BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Gambaran Perusahaan
Nama Perusahaan : PT. Omron Manufacturing of Indonesia
Tahun Berdiri : 27 February 1992
Alamat : EJIP Industrial Park Plot 5C
Cikarang Selatan 17550, West-Java
Luas area / bangunan : 77.000 m2 / 32,000 m2
Capital : US$ 10 Million
Jumlah Karyawan : 2.028 Karyawan (November 2012)
Jalur Bisnis : Industri Komponen elektronik
PT. Omron Manufacturing of Indonesia Corporation didirikan oleh Kazuma
Tateisi pada tahun 1948. Tapi sebenarnya hal tersebut diawali pada tahun 1933
dimana Tateisi mendirikan sebuah pabrik kecil di Osaka yang diberi nama Tateisi
Electric Manufacturing Co. Awalnya pabrik tersebut memproduksi timer untuk mesin
X–Ray dan berlanjut dengan produksi switch, relay, sensor dengan berbagai macam
tipe. Perkembangan dan kemajuan yang pesat dan juga dampak Perang Dunia ke-2
mengakibatkan perpindahan pabrik dari Osaka ke Omuro, yaitu suatu desa di kota
Kyoto, nama Omron diambil dari nama desa Omuro.
Seiring dengan waktu, perkembangan PT. Omron Manufacturing of Indonesia
telah bergerak diberbagai bidang industri komponen elektronik, dan mempunyai
karyawan sebanyak 2.028 Karyawan (November 2012). Sebagai wujud peran serta di
masyarakat, maka PT. Omron Manufacturing of Indonesia Corporation membuat
sebuah motto “At Work for A Better Life, A Better World for All” (melalui usaha
bersama, kita tingkatkan taraf hidup kita dan masyarakat). Sejak saat itu PT. Omron
Manufacturing of Indonesia berkomitmen untuk mengikutsertakan dan
mensejahterakan masyarakat dimana PT. Omron Manufacturing of Indonesia berdiri.
4.2 Visi, Misi dan Management PT. Omron Manufacturing Of Indonesia
4.2.1 Omron Principle
Harapan dan tuntutan dari pasar internasional berubah, seiring dengan
trend dari luar yang memberikan pengaruh kuat, munculnya ketertarikan akan
investasi yang bertanggung-jawab atas aspek sosial, semakin meluasnya
regulasi/aturan mengenai lingkungan hidup, dan sering terjadinya penyelewengan
dalam suatu perusahaan mendorong penanam modal, partner usaha dan organisasi
dunia untuk melakukan evaluasi yang ketat pada perusahaan.
Semenjak awal dari berdirinya PT. Omron Manufacturing of Indonesia sudah
menjadi perusahaan berorientasi CSR (Corporate Social Responsibility). Semangat
dibalik moto PT . Omron Manufacturing of Indonesia Indonesia yaitu “At work for a
better life, a better world for all” sangat sesuai dengan konsep CSR masa kini.
Filosofi yang sangat mendasar dan esensial dari keberadaan yang harmonis dengan
4.2.2 Nilai Inti Perusahaan
“Bekerja demi kesejahteraan masyarakat” Pendiri PT. Omron Manufacturing
of Indonesia yakin bahwa alasan Group omron ini ada adalah untuk melayani
masyarakat, dan bahwa hal ini tercapai maka perusahaan akan mendapatkan
keuntungan serta pertumbuhan jangka panjang. Beliau juga percaya bahwa hanya
perusahaan yang bisa memberikan nilai tambah dan memenuhi kebutuhan sosialnya
akan mendapat kepercayaan dan hormat dari masyarakat. Dalam konteks ini, PT.
Omron Manufacturing of Indonesia akan berjuang untuk menjadi warga perusahaan
yang berharga yang memberikan komitmen untuk :
1. Membangun kepercayaan dan keyakinan dengan seluruh rekanan usaha
melalui hubungan yang bersifat membangun.
2. Menunjukan integritas, keadilan, dan keterbukaan dalam seluruh aktifitas
usaha.
3. Memberikan kontribusi terhadap perkembangan masyarakat yang terus
menerus dengan menempatkan kebutuhannya secara seimbang, dengan
mempertimbangkan kondisi ekonomi, lingkungan, dan akibat sosial dari
4.2.3 Prinsip-Prinsip Manajemen
Dalam menjalankan usahanya, PT. Omron Manufacturing of Indonesia
mempunyai prinsip-prinsip manajemen sebagai salah satu pegangan dalam upaya
mengelolah usahanya, adapun prinsip-prinsipnya sebagai berikut:
1. Menantang diri sendiri untuk selalu melakukan yang lebih baik. Group
memandangdiri sendiri selalu menjadi perusahaan yang berkembang besar
danberjuang untuk terus menerus mengambil tantangan baru.
2. Inovasi yang didorong oleh kebutuhan sosial. Dengan melakukan kapitalisasi
dalam kompetensi utama group atas kepemilikan teknologi system control dan
sensor, group secara terus men erus mempromosikan kreatifitas dan inovasi,
menarik inspirasi dari potensi yang dibutuhkan masyarakat dimasa mendatang
3. Menghargai kemanusiaan. PT. Omron Manufacturing of Indonesia
memutuskan untuk mengambil bagian dalam mengembangkan masyarakat
dimana setiap orang dapat menghargai kehidupan dan mengalami kebanggaan
dalam suatu pencapaian dan secara bersamaan menyadari sepenuhnya potensi
manusia dalam ilmu pengetahuan.
4.2.4 Komitmen Management
Dalam menjalankan usahanya, PT. Omron Manufacturing of Indonesia
melaksanakan praktek manajemen berdasarkan prinsip manajemennya, adapun
komitmen manajemennya adalah sebagai berikut:
1. Menghargai Individu dan Keragamannya
Kami menghargai setiap individu dan keragaman dari seluruh karyawan yang
ada sekarang maupun yang akan datang, dan mendukung orang-orang yang
menunjukan kepercayaan diri.
2. Kepuasan Pelanggan yang Maksimal
Kita mengarahkan untuk memaksimalkan kepuasan pelanggan berdasarkan
kebijakan “Quality First” dan dengan memberikan produk dan layanan yang
terbaik.
3. Membangun Relasi Dengan Pemegang Saham
Kita mengarahkan untuk memenuhi kebutuhan para pemegang saham dengan
meningkatkan nilai perusahaan dan memberikan nilai pada pemegang saham
kita tingkat pengembalian yang memadai dalam bentuk dividen, sambil
mempromosikan praktek manajemen yang memberikan kita kepercayaan
jangka panjang dari pemegang saham.
4. Kesadaran dan penerapan Corporate Citizenship
Sebagai bagian dari masyarakat global, kita berusaha untuk memberikan
dimana group beroperasi, sambil berusaha untuk menjaga sumber alam dan
lingkungan.
4.2.5 Prinsip Acuan Pelaksanaan
Dalam menjalankan usahanya, PT. Omron Manufacturing of Indonesia
mempunyai prinsip acuan pelaksanaan sebagai prinsip pelaksanaan yang harus
diutamakan dan dilaksanakan oleh setiap karyawan dalam aktifitas sehari-hari,
adapun prinsip acuan pelaksanaannya adalah sebagai berikut:
1. Quality First (Utamakan kualitas)
Secara terus menerus berusaha untuk meningkatkan kualiras produk dan
pelayanan yang kita tawarkan dan akan meneruskan konsep kualitas tersebut
kesetiap aspek pekerjaan.
2. Komitmen yang Kuat Untuk Menantang Diri Sendiri
Mencari tantangan untuk enciptakan nilai-nilai baru dengan target yang tinggi,
menunjukan semangat yang tinggi, dan secara konsisten berusaha menuju
pencapaian yang lebih besar.
3. Integritas dan Etika yang Tinggi
Secara ketat mengikuti hokum, regulasi, dan aturan-aturan yang berlaku
tinggi berdasarkan kesadaran yang kuat atas tanggungjawab social dan
keyakinan yang baik.
4. Keyakinan Diri dan Saling Mendukung
Berfikir dan bertindak dengan percaya diri, mendukung kerjasama tim dengan
saling menghargai.
4.2.6 Visi PT. Omron Manufacturing of Indonesia
Perusahaan PT. Omron Manufacturing of Indonesia mempunyai Visi, adapun
visinya adalah menjadi perusahaan manufaktur komponen elektronik yang terbaik
yang mampu bersaing secara kompetitif dalam hal Kualitas dan Biaya (To be best
Electronic Manufacture Component factory in Quality and Cost Competitiveness).
4.2.7 Misi PT. Omron Manufacturing of Indonesia
Perusahaan PT. Omron Manufacturing of Indonesia mempunyai Misi, adapun
misinya adalah Mengungguli persaingan yang kompetitif dengan mengurangi F-Cost
dan Customer Claim, meningkatkan nilai tambah perusahaan, dan mengurangi
Manufacturing Cost. (Reduce F-Cost & Costumer Claim, Increase Manufacturing
Value Added, Reduce Manufacturing Cost, Strengthen PT. OMI Indonesia
4.3 Produk dan Kebijakan Mutu PT. Omron Manufacturing of Indonesia
4.3.1 Produk
Perusahaan PT. Omron Manufacturing of Indonesia adalah sebuah perusahaan
yang bergerak dibidang sektor industri elektronik. Hasil produksi perusahaan di
ekspor ke beberapa negara seperti Australia, Asia, dan Eropa. Saat ini perusahaan
menghasilkan produk dibidang elektronik antara lain Sensor, Switch, Relay, Socket
dengan berbagai macam jenis tipe sesuai dengan jenis penggunaannya seperti pada
gambar dibawah ini:
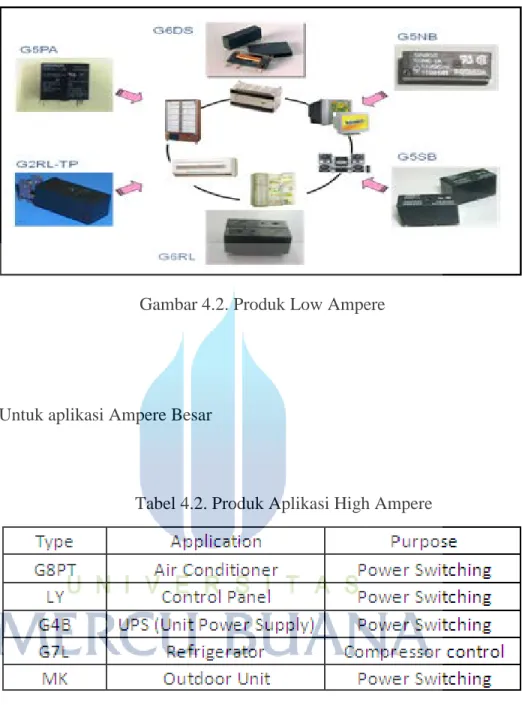
1. Produk Untuk Aplikasi Ampere Kecil
2. Produk Untuk aplikasi Ampere Besar
Gambar 4.2. Produk Low Ampere
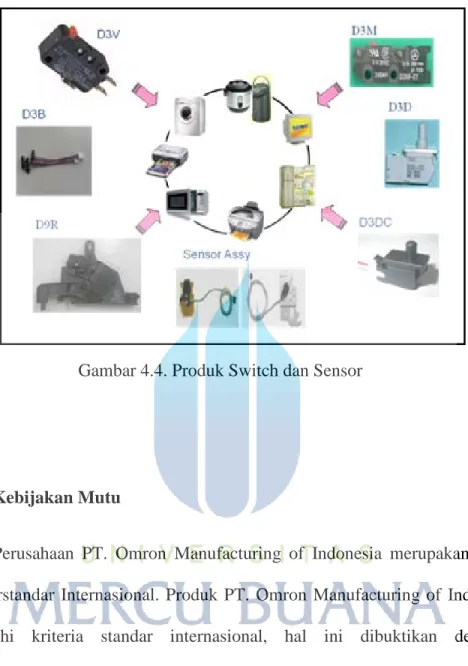
3. Produk Switch dan Sensor Assy Type Application D3M AC, Refrigerator D3D Refrigerator L-Type Oven D3DC AC D2FD Washing Machine C4V Magic Lantern P8 Printer SS Electric Curtain A8L
Foto Copy Machine, Power Lamp
A8GS Switch Auto Selonoid D2X Printer
Gambar 4.3. Produk High Ampere
4.3.2 Kebijakan Mutu
Perusahaan PT. Omron Manufacturing of Indonesia merupakan perusahaan
yang berstandar Internasional. Produk PT. Omron Manufacturing of Indonesia telah
memenuhi kriteria standar internasional, hal ini dibuktikan dengan telah
disertifikasinya PT. Omron Manufacturing of Indonesia oleh ISO (International
Standard Organization). ISO merupakan badan yang mengeluarkan sertifikasi
Internasional mengenai standar-standar yang dipakai dalam dunia usaha, baik usaha
di bidang manufaktur, usaha di bidang jasa, usaha di bidang kesehatan dan
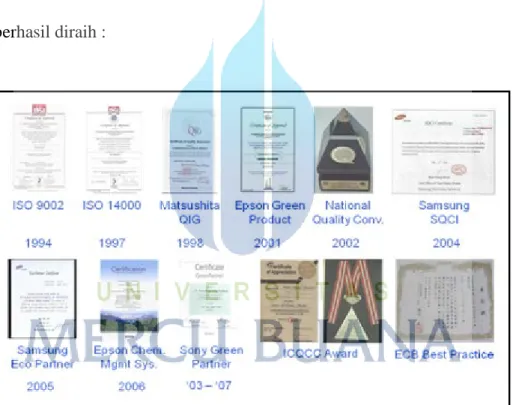
usaha-usaha lain sebagainya. Selain itu, PT. Omron Manufacturing of Indonesia juga
mendapatkan beberapa sertifikasi sosial atas beberapa kegiatan yang dilakukannya, Gambar 4.4. Produk Switch dan Sensor
seperti sertifikasi QIG dari Matsushita, Epson Green Product, Samsung SQCI,
Samsung Eco Partner, Epson Chemical Management System, Sony Green Partner,
ICQCC Award dan ECB Best Practice.
Seluruh Produk yang dihasilkan oleh PT. Omron Manufacturing of Indonesia
telah memenuhi standard dari IEC (International Electronic Commision) serta
standard nasional di berbagai Negara tujuan distribusi produk seperti United Stated
(UL), Canada (CSA), Jerman (VDE dan TUV), berikut adalah beberapa sertifikat
yang berhasil diraih :
Gambar 4.5. Sertifikasi Standar Mutu dan Penghargaan PT. Omron Manufacturing of Indonesia
4.4 Pengolahan Data
4.4.1 Bentuk Fisik Produk
Sebelum membahas lebih dalam mengenai penelitian ini maka lebih baiknya
untuk mengenal bentuk fisik dari produk tipe A8L yang menjadi objek penelitian ini.
4.4.2 Proses Produksi Produk Switch Tipe A8L
Untuk lebih memahami pembahasan maka penulis akan meguraikan proses
produksi switch tipe A8L. Penguraian proses produksi ini dibahas secara berurutan,
mulai dari proses pertama, kedua kemudian sampai proses berikutnya sampai selesai
menjadi produk jadi. Adapun uraiannya adalah sebagai berikut:
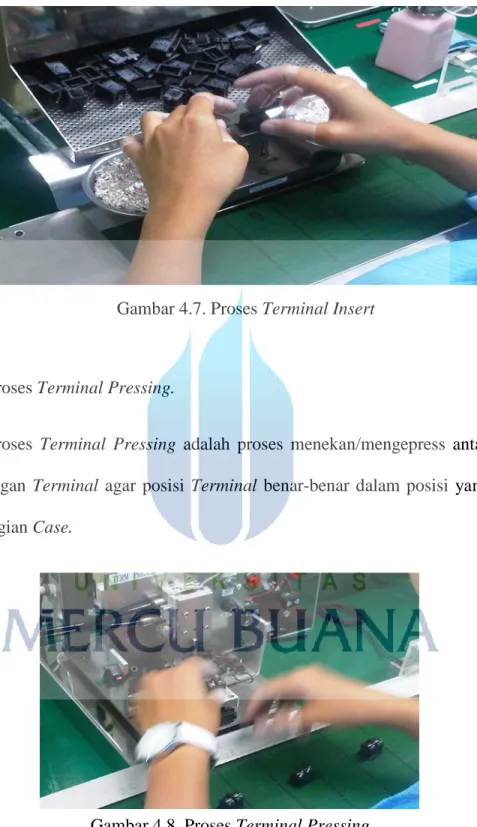
1. Proses Terminal Insert.
Proses Terminal Insert adalah proses memasang terminal-terminal yang
terbuat dari bahan konduktor ke dalam bagian Case Switch. Dalam kegunaannya
terminal berfungsi sebagai penghantar listrik utama. Proses ini terdiri dua stasion. Gambar 4.6. Bentuk Fisik Produk tipe A8L
2. Proses Terminal Pressing.
Proses Terminal Pressing adalah proses menekan/mengepress antara bagian
Case dengan Terminal agar posisi Terminal benar-benar dalam posisi yang tepat di
dalam bagian Case.
Gambar 4.7. Proses Terminal Insert
3. Proses Terminal Coulking.
Proses Terminal Coulking adalah proses membelah sedikit bagian Terminal
yang berada di area luar Case, tujuan dari proses ini supaya posisi Terminal sedikit
terbelah dan mengunci ke Case sehingga posisi terminal kencang.
4. Proses Appearance Terminal Coulking.
Proses Appearance Terminal Coulking adalah proses pemeriksaan hasil dari
proses Terminal Coulking secara visual, tujuan dari proses ini adalah untuk
mengetahui apakah terjadi abnormal seperti produk pecah, tergores, kurang press,
terminal bengkok atau kendor.
5. proses Sucking Blowing.
proses Sucking Blowing adalah proses untuk membersihkan Produk dari dust
(debu) dengan cara di blowing (ditiup) dengan angin agar kotoran atau debu yang
menempel di produk jatuh dan di Sucking (disedot) dengan Vaccum agar kotoran
yang telah lepas tidak menempel lagi ke produk.
Gambar 4.10. Proses Appearance Terminal Coulking
6. Proses Greassing.
Proses Greassing adalah proses pemberian pelumas ke bagian Terminal yang
menjadi tumpuan gesekan antara Terminal dengan Moving.
7. Proses Appearance Greassing.
Proses Appearance Greassing adalah proses untuk memeriksa apakah letak
posisi dan jumlah Greass yang berada diproduk sudah tepat dan sesuai standar atau
tidak.
Gambar 4.12. Proses Greassing
8. Proses Moving Insert.
Proses Moving Insert adalah proses memasang komponen Moving kedalam
Case. Kegunaan Moving adalah sebagai penghantar listrik dimana bagian Contact
Moving dan Contact Terminal dalam kondisi NO (Normally Open) atau NC
(Normally Close). Proses ini terdiri dua stasion.
9. Proses Spring Insert.
Proses Spring Insert adalah proses pemasangan komponen Spring kedalam
produk. Kegunaan dari Spring ini untuk mengatur kondisi Phuss Button pada saat
Phuss Button di tekan. Proses ini terdiri dua stasion.
10. Proses Button Insert.
Button Insert adalah proses pemasangan Button. Tujuan dari pemasangan
Button ini dalah untuk merubah posisi kerja produk dari kondisi NO (Normally Open)
ke kondisi NC (Normally Close) ataupun sebaliknya dengan cara menekan Button.
Proses ini terdiri dua stasion.
Gambar 4.15. Proses Spring Insert
11. Proses Feeling Check.
Proses Feeling Check adalah proses pemeriksaan dari kondisi Button ditekan
berulang-ulang, apakah proses penekanan Button itu lancar atau tidak. Biasanya jika
terjadi masalah maka gerakan Button tidak lancar dan akan terasa seret, macet atau
keras.
12. Proses High Voltage Inspection (HV).
Proses High Voltage Inspection adalah proses pemeriksaan
ketahanan/kemampuan produk saat di beri tegangan listrik. Tegangan yang digunakan
sebesar 1250 Volt.
13. Proses Contact Resistant Inspection (CR).
Proses Contact Resistant Inspection adalah proses pemeriksaan seberapa besar
hambatan yang dimiliki produk dalam bekerja. Semakin besar nilai hambatan (R)
maka semakin menurn kualitas produk, begitupun sebaliknya. Gambar 4.18. Proses High Voltage Inspection
14. Proses Release Position Inspection (RP).
Proses Release Position Inspection adalah proses pemeriksaan seberapa jauh
jarak saat kondisi produk melepaskan kontaknya dari posisi NO (Normally Open) ke
NC (Normally Close) ataupun sebaliknya. Satuan dari jarak RP adalah Milimeter.
Proses ini terdiri dua stasion.
15. Proses Marking Lot.
Proses Marking Lot adalah proses pemberian nomor lot number produksi.
Proses lot number ini menggunakan mesin laser.
16. Proses Appearance 1.
Proses Appearance 1 adalah proses pemeriksaan fisik produk secara visual
meliputi pemeriksaan kondisi Terminal, Case, Button. Gambar 4.21. Proses Marking Lot
17. Proses Appearance 2.
Proses Appearance 2 adalah proses pemeriksaan fisik produk secara visual
meliputi pemeriksaan kondisi Marking Case dan Marking Lot. Proses ini merupakan
proses akhir dari pembuatan produk di line.
4.4.3 Jenis Defect Produk Type A8L
Dalam memproduksi produk type A8L tidak sedikit masalah yang terjadi pada
proses berlangsungnya pembuatan produk tersebut, hal ini mengakibatkan Defect
pada produk. Berdasarkan hasil pengamatan maka jenis Defect yang terjadi pada
produk type A8L adalah sebagai berikut :
a) Case Scratch, yaitu kondisi part tergores.
b) Case Shortmold, yaitu kondisi part yang berbahan plastik mempunyai bentuk
yang tidak sempurna akibat cacat pada proses molding.
c) Case Dented, yaitu kondisi part dalam keadaan gumpil.
d) Case Crack, yaitu kondisi part dalam keadaan retak, pecah ataupun rusak.
e) No Contact, yaitu kondisi Terminal atau Moving tanpa ada contact, hal ini
biasanya disebabkan karena initial part (problem pada proses stamping part).
f) Change Colour, yaitu kondisi dimana terjadinya perubahan warna pada part.
g) Finger print, yaitu kondisi produk yang terkontaminasi langsung oleh jari
tangan manusia sehingga jejak sidik jarinya tertinggal di produk.
h) CR (Contact Resistant) Out, yaitu kondisi dimana nilai resistan (R) produk
melebihi batas nilai yang ditentukan (Out Range) atau bahkan nilai R nya
tidak terbaca (nol).
i) HV (High Voltage) Out, yaitu kondisi dimana terjadinya loncatan arus listrik
pada saat kondisi switch dalam keadaan normal (tidak di operasikan) ketika
switch diberi tegangan tinggi.
j) Felling NG, yaitu kondisi dimana felling dari switch ketika dioperasikan tidak
smooth (tidak halus/macet).
k) RP (Release Position) Out, yaitu kondisi dimana posisi lepasnya Contact dari
kondisi operasi ke kondisi awal dengan nilai melebihi batas yang ditentukan
4.5 Pengolahan Data
4.5.1 Pengolahan Data Sebelum Perbaikan
Data yang dikumpulkan dari hasil penelitian adalah data mengenai produksi
line produksi Switch Type A8L yaitu Takt Time proses, jumlah output dan data Claim.
Untuk lebih jelasnya mengenai data tersebut maka perhatikan berikut ini:
1. Data Takt Time Proses Line A8L
Dari hasil penelitian yang telah dilakukan, di dapat data Takt Time dari
masing-masing proses produksi, data tersebut terlihat seperti dibawah ini:
2. Data Output Produksi Tipe A8L
Produk Switch tipe A8L merupakan produk yang bisa digunakan pada
tegangan tinggi atau pun rendah. Kondisi line produksi yang manual dengan
memerlukan jumlah operator yang banyak merupakan line produksi yang kurang
ideal bagi sistem manufaktur di indonesia. Line manual mempunyai beberapa
kekurangan, diantaranya jumlah output yang kurang maksimal, berikut ini merupakan
output yang dicapai selama tiga bulan:
Month Output (pcs) Jan (Week 1) 29.218 Jan (Week 2) 28.937 Jan (Week 3) 29.008 Jan (Week 4) 29.131 Jan (1 Day) 5.927 Feb (Week 1) 29.356 Feb (Week 2) 28.813 Feb (Week 3) 28.152 Feb (Week 4) 28.587 Feb (1 Day) 5.924 Mar (Week 1) 29.156 Mar (Week 2) 28.811 Mar (Week 3) 29.142 Mar (Week 4) 28.945 Mar (1 Day) 5.911 Total 365.018
Dari data pencapaian output produksi selama tiga bulan terakhir pada
produk tipe A8L diatas, maka dapat diambil pengertian bahwa dengan kondisi
line manual seperti ini pencapaian output sesuai target pada tiap bulannya
merupakan sesuatu yang cukup sulit, oleh karena itu perlu diadakannya
perbaikan yang memfokuskan aktivitas perbaikan produktivitas kinerja dan
kualitas pada produk tipe A8L. Penyebab terbesar kurangnya output produksi
disebabkan karena terlalu seringnya mesin Inspection mengalami Break Down
pada saat produksi sedang berjalan. Masalah Break Down mesin sudah menjadi
masalah klasik dan disebabkan karena penggunaan bahan spare part yang
kualitasnya kurang baik, seperti penggunaan bahan dan ukuran probe yang kecil,
cylinder yang tidak tepat dalam aplikasi dan lain sebagainya. Berikut merupakan
data Break Down Mesin selama tiga bulan terakhir:
Target
Break Down Machine CR Insp
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 42 Feb 1 22 Mar 1 47
2 74 2 57 2 66
3 38 3 64 3 32
4 41 4 48 4 34
1 Day 0 1 Day 0 1 Day 0
Jumlah 195 191 179
Total 565 min
Break Down Machine HV Insp
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 11 Feb 1 0 Mar 1 17
2 14 2 13 2 12
3 8 3 16 3 15
4 19 4 4 4 17
1 Day 0 1 Day 0 1 Day 0
Jumlah 52 33 61
Total 146 min
Break Down Machine RP 1&2 Insp
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 10 Feb 1 0 Mar 1 11
2 8 2 0 2 8
3 9 3 0 3 17
4 7 4 7 4 10
1 Day 0 1 Day 0 1 Day 0
Jumlah 34 7 46
Total 87 min
Break Down Machine Coulking
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 0 Mar 1 0
2 0 2 0 2 0
3 0 3 48 3 0
4 0 4 0 4 22
1 Day 0 1 Day 0 1 Day 0
Jumlah 0 48 22
Total 70 min
Break Down Machine S/B
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 4 Mar 1 0
2 7 2 0 2 0
3 0 3 0 3 0
4 0 4 9 4 0
1 Day 0 1 Day 0 1 Day 0
Jumlah 7 13 0
Total 20 min
Break Down Machine Marking
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 0 Mar 1 0
2 0 2 0 2 0
3 0 3 0 3 0
4 0 4 28 4 0
1 Day 0 1 Day 0 1 Day 0
Jumlah 0 28 0
Total 28 min
Dalam upaya meningkatkan produktivitas kinerja maka perusahaan PT.
Omron Manufacturing of Indonesia menggunakan manajemen indeks untuk
mengukur tingkat produktivitas kinerja. Manajemen indeks yang digunakan
dalam adalah Production Time (PT) dan Productivity Performance. Production
Time (PT) adalah waktu yang diperlukan oleh sejumlah orang operator untuk
menghasilkan produk, sedangkan Productivity Performance adalah produktivitas
kinerja produksi yang telah dicapai terhadap output. Adapun formulasinya adalah
sebagai berikut :
Dimana:
- Working hours merupakan waktu dalam satuan detik. 480 menit (28800 detik)
- Jumlah operator merupakan banyaknya operator yang mengerjakan. Terdapat 21
operator di line produksi A8L
- TO merupakan Target Output produk jadi yang harus dicapai dalam satuan pcs.
Dimana:
- Working hours merupakan waktu dalam satuan detik. 480 menit (28800 detik) Production Time (sec.opt/pcs) = Working hours (sec) x jumlah operator
Target Output
Target Output (pcs) =
Speed line process (sec/pcs) Working hours (sec) x Effisiensi(%)
- Effesiensi merupakan besarnya keefesienan line produksi berjalan dalam satuan
persen. Effisiensi yang digunakan sebesar 85%.
- Speed line process merupakan kecepatan dari masing-masing proses dalam
menghasilkan produk dalam satuan detik/pcs.Speed yang digunakan 4,13 detik.
Dimana:
- Jumlah produk yang berhasil dibuat.
- TO merupakan Target Output produk jadi yang harus dicapai dalam satuan pcs.
Nilai Production Time (PT) berbanding terbalik dengan Productivity
performance (output) yang dihasilkan. Jika Nilai Production Time (PT) besar, maka
Productivity performance (output) bernilai kecil. Sebaliknya Jika Nilai Production
Time (PT) kecil, maka Productivity performance (output) bernilai besar. Untuk lebih
jelas mengenai hubungan Nilai Production Time (PT) dan nilai Output, maka
perhatikan gambar dibawah:
Productivity performance = Hasil yang dicapai
Hasil yang harus dicapai = Target Output Actual Output
Berdasarkan kondisi line produksi dan aturan perusahaan maka perhitungan
manajemen indeks yang digunakan adalah sebagai berikut:
Dari data output produksi selama tiga bulan berturut-turut terlihat bahwa
produksi tidak bisa mencapai target, kurangnya output membuktikan bahwa
PT Productivity
Performance
Hubungan PT dengan Productivity Performance
Gambar 4.26. Hubungan keterkaitan Production Time dengan Productivity Performance
Target Output (pcs) =
Speed line process (sec/pcs) Working hours (sec) x Effisiensi(%)
= 28800 sec x 85%
4,13 sec = 5.927 pcs
Production Time (sec.opt/pcs) =
Target Output
Working hours (sec) x jumlah operator
= 28800 sec x 21opt
produktivitas kinerjanya tidak maksimal, berikut pencapaian produktivitas kinerja
rata-rata selama bulan Januari, Februari dan Maret tahun 2012:
3. Data Claim Produk Tipe A8L
Claim produk merupakan pengembalian produk yang sudah jadi di karenakan
produk tersebut memiliki cacat terhadap kualitas (Defect). Berdasarkan dari data
Claim yang telah berhasil dikumpulkan maka berikut ini merupakan data Claim
produk tipe A8L :
Month A8L CLAIM High Voltage (HV) (pcs) Contact Resistan (CR) (pcs) Release Position (RP) (pcs) Coulking (pcs) Jan 64 165 65 0 Feb 27 114 8 6 Mar 21 42 26 11 Jumlah 112 321 99 17 Total 549 (pcs)
Tabel 4.7. Claim tipe A8L Selama Tiga Bulan Average Production = [Jan+Feb+Mar] / 3
= [122.221 + 120.832 + 121.965] / 3 = 121. 673 pcs/month
Productivity Performance = Actual output Target Output
Berdasarkan dari data diatas, frekuensi Claim pada produk tipe A8L tergolong
cukup tinggi dan hal ini harus dilakukan perbaikan secepatnya, untuk melakukan
perbaikan yang tepat terhadap Defect ini mka perlu dilakukan analisa agar langkah
perbaikan bisa dilakukan dengan tepat. Dalam melakukan analisa terhadap
permasalahan maka digunakan diagram Pareto sebagai alat bantu untuk mengetahui
faktor terbesar penyebab Claim, untuk lebih jelasnya perhatikan gambar dibawah ini:
No Jenis Defect Frekuensi Presentase (%) Presentase Kumulatif (%) 1 Contact Resistant 321 58,47 58,47 2 High Voltage 112 20,4 78,87 3 Release Position 99 18,03 96,9 4 Coulking 17 3,1 100 Total 549 100
Gambar 4.27. Data Claim Produk Tipe A8L
Dari data Claim produk diatas, dapat di lihat Claim terbesar adalah Contact
Resistant sebesar 58,47% (321 pcs), High Voltage sebesar 20,4% (112 pcs) dan
Release Position sebesar 18,03% (99 pcs) dengan total akumulasi keseluruhan 96,9%
(532 pcs). Secara proses kerja, proses bagian tersebut dibutuhkan ketelitian yang
lebih dibandingkan dengan proses lainnya. Faktor terbesar Claim tersebut di
sebabkan oleh Humman Error.
4.5.2 Alur Proses Produksi A8L
Dalam menganalisa permasalaha yang diangkat, maka memahami alur proses
produksi Switch tipe A8L sangat bisa membantu untuk mengambil langkah
P R OC ESS 13 B UT T ON S/ B P R OC ESS 2, T ER .P R ES SI NG P R OC ESS 3, T ER . CA UL KI NG P R OC ESS 5 T ER. BE ND 2 P R OC ESS 7 T ERM . G RE AS IN G P R OC ESS 6 T ER M . CHE CK P R OC ESS 9 M OV .P LA TE IN SE R TIN G P R OC ESS 12 SP R ING I NS ER T ING P R OC ESS 14 B UT T ON INS ER T ING P R OC ESS 15 FL ICK ER ING P R OC ESS 16 HV I NS P . P R OC ESS 17 CR I NS P . P R OC ESS 18 R P INS P ECT IO N P R OC ESS 19 T ER M .P ICH G A UG E INS P P R OC ESS 20 A PP 1 P R OC ESS 21 A PP 2 P R OC ESS 8 M IC R OS COP E 3 5 6 8 9 10 11 12 13 17 18 25 20 21 22 23 24 26 27 28 29 1 2 3 9 8 7 6 5 4 21 20 19 18 11 10 17 16 15 14 13 12 1. Terminal Insert 1 2. Terminal Insert 2 3. Terminal Press 4. Terminal Coulking
5. Appearance Terminal Coulking 6. Greassing 7. Appearance Greassing 8. Movable Insert 1 10. Spring Insert 1 12. Button Insert 1 14. Feeling Check 9. Movable Insert 2 11. Spring Insert 2 13. Button Insert 2
15. High Voltage Inspection 16. Contact Resistant Inspection
17. Release Position 1
19. Marking Lot 18. Release Position 2
20. Appearance 1 21. Appearance 2
4.5.3 Analisa Diagram Sebab Akibat (Fish Bone)
Setelah memahami dan mengetahui mengenai permasalahannya maka tahap
berikutnya mencari faktor-faktor yang bisa menyebabkan terganggunya terjadinya
defect yang akhirnya terjadi Claim. Tahap selanjutnya penulis akan menggunakan
alat bantu Diagram sebab akibat (Fish bone Diagram) untuk mengetahui akar
penyebab / pangkal timbulnya permasalahan. Diagram sebab akibat memperlihatkan
hubungan masalah dengan kemungkinan penyebabnya serta faktor-faktor yang
mempengaruhinya. Faktor-faktor yang mempengaruhi dari penyebab terjadinya
defect produk secara umum adalah sebagai berikut:
1. Manusia (Man), Adalah para pekerja atau operator yang terlibat dalam
proses produksi.
2. Material (Material), Adalah segala sesuatu yang diperlukan oleh
perusahaan untuk membuat produk.
3. Mesin (Machine), Adalah semua peralatan yang digunakan dalam
membantu proses produksi di line.
4. Metode (Methode), Adalah segala sesuatu cara atau metode yang dipakai
dalam proses produksi.
5. Lingkungan (Environment), Keadaan sekitar perusahaan secara langsung
maupun tidak langsung yang mempengaruhi lingkungan kerja pada proses
Setelah berhasil diketahui jenis-jenis defect yang dominan seperti yang
digambarkan pada diagram pareto di atas, maka tahap selanjutnya mencari
peyebab-penyebab defect yang mengakibatkan Claim tersebut dengan menggunakan alat bantu
Fishbone Diagram untuk menelusuri dari faktor 4M + 1E.
Produk
Defect
Redswitch intermitent Wiring power tidak tepat Cylinder lemah Karet seal bocor Machine Kurang fokus Cara menekan button yang salahSpare part tidak bagus
Operator baru bercanda
ngobrol ngantuk Man Penglihatan kurang nyaman Pencahayaan tidak standar AC kurang optimal Suhu ruangan panas Environment WGS kerja kurang jelas Metode Coulking salah Pengecheck an range tidak rutin Method Part scratch Terminal bend Miss shortir Material
Gambar 4.29. Diagram Fish Bone Permasalahan Produk Defect
Program tidak safety Prod. lolos tidak terinspection Operator kurang paham Kelelahan Probe dan Recetacycle terlalu kecil
Dari diagram Fish Bone diatas, masalah pada produk defect dapat disebabkan
oleh beberapa faktor berikut:
1. Faktor Manusia (Man)
a. Operator Baru sehingga belum begitu mengerti bekerja yang baik seperti
bagaimana.
b. Produk lolos tidak dilakukan inspection karena operator tidak fokus, ngantuk,
bercanda, ngobrol dalam bekerja dan merasa lelah.
c. Operator kurang paham mengenai pekerjaannya walaupun dia sudah cukup
lama dibagian proses tersebut.
2. Faktor Mesin (Machine)
a. Cylinder lemah dikarenakan seal pada shaft cylinder bocor/rusak.
b. Redswitch cepat intermitend/rusak, hal ini dikarenakan sistem wiring power
kelistrikan yang kurang tepat sehingga sinyal dari Redswitch tidak sinkron
dengan program mesin.
c. Spare part kurang bagus hal ini mengakibatkan Mesin cepat rusak karena
spare part rusak atau terlalu kecil.
d. Program tidak safety hal ini mengakibatkan rangkaian proses inspection
kurang sempurna.
3. Faktor Metode (Method)
a. WGS (Work Guide Sheet) kurang jelas, hal ini mengakibatkan cara kerja
operator tidak tepat dikarenakan operator tidak bisa menangkap arti dari
b. Metode Coulking yang salah mengakibatkan terminal scratch dan bend.
c. Pengecheckan range yang tidak dilakukan secara rutin, sebaiknya dilakukan
pengecheckan setiap 1 jam sekali dengan mengambil beberapa sample produk.
Hal ini bertujuan untuk memastikan produk yang di proses masih masuk
dalam kualitas yang baik.
d. Cara menekan button yang salah saat proses inspection mengakibatkan sinyal
GOOD produk pada program mesin tidak mencapai nilai yang semestinya.
Minimal menekan button pada kondisi NO dan NC sebanyak tiga kali.
4. Faktor Material (Material)
a. Part bend, kondisi part yang memang sudah bend (bengkok) dari awal lalu
part tersebut tidak terdeteksi setelah dilakukan shorter.
b. Part scratch, kondisi part yang permukaannya memiliki goresan-goresan kecil,
hal ini di sebabkan penanganan material yang kurang tepat.
5. Faktor Lingkungan (Environment)
a. Suhu ruangan kerja panas, karena fungsi dari Air Conditioner (AC) kurang
optimal.
b. Penglihatan kurang nyaman, karena sistem pencahayaan yang tidak standar
4.5.4 Perbaikan
Berdasarkan Diagram Fish Bone diatas, telah diketahui penyebab
permasalahannya, maka tahap selanjutnya dilakukan perbaikan. Adapun perbaikan
1. Faktor Manusia (Man)
a. Diadakan pelatihan (Trainning) mengenai produk Switch A8L kepada eluruh
karyawan yang bekerja di bagian pembuat produk tersebut.
b. Tidak mengganti-gantikan operator dalam satu proses ke proses lain.
c. Khusus untuk karyawan yang menjabat Leading dan Leader di line A8L di
wajibkan menguasai semua pengetahuan mengenai Assembly hingga
Character Inspection, serta bisa melakukan pengukuran Character Inspection
secara manual.
2. Faktor Mesin (Machine)
a. Mengganti mesin yang lama (manual) dengan mesin yang baru (Auto) dengan
sistem LCA (Low Cost Automachine).
b. Menggunakan spare part yang standar pada setiap aplikasi fungsi mesin, agar
mesin lebih tahan lama, stabil dan awet.
c. Wiring power kelistrikan dilakukan dengan mengacu pada peraturan standar
Gambar 4.30. Pergantian Mesin Manual Feeling, HV, CR dan RP Inspection Menjadi Mesin Auto Inspection
3. Faktor Metode (Method)
a. Dibuat WGS (Work Guide Sheet) yang jelas, sehingga operator bisa mengerti
arti dari WGS tersebut dan dapat bekerja dengan baik.
b. Setiap satu jam sekali dilakukan pengukuran Character Inspection produk
secara manual dengan mengambil beberapa Sample produk yang sudah jadi.
Pengukuran tersebut dilakukan di bagian QA (Quality Assurance).
4. Faktor Material (Material)
a. Sebelum part di pakai untuk produksi maka dilakukan pengecheckan part
(Shorter) terlebih dahulu.
b. Dibuatkan WGS untuk penanganan material (Material Handling).
Gambar 4.31. Pengecheckan Material (Shorter) Sebelum material Dipakai Untuk Produksi
5. Faktor Lingkungan (Environment)
a. Menambah AC (Air Conditioner) pada ruang produksi dan melakukan kontrol
terhadap suhu ruangan produksi agar suhu ruangan tidak panas.
b. Mengganti daya lampu penerangan dengan daya yang lebih besar agar di dapat
pencahayaan yang baik.
4.5.5 Pengolahan Data Setelah Perbaikan
Setelah semua data dikumpulkan dan di olah, maka tahap selanjutnya akan
membahas perbaikan yang dilakukan. Seperti yang sudah di bahas sebelumnya objek
yang di angkat adalah line produksi tipe A8L dimana terjadi permasalahan terhadap
produktivitas kinerja dan Claim. Seperti yang sudah kita ketahui dengan melihat
diagram pareto diatas sebagian besar permasalahan terjadi di dalam line produksi, Gambar 4.32. Alat Ukur Temperature Suhu Ruangan Kerja
selain itu dengan melihat diagram fish bone maka kita bisa melihat faktor terbesar
penyebab permasalahan adalah faktor Humman. Faktor Humman sangat erat
kaitannya dengan masalah produktivitas kinerja dan Claim diatas. Setelah
pihak-pihak yang bersangkutan melakukan Brain Storming, maka perbaikan yang akan
dilakukan adalah dengan mengganti proses kerja Inspection yang dilakukan oleh
operator diganti dengan menggunakan mesin.
4.5.6 Penerapan Sistem Low Cost Automachine (LCA)
Penerapan konsep ini bertujuan untuk menyelesaikan
permasalahan-permasalahan yang terjadi di line produksi A8L. Sistem Low Cost Automachine
(LCA) adalah menerapkan suatu mesin yang dapat menggantikan fungsi kerja dari
operator dengan sistem automatisasi. Mesin LCA (Low Cost Automachine) yang
dimaksud adalah mesin Feeling Check, High Voltage Inspection, Contact Resistant
Inspection dan Release Position 1 dan 2.
Performance kinerja mesin jauh lebih baik dibanding dengan menggunakan
operator. Kontinuitas dan kestabilan mesin dalam membuat produk menjadikan mesin
lebih unggul dibanding manusia. Dari segi kontinuitas sudah sangat jelas mesin
bekerja secara terus menerus dan dari segi kosistensi pengecheckan juga unggul,
terlebih mesin ini memiliki kemampuan buatan yang cukup pintar dan perbaikan dari
segi penggunaan bahan spare parts mesin seperti penggantian penggunaan bahan
Down Mesin bisa di tekan sekecil mungkin. Dengan digantinya fungsi kerja operator
P R OC ESS 13 B UT T ON S/ B P R OC ESS 2, T ER .P R ES SI NG P R OC ESS 3, T ER . CA UL KI NG P R OC ESS 5 T ER. BE ND 2 P R OC ESS 7 T ERM . G RE AS IN G P R OC ESS 6 T ER M . CHE CK P R OC ESS 9 M OV .P LA TE IN SE R TIN G P R OC ESS 12 SP R ING I NS ER T ING P R OC ESS 14 B UT T ON INS ER T ING P R OC ESS 15 FL ICK ER ING P R OC ESS 16 HV I NS P . P R OC ESS 17 CR I NS P . P R OC ESS 18 R P INS P ECT IO N P R OC ESS 19 T ER M .P ICH G A UG E INS P P R OC ESS 20 A PP 1 P R OC ESS 21 A PP 2 P R OC ESS 8 M IC R OS COP E 3 5 6 8 9 10 11 12 13 17 18 25 20 21 22 23 24 26 27 28 29 17 1 13 6 5 4 3 2 12 11 10 9 8 7 16 15 1. Terminal Insert 1 2. Terminal Insert 2 3. Terminal Press 4. Terminal Coulking
5. Appearance Terminal Coulking 6. Greassing 7. Appearance Greassing 8. Movable Insert 1 9. Movable Insert 2 10. Spring Insert 1 11. Spring Insert 2 12. Button Insert 1 13. Button Insert 2 15. Marking Lot 16. Appearance 1 17. Appearance 2 14. Auto Machine Insp. 14. Feeling, HV, CR, RP Inspection
4.5.7 Produktivitas Kinerja Setelah Perbaikan
Setelah dilakukan perbaikan pada line produksi A8L, makan terjadi perubahan
pada jumlah operator yang semula 21 orang menjadi 16 orang. Bottle Neck di proses
Inspection juga dapat diatasi karena mesin memakan waktu 2,4 detik per inspection
dengan dua Station Inspection sehingga waktu yang diperlukan untuk Inspection satu
produk hanya membutuhkan waktu 1,2 detik. Jika ditinjau dari segi produktivitas
kinerja maka jelas sekali setelah dilakukan perbaikan ada perubahan signifikan pada
pencapaian produktivitas kinerja. Adapun pencapaian output setelah dilakukan
perbaikan adalah sebagai berkut:
Month Output (pcs) Jan (Week 1) 51.000 Jan (Week 2) 51.000 Jan (Week 3) 50.681 Jan (Week 4) 50.830 Jan (1 Day) 10.200 Feb (Week 1) 50.617 Feb (Week 2) 50.320 Feb (Week 3) 51.000 Feb (Week 4) 51.000 Feb (1 Day) 10.200 Mar (Week 1) 51.000 Mar (Week 2) 50.766 Mar (Week 3) 50.808 Mar (Week 4) 50.681 Mar (1 Day) 10.200 Total 640.303
Dengan kondisi line saat ini maka perhitungan terhadap indeks para meter
manajemen juga mengalami perubahan, besarnya perubahan indeks manajemen
terlihat dari penetapan Target Output (TO) yang lebih besar, besarnya Target output
yang telah di tetapkan adalah sebagai berikut:
Diketahui: - Working Hours 8 jam = 28.800 detik - Effisiensi = 85%
- Speed = 2,4 detik - Operator = 16 opt
Target Output (pcs) =
Speed line process (sec/pcs)
= 28800 sec x 85%
2,4 sec = 10.200 pcs
Production Time (sec.opt/pcs) =
Target Output
Working hours (sec) x jumlah operator
= 28800 sec x 16opt
10.200 pcs = 45,18 sec.opt/pcs
Average Production = [Jan+Feb+Mar] / 3
= [213.711 + 213.137 + 213.455] / 3 = 213.434 pcs/month
Productivity Performance = Actual output Target Output
= 213.434 / 214.200 = 0,99
Dari data output produksi selama tiga bulan berturut-turut terlihat bahwa
output produksi setelah dilakukan perbaikan jauh lebih banyak dibandingkan dengan
jumlah output sebelumnya. Hal ini dikarenakan kecepatan mesin Inspection jauh
lebih cepat dari sebelumnya, selain itu frekuensi Break Down Mesin tidak terlalu
banyak, hal ini dikarenakan ada perbaikan dalam menggunakan spare part mesin.
Untuk lebih jelasnya berikut adalah data Break Down mesin selama bulan Januari,
Februari dan Maret tahun 2013:
Target
Break Down Machine Auto Inspection
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 0 Mar 1 0
2 0 2 6 2 0
3 0 3 0 3 9
4 0 4 0 4 0
1 Day 0 1 Day 0 1 Day 0
Jumlah 0 6 9
Total 15 min
Selain Break Down Mesin Auto Inspection, ada beberapa Break Down mesin proses lain (Uninspection) yang ikut serta mempengaruhi output produksi tipe A8L.
Berikut adalah data Break Down Mesin Uninspection:
Tabel 4.10. Data Break Down Mesin Inspection Selama Tiga Bulan 2013 Setelah Perbaikan
Break Down Machine S/B
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 0 Mar 1 0
2 0 2 0 2 11
3 6 3 0 3 0
4 0 4 0 4 0
1 Day 0 1 Day 0 1 Day 0
Jumlah 6 0 11
Total 17 min
Break Down Machine Marking
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 0 Mar 1 0
2 0 2 6 2 0
3 0 3 0 3 9
4 0 4 0 4 0
1 Day 0 1 Day 0 1 Day 0
Jumlah 0 6 9
Total 15min
Tabel 4.11. Data Break Down Mesin Uninspection Selama Tiga Bulan 2013 Setelah Perbaikan
Break Down Machine Coulking
Month Week Time (min) Month Week Time (min) Month Week Time (min)
Jan 1 0 Feb 1 18 Mar 1 0
2 0 2 26 2 0
3 9 3 0 3 0
4 0 4 0 4 15
1 Day 0 1 Day 0 1 Day 0
Jumlah 9 44 15
4.5.8 Peningkatan Kualitas Setelah Perbaikan
Setelah dilakukan perbaikan pada line produksi tipe A8L maka permasalahan
Claim mengenai masalah Characteristic Inspection bisa di atasi, hal ini terlihat
setelah dilakukan perbaikan tidak ada pernyataan komplain lagi mengenai
Characteristic Inspection. Claim mengenai kualitas masih terjadi di proses Coulking,
hal ini dibuktikan dengan terjadinya komplain Claim mengenai bentuk terminal
produk yang sedikit Bend, dan setelah dilakukan investigate Claim tersebut di
sebabkan oleh proses Coulking sebanyak 7 pcs. Untuk lebih jelasnya maka perhatikan
data Claim A8L setelah dilakukan perbaikan:
Month A8L CLAIM High Voltage (HV) (pcs) Contact Resistan (CR) (pcs) Release Position (RP) (pcs) Coulking (pcs) Jan 0 0 0 0 Feb 0 0 0 0 Mar 0 0 0 7 Jumlah 0 0 0 7 Total 7 (pcs)
Perbaikan secara signifikan dilakukan pada proses Inspection, sedangkan
perbaikan kualitas untuk Claim Coulking hanya dengan dibuatkan jig konfirmasi,
yang artinya untuk menilai produk tersebut terminalnya Defect atau tidak hanya
dengan menggunakan Jig dan yang memberi penilaian akhir terhadap produk tersebut Tabel 4.12. Data Claim Selama Tiga Bulan 2013 Setelah Perbaikan
termasuk produk Defect atau tidak masih menggunakan operator. Akan tetapi dengan
dilakukan perbaikan seperti ini bisa dibilang cukup bagus karena bisa mengurangi
Claim Coulking tersebut. Bila dilihat dari Diagram pareto sebelumnya maka dapat
kita lihat masalah Claim terbesar disebabkan oleh Charater Inspection sebesar 96,9%
dan Coulking sebesar 3,1%. Sehingga bila di lihat dari segi perbaikan Character
Inspection maka dapat di artikan sebagai berikut:
Dari gambar diagram pareto diatas maka dapat kita lihat, bahwa total Claim
karena produk Defect sebelum dilakukan perbaikan sebanyak 549 pcs (100%).
Setelah dilakukan perbaikan, Claim yang terjadi hanya sebanyak 7 pcs (1,28%) dari
Claim sebelumnya yang berjumlah 549 pcs. Dengan demikian dengan adanya 7 pcs
Claim maka perbaikan yang telah dilakukan terhadap produk Defect yang
mengakibatkan Claim sebesar 98,72% di proses Character Inspection mendapatkan Can Improve Defect 96,9%
hasil yang baik. Dengan hasil demikian maka perbaikan yang telah dilakukan sesuai