Rancang Bangun Mesin Bor Pahat Kayu Portable
LAPORAN TUGAS AKHIR
Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Diploma III (Ahli Madya) Jurusan Teknik Mesin Politeknik Negeri Padang
Oleh :
Nama : Beny Eka Putra
No.BP : 1201012039
Program studi : Teknik Mesin Spesialisasi : Mesin Produksi
KEMENTERIAN RISTEK DAN PENDIDIKAN TINGGI
POLITEKNIK NEGERI PADANG
JURUSAN TEKNIK MESIN
2015
LEMBAR PENGESAHAN TUGAS AKHIR
RANCANG BANGUN MESIN BOR PAHAT KAYU PORTABLE
Disusun O leh :
Nama : Beny Eka Putra
Bp : 1201012039
Program Studi : Teknik Mesin Konsentrasi : Produksi
Telah Lulus Sidang Pada Tanggal 03 Desembe r 2015
Disetujui Oleh : Pembimbing I
Drs. Yusrimura, MT
NIP. 19580811 198603 1 002
Pembimbing II
Dr. Ir. Drs. Rusmardi, MBA..,Mpd NIP.19581227 198603 1 003 Disahkan oleh :
Ka. Program Studi Teknik Mesin
Sir Anderson, ST.,MT NIP.19720818 200003 1 002
Ka. Konsentrasi Produksi
Drs. Mulyadi, MT NIP. 19640706 198903 1 003 Ketua Jurusan Teknik Mesin
Hanif, ST.,MT
LEMBARAN PENGESAHAN TUGAS AKHIR
RANCANG BANGUN MESIN BOR PAHAT KAYU PORTABLE
Tugas Akhir Ini Telah Diuji dan Dipertahankan di Depan Tim Penguji Tugas Akhir Diploma III Jurusan Teknik Mesin Politeknik Negeri Padang
Pada Tanggal 03 Desember 2015
Tim Penguji : Ketua / penguji I Drs. Yusrimura, MT NIP.19581227 198603 1 003 Sekretaris / penguji II Junaidi ST. MP NIP. 19660621 199203 1 005
Anggota I / penguji III
Nasirwan, ST.,MP NIP. 19640903 199203 1 006
Anggota II / penguji IV
DR Elvis Adril, ST.,MT NIP. 19640303 199003 1 001
vii
` ... No.Alumni BENY EKA PUTRA ... No. Alumni Fakultas
BIODATA
(a)Tempat / tanggal lahir:Padang/06Desember 1993 (b) Nama Orang Tua: Hasan Basri (c) Fakultas: Politeknik Negeri Padang (d) Jurusan: Teknik Mesin. Konsentrasi: Produksi (e) No.Bp:1201012039 (f)Tanggal Lulus : 03 Desember 2015 (g) Prediket Lulus: Sangat Memuaskan (h) IPK 2,93 (i) Lama Studi: 3 Tahun 3 Bulan(j) AlamatOrang Tua: Limau Manis Baruh, Kel. Limau Manis, Kec. Pauh.
RANCANG BANGUN MESIN BOR PAHAT KAYUPORTABLE
Tugas Akhir DIII Oleh: Beny Eka Putra
Pembimbing I. Drs. Yusrimura, MT Pembimbing II. Dr.Ir.Drs. Rusmardi, MBA.,M.Pd
ABSTRAK
Perancangan mesin bor pahat kayu ini merupakan pengaplikasian dan penerapan secara nyata tentang ilmu– ilmuyang diperoleh selama waktu perkuliahan, tujuan perancangan dari mesin ini adalah wujud inovasidan kreatifitas serta memberikan alternative yang tepat dalam suatu pengolahan terhadap pekerjaankayu. Diharapkan dengan adanya perancangan mesin ini dapat mempermudah dalam proses pengolahan kayu.Dengan menggunakan alat rancang bangun pengeboran pahat kayu ini dapat digunakan dua fungsi yaitu bor duduk dan bor tangan, prinsip kerja naik turun alat bantu ini dengan bantuan pegas tarik. Komponen-komponen yang termasuk dalam bor pahat kayu ini adalah pegas, ragum dan handle. Dalam proses rancang bangun bor pahat kayu ini menggunakan mesin bubut untuk pembuatan tiang,kepala lepas dan handle , mesin milling untuk pembuatan alur pasak, mesin las listrik untuk penghubung komponen. Kapasitas maksimal mata bor yang digunakan diameter 10mm.
Kata Kunci: Mesin bor, mata bor, pahat, ragum
Tugas akhir ini telah dipertahankan didepan sidang penguji dan dinyatakan lulus pada tanggal03 Desember 2015. Abstrak telah disetujui oleh Penguji:
Tanda Tangan Nama Terang Drs. Yusrimura, MT Ketua Junaidi ST.MP Sekretaris Nasirwan ST.MP Anggota 1 DR Elvis Adril ST.MT Anggota 2 Mengetahui:
Ketua Jurusan Hanif, ST.,MT
Nip.19710902 199802 1 001 Tanda Tangan Alumnus telah mendaftar ke Politeknik Negeri Padang dan mendapatkan nomor alumnus :
Nomor Alumni Fakultas Petugas Fakultas
viii
KATA PENGANTAR
Assalamu’alaikum Wr. WbPuji dan syukur kehadiran Allah SWT, karena atas berkat rahmat dan karunia-Nya jugalah penulis mampu menyelesaikan penyusunan laporan tugas akhir dengan judul “RANCANG BANGUN MESIN BOR PAHAT KAYU PORTABLE”. Shalawat serta salam penulis do’akan kepada Allah SWT semoga senantiasa tercurah kepada Nabi Muhammad SAW sebagai suri teladan yang baik bagi umat manusia.
Tugas akhir yang telah penulis kerjakan ini adalah sebagai syarat untuk memperoleh gelar Diploma III dibidang teknik mesin. Penulisan tugas akhir ini merupakan suatu bentuk pengembangan ilmu secara teoritis yang telah dipelajari dibangku perkuliahan terhadap analisa kasus yang terdapat dilapangan.
Dalam pelaksanaan penyusunan laporan tugas akhir ini, penulis dapat banyak bimbingan, bantuan, serta pantauan dari berbagai pihak, maka dalam kesempatan ini penulis ingin mengucapkan banyak terima kasih kepada semua pihak yang telah membantu dalam pelaksanaan penyusunan laporan tugas akhir ini, khususnya kepada:
1. Bapak Aidil Zamri, ST.,MT selaku Direktur Politeknik Negeri Padang. 2. Bapak Hanif, ST.,MT selaku Ketua Jurusan Teknik Mesin Politeknik
Negeri Padang.
3. Bapak Sir Anderson, ST.,MT selaku Kepala Program Studi Teknik Mesin Politeknik Negeri Padang.
4. Bapak Drs. Mulyadi, MT selaku Kepala Kosentrasi Produksi Teknik Mesin Politeknik Negeri Padang.
5. Bapak Dr. Ir. Drs. Rusmardi, MBA.,M.Pd selaku dosen pembimbing I tugas akhir.
ix
6. Bapak Drs. Yusrimura, MT selaku dosen pembimbing II tugas akhir. 7. Kedua orang tua dan saudara penulis yang selalu memberikan support,
motivasi baik berupa materil, spiritual, do’a, nasehat, serta kasih sayangnya kepada penulis.
8. Andre Mulya dan Beny Eka Putra selaku mitra kerja pembuatan tugas akhir.
9. Semua rekan-rekan yang telah membantu.
Semoga bantuan yang telah diberikan baik moril maupun materil akan dibalas oleh Allah SWT dengan pahala yang berlipat ganda.
Demikian laporan tugas akhir ini penulis buat semoga bermanfaat dan dapat digunakan sebagaimana mestinya. Penulis berharap agar kiranya laporan tugas akhir ini dapat diterima.
Padang, 3 Oktober 2015
x
DAFTAR ISI
HALAMAN JUDUL ………. i
LEMBARAN PENGESAHAN ……… ii
LEMBARAN TUGAS AKHIR ……… iv
LEMBARAN ASISTENSI ……… v
ABSTRAK ……….. vii
KATA PENGANTAR ……… viii
DAFTAR ISI ………... x
DAFTAR GAMBAR ………. xiii
DAFTAR TABEL ……….. xiv
BAB I PENDAHULUAN 1.1 Latar Belakang ………. 1
1.2 Alasan Pemilihan Judul ………1
1.3 Tujuan ……….. 2
1.3.1 Tujuan Umum ……….. 2
1.3.2 Tujuan Khusus ………. 2
1.4 Batasan Masalah ……….. 3
1.5 Metode Pengumpulan Data ………... 3
1.6 Sistematika Penulisan ……….. 3
BAB II LANDASAN TEORI 2.1 Pengenalan Mesin Bor Kayu ………... 5
2.2 Elemen Mesin Bor ………... 5
2.3 Klasifikasi Pengeboran Kayu ……….………..6
2.4 Pengeboran kayu ……….. 7
2.5 Pegas ……… 8
2.6 Pengenalan Mesin Bor ………. 12
xi
2.6.2 Jenis-Jenis Mesin Bor ……….. 12
2.6.3 Bagian-Bagian Utama Mesin Bor ……… 15
2.7 Kriteria Pemilihan Bahan ……….17
2.8 Macam – Macam Ulir ……….. 18
BAB III METODOLOGI 3.1 Waktu Dan Tempat ………. 23
3.2 Alat Dan Bahan ……… 23
3.2.1 Alat ………...23 3.2.2 Bahan ………... 24 3.3 Metodologi Penelitian ……….. 24 3.3.1 Rumusan Masalah ……… 24 3.3.2 Studi Literatur ……….. 25 3.3.3 Pengumpulan Data ………... 25 3.3.4 Perancangan Model ………..25 3.3.5 Pembuatan Model ……… 25 3.3.6 Pengujian Model ……….. 25 3.3.7 Pembuatan Laporan ………. 25
BAB IV PERHITUNGAN KEKUATAN BAHAN 4.1 Proses Pengeboran ………... 27
4.2 Perhitungan Massa Benda Yang Akan Ditarik Oleh Pegas …………. 28
4.3 Perhitungan Besar Gaya Yang Dibutuhkan Untuk Memahat Kayu … 30 4.4 Perhitungan Pegas Yang Digunakan ……… 31
4.5 Perhitungan Gaya Pada Handle ………... 32
4.6 Perhitungan Momen Yang Terjadi Pada Baut Penyetel ……….. 34
4.7 Perhitungan Momen Pada Tiang ………..35
4.8 Perhitungan Momen Pada Tuas ………... 36
4.9 Perhitungan Momen Pin Dan Baut ……….. 37
4.10 Perhitungan Biaya ……… 39
xii
4.10.2 Harga Pembelian Bahan Poros ……….39
4.10.3 Biaya Pembelian Dalam Bentuk jadi ………... 41
4.10.4 Biaya Produksi ………. 41
4.11 Perawatan Dan Perbaikan ……… 41
4.11.1 Jenis Perawatan ……… 42
4.11.2 Aktivitas Perawatan ………. 44
4.11.3 Perawatan Pada Rangka ………... 45
4.11.4 Perawatan Pada Komponen Secara Keseluruhan ……… 45
BAB V PENUTUP 5.1 Kesimpulan ……….. 47
5.2 Saran ……… 47
DAFTAR PUSTAKA LAMPIRAN
xiii
DAFTAR GAMBAR
Gambar 2.1 Pegas Tarik ………..8
Gambar 2.2 Pegas Tekan ……… 9
Gambar 2.3 Mesin Bor Meja ……….. 12
Gambar 2.4 Mesin Bor Tangan ………...13
Gambar 2.5 Mesin Bor Radial ……… 13
Gambar 2.6 Mesin Bor Tegak ……….14
Gambar 2.7 Mesin Bor Kordinat ……… 15
Gambar 2.8 Ulir Metris ………...19
Gambar 2.9 Ulir Whitworth ……… 19
Gambar 2.10 Ulir Segi Empat ………...20
Gambar 2.11 Ulir Acme ……… 21
Gambar 2.12 Ulir Bulat ……… 21
Gambar 2.13 Ulir Bola ………..21
Gambar 2.14 Ulir Tanduk ………. 22
Gambar 2.15 Ulir Majemuk ……….. 22
Gambar 3.1 Diagram Alir ………... 23
xiv
DAFTAR TABEL
Tabel 2.1 Tabel Faktor X ………. Tabel 4.1 Daftar Harga Bahan Baku ……… Tabel 4.2 Daftar Harga Baja ………. Tabel 4.3 Harga Standar Bahan Jadi ……… Lampiran 1 Kekuatan Bahan Untuk Baja ………. Lampiran 2 Kekuatan Bahan Untuk Pipa ………. Lampiran 3 Diagram Alir ………. Lampiran 4 Ulir Metris ………. Lampiran 5 Ulir Whitworth ……….. Lampiran 6 Ulir Segi Empat ………. Lampiran 7 Ulir Pipa ……… Lampiran 8 Ulir UNC ………... Lampiran 9 Ulir Trapesium ……….. Lampiran 10 Pegas ………..
1
BAB I PENDAHULUAN 1.1 Latar Belakang
Industri pada saat sekarang sangat mementingkan efisiensi dan efektifitas yang tinggi. Untuk mencapai hal itu tidak hanya kualitas manusia saja yang diperhatikan, tetapi teknologi peralatan atau perkakas produksi juga perlu ditingkatkan. Untuk mencapai hal diatas industry pada saaat ini sangat banyak menggunakan perkakas bantu pada mesin- mesin produksinya agar membantu dan mempermudah serta menghemat waktu dalam pengerjaannya.
Mesin bor tangan adalah mesin bor yang pengoperasiannya dengan menggunakan tangan dan bentuknya mirip pistol. Mesin bor tangan biasanya digunakan untuk melubangi kayu, tembok, maupun plat logam. Khus usnya bor tangan ini penulis merancang kedudukan mesin bor tersebut yang pada dasarnya sama prinsipnya dengan mesin bor duduk, perbedaannya terdapat dalam system penggerak, jadi kegunaan dari mesin bor tangan tersebut ganda. Pengeboran adalah operasi menghasilkan lubang berbentuk dalam lembaran kerja dengan menggunakan pemotong berputar dan pemotongan diam (persegi) yang disebut bor pahat kayu.
Politeknik Negeri Padang sebagai salah satu institusi yang bergerak dalam dunia pendidikan, diharapkan mampu menghasilkan sumber daya manusia yang siap pakai dan nantinya akan mampu memberikan konstribusi pada bidangnya masing- masing. Oleh karena itu penulis adalah salah seorang mahasiswa Politeknik Negeri Padang, khususnya Teknik Mesin berusaha membuat alat yang cukup sederhana namun bermanfaat tepat guna sebagai tugas akhir dengan judul Mesin Bor Pahat Kayu Portable.
1.2 Alasan Pemilihan Judul
Adapun alasan penulis memilih judul ini karena kurang efisiensinya bor tangan yang diciptakan oleh pabrik-pabrik, dan juga kesulitan yang ditemukan pada proses pengeboran untuk suatu konstruksi dengan dimensi yang besar
2 sehingga tidak mungkin dilakukan pengeboran dimesin karena kapasitas mesin tidak mencukupi, sedangkan jika digunakan mesin bor tangan dikhawatirkan tidak tercapainya ketegaklurusan lubang yang dihasilkan dengan bidang yang dijadikan acuan. Kesulitas juga ditemukan pada saat akan mengebor bidang miring tertentu pada suatu konstruksi yang sudah fix (tidak bisa dilepas) dan tidak memungkinkan untuk dicekam pada mesin bor yang ada, serta pada saat akan mengebor suatu bidang pada suatu konstruksi yang letaknya relative tinggi yang menuntun ketegaklurusan lubang yang dihasilkan dengan yang dijadikan acuan.
Untuk itu diperlukan alat bantu pengeboran agar pekerjaan-pekerjaan tersebut dilakukan dengan mudah dan efisien. Alat bantu yang tepat untuk itu adalah mesin bor tangan yang dapat dipindah-pindahkan (portable). Berangkat dari permasalahan tersebut maka penulis mencoba mengangkat perancangan konstruksi yang memberi nilai pada fungsi dari bor tangan, yaitu berupa dudukan mesin bor tangan yang bersifat portable.
1.3 Tujuan
1.3.1 Tujuan Umum
Adapun tujuan umum dari Tugas Akhir ini adalah:
a. Untuk memenuhi salah satu syarat lulus program Diploma III (DIII) Jurusan Teknik Mesin di Politeknik Negeri Padang. b. Mengasah kemampuan mahasiswa untuk berfikir analitis dan
memecahkan masalah berdasarkan hal yang telah dipelajari baik dibangku perkuliahan maupun dilapangan.
c. Membuka wawasan mahasiswa mengenai aplikasi dan implementasi bidang ilmu yang telah dipelajari pada dunia nyata.
1.3.2 Tujuan Khusus
Adapun tujuan khusus dari Tugas Akhir ini adalah:
a. Menciptakan suatu mesin khusus yang dapat mengerjakan suatu proses tertentu dengan tingkat efektifitas yang tinggi.
3 b. Menjawab kebutuhan Industri kecil- menengah dalam memproduksi lubang persegi pada kayu dengan mudah dan cepat.
c. Merancang dan membuat mesin khusus bor kayu untuk pengeboran lubang persegi agar dapat digunakan sebagai mana semestinya.
1.4 Batasan Masalah
Dalam penyusunan tugas akhir ini penulis membatasi masalah yang akan dibatasi sebagai berikut :
a. Alat yang akan dibuat adalah dudukan mesin bor tangan yang bersifat
portable.
b. Material yang dapat digunakan alat ini adalah balok kayu yang akan dijadikan sebuah meja,lemari, dll.
c. Pembahasan dititik beratkan pada perancangan awal untuk memperoleh rancangan detail konstruksi, pemilihan bahan cara perakitan, penggunaan pemeliharaannya.
d. Perhitungan hanya ditujukan untuk gaya-gaya yang bekerja, yaitu pada handle dudukan bor.
1.5 Metode Pengumppulan Data
Dalam penyusunan rancang bangun ini, penulis mencari data melalui studi kepustaka, literature dari buku serta pengalaman praktek kerja bengkel dan laboratorium ditambah ide- ide penulis sendiri sesuai ilmu pengetahuan yang diperoleh selama kuliah di Politeknik.
1.6 Sistematika Penulisan
Agar penyusunan laporan tugas akhir nantinya teratur dan terarah maka penulis perlu membahas garis besar sistematika penulis. Adapun sistematika penulisan laporan tugas akhir tersebut adalah sebagai berikut :
4
BAB I PENDAHULUAN
Meliputi latar belakang, alasan pemilihan judul dan maksud serta tujuan dari rancang bangun, batasan masalah sistematika penulisan.
BAB II LANDASAN TEORI
Menjelaskan tentang definisi dan macam cara pengeboran serta teori yang menunjang terhadap rancang bangun ini.
BAB III METODOLOGI
Meliputi waktu dan tempat, alat dan bahan, serta rumusan masalah, studi literature, pengumpulan data, perancangan model, pembuatan model, pengujian model, dan pembuatan laporan.
BAB IV PERHITUNGAN DAN ANALISA BIAYA
Meliputi perhitungan rancang bangun dari alat bor pahat kayu. Dan analisa perincian biaya rancang bangun dari alat bor pahat kayu.
BAB V PENUTUP
Meliputi kesimpulan dari proses rancang bangun ini dan diakhiri dengan beberapa saran dari penulis.
DAFTAR PUSTAKA
5
BAB II
LANDASAN TEORI 2.1 Pengenalan Mesin Bor Kayu.
Istilah pengeboran kayu secara umum adalah kayu yang dimanfaatkan untuk elemen tambahan perabotan eksterior dan interior perumahan. Untuk lingkungan eksterior diantaranya adalah pintu rumah, tempat tidur. Sedangkan untuk lingkungan interior adalah jendela, meja, kursi, lemari, dan perabotan rumah lainnya. Secara khusus kayu merupakan elemen tambahan jendela rumah yang berfungsi sebagai
accessories. kayu memiliki model yang bermacam- macam. Salah
satunya adalah model balok.
Pengeboran kayu atau pembuatan lubang pada kayu adalah produk inovasi dari proses kayu, berdasarkan hasil survey, kebutuhan ukuran lubang bor yang banyak digunakan atau diminat i konsumen adalah penampang 10 mm karena muda h dibentuk.
2.2 Ele men Mesin Bor.
1. Rangka.
Berfungsi sebagai pemersatu elemen / komponen pada posisinya sesuai fungsi masing- masing elemen / komponen tersebut sehingga membentuk sebuah alat bantu. Dengan rangka sebuah alat bantu dapat dihubungkan satu sama lain.
Bentuk rangka sangat dipengaruhi oleh faktor- faktor berikut : 1. Dimensi dan bentuk ukuran.
2. Berat maksimum yang diizinkan.
3. Bentuk dan jenis bahan baku yang tersedia. 4. Jumlah benda yang tersedia.
5. Batas waktu pengerjaan. Bahan untuk konstruksi rangka
1. Dari benda pejal, baik bentuk silinder dan persegi.
2. Elemen-elemen tunggal yang disatukan dengan system ikatan baut. 3. Rangka yang diisatukan dengan las.
6 4. Rangka dengan jenis yang diatas
5. Kombinasi dari jenis rangka diatas 2. Elemen pengarah
Berfungsi mengarahkan pergerakan alat bor dan menjamin letak (relative terhadap benda kerja) alat bor selalu pada posisi yang sama. 3. Elemen penepat
Berfungsi menepatkan posisi benda kerja relative terhadap alat bor, mesin atau ragum lain.
4. Elemen pencekam
Berfungsi mengamankan posisi ruang benda kerja terhadap pergeseran atau perputaran serta menjamin benda kerja selalu pada posisi yang diharapkan.
5. Elemen penumpu
Berfungsi melindungi benda kerja dari deformasi bentuk akibat gaya cekam atau gaya pengeboran atau berat benda kerja sendiri, disisi lain elemen ini juga menghindari kekeliruan posisi benda kerja.
6. Elemen pengikat
Berfungsi menghubungkan atau mengikat batang dengan dudukan bor, berikut komponen-komponen keposisi yang diharapkan (contoh : baut, pin dsb)
2.3 Klasifikasi Pengeboran Kayu.
Pengelompokan pengeboran kayu sebagai bagian dan alat bantu produksi yang dapat digunakan pada peralatan meliputi mesin perkakas, alat potong, alat cekam dan alat ukur dapat dibedakan atas tiga bagian yaitu:
1. Mesin bor standar
Digunakan untuk bermacam benda kerja yang umumnya memiliki bentuk geometri sejenis sepert benda kerja pelat berbentuk gelombang. Juga digunakan untuk pekerjaan yang terbatas hanya untuk satu poros permesinan, misalnya pengeboran, dan biasanya memerlukan penyesuaian antara benda kerja dengan proses kerja yang diinginkan, misalnya
7 penyetelan atau penambahan elemen seperti pengarah mata bor pada proses pengeboran.
2. Mesin bor system modular
Merupakan penggabungan beberapa komponen standar yang tidak banyak melakukan proses pengerjaan lanjut untuk menyesuaikan bentuk geometri benda kerja dan jenis pekerjaan yang diinginkan. Dengan
alternative ini lebih banyak mengurangi biaya produksi apabila digunakan.
3. Mesin bor khusus
Pada umumnya dikonstruksikan untuk pengerjaa n dan menghasilkan benda kerja yang juga tertentu. Pembagian pengeboran jenis ini sebagai berikut :
a. Proses pemakanan 1. Benda kerja panjang
Biasanya peralatan jenis ini dibutuhkan untuk menepatkan posisi dan mencekam benda kerja frais dan gerinda permukaan. 2. Bennda kerja bulat
Digunakan pada proses bubut dan gerinda silindris. 3. Benda kerja khusus
Pada permesinan yang menghasilkan benda kerja dengan mengikuti pola asli.
b. Proses penggabungkan
Jenis pengeboran untuk penyambungan komponen las, ikatan baut, dan perakitan komponen
c. Proses khusus
Pengeboran jenis ini khusus digunakan pada proses pemeriksaan, penggulungan, perlakuan panas.
2.4 Pengeboran Kayu
Pengeboran kayu merupakan bagian alat bantu produksi pada proses pengeboran. Biasanya memerlukan penyesuaian antara benda kerja dengan proses kerja yang diinginkan misalnya penyetelan dan penambahan elemen mesin seperti pengarah mata bor. Pengeboran termas uk dalam
8 klasifikasi pembentukan standar, karena hanya digunakan untuk pekerjaan terbatas atau proses permesinan yaitu pengeboran.
Dalam menentukan pengeboran, hal yang perlu diperhatikaan adalah sebagai berikut :
1. Untuk sekali pencekaman, banyak sisi yang harus dikerjakan.
2. Ketergantungan ukuran-ukuran antara lobang yang dibor pada suatu bennda kerja.
3. Kemungkinan dibor sekaligus pada mesin dengan spindle banyak. 4. Kemungkinan beberapa benda kerja dikerjakan sekaligus.
5. Kemungkinan menggunakan meja putar.
6. Pada pemilihan jenis dan panjang sarung pengarah harus diperhatikan penggunaan sarung pengarah fix atau dapat diganti-ganti.
2.5 Pegas
Bagian ini juga memmpunyai peran penting dalam alat bantu yang kami buat, yaitu sebagai pembalik bor tangan pada saat pengoperasia nnya. Pegas yang dipilih adalah pegas spiral dengan jenis pegas tarik.
Pegas spiral dipakai untuk mengurangi garatan-getaran yang disebabkan oleh pukulan-pukulan suatu benda. Bias juga dipakai untuk menekan katup-katup yang terdapat pada motor-motor, sesuai dengan tugasnya maka pegas spiral harus dibuat dari logam yang mempunyai kekenyalan tinggi. Logam yang sesuai untuk pegas pada umumnya adalah baja. Pegas spiral dibagi atas dua macam, yaitu :
1. Pegas Tarik
Bentuk pegas tarik sebelum dibebani adalah seperti pada gambar. Kedua ujungnya terdiri dari sebuah mata yang dipakai mengaitkan pada bebannya.
9
2. Pegas Tekan
Gambar dibawah memperlihatkan sebuah pegas tekan sebelum dibebani, karena kedua ujungnya harus merupakan bidang-bidang datar, maka kedua ujung kawat ini harus digerinda sehingga bukan merupakan bulatan lagi. Oleh karena itu kawat yang tidak bulat ini tidak boleh dianggap sebagai ulir kerja.
Gambar 2.2 Pegas Tekan
Perhitungan kekuatan pegas bulat
Baik untuk pegas tarik maupun tekan, perhitungan kekuatannya didasarkan atas puntiran yang disebabkan oleh momen sebesar :
gaya tekan pada pegas
𝐹 = 16π . dr3 . 𝜏𝑤 𝑑𝑎𝑛 𝑓 = 4𝜋 . 𝜋𝑟𝑑2 .𝜏𝑤
𝐺 ……… (1)
Dimana :
o F = gaya tekan pada pegas o 𝑓 = pendesakan pegas o d = tebal baja pegas
o r = separuh garis tengah pegas o n = jumlah lilitan aktif
o 𝜏𝑤 = tegangan punter
10 Faktor X dalam rumus 𝜏𝑤 = 16
𝜋 . 𝑟
𝑑3 . 𝐹 .𝑥, yang tergantung pada
perbandingan lilitan D/d yang ditunjukkan pada table dibawah ini.
Tabel untuk faktor X
𝐷 𝑑 X 𝐷 𝑑 X 𝐷 𝑑 X 𝐷 𝑑 X 𝐷 𝑑 X 3 1.55 5.5 1.26 8 1.17 11 1.12 16 1.08 3.5 1.45 6 1.24 8.5 1.16 12 1.11 18 1.07 4 1.38 6.5 1.22 9 1.15 13 1.1 20 1.06 4.5 1.33 7 1.20 9.5 1.14 14 1.09 25 1.05 5 1.29 7.5 1.19 10 1.13 15 1.09 30 1.04
Panjang rata-rata pegas pra-tegang
𝐿
𝑣=
𝐿𝑘+ 𝐿𝑜2 ……… (2)
Dimana :
Lv = panjang rata-rata pegas pra tegangan
Lk = panjang pegas terkecil yang diizinkan (mm) Lo = panjang pegas yang tidak ditegangkan (mm)
Tetapan pegas
𝐶 =
8(𝐷 𝑑 )𝐺 .𝑑3 .𝑛 ……… (3)Dimana :
C = tetapan pegas N/mm d = diameter kawat pegas (mm) D = diameter garis tengah pegas (mm) G = modulus kekakuan baja pegas
n = jumlah lilitan aktif (bagi beban pegas dinamik dianjurkan untuk mengakhiri lilitan mati sedemikian rupa sehingga jumlah seluruh lilitan berakhir pada setengah, jadi 5,5 : 6,5)
11 Pendesakan minimum
𝑓
𝑚𝑖𝑛= 𝑙
𝑜− 𝑙
𝑣− 5 ……… (4)
Dimana :
𝑓𝑚𝑖𝑛 = gaya pendesakan minimum
Lo = panjang pegas yang tidak ditegangkan Lv = panjang rata-rata pegas
Pendesakan maksimum
𝑓
𝑚𝑎𝑘𝑠= 𝑙
𝑜− 𝑙
𝑣+ 5……… (5)
Dimana :
𝑓𝑚𝑎𝑘𝑠 = gaya pendesakan maksimum
Lo = panjang pegas yang tidak ditegangkan Lv = panjang rata-rata pegas pra tegangan
Gaya pegas
𝐹
𝑘= 𝐶 . 𝑓
𝑘 ……… (6)Dimana :
𝐹𝑘 = gaya pegas C = konstan
𝑓𝑘 = panjang pegas terkecil yang diizinkan dikurung panjang pegas yang tidak ditegangkan
Tegangan punter
𝜏
𝑚𝑎𝑘𝑠=
8𝐷 .𝐹𝑚𝑎𝑘𝑠 .𝑥𝜋𝑑3
……… (7)
Dimana :
𝜏𝑚𝑎𝑘𝑠 = tegangan punter minimum D = garis tengah pegas
12
2.6 Pengenalan Mesin Bor 2.6.1 Definisi Mesin Bor
Mesin bor adalah suatu jenis mesin gerakannya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan pengeboran adalah operasi menghasilkan lubang berbentuk bulat dalam lembaran kerja dengan menggunakan pemotongan berputar yang disebut Bor.
2.6.2 Jenis – Jenis Mesin Bor
1. Mesin bor meja
Mesin bor meja adalah mesin bor yang diletakan diatas meja. Mesin ini digunakan untuk membuat lubang benda kerja dengan diameter kecil (terbatas sampai dngan diameter 16 mm). prinsip kerja mesin bor meja adalah putaran motor listrik diteruskan ke poros mesin sehingga poros berputar. Selanjutnya poros berputar yang sekaligus sebagai pemegang mata bor dapat digerakan naik turun dengan bantuan roda gigi lurus dan gigi rack yang dapat mengatur tekanan pemakanan saat pengeboran.
Gambar 2.3 Mesin Bor Meja
2. Mesin bor tangan
Mesin bor tangan adalah mesin bor yang pengoperasiannya dengan menggunakan tangan dan bentuknya mirip pistol. Mesin bor tangan biasanya digunakan untuk melubangi kayu, tembok maupun
13 pelat logam. Khusus mesin bor ini selain digunakan untuk membuat lubang juga bisa digunakan untuk mengencangkan baut maupun melepas baut karena dilengkapi 2 putaran yaitu kanan dan kiri. Mesin bor ini tersedia dalam berbagai ukuran, bentuk, kapasitas dan juga fungsinya masing- masing.
Gambar 2.4 Mesin Bor Tangan
3. Mesin bor radial
Mesin bor radial khusus dirancang untuk pengeboran benda-benda kerja yang besar dan berat. Mesin ini langsung dipasang pada lantai, sedangkan meja mesin telah terpasang secara permanen pada landasan atau alas mesin. Pada mesin ini benda kerja tidak bergerak. Untuk mencapai proses pengeboran terhadap benda kerja, poros utama yang digeser kekanan dan kekiri serta dapat digerakan naik turun melalui perputaran batang berulir.
14 4. Mesin bor tegak (Vertical Drilling Machine)
Digunakan untuk mengerjakan benda kerja dengan ukuran yang lebih besar, dimana proses pemakanan dari mata bor dapat dikendalikan secara otomatis naik turun. Pada proses pengeboran, poros utamanya digerakkan naik turun sesuai kebutuhan. Meja dapat diputar 3600, meja diikat bersama sumbu berulir pada batang mesin, sehingga mejanya dapat digerakkan naik turun dengan menggerakkan engkol.
Gambar 2.6 Mesin Bor Tegak
5. Mesin bor koordinat
Mesin bor koordinat pada dasarnya sama prinsipnya dengan mesin bor yang lainnya. Perbedaannya terdapat pada system pengaturan posisi pengeboran. Mesin bor koordinat digunakan untuk membuat / membesarkan lobang dengan jarak titik pusat dan diameter lubang antara masing- masingnya memiliki ukuran dan ketelitian yang tinggi. Untuk mendapatkan ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang dapat diatur dalam arah memanjang dan arah melintang dengan bantuan system optic. Ketelitian dan ketepatan ukuran dengan system mencapauu toleransi 0,001 mm.
15
Gambar 2.7 Mesin Bor koordinat
6. Mesin bor lantai
Mesin bor lantai adalah mesin bor yang dipasang pada lantai. Mesin bor lantai disebut juga mesin bor kolom. Jenis lain mesin bor lantai ini adalah mesin bor yang mejanya disangga dengan batang pendukung. Mesin bor jenis ini biasanya dirancang untuk pengeboran benda-benda kerja yang besar dan berat.
7. Mesin bor berporos (mesin bor gang)
Mesin bor ini mempunyai lebih dari satu spindle, biasanya sebuah meja dengan empat spindle. Mesin ini digunakan untuk melakukan beberapa operasi sekaligus, sehingga lebih cepat untuk produksi masal terdapat 20 atau lebih spindle dengan sebuah kepala penggerak.
2.6.3 Bagian – Bagian Utama Mesin Bor
1. Base (Dudukan)
Base ini merupakkan penopang dari semua komponen mesin bor. Base terletak paling bawah menempel pada lantai, biasanya dibaut. Pemasangannya harus kuat karena akan mempengaruhi keakuratan pengeboran akibat dari getaran yang terjadi.
16 2. Column (Tiang)
Bagian dari mesin bor yang digunakan untuk menyangga bagian-bagian yang digunakan untuk proses pengeboran. Kolom berbentuk silinder yang mempunyai alur atau rel untuk jalur gerak vertical dari meja kerja.
3. Table (Meja)
Bagian yang digunakan untuk meletakkan benda kerja yang akan di bor. Meja kerja dapat disesuaikan secara vertical untuk mengakomodasi ketinggian pekerjaan yang berbeda atau bisa berputar ke kiri dan ke kanan dengan sumbu poros pada ujung yang melekat pada tiang (column). Untuk meja yang berbentuk lingkaran bisa diputar 3600 dengan poros ditengah-tengah meja. Kesemuanya itu dilengkapi pengunci (table clamp) untuk menjaga agar posisi meja sesuai dengan yang diibutuhkan. Untuk menjepit benda kerja agar diam menggunakan ragum yang diletakkan diatas meja.
4. Drill (Mata Bor)
Adalah suatu alat pembuatan lubang atau alur yang efisien. Mata bor yang paling sering digunakan adalah bor spiral, Karena daya hantarnya baik, penyaluran serpih (garam) yang baik karena alur-alurnya yang berbentuk sekrup, sudut-sudut sayat yang menguntungkan dan bidang potong yang dapat diasah tanpa mengubah diameter bor. Bidang-bidang potong bor spiral tidak radial tetapi digeser sehingga membentuk garis-garis singgung pada lingkaran kecil yang merupakan hati bor.
5. Spindle
Bagian yang menggerakkan chuck atau pencekam, yang memegang / mencekam mata bor.
6. Spindle head
Merupakan rumah dari konstruksi spindle yang digerakkan oleh motor dengan sambungan berupa belt dan diatur oleh drill feed handle untuk proses pemakanannya.
17
7. Drill feed handle
Handel untuk menurunkan atau menekan spindle dan mata bor
ke benda kerja (memakankan). 8. Kelistrikan
Penggerak utama dari mesin bor adalah motor listrik, untuk kelengkapanya mulai dari kabel power dan kabel penghubung, fuse sekring, lampu indicator, saklar on/off dan saklar pengatur kecepatan.
2.7 Krite ria Pemilihan Bahan
Dalam merencanakan suatu komponen alat bantu atau mesin, perancang harus mengetahui tentang bahan-bahan yang akan digunakan, ini merupakan hal yang sangat penting untuk diperhitungkan.
Dalam hal ini beberapa perhitungan yang harus diperhitungkan dalam pemilihan bahan, diantaranya :
1. Material yang digunakan harus mudah didapat.
Dalam perencanaan, harus dapat mempertimbangkan apakah material yang akan digunakan itu mudah didapat dipasaran. Walaupun bahan yang kita rencanakan itu sudah sesuai dengan yang telah diperhitungkan sebelumnya, namun apabila tidak didukung oleh kemudahan untuk mendapatkan bahan tersebut dipasaran, maka perencanaan akan mendapatkan hambatan dan tidak mungkin untuk direkayasa. Maka dalam hal ini perancang harus mengetahui apakah bahan tersedia dipasaran dan mudah untuk didapatkan.
2. Material yang digunakan harus sesuai dengan fungsinya.
Tujuan dari bahan yang sesuai dengan fungsinya adalah supaya perencanaan itu harus mampu membedakan antara komponen-komponen utama atau yang terpenting dengan bagian-bagian yang berfungsi sebagai penunjang atau pelengkap saja dalam suatu alat atau mesin.
3. Efisiensi dari bahan yang digunakan.
Bahan yang digunakan selalu diharapkan memiliki efisiensi yang sebaik mungkin, dimana tingkat efisiensinya memang ak an ditentukan dalam perhitungan, akan tetapi ada beberapa hal yang dapat dijadikan
18 bahan pemikiran untuk menentukan efisiensi bahan yang akan digunakan antara lain adalah gesekan, keseimbangan komponen, pemindahan daya, pelumas dan sebagainya. Jika hal tersebut telah diperhitungkan hasil rancangan akan lebih efisien.
4. Biaya.
Berdasarkan prinsip ekonomi dan perhitungan-perhitungan yang ada, maka diharapkan biaya dapat ditekan sekecil mungkin. Hal ini dimaksudkan agar bisa menghemat biaya sehingga dapat dijangkau masyarakat banyak yang membutuhkan.
5. Estetika dari alat atau mesin.
Estetika disebut juga dengan keindahan, dalam hal ini menitik beratkan kepada keindahan dari konstruksi alat atau mesin. Dalam perencanaan suatu alat atau mesin, janganlah hanya memperhatikan kekuatan atau ketahanan bahan dari komponen-komponen mesin tersebut. Akan tetapi ada hal yang tidak kalah pentingnya yang harus diperhatikan yaitu keindahan konstruksi alat atau mesin. Hal ini berfungsi untuk menarik perhatian konsumen dan dapat diproduksi secara masal.
6. Ergonomik mesin.
Selain faktor- faktor yang telah disebutkan diatas, ada satu hal lagi yang harus diperhatikan dalam perancangan suatu alat atau mesin yakni factor kenyamanan (ergonomic) dari operator (manusia) dalam mengoperasikan alat atau mesin tersebut. Alat atau mesin harus dirancang sedemikian rupa agar dapat digunakan dan dioperasikan dengan mudah, sehingga dapat menimbulkan rasa nyaman bagi operator dalam bekerja. Hal ini akan dapat mempengaruhi kualitas kerja dari operator yang tentunya akan berdampak positif terhadap hasil kerja atau hasil produksi.
2.8 Macam – Macam Ulir
Penggunaan ulir banyak sekali ditemui dalam kehidupan sehari-hari, karena ulir berfungsi sebagai pengikat, selain itu ulir juga berfungsi sebagai penggerak suatu benda. sebelum kita mengenal berbagai macam jenis ulir ada baiknya kita mengenali dulu bagian -bagian ulir.
19
1. Ulir Segitiga
Jenis ulir ini banyak sekali kita temui, dan banyak sekali standar dari ulir segitiga ini diantaranya adalah
a. Ulir Metris / Metric Standart Thread
Merupakan ulir segitiga dengan sudut puncak 60° dan keseluruhan dimensi dalam satuan metris. Simbol dari ulir ini adalah "M" contohnya M8 x 1,25 adalah ulir metris dengan diameter 8 mm dan pitch 1,25 mm
Gambar 2.8 Ulir Metris b. Ulir Whitworth / Whitworth Standart Thread
Merupakan ulir segitiga dengan sudut puncak 55° dan keseluruhan dimensi dalam satuan british (inchi). Simbol dari ulir ini adalah "W", contohnya W ⅜" x 20 TPI adalah ulir whitworth dengan diameter ⅜" dan terdapat 20 Thread per Inch (jumlah puncak ulir tiap jarak 1 inchi)
Gambar 2.9 Ulir Whitworth
c. Ulir Pipa / BSP Thread (British Standart Pipe Thread)
Merupakan ulir standart yang digunakan pada sambungan pipa. disimbolkan dengan huruf "R" contohnya R ⅜" yaitu ulir standar pipa untuk diameter pipa ⅜"
20
d. Ulir UNF / Unified Fine Thread
merupakan jenis ulir dengan dimensi gabungan dari metris dan
british. ulir ini mempunyai sudut puncak ulir 60° dan dimensi ukuran
dalam satuan british (inchi). ulir ini kebanyakan digunakan di negara Amerika Serikat dan Kanada. simbol yang digunakan adalah "UNF" contoh UNF ⅜" x 24 TPI yaitu ulir UNF dengan ukuran diameter ⅜" dan jumlah ulir tiap inchi 24.
e. Ulir UNC / Unified Coarse Thread
merupakan versi kasar dari ulir UNF. kasar disini dimaksudkan adalah jumlah ulir tiap inchi yang lebih sedikit dari ulir UNF sehingga tampak kasar. simbol yang digunakan adalah "UNC" contohnya ⅜ - 16 UNC adalah ulir UNC dengan diameter ⅜" dan jumlah ulir tiap inchi 16
2. Ulir Segiempat / Square Thread
merupakan ulir dengan bentuk profil segi empat, biasanya digunakan untuk beban berat misalnya pada pembuka pintu air bendungan dan ulir pada tanggem. ulir segiempat disimbolkan dengan huruf "Sq" dan berdimensi inchi contohnya Sq ⅜" x 8 TPI yaitu ulir segiempat dengan diameter ⅜" dan jumlah ulir tiap inchi adalah 8.
Gambar 2.10 Ulir Segi Empat 3. Ulir trapesium / Trapezium Thread
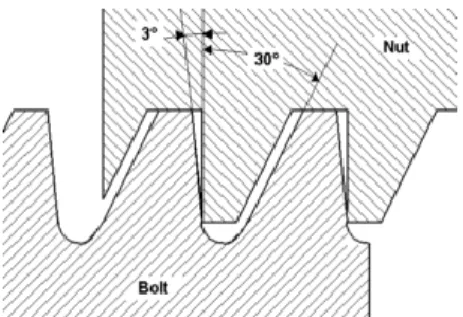
merupakan ulir dengan profil trapesium dengan sudut puncak 30°. biasa digunakan pada ulir penggerak pada eretan dan leadscrew pada mesin bubut. . ulir ini disimbolkan dengan huruf "Tr" dengan dimensi metris contohnya Tr 18 x 4 adalah ulir trapesium dengan diameter 18 mm dan jarak puncak ulir 4 mm.
21
4. Ulir Acme / Acme Thread
merupakan ulir dengan profil trapesium dengan sudut puncak 29°, biasa digunakan pada eretan dan leadscrew. ulir ini disimbolkan dengan "Acme" dengan dimensi dalam satuan inchi.
Gambar 2.11 Ulir Acme 5. Ulir Bulat / Round Thread
Merupakan ulir dengan profil setengah lingkaran pada bagian lembah dan puncak ulir. biasa digunakan untuk mentranmisikan daya/gerakan secara halus dengan tanpa kelonggaran. jenis lain dari ulir bulat ini adalah ulir edison yaitu ulir yang digunakan pada lampu bohlam
Gambar 2.12 Ulir Bulat 6. Ulir bola / Ball Screw
Merupakan ulir yang biasanya dipasangkan dengan mekanisme bola-bola baja dan digunakan pada penggerak mesin CNC karena hampir tidak ada kelonggaran dengan jarak yang presisi.
22
7. Ulir tanduk./ Buttress Thread
Merupakan ulir berbentuk segitiga tetapi bukan segitiga sama kaki melainkan berbentuk seperti tanduk. biasa digunakan sebagai pengunci tarikan seperti pengunci collet dan pada tutup pasta gigi.
Gambar 2.14 Ulir Tanduk 8. Ulir maje muk / Multi start Thread
Merupakan ulir yang mempunyai lebih dari satu belitan ulir. biasanya untuk penggerak dengan kecepatan tinggi. bentuk profil ulir bisa segitiga, segiempat, trapesium, bola dan sebagainya.
23
BAB III METODOLOGI 3.1 Waktu dan Tempat
Adapun tempat pelaksanaan pembuatan mesin khusus pembentuk lubang pada kayu yaitu di bengkel Teknik Mesin Politeknik Negeri Padang.
3.2 Alat dan Bahan
Untuk menghasilkan suatu rancang bangun mesin khusus pembentuk lubang pada kayu yang mampu bekerja secara maksimal, diperlukan alat maupun bahan yang sesuai. Adapun alat dan bahan yang digunakan adalah sebagai berikut:
3.2.1 Alat
Alat ini terbagi atas beberapa jenis yaitu : 1. Mesin :
a. Mesin bubut b. Mesin bor
c. Mesin gerinda duduk d. Mesin gerinda tangan e. Mesin las listrik f. Mesin miling/frais 2. Peralatan : a. Jangka sorong a. Penitik b. Mistar baja c. Ragum d. Tap dan sney e. Penggores f. Siku-siku g. Kunci pas h. Kunci L
24 i. Kikir
j. Palu k. Spidol 3.2.2 Bahan
a. Mesin bor tangan
b. Mata bor dan pisau persegi c. Plat 500 x 450 x 10 mm d. Plat 300 x 150 x 8 mm e. Poros Ø 90 x 170 mm f. Poros Ø 60 x 400 mm g. Poros Ø 50 x 200 mm h. Poros Ø 20 x 210 mm i. Baut dan mur
j. Elektroda RB 26 k. Elektroda RB 32 l. Dempul m. Amplas n. Cat 3.3 Metodologi Penelitian
Metodologi penelitian berisikan langkah pembuatan suatu penelitian dan pengamatan. Dalam sebuah metodologi terdapat proses pengolahan data sehingga didapatkan hasil maupun kesimpulan. Adapun urutan proses tersebut adalah sebagi berikut :
3.3.1 Rumusan Masalah
Menurut penelitian penulis, diciptakannya mesin khusus ini karena untuk dapat mempermudah dan mempercepat kerja operator untuk membentuk lubang pada kayu dengan satu proses pengerjaan dan tidak membutuhkan keahlian yang khusus pada operatornya terutama untuk industri kecil- menengah. Dengan ini produktivitas akan lebih meningkat. Sehingga perumusan masalahnya yaitu, “menciptakan mesin khusus dalam membentuk lubang segi empat pada kayu”.
25 3.3.2 Studi Literatur
Kemudian, dilanjutkan dengan melakukan studi literatur yang merujuk kepada beberapa referensi yang mendukung teori-teori yang berhubungan dengan perancangan mesin khusus ini : seperti buku, jurnal,
paper dan browsing internet.
3.3.3 Pengumpulan Data
Mengumpulkan data apa saja yang dibutuhkan dalam proses perancangan mesin khusus ini, yang merujuk kepada referensi yang telah di pelajari sebelumnya.
3.3.4 Perancangan Model
Merancang model dengan pertimbangan yang telah dilakukan menggunakan software solidwork.
3.3.5 Pembuatan Model
Merupakan proses pengerjaan dari rancangan yang dibuat sebelumnya dalam sebuah gambar kerja, dengan beberapa proses permesinan.
3.3.6 Pengujian Model
Merupakan langkah uji coba terhadap Model / Tugas Akhir yang telah siap di kerjakan. Sebagai bahan yang diamati, ada beberapa objek pengamatan yaitu: Capability / kemampuan mesin, kelancaran proses kerja mesin, balancing / keselarasan mesin, dsb.
3.3.7 Pembuatan Laporan
Proses pengerjaan Tugas Akhir dalam bentuk tulisan yang membahas proses pengerjaan dan pengamatan yang telah di lakukan.
26 Flowchart Metodologi Perancangan
Tidak Ya Tidak Tidak Ya Ya
Gambar 3.1 Diagram Alir (flow chart) Tugas Akhir
Mulai
Pembuatan Data dan Studi Literatur Pemilihan Judul Pembuatan Proposal Tugas Akhir Pengolahan Data Ok Konsultasi ke Pembimbing Perencanaan Komponen Utama Pembuatan Mesin A A
Uji Kinerja Mesin
Ok Ok B Pembuatan Laporan Tugas Akhir Konsultasi ke Pembimbing Selesai
27
BAB IV
PERHITUNGAN KEKUATAN BAHAN
4.1 Proses Pengeboran
Pengeboran digunakan untuk membuat suatu lubang silindris. Pembuatan lubang pada benda kerja merupakan suatu proses pengikisan dengan daya penyerpihan.
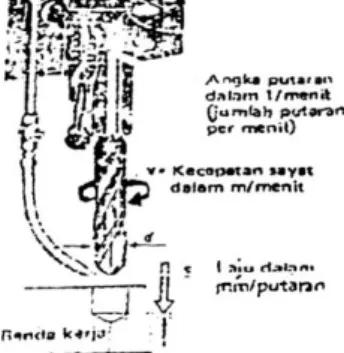
Pengeboran dengan mesin bor
Perkakas bor berputar melakukan gerakan penyayatan dengan laju (s), sedangkan benda kerja diam.
Gambar 4.1 Pengeboran Dengan Mesin Bor
a. Kecepatan makan Vf Vf = f . n
= 0,5 . 220 = 110 𝑚𝑚 𝑚𝑒𝑛𝑖𝑡 Keterangan :
f = besar sayat (pemakanan)
n = putaran mesin bor
b. Gaya tekan F F = 𝜎𝑔 . A
A = 20 . 25,4 . 25,4 = 12903,2 𝑚𝑚3
28
𝜎
𝑔 = 𝐹 𝐴 = 110 𝑚𝑚 𝑚𝑒𝑛𝑖𝑡 12903 ,2 𝑚𝑚3 = 0,00852 𝑚𝑚2 = 0,083 𝑁 𝑚𝑚2 F =𝜎
𝑔 . A = 0,083 . 12903,2 = 1070,96 N4.2 Perhitungan Massa Benda Yang Akan Ditarik Oleh Pegas
Berat pipa m = massa pipa
Ρ = massa jenis pipa = 7850 𝑘𝑔 𝑚3 V = volume A = luas penampang D = diameter luar = 80 mm = 0,08 m d = diameter dalam = 70 mm = 0,07 m L = panjang pipa = 120 mm = 0,12 m m = P . V V = A . L = 𝜋 . 𝐷4
−
𝜋 . 𝑑4. 𝐿
= 3,14 . 0,08 4−
3,14 . 0,07 4.
0,12 = 0,000942 𝑚3 𝑚𝑝𝑖𝑝𝑎 = P . V = 7850 𝑘𝑔 𝑚3 . 0,000942 𝑚3 = 7,3947 kg29
Berat plat m = massa plat
Ρ = massa jenis pipa = 7850 𝑘𝑔 𝑚3 A = luas penampang P = 120 mm = 0,12 m L = 100 mm = 0,1 m T = 8 mm = 0,008 m m = P . A A = 0,12 . 0,1 . 0,008 = 0,000096 𝑚3 m = 7850 . 0,000096 = 0,7536 kg
Karena terdapat 3 bagian, maka berat plat ditambah dengan berat plat lainnya.
𝑚𝑝𝑙𝑎𝑡 = 3 . 0,7536 kg = 2,2608 kg
Karena adanya mesin bor, maka berat keseluruhan benda ditambah dengan berat mesin bor.
𝑚𝑡𝑜𝑡 = 𝑚𝑝𝑖𝑝𝑎 . 𝑚𝑝𝑙𝑎𝑡 . 𝑚𝑏𝑜𝑟
= 7,3947 kg . 2,2608 kg. 2,2 kg = 11,8555 kg
30
4.3 Perhitungan Besar Gaya Yang Dibutuhkan Untuk Memahat Kayu
Diketahui : A = Alas = 122 mm T = Tinggi = 30 mm F = 11,8555 Kg Ditanya : A = Luas Penampang A = A . T = 122 mm . 30 mm = 4320 mm
𝜎
𝑡𝑘𝑛 =𝐹 𝐴 = 11,8555 𝐾𝑔 4320 𝑚𝑚 = 0,00274 Kg/𝑚𝑚2 = 0,02688 N/mm F =𝜎
𝑡𝑘𝑛.
A = 0,02688 N/mm . 4320 𝑚𝑚2 = 116,1216 N/mm31
4.4 Perhitungan Pegas Yang Digunakan
Diketahui :
D = diameter pegas = 25 mm d = diameter kawat = 2 mm Lo = panjang pegas = 250 mm L1 = max panjang pegas = 300 mm Kisar kawat pegas = 4 mm Kp = konstanta pegas = 200 N/m Gaya tarik pada pegas
F = 𝜋 16
.
𝑑3 𝑟. 𝜏
𝑝 Mp = 𝑝 𝜔 P = 260 watt = 260 joule/sω
= 2 .𝜋 .𝑛 𝐿𝑖 = 2 .3,14 .40 300 = 0,83733 rpm Mp = 𝑝 𝜔 = 260 0,83733 = 310,51079 𝑚𝑚2 Wp = 𝜋 16(
𝐷4− 𝑑4 𝑑)
= = 3,14 16(
254− 214 25)
= 1539,73 𝑚𝑚2𝜏
𝑝 = 𝑀𝑝 𝑊𝑝 = 310 ,51079 𝑚𝑚2 1539 ,77 𝑚𝑚2 = 0,20166 N/mm F = 𝜋 16.
𝑑3 𝑟. 𝜏
𝑝 F = 3,14 16.
213 10,5.
0,20166 N/mm = 34,90583 N32 Panjang maximal pegas
Lv = 𝐿𝑖+𝐿𝑜
2 =
250 +300
2 = 275 mm
4.5 Perhitungan Gaya Pada Handle
Direncanakan handle yang terbuat dari ST 37 dengan Ø 20 dan panjang 400 mm
Dari gambar diatas diketahui gaya-gaya sebagai berikut : 𝐹1 = 1070,96 N
L = 120 mm
Penampang handle ( Li )
𝜏
𝑏=
𝑀𝑏 𝑊𝑏Dimana ;
𝜏
𝑏 = tegangan bengkok 𝑀𝑏 = momen bengkok𝑊𝑏 = momen tahanan bengkok
𝑀𝑏 = F . l
= 1070,96 N . 120 mm = 128515,2 Nmm
33 Untuk mencari tegangan bengkok yang terjadi pada handle adalah sebagai berikut ; Wb = 𝜋 32 . 𝑑3 = 3,14 32 . 203 = 785 𝑚𝑚3
𝑑
3 = 𝑊𝜋𝑏 32 = Wb . 32 𝜋 = 785 . 32 3,14 = 8000 d = 89,442 cm = 8,944 mmJadi tegangan bengkok pada handle dinyatakan aman, karena diameter izin lebih kecil dari pada diameter handle.
a. Penampang handle ( Lo ) Diketahui ; 𝐹2 = 1070,96 N L = 260 mm 𝑀𝑏 = F . l = 1070,96 N. 260 mm = 278449,6 Nmm
34
𝜎
𝑏 = 𝑀𝑏 𝑊𝑏 = 278449 ,6 Nmm 785 𝑚𝑚3 = 354,71 N/𝑚𝑚2 𝑊𝑏 = 𝑀𝑏 𝜎𝑏 = 278449 ,6 Nmm 354 ,71 N /𝑚𝑚2 = 785,006 mm4.6 Perhitungan Momen Yang Terjadi Pada Baut Penyetel
Diketahui : F = 11,855 Kg L = 200 mm A = 𝜋 . 𝑑 2 4
= 3.14 . 20 2 4 = 314 𝑚𝑚3
35
𝜎
𝑏 = 𝐹 𝐴 = 11,855 314 = 0,03775 Kg/mm = 0,37033 N/𝑚𝑚2Jadi, tegangan bengkok yang terjadi pada baut penyetel adalah 0,37033 N/𝑚𝑚2
4.7 Perhitungan Momen Pada Tiang
Untuk mencari diameter tiang maka kita harus mencari luas penampang tiang :
a. Momen bengkok
Dimana ; Mb = momen bengkok F = gaya = 1070,96 N
l = jarak antara titik pusat tiang dengan titik pusat mata bor = 250 mm
d = diameter tiang = 70 mm Mb = F x l
= 1070,96 N x 250 mm = 267740 Nmm
Jadi momen bengkok yang terjadi adalah 267740 Nmm
b. Momen tahanan bengkok Wb = 𝜋
32 . 𝑑3
= 3,14
32 . 703
36
𝜏
𝑏 = 𝑀𝑏 𝑊𝑏 = 267740 Nmm 33656 ,875 𝑚𝑚3 = 7,954 N/𝑚𝑚2Jadi tegangan bengkok yang terjadi pada tiang adalah 7,954 N/𝑚𝑚2
4.8 Perhitungan Momen Penahan Tuas
Direncanakan penahan tuas yang terbuat dari St 37 dengan Ø20 mm, panjang 40 mm
dari gambar diatas diketahui gaya-gaya sebagai berikut : Dimana ; Mb = momen bengkok
F = gaya = 1070,96 N
l = jarak antara dinding dengan titik pusat = 30 mm D = diameter tiang = 20 mm
a. Momen bengkok Mb = F x l
= 1070,96 N x 30 mm = 32128,8 Nmm
37 b. Momen tahanan bengkok
Wb = 𝜋
32 . 𝑑3
= 3,14
32 . 203
= 784 𝑚𝑚3
Jadi momen tahanan bengkok yang terjadi adalah 784 𝑚𝑚3
c. Tegangan bengkok
𝜎
𝑏 = 𝑀𝑏 𝑊𝑏 = 32128 ,8 Nmm 758 𝑚𝑚3 = 40,928 N/𝑚𝑚2Jadi tegangan bengkok yang terjadi adalah 40,928 N/𝑚𝑚2
4.9 Perhitungan Momen Pin dan Baut
a. Momen pada baut
Dimana : V = angka faktor keamanan = 4
F = gaya yang diterima baut = 1070,96 N n = jumlah baut = 5 buah
38 F = 𝑓 𝑛 = 1070 ,96 𝑁 5 = 214,192 N
Gaya menimbulkan tegangan geser pada baut
𝜎
𝑔 = 𝐹𝐴
= 214 ,192 𝑁3,14
4 . 82
= 4,263 N/𝑚𝑚2
Jadi tegangan geser yang terjadi pada baut adalah 4,263 N/𝑚𝑚2 b. Momen pada pin
Dimana : F = gaya yang diterima pin = 1070,96 N D = diameter pin = 10 mm A = luas penampang
𝜎
𝑔 = 𝐹 𝐴 = 1070 ,96 𝑁3,14 4 . 102 = 13,642 N/𝑚𝑚239
4.10 Perhitungan Biaya
4.10.1 Biaya Pembelian Bahan Baku
Dalam pemilihan bahan baku harganya dipengaruhi oleh massa dan jenis material yang digunakan, sehingga dapat mengetahui ukuran dan jumlah material yang digunakan.
Untuk harga bahan : - Besi plat 10 mm = 13000/kg - Besi plat 8 mm = 10000/kg - Pegas = 15000/buah - Besi As Ø 70 mm = 10000/kg - Besi As Ø 20 mm = 10000/kg
Untuk menentukan jumlah total dari pemakaian material sehingga kita dapat menentukan biaya produksi dalam pembuatan komponen alat pengeboran tangan, dengan bahan baku pembuatan material sebagai contoh :
4.10.2 Harga Pe mbelian Bahan Poros
a. Poros penahan 𝑣𝑝𝑜𝑟𝑜𝑠 = π . 𝑟2 . t = 3,14 . 0,0352 . 0,5 = 0,00192 𝑚3 𝑚𝑝𝑜𝑟𝑜𝑠 = ρ . v = 7850 kg/𝑚3 . 0,00192 𝑚3 = 15,072 kg
Jadi harga pembelian bahan baku (Hb) untuk poros adalah : Hb = 𝑚𝑝𝑜𝑟𝑜𝑠 x harga material/kg
= 15,072 kg x Rp 10000 = Rp 150.720
40 b. Poros penekan 𝑣𝑝𝑜𝑟𝑜𝑠 = π . 𝑟2 . t = 3,14 . 0,012 . 0,6 = 0,0001884 𝑚3 𝑚𝑝𝑜𝑟𝑜𝑠 = ρ . v = 7850 kg/𝑚3 . 0,0001884 𝑚3 = 1,478 kg
Jadi harga pembelian bahan baku (Hb) untuk poros adalah : Hb = 𝑚𝑝𝑜𝑟𝑜𝑠 x harga material/kg
= 1,478 kg x Rp 10000 = Rp 14,780
Tabel 4.1 Daftar harga bahan baku
No Nama Komponen Jumlah Ukuran Bahan
Massa Harga Harga Beli (kg) (Rp/kg) (Rp) 1 Poros Penahan 1 Ø70 x 500 ST 37 15,072 10000 150.720 2 Poros Penekan 2 Ø20 x 600 ST 37 1,478 10000 14.780
Jumlah 165.500
Tabel 4.2 Daftar harga baja
No Nama Komponen Ukuran Bahan Harga Harga Beli (Rp/kg) (Rp) 1 Besi plat 10 mm Baja 13000 150000 2 Besi plat 8 mm Baja 10000 350000 Jumlah 500000
Jadi total pembelian harga bahan baku untuk komponen rangka ini adalah :
Ht = Rp 165.500 + Rp 500.000 = Rp 665.500
41
4.10.3 Biaya Pembelian Dalam Bentuk Jadi
Selain dari pembelian bahan baku ada juga pembelian dalam bentuk komponen jadi.
Tabel 4.3 Harga standar bahan jadi
No Nama Barang Jumlah Ukuran Harga (Rp) Harga (Rp)
1 Mesin Bor 1 Standar 250.000 250.000
2 Baut / mur M 8 5 Standar 1.000 7.000
3 Baut / mur M 10 1 Standar 1.200 2.400
4 Pegas 2 Standar 15.000 30.000
5 Ragum 1 Standar 450.000 450.000
6 Pahat dan mata bor 1 Standar 50.000 50000 Jumlah 786.200 Jadi total pembelian harga bahan dalam bentuk jadi adalah sebesar : Rp 786.200
4.10.4 Biaya Produksi
Biaya produksi dapat dihitung dengan rumus :
Biaya produksi = Harga bahan baku poros + Harga bahan baku baja + Harga bahan baku jadi
= 165.500 + 500.000 + 786.200 = Rp 1.451.700
4.11 Perawatan dan Pe rbaikan
Perawatan merupakan suatu usaha yang dilakukan dengan tujuan untuk menjaga peralatan atau mesin agar dapat berfungsi seperti yang direncanakan, kegiatan perawatan mencakup usaha pemeliharaan dan perbaikan.
Pemeliharaan adalah perlakuan yang rutin dan terus-menerus terhadap suatu peralatan / mesin untuk menja ga dan mempertahankan kondisi agar tetap baik.
42 Perbaikan adalah pemeliharaan suatu kondisi peralatan atau mesin yang telah mengalami kerusakan atau penurunan fungsi sehingga tetap, atau mendekati keadaan semula.
4.11.1 Jenis Perawatan
Pada umumnya kegiatan perawatan dibagi menjadi dua yaitu peralatan terencana (planned maintenance) dan perawatan tidak terencana (unplanned maintenance). Perawatan terencana merupakan kegiatan perawatan yang pada dasarnya memiliki perencanaan, dalam hal ini perawatan yang dilakukan dengan pertimbangan untuk waktu jangka panjang, terkontrol dan tercatat. Sedangkan perawatan tidak terencana merupakan kegiatan perawatan yang dilaksanakan secara tiba-tiba atau tanpa diduga sebelumnya.
A. Perawatan Te rencana (Planned Maintenance)
Perawatan terencana adalah kegiatan perawatan yang diorganisir dan dilaksanakan berdasarkan program perencanaan, yang telah ditetapkan dan disertai pengendalian, yang juga mengacu pada rencana yang telah disusun sebelumnya.
Perawatan terencana dibagi dua kelompok yaitu :
1. Perawatan Preventif (Preventive Maintenance)
Merupakan perawatan yang memiliki orientasi mencegah penurunan kinerja pada komponen peralatan / mesin. Kegiatan perawatan ini terdiri dari beberapa hal yang semuanya mempunyai inti mencegah penurunan kinerja dari peralatan / mesin.
2. Perawatan Korektif (Corrective Maintenance)
Merupakan perawatan yang dilakukan dengan tujuan memulihkan kembali fungsi komponen perawatan / mesin yang memiliki gangguan. Kegiatan ini terdiri dari dua bagian yaitu perawatan ke cil dan overhall
43 terencana. Perawatan kecil adalah kegiatan perawatan berupa perbaikan komponen yang tidak menyeluruh atau sebagian kecil. Kegiatan ini bertujuan untuk mengatasi gangguan yang tidak ditemukan pada saat melakukan inspeksi. Sedangkan oberhall terncana adalah kegiatan berupa penggantian pada sebagian besar komponen peralatan / mesin yang sudah direncanakan atau terjadwal.
B. Perawatan Tidak Te rencana (Unplanned Maintenance)
Perawatan tidak terencana adalah kegiatan perawatan yang dilaksanakan secara tiba-tiba atau tanpa diduga sebelumnya, dikarenakan peralatan / mesin mengalami kerusakan mendadak disebabkan penggunaan mesin tanpa adanya waktu istirahat.
Perawatan tidak terencana dibagi dua kelompok yaitu :
1. Perawatan Pro-Aktif (Pro-Active Maintenance)
Merupakan perawatan yang mengutamakan kesiapan personil yang selalu aktif, tidak sekedar menunggu kerusakan mesin, tetapi para mekanik lebih bersifat mengetahui komponen mesin yang perlu diganti tanpa menunda atau menunggu sampai komponen mengalami kerusakan.
2. Perawatan Prediktif (Predictive Maintenance)
Perawatan yang dilakukan dengan maksud agar komponen mesin dapat bekerja tanpa mengganggu aktivitas mesin, sehingga dapat mencegah waktu istirahat mesin yang tidak perlu, karena suatu gejala kerusakan data dapat diketahui secara cepat. Oleh karena itu selama tidak ada gejala kerusakan dimesin, mesin dapat dioperasikan terus meskipun sudah mengalami batas waktu perbaikan.
44
4.11.2 Aktivitas Perawatan
Aktivitas-aktivitas utama dalam perawatan dan perbaikan mesin sebagai berikut :
A. Perencanaan dan Penjudulan
Hal ini mengenai tentang apa yang dipelihara, bagaiman memelihara dan kapan waktu pemeliharaan mesin, sehingga seluruh kegiatan dapat berjalan dengan lancar.
B. Pembersihan
Pembersihan bagian-bagian mesin dan perlengkapan adalah salah satu kegiatan pemeliharaan yang terpenting dan suatu tugas yang harus dikerjakan oleh operator. Kegiatan pembersihan sebaiknya dilakukan sebelum dan sesudah melakukan permesinan, baik pada saat melakukan perawatan.
C. Pelumasan
Pelumasan harus dianggap sama pentingnya seperti pemeliharaan
preventif. Ketidaktepatan pelumasan, tingkat pelumasan dan tipe
pelumasan. Penyebab utama kegagalan mesin- mesin adalah terlalu sedikit pelumasan atau tidak adanya pelumasan pada mesin.
1. Sifat Utama Dari Oli Pelumasan
Oli mesin melumasi permukaan metal / logam yang bersinggungan dalam mesin dengan cara membentuk lapisan film oli. Lapisan tersebut berfungsi mencegah kontak langsung antara permukaan metal / logam dan membatasi kerusakan serta kehilangan tenaga yang minim.
a. Bersifat pendingin
Gesekan antara komponen metal menimbulkan panas, dan panas yang terus-menerus akan menimbulkan kehausan yang cepat. Untuk menghindari panas yang berlebihan minyak pelumas harus memp unyai kemampuan untuk menyerap panas dan membuangnya keluar.
45 b. Sebagai pembersih
Kotoran seperti debu atau pasir akan mengendap dalam komponen-komponen mesin, hal ini akan menambah pergesekan. Oli mesin akan membersihkan kotoran yang menempel dan mencegah ko toran tertimbun didalam komponen mesin.
D. Inspeksi
Dalam inspeksi ada dua macam yaitu tes ketelitian dan penampilan. Tes ketelitian merupakan keperluan utama untuk alat-alat mesin dan dilaksanakan pada saat sebelum atau sesudah pemakaian, sedangkan tes penampilan adalah penilaian terhadap sebuah komponen mesin secara keseluruhan.
E. Check Up
Aktivitas ini meliputi seluruh ukuran-ukuran pemeliharaan
preventif lainnya seperti check up yang teratur, pemeriksaan dan perbaikan
yang sebelumnya direncanakan. Aktivitas ini termasuk juga pengontrolan, dimana meliputi jadwal- jadwal waktu perawatan, pekerjaan perawatan dan perbaikan, ketelitian kegiatan perawatan, dan biaya perawatan.
4.11.3 Perawatan Pada Rangka
Perawatan yang dilakukan pada rangka meliputi perawatan yang dilakukan pada sambungan-sambungan pengelasan dan baut. Proses yang dilakukan adalah melakukan inspeksi terlebih dahulu terhadap sambungan pengelasan, apabila hasil inspeksi menunjukkan terjadi hasil retakan maka langkah selanjutnya adalah melakukan proses pengelasan.
4.11.4 Perawatan Pada Komponen secara keseluruhan
Perawatan alat pengeboran tangan dengan metoda portable secara keseluruhan bertujuan supaya alat ini terawat dan dapat dipakai dalam waktu yang lama. Perawatan yang dilakukan diantaranya adalah mence gah terjadinya karat pada seluruh komponen terutama pada rangka, plat atas,
46 plat tengah, dan pada bagian meja bor. Karena sebagian besar komponen tersebut dibuat dari baja maka kemungkinan terjadinya karat cukup besar, maka untuk menghindari terjadinya hal itu komponen-komponen tersebut harus dibersihkan secara rutin baik dipakai maupun tidak dipakai. Cara perawatan tersebut antara lain :
a. Bersihkan seluruh komponen tersebut dengan menggunakan kain bersih dan sedikit minyak tanah atau bensin sehingga debu-debu yang menempel hilang.
b. Lumasi bagian-bagian yang kemungkinan berkarat dengan oli
c. Bersihkan sedikit minyak gemuk pada AS, supaya gerak naik turun plat atas lancar.
47
BAB V PENUTUP
5.1 Kesimpulan
Dari hasil perencanaan dan proses pembuatan rancang bangun pengeboran tangan dengan metoda potable ini dapat disimpulkan sebagai berikut :
1. Dapat dipergunakan sebagai alat bantu untuk proses pengeboran dengan tangan.
2. Komponen utama alat pembuatan rancang bangun pengeboran adalah mesin bor, ragum dan kerangka.
3. Mesin bor yang digunakan adalah merk Modern dengan spesifikasi 220 V – 50/60 HZ, input Power 260 W, no load seed 0 – 2200 R/min, drill
capacity 10 mm
4. Dengan menggunakan handle pergerakan alat dapat diatur.
5. Berdasarkan perhitungan yang telah dilakukan, harga proses pembuatan alat rancang bangun pengeboran tangan adalah Rp 1.451.700
6. Dengan menggunakan alat rancang bangun pengeboran tangan ini dapat digunakan dua fungsi, fungsi yang pertama untuk bor duduk dan fungsi yang kedua untuk bor tangan.
5.2 Saran
Adapun saran yang ingin penulis sampaikan setelah penulis menyelesaikan rancang bangun pengeboran tangan dengan metoda
portable sebagai berikut :
1. Lakukan peninjauan kepasaran terhadap bagian-bagian komponen yang ada dijual dipasaran, agar tidak susah saat proses perhitungan dan pengambaran.
2. Lakukan perhitungan terlebih dahulu terhadap bagian-bagian kritis dari alat yang akan dibuat tersebut.
48 3. Buatlah gambar assembly dan gambar bagian dari hasil perhitungan yang
dilakukan.
4. Didalam melaksanakan proses pembuatan selalu lihat gambar bagian dan gambar assembly alat tersebut.
5. Lakukan proses pembuatan bagian secara berurutan, supaya tidak mengalami kesusahan saat proses assembly.
49
DAFTAR PUSTAKA
Khurmy . RS dan Gupta. JK. 1980. A text book of Machine Design. New
Delhi. Eurasia Publishing House LTD.
Nieman Gustar. 1978. Machine Elements. Berlin. Spinger verlag. Heidelberg. New York.
PEDC. 1985. Ilmu Bahan I. Bandung.
PEDC. 1985. Ilmu Kekuatan Bahan I. Bandung.
Sato. G. Takhesi dan Sugiarto. 1986, Menggambar Mesin Menurut
Standar ISO. Jakarta. Erlangga.
Sularso. Ir. Dan Kiyokatsu Suga. 1983. Dasar Perencanaan dan
LAMPIRAN
LAMPIRAN 4
Tabel 4 Ulir Metris
LAMPIRAN 5
Tabel 5 Ulir Whitworth
LAMPIRAN 6
Tabel 6 Ulir Segi Empat
LAMPIRAN 7
Tabel 7 Ulir Pipa
LAMPIRAN 8
Tabel 8 Ulir UNC
LAMPIRAN 9
Tabel 9 Ulir Trapesium
LAMPIRAN 10
Tabel 10 Gage dan diameter kawat untuk pegas
No Gage Ka wat Gage Ka wat Gage Brown Dia meter Metrik yang Gage Ba ja US (in) Musik (in) & Sharpe (in) disukai (mm)
7/0 0,4900 13,0 6/0 0,4615 0,004 0,5800 12,0 5/0 0,4305 0,005 0,5165 11,0 4/0 0,3938 0,006 0,4600 10,0 3/0 0,3625 0,007 0,4096 9,0 2/0 0,3310 0,008 0,3648 8,5 0 0,3065 0,009 0,3249 8,0 1 0,2830 0,010 0,2893 7,0 2 0,2625 0,011 0,2576 6,5 3 0,2437 0,012 0,2294 6,0 4 0,2253 0,013 0,2043 5,5 5 0,2070 0,014 0,1819 5,0 6 0,1920 0,016 0,1620 4,8 7 0,1770 0,018 0,1443 4,5 8 0,1620 0,020 0,1285 4,0 9 0,1483 0,022 0,1144 3,8 10 0,1350 0,024 0,1019 3,5 11 0,1205 0,026 0,0907 3,0 12 0,1055 0,029 0,0808 2,8 13 0,0915 0,031 0,0720 2,5 14 0,0800 0,033 0,0641 2,0 15 0,0720 0,035 0,0571 1,8 16 0,0625 0,037 0,0508 1,6 17 0,0540 0,039 0,0453 1,4 18 0,0475 0,041 0,0403 1,2 19 0,0410 0,043 0,0359 1,0 20 0,0348 0,045 0,0320 0,90 21 0,0317 0,047 0,0285 0,80 22 0,0286 0,049 0,0253 0,70 23 0,0258 0,051 0,0226 0,65 24 0,0230 0,055 0,0201 0,60 atau 0,55 25 0,0204 0,059 0,0179 0,50 atau 0,55 26 0,0181 0,063 0,0159 0,45 27 0,0173 0,067 0,0142 0,45 28 0,0162 0,071 0,0126 0,40 29 0,0150 0,075 0,0113 0,40 30 0,0140 0,080 0,0100 0,35 31 0,0132 0,085 0,00893 0,35 32 0,0128 0,090 0,00795 0,30 atau 0,35 33 0,0118 0,095 0,00708 0,30 34 0,0104 0,100 0,00630 0,28 35 0,0095 0,106 0,00501 0,25 36 0,0090 0,112 0,00500 0,22 37 0,0085 0,118 0,00445 0,22 38 0,0080 0,124 0,00396 0,20 39 0,0075 0,130 0,00353 0,20 40 0,0070 0,138 0,00314 0,18
LAMPIRAN 11
Gambar proses pengerjaan bagian dari mesin bor yaitu pengerjaan kepala geser,dengan menggunakan mesin milling.