Analisa Pengaruh Tegangan Sisa dan Perubahan Distorsi Pada Pengelasan Struktur Pressure Vesssels PT. Petrokimia Gresik dengan Variasi Welding Sequence dengan Metode Elemen Hingga - ITS Repository
Teks penuh
Gambar
Dokumen terkait
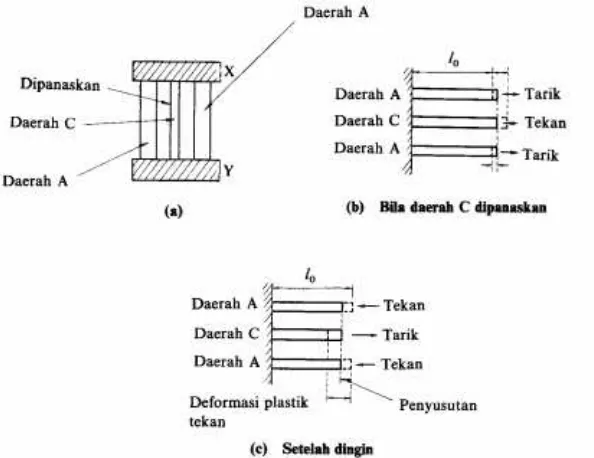
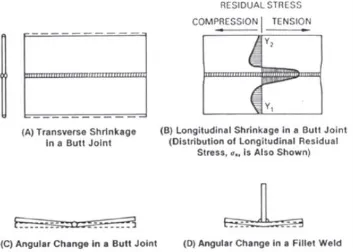
Pemanasan lokal pada logam hingga temperatur lebur dan proses pendinginan yang menghasilkan tegangan sisa yang besar pada daerah lasan fillet tipe T.. Tegangan
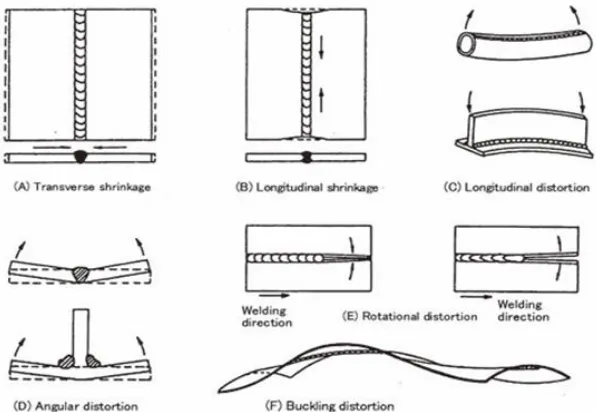
Setelah pelat yang dilas mengalami pendinginan, material mengkerut kearah longitudinal dan transversal, tegangan sisa transversal muncul pada struktur. Jika pelat yang
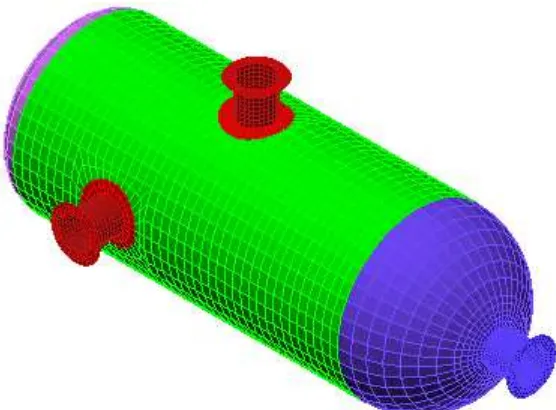
Guna mendapatkan hasil penelitian yang baik terhadap proses pengelasan SWET pada material Inconel 792 ini, dilakukan simulasi pemodelan tegangan sisa dan distorsi
Karena pengaruh heat input terhadap material sangat siginifikan terhadap kualitas hasil lasan, maka dalam tugas akhir kali ini akan dilakukan analisa tegangan sisa
Analisa termal dilakukan karena pada saat proses pengelasan, pipa dan pelat mendapat beban thermal (panas) sampai suhu lebur pada daerah pengelasan dan daerah lain tidak mendapat
1.3.1 Mendapatkan nilai tegangan sisa pada plat tersambung Aluminium A5083 dengan proses pengelasan menggunakan 3 jenis arus listrik sebagai Heat Input yang
(midship) yang dilakukan analisa tegangan sisa akibat proses pengelasan dan selanjutnya penampang 3 merupakan perwakilan jenis sambungan bracket yang terdapat pada
Karena pengaruh heat input terhadap material sangat siginifikan terhadap kualitas hasil lasan, maka dalam tugas akhir kali ini akan dilakukan analisa tegangan sisa
