekan, sedangkan sebab keausan tepi dikarenakan gosokan oleh permukaan benda kerja yang baru terpotong.
Secara lengkap kriteria yang digunakan untuk menetukan umur pahat adalah :
a. Kerusakan Total
b. Keausan yang mencapai harga batas c. Batasan Kehalusan Benda Kerja d. Kesalahan Ukur Benda Kerja e. Batasan Gaya dan daya potong
Dengan menentukan kriteria saat habisnya umur pahat dapat ditentukan yaitu mulai dengan pahat baru (telah basah) sampai pahat yang berlangsung dengan mengorelasikan terhadap besaran lain. Hal tersebut dimaksudkan untuk mempermudah prosedur perhitungan sesuai dengan pekerjaan yang dilakukan.
Adapun cara untuk menentukan dimensi umur pahat ditentukan oleh :
a. Waktu total penguliran (te) b. Jumlah total geram (cm) c. Panjang total pemesinan
d. Jumlah produk yang dihasilkan
Gambar 4. Grafik Hubungan Umur Pahat dan Kecepatan Potong
1. Pengujian Umur Pahat (tool life testing) Banyak data-data hasil pengujian telah disusun untuk menyelesaikan pengujian penguliran yang bersesuaian dengan mesin bubut.m Hasil tersebut menyangkut hasil geometris dari mata pahat maupun pengukuran lebar keausan tepi berdasarkan standart yang ada. Variabel penguliran yaitu kecepatan potong, kecepatan pemakaian, kedalaman potong dan pendinginan ditentukan dan hasilnya ditunjukkan dalam korelasi umur pahat sebagai fungsi dari parameter diatas.
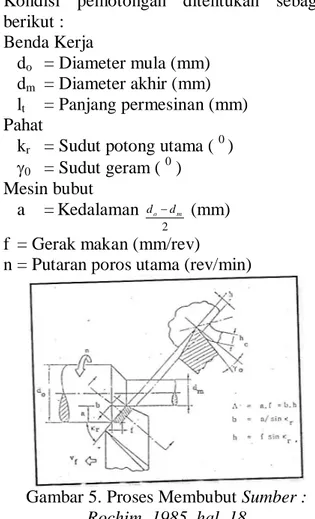
Kondisi pemotongan ditentukan sebagai berikut : Benda Kerja do = Diameter mula (mm) dm = Diameter akhir (mm) lt = Panjang permesinan (mm) Pahat
kr = Sudut potong utama ( 0 ) 0 = Sudut geram ( 0 ) Mesin bubut a = Kedalaman 2 m o d d (mm)
f = Gerak makan (mm/rev)
n = Putaran poros utama (rev/min)
Gambar 5. Proses Membubut Sumber :
Rochim, 1985, hal. 18
Elemen dasar dari proses membubut dapat dihitung dengan rumus sebagai berikut : 1. Kec. Potong: 1000 . . nd V (mm. min-1) dengan: d = diameter rata-rata (mm) 2. Kecepatan: vf = f . n ( mm. Min-1) 3. Waktu Pemakanan: f t c v l t ( min ) 4. Kec. penghasilan geram: z :A . v dengan:
A = Penampang geram A = f . a ( mm2 ) maka: z = f . a . v (cm3 . min-1)
Pada gambar 5. diperlihatkan sudut potong utama (kr, principle cutting angle) yaitu merupakan sudut antara mata potong mayor (proyeksi pada bidang referensi) dengan kecepatan makan (vf). Besar sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pahat pada mesin perkakas.
Menurut Bangalore: 1980, terdapat tiga kondisi pemotongan logam, yaitu :
a. Kecepatan Potong
Kecepatan potong (cutting speed)
dinyatakan dalam tiap menit dan pada mesin bubut merupakan kecepatan permukaan atau kecepatan benda kerja melintasi pahat. Dapat dinyatakan dengan rumus sederhana :
1000 . . nd V dengan: V = kecapatan potong (m.mnt-1) π = 3,1416 d = diameter rata-rata (mm) n = Kecepatan putar tiap menit b. Gerak Makan
Istilah ini menunjukkan kecepatan dari pahat potong maju sepanjang atau kedalam permukaan benda kerja (Amsted, 1979 : 95) atau juga disebut gerak makan. Untuk mesin yang benda kerjanya berputar seperti mesin bubut, gerak makan dinyatakan dalam milimeter tiap putaran (mm. put-1) dan dinyatakan dalam simbol s.
c. Kedalaman Pemotongan
Kedalaman pemotongan (to) atau sering disebut dengan DOC (merupakan kependekan dari kata bahasa Inggris, yaitu : Depth Of Cut) merupakan nilai kedalaman memotong yang dilakukan perkakas. Dan besarnya dinyatakan dalam milimeter (mm). Pada mesin bubut adalah masuknya pahat ke dalam benda kerja yang silindris.
2 m o o d d t (mm) dengan: do = Diameter luar (mm) dm = Diameter permukaan (mm)
Pengaruh Kondisi Pemotongan 1. Kecepatan Potong
Suhu bidang potong tergantung dari bahan benda kerjanya dan kecepatan memotong. Bahan benda kerja menentukan koefisien gesek dengan gaya-gaya potong.
Kecepatan potong adalah panjang dalam meter yang dapat dipotong dalam satu menit. Kecepatan ini menentukan jumlah panas tiap satuan waktu yang diberikan kepada bidang potong.
Penyaluran panas yang baik dengan zat pendingin yang cocok yang bersifat pelumas, memperpanjang waktu tahan dari perkakas dibengkel. Kerja kita tidak lagi bebas memilih bahan, ukuran dan penyelesaian dari benda kerja. Ini ditentukan oleh seorang perencana. Kita hanya dapat mencoba untuk memakai perkakas potong yang paling cocok menyangkut bentuk, ketahanan terhadap panas dan aus.
Ada empat faktor yang dapat mempengaruhi suhu dari bidang potong yaitu:
a. Kedalaman Potong b. Ingsutan
c. Kecepatan potong d. Pendinginan
Jika sementara pendinginan dapat diatur supaya kedalaman memotong dan ingsutan tetap konstan (sehingga gaya potong juga tetap), maka suhu bidang potong hanya dipengaruhi oleh kecepatan memotong. Berarti waktu tahan hanya tergantung dari kecepatan memotong.
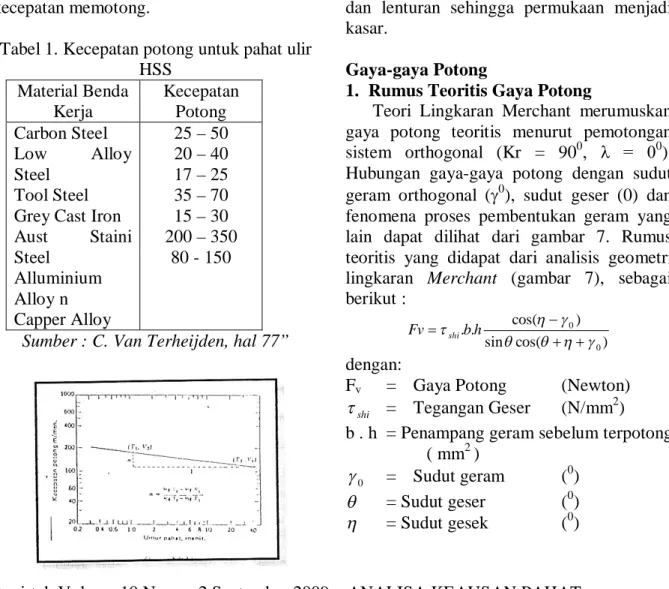
Tabel 1. Kecepatan potong untuk pahat ulir HSS Material Benda Kerja Kecepatan Potong Carbon Steel Low Alloy Steel Tool Steel Grey Cast Iron Aust Staini Steel Alluminium Alloy n Capper Alloy 25 – 50 20 – 40 17 – 25 35 – 70 15 – 30 200 – 350 80 - 150
Sumber : C. Van Terheijden, hal 77”
Gambar 6. Pengaruh Kecepatan Potong Pada Pahat HSS (Bambang P.,hal 94)
2. Dimensi Pemotongan
Umur dari pahat pada kecepatan potong yang telah ditentukan dipengaruhi oleh dimensi penguliran yaitu, kecepatan pemakanan (feed) dan kedalaman potong (depth of cut).
Demikian juga pada gaya penguliran dan laju pengerjaan material (material removal
rate). Bahwa dimensi penguliran juga
berpengaruh ada dua hal diatas. Akan tetapi dalam penentuan harganya juga dibatasi oleh faktor-faktor daya, kekakuan mesin, kekakuan pahat, defleksi mesin maksimum yang diijinkan dan surface finish. Untuk satu hak yaitu surface finish juga dipengaruhi besarnya dimensi penguliran, khususnya kecepatan pemakanan. Dengan kenaikan kecepatan penguliran, permukaan benda kerja semakin besar. Besar dimensi penguliran ini akan menaikan gaya potong dan lenturan sehingga permukaan menjadi kasar.
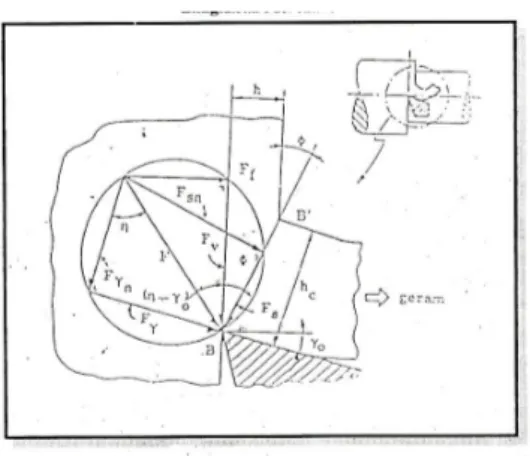
Gaya-gaya Potong
1. Rumus Teoritis Gaya Potong
Teori Lingkaran Merchant merumuskan gaya potong teoritis menurut pemotongan sistem orthogonal (Kr = 900, λ = 00). Hubungan gaya-gaya potong dengan sudut geram orthogonal (0), sudut geser (0) dan fenomena proses pembentukan geram yang lain dapat dilihat dari gambar 7. Rumus teoritis yang didapat dari analisis geometri lingkaran Merchant (gambar 7), sebagai berikut : ) cos( sin ) cos( . . 0 0 bh Fv shi dengan:
Fv = Gaya Potong (Newton)
shi
= Tegangan Geser (N/mm2) b . h = Penampang geram sebelum terpotong
( mm2 )
0
= Sudut geram (0)
= Sudut geser (0)
Gambar 7. Lingkaran Merchant
2. Rumus Empirik Gaya Potong
Secara umum gaya-gaya yang bekerja pada pahat dapat dilihat dengan memperhatikan gambar 8 berikut. Pada gambar 8. gaya-gaya yang bekerja pada pahat diuraikan menurut koordinat Cartesian, sebagai berikut :
Gambar 8. Gaya-gaya yang bekerja pada pahat (Boothroyd, 1981, Hal 28)
Metode Penelitian
Metode penelitian yang digunakan dalam penelitian ini adalah penelitian eksperimental semu (Quasi Experimental Reseach), yaitu : Untuk memperoleh informasi (dengan cara menyelidiki geometri produk) yang merupakan perkiraan bagi informasi yang dapat diperoleh dengan eksperimen yang sebenarnya dalam keadaan yang tidak memungkinkan untuk mengontrol dan atau memanipulasi semua variabel yang relevan.
Bahan Pengujian
Bahan yang digunakan dalam penelitian ini adalah :
a. Material Pahat
b. Komponen Material Pahat 1. C = 1,246% 2. Cr = 8,9 % 3. Mo = 0,712 % 4. Cu = 0,134 % 5. Si = 0,248 % c. Geometri Pahat
Sudut-sudut pahat yang digunakan adalah konstanta dengan ketentuan :
= 8 0 = 15 0 = 900
d. Material Kerja : Baja ST 50
e. Mesin bubut konvensional Merk SAN YUEN Type SY – GT 2000A
Pelaksanaan Uji
Dalam menentukan kemampuan dari pahat uji, dipakai kriteria bahwa batas keausan maksimum sebagai harga pembatas. Dan untuk menentukan dimensi umur pahat pada proses pemotongan dan penyayatan yaitu dengan mengambil salah satu dari cara-cara menentukan dimensi dengan mengukur waktu total pemotongan yang sesungguhnya.
Bahwa untuk mengukur dimensi keausan, maka diperlukan penghentian proses pada saat pemotongan dan penyayatan, sehingga pahat yang dipakai dapat diukur tingkat keausan, dalam hal ini dengan menggunakan alat yaitu mikroskop. Apabila batas keausan belum tercapai maka proses permesinan dilanjutkan untuk kemudian dihentikan yang kemudian dilihat kembali dengan menggunakan mikroskop tadi. Umur pahat adalah seluruh dari waktu pemotongan sehingga dapat dicapai batas keausan yang telah direkomendasikan oleh ISO.
Batas keausan telah dicapai apabila: Vbmax = 0,6 mm, yaitu pada mata pahat yang telah terjadi keausan atau goresan yang tidak merata (tidak teratur pada bagian pusat sisi potong) pada batas ini, maka pahat ini harus diasah lagi untuk selanjutnya dipergunakan untuk proses permesinan.
Pada percobaan ini media pendinginan tidak dipergunakan sedangkan hasil dari penelitian ini hanya dipengaruhi oleh
Analisa Hasil Penelitian
1. Hubungan Kecepatan Pemotongan Terhadap Umur Pahat Dari Rumus Umur Pahat Taylor.
Tabel 2. Nilai rata-rata dari hasil percobaan
X Y X2 Y2 XY 25 26,1 625 681,21 625,5 40 20 1600 400 800 50 17 2500 289 850 60 11,6 3600 134,56 696 175 74,7 8325 1504,77 2998,5 Dari persamaan garis regresi :
_ _ x b a Y ...(1) Dari data hasil perhitungan : Σ
_
Y = na + b Σx Σxy = a Σx + b Σx2 b = -0 . 40 Dimana data awal :
_
x = 43,75
_
y = 18,07
Dari persamaan umur pahat Taylor: VTn = C
Dimana dapat dibuat persamaan logaritmanya:
Log V + n Log T = Log C
Log T = 1/n Log C -1/ n Log V ....(2) Log 18,07 = 0,4 Log C – 0,4 Log 43,75 Log C = 1,2569 + 0,6564
0,4 Log C = 4,78
C = 60255,9
Jadi persamaan umur pahat potong type HSS Jenis Diamond :
Log T = 1/n Log C - 1/n Log V Log T = - 0,4 Log V + 0,4 . 4,78 Log T = - 0,4 Log V + 1,9133 ....(a) Atau
V . T2,5 = 60255,9 ...(b)
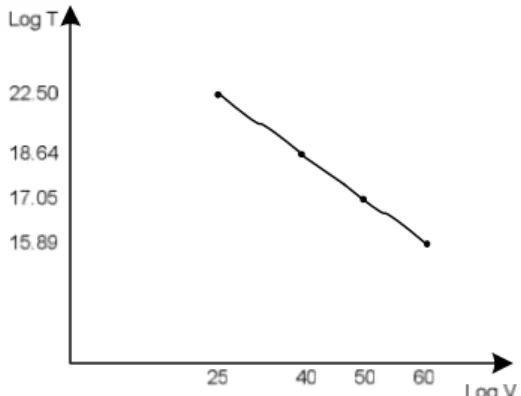
Gambar 10. Grafik hubungan kec. potong
dengan umur pahat
Jadi dapat diambil kesimpulan hubungan kecepatan potong (V) terhadap umur pahat (T) adalah, bahwa semakin besar kecepatan potong yang digunakan maka semakin pendek umur pahat (pahat akan cepat aus)
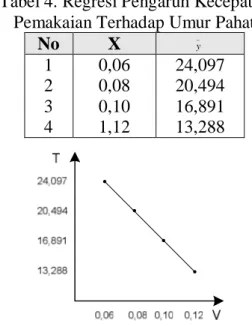
2. Observasi Regresi Pengaruh Kecepatan Pemakanan Terhadap Umur Pahat.
Tabel 3.Regresi Pengaruh Kecepatan Pemakaian Terhadap Umur Pahat
N o x (f) y x 2 y2 x . y 1 0,06 26,1 0,0036 681,21 1,566 2 0,08 17,67 0,0064 312,23 1,413 6 3 0,1 16,5 0,01 272,25 1,65 4 0,12 14,5 0,0144 210,25 1,74 Σ 0,36 74,77 0,0344 1475,9 4 6,369 6 Menentukan Koefisien Korelasi :
2 2
2 2
y y i x x i y x xy i rxy
2
2
77 , 74 94 , 1475 4 36 , 0 0344 , 0 . 4 77 , 74 36 , 0 369 , 6 . 4 x rxy 96 , 0 xy rMenentukan Garis Regresi 2 2 2 . x x i xy x x y a 2 2 2 36 , 0 . 0344 , 0 4 369 , 6 36 , 0 0344 , 0 77 , 74 x x a 906 , 34 a
2 2 . x x i y x xy i b
2
2 2 36 , 0 . 0344 , 0 4 77 , 74 36 , 0 369 , 6 4x x b 15 , 180 b Jadi Persamaan : x b a Y _ x Y 34,906 ( 180,15) _ Tabel 4. Regresi Pengaruh Kecepatan Pemakaian Terhadap Umur Pahat
No X _ y 1 2 3 4 0,06 0,08 0,10 1,12 24,097 20,494 16,891 13,288 Gambar 11. Grafik regresi pengaruh kec.
pemakaian terhadap umur pahat Dari grafik yang dapat diambil kesimpulan bahwa; semakin besar kecepatan pemakanan maka umur pahat semakin pendek (pahat cepat aus).
3. Observasi Regresi Pengaruh Kedalaman Potong Terhadap Umur Pahat.
Tabel 5.Regresi Pengaruh Kedalaman Potong Terhadap Umur Pahat
No x (f) y x2 y2 x . y 1 0,5 21,17 0,25 448,17 10,59 2 0,75 17,67 0,56 312,23 13,25 3 1 18,67 1 348,57 18,67 4 1,5 17,33 2,25 300,33 25,99 Σ 3,75 74,84 4,06 1409,3 68,5
Menentukan Koefisien Korelasi :
2 2
2 2
y y i x x i y x xy i rxy
2
2
84 , 74 3 , 1409 4 75 , 3 06 , 4 . 4 84 , 74 75 , 3 51 , 68 . 4 x rxy 91 , 0 xy rMenentukan Garis Regresi 2 2 2 . x x i xy x x y a 2 2 2 75 , 3 . 06 , 4 4 5 , 68 75 , 3 06 , 4 84 , 74 x x a 55 , 21 a 2 2 . x x i y x xy i b 2 2 2 75 , 3 . 06 , 4 4 84 , 74 75 , 3 51 , 68 4x x b 05 , 3 b Jadi Persamaan : x b a Y _ x Y 21,55 ( 3,05) _
Tabel 6. Regresi Pengaruh Kecepatan Pemakaian Terhadap Umur Pahat
No X _y 1 2 3 4 0,5 0,75 1 1,5 20,025 19,26 18,5 16,97 Gambar 12. Grafik regresi Pengaruh Kedalaman Potong Terhadap Umur Pahat Dari grafik yang dapat diambil kesimpulan bahwa; semakin besar kedalman potong yang digunakan semakin pendek umur pahat (pahat cepat aus).
Kesimpulan
Dari hasil penelitian yang telah dilakukan maka dapat ditarik kesimpulan :
1. Setiap kenaikan kecepatan potong yang ditambahkan dalam proses pemotongan logam dengan mesin bubut ini akan menyebabkan umur pahat dari pahat potong tipe HSS merk diamond pendek (pahat potong akan cepat aus).
bubut akan mempengaruhi umur pahat tipe HSS merk diamond ini yaitu umur pahat akan semakin pendek (pahat akan cepat aus).
3. Penambahan kedalaman potong pada proses pembubutan ini juga akan memperpendek umur pahat (pahat akan cepat aus).
4. Didapat persamaan umur pahat potong Tipe HSS merk Diamond :
Log T = - 0,4 Log V + 0,4 . 0,78
Daftar Pustaka
Algor Featuring FEA – Based Mechanical
Event Simulations for Virtual
Engineering.
Anang Subardi, Ir. “ Diktat Teknik
Pemotongan Logam”.
B.H. Amstead, Terjemahan Bambang Priambodo, ”Teknologi Mekanik” Jilid II.
C. Van Terheijden, Terjemahan ” Alat-alat
Perkakas I”.
Daryanto, Drs. ” Ikhtisar Praktis Teknologi
Mekanik”.
De Vries, Prof. DR. ”Winkler Prins’
Algemeene Encyclopaedie”.
Geofrey Boothroyd, “Fundamental Of Metal
Machining Machine Tools”.
John Stefford & Guy Mc Murdo, “ Metal
work Technologi”.
Syamsir A. Muin, Ir. “ Dasar-dasar
Perancangan Perkakas dan Mesin-mesin Perkakas”.
Taufiq Rochim, Dr. ” Proses-proses Permesinan”.