USULAN PERBAIKAN LAYOUT PRODUKSI DAN PENGONTROLAN KETERSEDIAAN MATERIAL PANEL GDSA DI PT. GUNA ERA
MANUFAKTURA
Aditya Jo Salli, Amriyanto Palulu, Johan Fahrizki
Binus University, Ratulangi 124, Makassar, +6282187775500, joadityasalli@gmail.com; Binus University, Apartemen Serpong Green View, Serpong, Tanggerang Selatan, +6281291079693, amriyanto.palulu@yahoo.com; Binus University, Accasia 1550 RT 01 RW 14 Komplek Bukit Nusa
Indah, Kel. Sarua Indah, Kec. Pamulang, Tanggerang Selatan, +6285966314400, johanfahrizki@gmail.com
Dosen Pembimbing: Nike Septivani, S.T, M.M
Abstrak
Berdasarkan pengamatan yang dilakukan di PT. Guna Era Manufaktura pada lantai produksi panel listrik GDSA ditemukan permasalahan diantaranya, perusahaan tidak memiliki sistem-sistem yang mengatur ketersediaan material sehingga sering terjadi delay delivery beberapa material impor penyusun panel GDSA yang mengakibatkan WIP dari panel listrik GDSA menjadi sangat tinggi yaitu sekitar tiga sampai empat bulan dan kapasitas produksi saat ini tidak mampu memenuhi permintaan akibat proses produksi yang kurang baik. Dengan adanya permasalahan diatas, maka untuk pembahasannya digunakan metode peramalan, Master Production Schedule (MPS) dan Material Requirement Planning (MRP) untuk permasalahan ketersediaan material dan melakukan pembagian job desk dengan membuat sel – sel produksi untuk membuat sub- sub assembly penyusun panel GDSA berdasarkan kategori material, menetapkan waktu baku setiap sel produksi untuk mengetahui kapasitas produksi dan menggunakan Activity Relationship Chart (ARC) untuk menentukan derajat kedekatan sebagai langkah dalam membuat layout usulan sehingga didapatkan layout lantai produksi yang lebih baik dengan sel-sel produksi didalamnya.
Kata Kunci: Activity Relationship Chart, Peramalan, Master Production Schedule,
Material Requirement Planning, layout
Abstract
According to observation that have been done at PT. Guna Era Manufaktura at GDSA production floor, problems found are, company doesn’t have systems that monitors availability of materials so delivery delay often occurs for import materials that GDSA cubicle need resulting in very high work in process for GDSA cubicle that is between three to four months and at this moment, production capacity unable to meet demands because of poor production process. With the problems at hand, the use of forecasting, Master Production Schedule (MPS), and Material Requirement Planning (MRP) for materials availability problem and give job desk to every production cell to make sub- sub assembly for GDSA cubicle based on materials category, set a standard time for each production cell to determine the production capacity and use Activity Relationship Chart (ARC) to determined closeness relationship as the first step on making proposed layout to find a better layout for a better results with the cell production in it.
Keywords: Activity Relationship Chart, forecasting, Master Production Schedule, Material Requirement Planning, layout
PENDAHULUAN
Persaingan dalam dunia industri saat ini sangatlah ketat, berbagai macam produk dan inovasi telah banyak berkembang diikuti oleh daya beli masyarakat yang semakin meningkat. Inovasi, kualitas, tepat dalam menebak pasar, dan mengikuti perkembangan zaman adalah salah satu faktor utama kesuksesan sebuah produk di pasaran.
PT Guna Elektro melakukan berbagai inovasi layanan dan produk sehingga menjadi salah satu Engineering Firms terpercaya di Indonesia. Salah satu produk elektrikal yang dipasarkan oleh PT Guna Elektro adalah panel listrik dimana produk tersebut diproduksi oleh anak perusahaan PT Guna Elektro yaitu PT Guna Era Manufaktura. Panel tipe GDSA menjadi pokok pengamatan di PT Guna Era Manufaktura karena panel tersebut memiliki komponen penyusun yang paling kompleks dan memiliki beberapa material impor dengan jangka waktu pemesanan yang cukup lama dan sering mengalami keterlambatan dan tidak adanya sistem yang mengatur proses pengadaan dan ketersediaan material untuk menunjang proses produksi.
Pada saat ini PT Guna Era Manufaktura menggunakan sistem make to order dalam memproduksi panel listrik. Namun jika dilihat dalam beberapa tahun terakhir, permintaan panel listrik di PT Guna Era Manufaktura sering terjadi peningkatan yang signifikan khususnya untuk panel listrik tipe GDSA yang melebihi kapasitas produksi perusahaan. Oleh karena itu perlu dilakukan perbaikan sistem produksi untuk mengantisipasi terjadinya kenaikan permintaan yang signifikan tersebut. Pada kondisi saat ini, peralatan yang digunakan dalam pembuatan panel listrik tidak tersedia di areal produksi sehingga operator harus mengambil peralatan tersebut ditempatnya. Hal tersebut menyebabkan pemborosan waktu yang tidak perlu. Untuk itu, perlu dilakukan perbaikan pada sistem produksi panel listrik dengan merancang suatu stasiun kerja dengan memperhitungkan luas layout dan menetapkan waktu produksi untuk memproduksi satu unit panel untuk menjadi dasar dalam menetapkan kapasitas produksi.
METODE PENELITIAN
Hal pertama yang dilakukan adalah observasi untuk melihat bagaimana kondisi lingkungan perusahaan guna menentukan permasalahan apa yang sedang terjadi di perusahaan. Observasi dilakukan di PT Guna Era Manufaktura di ruang produksi E6 dengan fokus utama produk panel listrik kubikel PMT (fixed type) tipe GDSA dan observasi juga dilakukan di gudang penyimpanan inventory. Data-data yang dikumpulkan adalah: (1) Data bill of material panel listrik (2) Data inventory panel listrik (3) Data penalti
keterlambatan pengiriman panel listrik (4) Data demand panel listrik (5) Alur Produksi Panel (6) Data waktu proses produksi panel listrik GDSA. Pengolahan data dilakukan dengan menerapkan metode- metode yang terdapat pada textbook, jurnal dan ilmu-ilmu yang didapatkan didalam perkuliahan. Metode yang digunakan antara lain: PPIC yang terbagi atas, (1) forecasting (2) master production schedule (3) material requirement planning dan manufacturing yang terbagi atas, (2) Activity relationship diagram (3) worksheet dan dimensionless block diagram (4) waktu baku dan waktu normal (5) alur produksi panel.
Langkah terakhir yang dilakukan pada pengamatan ini adalah memberikan kesimpulan dan saran dari hasil data yang telah diolah dan analisa hasil untuk menjelaskan perbandingan menggunakan metode yang baru dengan yang lama dan cara penyelesaian permasalahan serta menyampaikan saran untuk pengembangan selanjutnya.
HASIL DAN BAHASAN
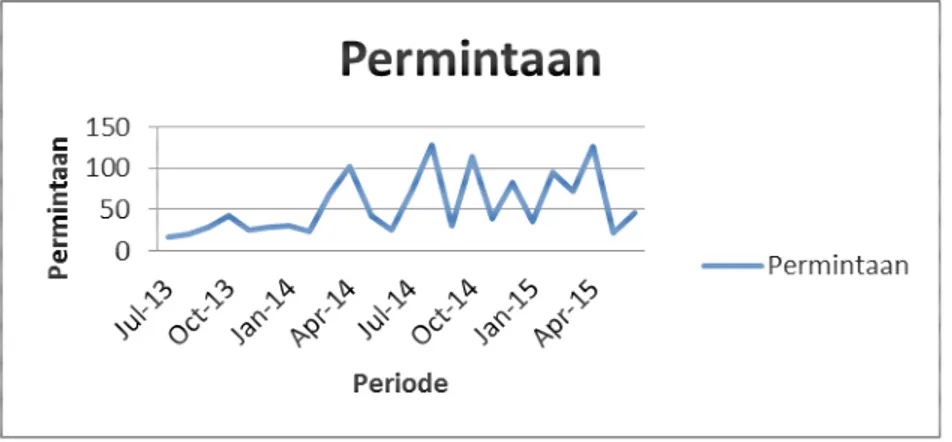
Data permintaan untuk panel GDSA yang digunakan adalah data permintaan selama 2 tahun yaitu dari Juli 2013 – Juni 2015, adapun data adalah sebagai berikut:
Tabel 4.1 Data Permintaan Panel GDSA Tahun Bulan
Demand
2013
Jul 16
Aug 20
Sep 28
Okt 43
Nov 26
Des 28
2014
Jan 30
Feb 24
Mar 69
Apr 103
Mei 42
Jun 25
Jul 73
Aug 128
Sep 30
Okt 115
Nov 39
Des 83
2015
Jan 35
Feb 96
Mar 72
Apr 126
Mei 21
Jun 46
Peramalan untuk produk panel GDSA dilakukan dengan menggunakan software SPSS 21. Data yang digunakan pada peramalan ini adalah data permintaan dari bulan Juli 2013 – Juni 2015.
Gambar 4.1 Data Permintaan Panel GDSA Bulan Juli 2013 – Juni 2015
Dengan menggunakan software SPSS dengan membandingkan nilai MAPE, RMSE, dan MAE. Hasil tersebut disajikan dalam tabel dibawah ini:
Tabel 4.2 Perbandingan Nilai RMSE, MAPE, MAE Tiap Metode
Metode RMSE MAPE MAE
Simple Seasonal 22,686 45,787 18,310
Winter’s Additive 19,204 45,626 15,079
Perhitungan forecast dilakukan dengan bantuan software SPSS. Adapun dengan software maka perhitungan yang dilakukan akan menghasilkan forecast yang akurat dan mengurangi kesalahan pada perhitungan jika dibandingkan secara manual. Metode yang digunakan antara lain Simple Seasonal, dan Winter’s Additive Method.
Tabel 4.3 Hasil Perhitungan Peramalan Dengan Software SPSS (Winter’s Method) Tahun Bulan
Demand Forecast
2015 Jul 71
Aug 96
Sep 47
Okt 93
Nov 42
Des 61
2016 Jan 33
Feb 56
Mar 63
Apr 102
Mei 15
Jun 15
Untuk membuat sebuah master production schedule maka hasil peramalan yang telah dilakukan sebelumnya akan digunakan kembali sebagai data permintaan untuk menghasilkan sebuah MPS
Tabel 4.4 Master Production Schedule
Item No. : GDSA Description : -
Lead Time : 2 Days Safety Stock : 0
On Hand : 0 DTF : 3 Months
Lot Size : 1 Unit PTF : 9 Months
Period
Past
Due 25 26 27 28 29 30 31 32 33 34 35 36
Forecast 71 96 47 93 42 61 33 56 63 102 15 15
Customer
Order 50 50 50 50 50 50 50 50 50 50 50 50
PAB 0 0 0 0 -43 0 -11 0 -6 -13 -52 0 0
ATP 0 0 0 0 0 43 43 54 54 60 73 125 125
MS 50 50 50 50 93 50 61 50 56 63 102 50
Material requirement planning yang dilakukan adalah terhadap part-part dari panel GDSA tetapi tidak semua part dibuat MRP nya melainkan terhadap part yang lebih sering mengalami keterlambatan pada saat periode pemesanan. Part-part yang sering mengalami keterlambatan adalah: part D6, part key, part capacitive divider, dan part operating handle.
Tabel 4.5 Summary Pemesanan Tiap Part
Component On Hand
(unit)
Safety Stock (unit)
Lot Size (unit)
Lead Time
(month) Order Cost Holding Cost
D6 32 0 10 3 Rp562.500 Rp500
Keylock 32 0 10 3 Rp562.500 Rp500
Capacitive Divider 32 0 30 3 Rp562.500 Rp500
Operating Handle 40 0 10 3 Rp562.500 Rp500
Tabel 4.6 Bill of Material Tiap Part
No Komponen
Level Description
QTY BOM(Each)
1 2 LBS 1 Pcs
2 3 D6 1 Pcs
3 3 Keylock 1 Pcs
4 3 Capacitive Divider 3 Pcs
5 3 Operating Handle 1 Pcs
Tabel 4.7 MRP Silver Meal Part D6
Period Past Due
1 2 3 4 5 6 7 8 9 10 11 12Gross Requirement 50 50 50 50 93 50 61 50 56 63 102 50
PO Receipt 700 0 0 0 0 0 0 0 0 0 0 0
PO Release 700 0 0 0 0 0 0 0 0 0 0 0
Tabel 4.8 MRP Silver Meal Part Keylock
Period Past Due
1 2 3 4 5 6 7 8 9 10 11 12Gross Requirement 50 50 50 50 93 50 61 50 56 63 102 50
PO Receipt 700 0 0 0 0 0 0 0 0 0 0 0
PO Release 700 0 0 0 0 0 0 0 0 0 0 0
Tabel 4.9 MRP Silver Meal Part Capacitive Divider
Period Past Due
1 2 3 4 5 6 7 8 9 10 11 12Gross
Requirement 150 150 150 150 279 150 183 150 168 189 306 150
PO Receipt 2160 0 0 0 0 0 0 0 0 0 0 0
PO Release 2160 0 0 0 0 0 0 0 0 0 0 0
Tabel 4.10 MRP Silver Meal Part Operating Handle
Period Past Due
1 2 3 4 5 6 7 8 9 10 11 12Gross Requirement 50 50 50 50 93 50 61 50 56 63 102 50
PO Receipt 690 0 0 0 0 0 0 0 0 0 0 0
PO Release 690 0 0 0 0 0 0 0 0 0 0 0
Tabel 4. 11 Biaya Kumulatif Tiap Part
Component Total Cost
D6 Rp 774.500
Keylock Rp 774.500
Capacitive Divider Rp 774.500 Operating Handle Rp 774.500
Total Rp 3.098.000
Tabel 4.12 Data Denda PLN Terhadap Keterlambatan Pengiriman Produk
NO QTY DPP+PPN
S P K
KETERLAMBATAN
(HARI) TOTAL DENDA TGL BATAS
KIRIM TGL KIRIM
1 30 Rp 4.719.000.000 17/04/13 01/06/13 26/06/13 25 Rp 117.975.000
2 9 Rp 636.075.000 02/09/13 17/10/13 28/10/13 11 Rp 6.996.825
3 2 Rp 224.400.000 23/09/13 04/11/13 14/11/13 10 Rp 2.244.000
4 5 Rp 1.837.000.000 19/02/13 04/04/13 24/04/13 20 Rp 36.740.000
5 69 Rp 8.811.610.500 09/10/14 22/11/14 15/12/14 23 Rp 202.667.042
6 28 Rp 4.121.378.800 13/07/14 20/08/14 02/09/14 13 Rp 53.577.924
Total Rp 20.349.464.300 Rp 420.200.791
Setelah perhitungan tabel MPS maka selanjutnya dibuat tabel MRP dengan tujuan untuk mengetahui perencanaan pembelian material, berapa jumlah material yang harus dipesan, kapan material harus dipesan serta total cost yang dikeluarkan. Dengan adanya MRP pembelian material akan lebih terjadwal dengan baik untuk menghindari terjadinya keterlambatan produksi, kekurangan dan kelebihan stok material di gudang. Untuk kasus ini difokuskan pada material yang sering terlambat dan mempunyai lead time paling lama. Material tersebut adalah D6/LBS, Capacitive Divider, Keylock, dan Operating Handle. Material tersebut di import dari Italy dengan lead time 3 bulan sehingga waktu produksi sangat bergantung dengan kelengkapan material tersebut, akibatnya perusahaan seringkali mendapatkan penalty dari customer dengan jumlah penalty yang tinggi. Jika total cost masing-masing material dibandingkan dengan jumlah penalty maka akan terlihat perbandingan yang cukup besar dimana cost MRP jauh lebih kecil dari pada cost penalty yang mencapai Rp 420.200.791. Dengan penerapan MRP maka proses produksi akan terjadwal tepat waktu sehingga terhindar dari biaya penalty.
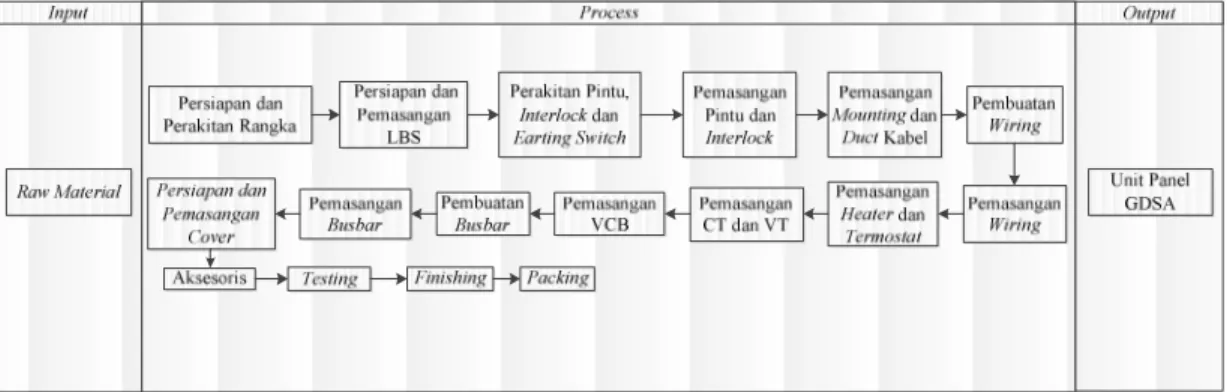
Gambar 4.2 Flow Produksi Panel Listrik GDSA
Berdasarkan flow di atas, terlihat bahwa input dari proses produksi panel GDSA adalah berupa raw material. Raw material kemudian dirakit berdasarkan urutan proses sehingga menjadi 1 unit finished goods panel GDSA.
Gambar 4.3 Flow Produksi Panel Listrik GDSA Usulan
Berdasarkan flow di atas, dapat dilihat bahwa input dari proses produksi adalah raw material dan sub-sub assembly yang dapat dirakit atau dipersiapkan bersamaan tanpa harus mengikuti alur proses produksi.
Tabel 4.13 Job Desk Tiap Sel
No Tipe Sel Job Desk
1 Sel Rangka 1. Persiapan dan Perakitan Rangka 2. Perakitan Pintu, Interlock, Cover
dan Earting Switch
2 Sel Busbar Pembuatan Busbar
3 Sel Wiring Pembuatan Wiring
4 Sel Assembly Finished Goods
1. Persiapan dan Pemasangan LBS 2. Pemasangan Pintu dan Interlock 3. Pemasangan Mounting dan Duct
Kabel
4. Pemasangan Wiring
5. Pemasangan Heater dan Thermostat
6. Pemasangan CT dan VT 7. Pemasangan VCB 8. Pemasangan Busbar 9. Pemasangan Cover 5 Sel Packing, Testing, and
Finishing
1. Melakukan Tes QC 2. Finishing
3. Packing
Tabel 4.14 Summary Waktu Standar Tiap Sel Produksi
NO Sel Produksi StandardTime
(detik)
1 Sel Rangka 4.610
2 Sel Wiring 4.199
3 Sel Busbar 5.519
4 Sel Assembly finished Goods 5.752
5 Sel Packing, Testing & finishing 2.395
Total 22.475
Sebagai perbandingan dengan sistem saat ini dimana 1 panel dikerjakan sesuai alur yang ada maka akan menghasilkan waktu baku 22.475 detik atau 375 menit, maka dalam sehari jumlah unit yang dihasilkan adalah 2 unit (asumsi yang bekerja adalah 2 tim yang terdiri dari 4 orang pekerja dan material lengkap) atau 44 unit panel/ bulan (asumsi hari kerja 22 hari). Jika sub-sub assembly di stock terlebih dahulu di hari pertama, dan dilanjutkan perakitan di Sel Assembly Finished Goods di hari kedua dengan waktu baku 5.752 detik atau 96 menit/unit, maka yang dapat dihasilkan adalah 5 unit/hari atau 105 panel perbulan (asumsi jumlah hari kerja Sel Assembly Finished Goods adalah 21 hari/bulan).
Gambar 4.4 Layout Lantai Produksi Sekarang
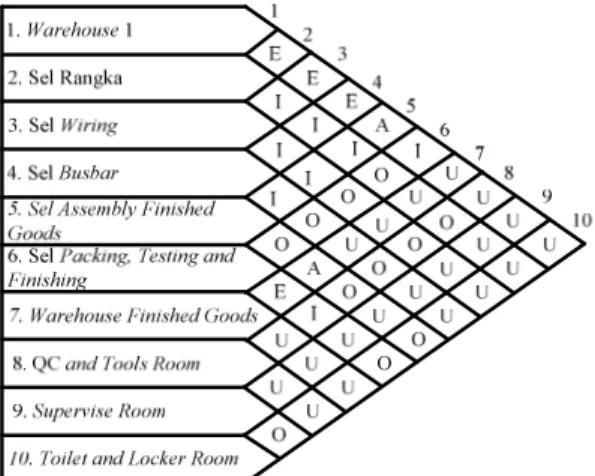
Setelah melakukan perhitungan waktu baku dan menetapkan strategi produksi agar berjalan dengan baik, kemudian dilakukan re-layout pada lantai produksi panel GDSA untuk mengetahui letak-letak sel produksi dan department pendukung didalam areal produksi.
Gambar 4.5 Activity Relationship Chart
Gambar 4.6 Dimensionless Block Diagram
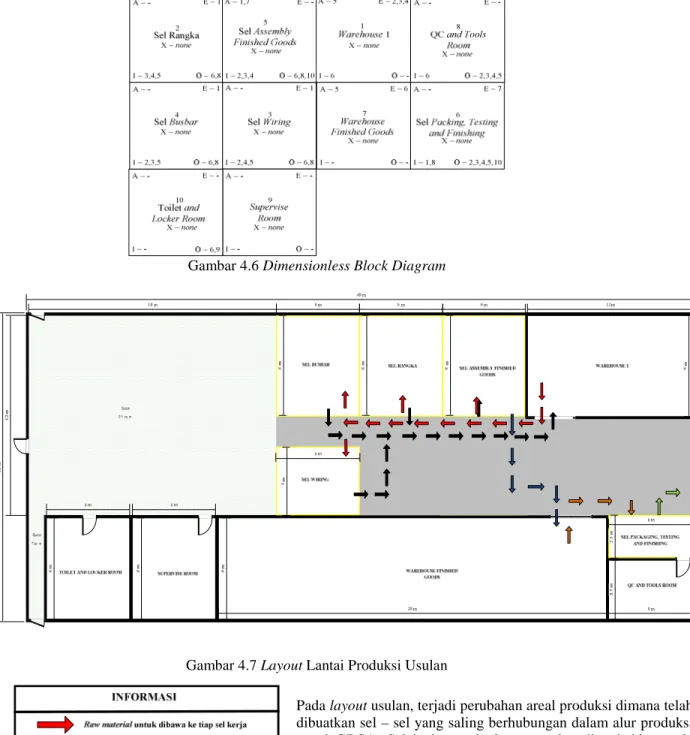
Gambar 4.7 Layout Lantai Produksi Usulan
Gambar 4.8 Informasi Alur Produksi Panel GDSA
Pada layout usulan, terjadi perubahan areal produksi dimana telah dibuatkan sel – sel yang saling berhubungan dalam alur produksi panel GDSA. Selain itu, pada layout usulan ditambahkan pula Warehouse 1 sebagai tempat menyimpan raw material dan sub assembly panel GDSA dan Warehouse Finished Goods yang digunakan untuk menyimpan Unit Finished Goods Panel GDSA
KESIMPULAN DAN SARAN
Dari hasil pengolahan dan analisa data yang telah dikumpulkan di PT Guna Era Manufaktura maka dapat ditarik beberapa kesimpulan untuk permasalahan di PT Guna Era Manufaktura yaitu:
1. Dilakukan peramalan menggunakan 2 metode peramalan dengan pola seasonal yaitu simple seasonal dan winter’s additive, didapatkan nilai forecast error terkecil yaitu dengan menggunakan metode winter’s additive Master Production Schedule (MPS) dibuat untuk mengetahui jumlah panel yang harus diproduksi disesuaikan dengan peramalan. Material penyusun panel GDSA yang sering mengalami delay delivery adalah material impor dengan lead time paling tinggi yaitu part D6, keylock, capacitive divider,dan operating handle dengan biaya kumulatif metode Silver Meal masing-masing part yaitu Rp 774.500,00 dan lead time pemesanan 3 bulan.
2. Dilakukan perubahan sistem kerja dimana proses produksi dibagi dengan membentuk sel-sel produksi yang memiliki job desk berdasarkan kategori raw material.
3. Berdasarkan hasil perhitungan waktu baku didapatkan jumlah unit yang dihasilkan pada flow produksi usulan yaitu 5 unit panel perhari atau 105 unit perbulan, meningkat 61 unit perbulan dibandingkan dengan hasil produksi menggunakan flow saat ini yaitu 44 unit panel/bulan.
4. Digunakan metode kualitatif yaitu Activity Relationship Chart (ARC) dalam menentukan derajat kedekatan antar departemen di PT Guna Era Manufaktura sehingga didapatkan solusi untuk menyusun tataletak departemen yang lebih efektif dalam pembuatan layout usulan.
Ada beberapa saran juga yang dapat diberikan kepada perusahaan sebagai penunjang kemajuan dan eksistensi perusahaan dalam dunia bisnis:
1. Selalu melakukan forecasting dalam jangka pendek agar dapat memperkirakan kebutuhan demand selanjutnya.
2. Material yang mempunyai lead time paling lama menjadi fokus utama dalam pengadaan agar tidak terjadi overtime production.
3. Perlunya melakukan training untuk meningkatkan skill dari para pekerja sehingga sistem sel dapat diterapkan secara maksimal.
4. Pemilihan material handling equipment yang tepat sesuai karakter material yang dibutuhkan agar tiap sel dapat beroperasi dengan efektif.
5. Memenuhi kebutuhan setiap sel terutama tools dan equipment yang lengkap agar tidak terjadi saling meminjam tools antar sel yang dapat mengakibatkan waste yang tidak diperlukan.
6. Menerapkan sistem yang terkomputerisasi untuk tiap sel kerja sehingga semua sel dapat termonitor dengan baik dan memudahkan flow komunikasi.
REFRENSI
Baroto, T. (2002). Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
Black, J. T., & Hunter, S. L. (2003). Lean Manufacturing System and Cell Design. Dearborn: Society of Manufacturing Engineers.
Groover, M. P. (2009). Fundamentals of Modern Manufacturing. United States of America: John Willey
& Son. Inc.
Gunung Rinjani, N. A., Candiasa, I. M., & Koyan, I. W. (2013). Pengembangan CD Interaktif
Pembelajaran Statistik Dengan Mengaplikasikan SPSS (Statistical Package for Social Science) Sebagai Pengolah Data. E-Journal Program Pascasarjana Universitas Pendidikan Ganesha Program Studi Penelitian dan Evaluasi Pendidikan (Volume 3) .
Hanafie, A. (2012). Evaluasi Perancangan Mesin Perontok Padi (Combine Harverter) Yang Ergonomis Dengan Pendekatan Waktu Standar . ILTEK, Volume 7, Nomor 14, 1002.
Haslindah. (2007). Analisis Ergonomis Dalam Perancangan Fasilitas Kerja Untuk Proses Perontok Padi (Threser) Dengan Pendekatan Biomekanika. ILTEK, Volume II, Nomor 3, 238.
IBM. (2012). IBM SPSS Forecasting 21. USA: IBM.
Limbong, I., Tarore, H., Tjakra, J., & Walangitan, w. (2013). Management Pengadaan Material Bangunan dengan Menggunakan Metode MRP. Jurnal Sipil Statik Vol.1 No6, Mei 2013 (421-429) ISSN:
2337-6732, 424.
Render , B., & Heizer, J. (2001). Prinsip-Prinsip Manajemen Operasi. Jakarta: Salemba Empat (PT Salemba Emban Patria).
Sipper, D., & Buffin, R. L. (1997). Production: Planning, Control, and Integration. United State:
McGraw Hill.
Yudha Astana, I. N. (2007). Perencanaan Persediaan Bahan Baku Berdasarkan metode MRP. Jurnal Ilmiah Teknik Sipil Vol. 11, No. 2, Juli 2007, 185.
RIWAYAT PENULIS
Aditya Jo Salli lahir di kota Makassar pada 12 Juni 1993. Penulis menamatkan pendidikan S1 di Universitas Bina Nusantara dalam bidang Teknik Industri pada 2015. Penulis aktif di Institute of Industrial Engineers Binus University Student Chapter #716 sebagai Ex-Media Development Manager.
Amriyanto Palulu lahir di kota Palu pada 15 Juli 1993. Penulis menamatkan pendidikan S1 di Universitas Bina Nusantara dalam bidang Teknik Industri pada 2015. Penulis aktif di Institute of Industrial Engineers Binus University Student Chapter #716 sebagai Ex-Vice President.
Johan Fahrizki lahir di kota Tanggerang pada 31 Desember 1993. Penulis menamatkan pendidikan S1 di Universitas Bina Nusantara dalam bidang Teknik Industri pada 2015. Penulis aktif di HIMTRI (Himpunan Mahasiswa Teknik Industri Binus University sebagai Aktivis.