Optimasi
Paramebr
Pemotongan Menggunakan Metode Taguchi(316-323)
(Gusri AkhYarIbrahim)
Toleransi Run-OutPada Mesin Bubut Konvensional L-SA Terhadap
Kekasran
Permukaan Benda Kerja Silinder(324-331)
(Hendra)
Karakteristik
Sifat Mekanis Komposit Polimer Epoksi Berpenguat Serat Aren(332-3s6)
(Hendri Hestiawan & Andra Benykha)
Karakbristik
Termat Briket Arang Sekam Padi Dengan Bahan Perekat(337-344)
(Afdhal Kurniawan Mainil)
Pembuatan Material Komposit AL-S!/SIC Dengan Metode Pengeraman Semi Solid Tumpuk LaPis (345-352)
(Akhmad Saufan)
tlefleksi
Baja Ringan Profilc
Dengan Beban Terpusat Pada TumpuanJepit-JePit (353-359) (Naharuddin)
Analisis Ketidaksdmbangan Beban Terhadap Rugi-Rugi Dafa Transformator Pada Penyulang (360-365)
Jumal Mekanikal, Vol. 4 No. 1, lanuai 2Afi: 324-331 ISSN 20{b-3403
TOLERANST
RUN-OUTPADA MESIN BUBUT KONVENSIONAL
L.sA
TERHADAP KEKASARAN PERMUKAAN BENDA
KERJA
SILINDER
J u rusa n ptesi n, ra
nf;#ffr,*,
U n iversitas Beng ku I ull.
W.R. Supratman KaMang Limun Bengkulu Telepon : (0736) 344087,22105 - 227Email :
AbstraLt
The work
pirc
qtaltty (suffare roughness)in
the machiningprx6s
such asa
rylindnafshap
{shaft)
is
influend
bysevenl compnenb
such as basic elementsof
madining
conditionsof
machining process and stiffness of machinetuls.
Dept of cut, freding and revolutronof
engines including in the fusic elemenb of machining process cab be affect of surface roughness qualityof
machiningprress
workpirc.
While theaffxt
of cutting conditionsan
besen
in the positionof
tfte unrk
pirc,
leruthof
crep
and clamp onditians.If
thepsifrbn
of
workpiw
that do notcentre then can be to affect
to
qualitysurfae
roughnessof
cuttrngpruc*s.
Since they gaveof
tolennce in thedaign
then the uncenterd condittbns canfu
aaeptd
for friis produd, butif
the high precision ofpoducb
isrquird
then the affectof
uncenterdan
be making the prcduct isrejxtd.
In
this studyto
determine theaffxt
of
uncenterdto
thesurfae
roughness qualltyof
machiningproess
s carid
outby
the cutting test using the lathes machines L-5A. The resulbshow
that tlrc
affxt
of
uncenterd
make thequatfi
of
surfae
roughn*s
workpbrc
beome
dseasd.
Keywotd,
machiningproc*s,
dept ofcul
fding,
run out, surface roughnessPENDAHULUAN
Kondisi
pemotongan
benda
kerjamerupakan
bagian penting
didalammengtusilkan suatu produk. Yang mana kondisi
ini
dapat
dijadikan sebagai
dasar
dalam mengevaluasi suatu produk. Hasildari
kondisi pemotonganbenda
kerja dapat
dilihat
dari kekasaran permukaanyang
diperoleh. lika kondisi pemotongan yang baik sepefti benda kerja sesumbu, mesin yang memiliki kekakuandan
kehandalanfang
tinggi
maka
akan dihasilkan produk dengan kualitas kekasaran permukaan yang tinggi (halus) dan sebaliknyajika
kondisi pemotongan yang tidak baik maka produk yang dihasilkan akan berkualitas rendahahu
jeld<.
Selainuntuk
mengevaluasi suatuprodulq
kordisi
penrctonganjuga
dapatmemberikan informasi
tentang
hal-hal yang mempengaruhi kestabilan dalam operasi suatu mesin.Kondisi
pemotongan
yang
dapat mempergaruhi kestabilan mesin adalah getaran yarg timbul akibat psnilihan elemen psnesinan (Rochim, L979), yang tidak tepat atau akibatpengaruh panjang
penjulumn menyebabkanterjadinya defleksi
dimana
hal
ini
akanmengakibatkan gaya pemotongan benda kerja menjadi tidak seragam (satu sisi dengan gaya pemotongan besar dan sisi lainnya rendah) dan
posisi benda kerja tidak sesumbu atau center, (Budhi, 2000 & Widiyanti, 2009).
Akibat
ketidakseragaman
dalam pemotongan karena posisi benda kerja tidak sesumbu(runou$,
maka kualitas pemotongan untuktiap
sisi menjadi berbeda. Halini
akan menimbulkan kerugian baik bagi benda keqa ataupun mesin yang digunakan. Untuk bendakerja
akibat
Udak
sesumbu
maka
gaya pemotongan menjaditidak
seragam dimana besarnya gaya pemotongan disatusisi
bendakerja akan
mengakibatkan penekanan padabenda
kerja.
Penekanan
yang
besar mengakibatkan mesin nrengahmi getaran dan rnenimbulkan suar.lbisirg
disaat penptongan benda kerja.Gaya
pemotonganyang tidak
semgam,, mengakibatkan kualitas kekasaran permukaanyarg
yarp
dihasilkan tidak menrenuhi standar+q
Tolennsi run-out Pada Mesin Bufut Konvensional L-5A Terhadap Kekasran Permukaan knda Keqa Si/inder (Hendn)
Gambar 1. Mesin Bubut L-5A
pemotongan yang seragam dengan kedalaman potong dan
feding
yang sama.Untuk
mengetahui pengaruh
kondisipemotongan
(runout)
ini
terhadap
kualitas geometrik seperti kekasaran permukaan dariproses pemesinan
yang
dilakukan terutama akibat posisi benda kerja tidak sesumbu makadilakukan pengujian
dengan
menvariasikan beberapaelemen
dasar
pemesinan sepertikedalaman
potong
dan
fding.
Prosespemesinan
yang dipilih
adalah menggunakan proses bubut dengan mesin bubut L5A. Material benda kerjanya adalah baja karbon menengah dengan material pahatnya jenis pahat karbida.METODOLOGI
PENGUJHN
Kekasaran perrnukaan merupakan safu
;ndikator dalam mengevaluasi suatu produk hasil proses pemesinan. Kalau produk atau
benda
kerja yang
dihasilkan
memilikikekasaran permukaan
yang
kasar
makaproduk
atau
benda
kerja
tersebut
akandirejek
atau
dianggap
produk gagal
dansebaliknya benda
kerja
dengan
kekasaranpermukaan
halus akan digunakan
untuk meningkatkankinerja dari
komponen yangdidukungnya.
Untuk
mendapatkan
produkdengan
keteliUan
tinggi
(kekasaranpermukaan
halus)
ada
beberapa
halpenting
fang
harus
diperhatikan
yaitukekakuan
mesin
perkakas (Rochim
danKrenigsberger, L97A), keandalan
mesinperkakas, pemilihan
elemen
dasarpemesinan
dan
geometri
pahat
sertaTabel
l
Spsifikasi
mesinbubut
Merek L-5A
Daya 1,80 Kw
ktaran Rpm 25 - 160O rpm
Tegangan/Voltase (V) 22A/T0
keandalan
operator
(Amstead,
1979
&
Koenigsberger,
1970).
Beberapa
bendakerja yang
dituntut
memiliki
kekasaranpermukaan
yang halus adalah roda
gigi(Budhi, 2000), piston
dan
poros.
Poros merupakan komponenpenting
pada mesinyang
mana
berfungsi sebagai
tempatdudukan
komponen
lain
atau
sebagai penerus putaran dari mesin.Poros
dibuat
dengan
menggunakanmesin
perkakas
bubut
dimana
porosdengan kualitas yang
tinggi
akan
dapatdihasilkan
dengan memilih elemen
dasarpemesinan
yang
cocok
dan
kondisipemotongan
yang tepat.
Gambar
1menunjukkan mesin
bubut yang
digunakanyaitu
jenis
L-5A,(Sutarmadi,
zA12) dengan spesikasi mesinnya dapat dilihat pada Tabel1.
Dalam pengujian
ini
pemilihan elemendasar
pemesinanyang dijadikan
variabeladalah
kedalaman
potong
dan
feeding.Untuk
mengetahui kekasaran
permukaanbenda
kerja
atau
poros
yang
dihasilkanmaka
diukur
dengan
alat
ukur
kekasaranRoughness
tester
TR-200,
(Anonymous,2OOZ),
seperti
terlihat pada
Gambar
2.Dimana
alat ukur
kekasaran
ini
memillkispesifikasi ketelitian sebesar
0.8 pm
dan range 40 pm.Geometri
pahat
juga
bagian
yangpenting
dalam
menghasilkan
produkdengan
kualitasgeometri yang
diinginkan.Dimana
dengan memilih geometri
pahatGambar 2. Roughness Tester TR200
yang sesuai dengan proses
pemotonganGambar 3. Pahat Karbida
326
Junal tlelcanilal, Vd. 4 No. 1, lanuari 2013: 324-331
yang
dilakukan akan menghasilkan kualitasproduk yang
tinggi atau baik.
Geometripahat
yang
dipilih
meliputi
sudut-sudutpahat vano terdiri
alas
srrdrlt
hebasGambar 4. Dimensi Benda Kerja (Poros)
sudut
bebas
ortfrogonal
a"=L?o
atauf
,0,2*^
I putaran/
maka Go =80. untuk sudutgeram dipilih
tidak
terlalu besar
untuk menjaga kekuatan pahat dan memudahkanpro*s
perpindahan panas. Dimana
sudutgeram
tergantung
pada
jenis
materialbenda
kerja.
Sudut geram besar
untukmaterial
yang
lunak
dan
sebaliknya.Sementara untuk sudut
miring dipilih
untukmenguftrngi
efek kejut
sebesar-2Oo.Geometi
pahat
yang
digunakan
dipilihberdasarkan
jenis
pahat.Material mata pahat
yang
digunakandalam
prosesbubut ini
adalah pahat bubutkarbida seperti
yang
ditunjukkan
pada Gambar 3.Material benda kerja yang
digunakanadalah
baja
karbon menengah
denganspesifikasi
geometri panjang benda
kerja130mm
dan
diameter
luar
36
mm
(lihat
Gambar
4).
Pengukuran
kekasaranpermukaan dilakukan setelah benda
kerjadibubut dengan
mein
bubut. Untuk melihatpengaruh
ntn
akibat pemasangantepat
maka4
titik
ukurbenda
yaitu
rsd
dan zzd,
goo
180
$qybar
5. Trtik Uk0r Uji Kekasaran PermukaanISSN 2086-3403
Posisi
titik
ukur
kekasaran
permukaandapat dilihat pada Gambar 5.
HASIL PENGUJIAN
DAT{ PEMBAHASANSetelah
benda
kerja
dipasang
padamesin
bubut
kemudian
dilakukanpemotongan
dengan
memvariasikan kedalamanpotong
dan feeding. Dari prosespemesinan
yang
dilakukan diperoleh
hasilseperti yang dapat dilihat
pada
Tabel
2.Pada
Tabel
2
terlihat bahwa harga
nilaikekasaran permukaan
(Ra)
pada
tiap titik
ukur (00, 900, 1800, 2700) udak
sama,
yangmana pada
tabel
terlihat
bahwa
nilaikekasaran
permukaan
terhalus
untukkedalaman
potong 0.25mm
dan
putaran1000
rpm
terdapat
pada
feeding
A,25mm/rev.
Tabel
7
menunjukan
nilaikekasaran permukaan
di
titik
0o
dengan180o memiliki
perbedaan
atau
selisihsebesar
A.497
pm.
Sementarapada titik
ukur
90o
dan
27Oo
nilai
selisih
hasil pemotonganyang
diperoleh adalah
0.087 1tm. Halini
menunjukkan akibat adanya runoutyang
terjadi maka kekasaran permukaanbenda
kerja
atau
poros
dari
hasil pemotongan menjaditidak
sama (uniform)sebesar 0.410
pm.
Pemotonganyang
Udaksama akan menimbulkan gaya potong yang
tidak
seragam
dimana
karenaketidakseragaman
pemotongan
akanmenimbulkan gaya pemotongan
yang
besardlsatu
sisi dan gaya pemotongan yang kecil disisilain. Inilah yang
menyebabkan bendakerja atau
pros
memiliki
perbedaan atauselisih
nilai
kekasaran permukaan padatitik
0o dengan 180o dan 9Oo dengan270".Untuk
feeding
0.5
mm/rev
terlihat bahwa hasil pemotongan akibat adanya runout
memllikj
nilai
kekasaran
permukaandengan selisih
antara
A.A22pm
danA,B7
pm
dimana nilai selisihnya adalah 0.LL5 pm.Dan
untuk
feeding 0.75 mm/rev, kekasaran permukaan yang dihasilkan untuk setiap til.rkukur
menunjukkannilai
sebesarA3LA pm
dan 0.441pm.
Dimana hasil pemotonganpada
feeding O.75 mm/rev
ini
memilikiperbedaan
nilai
sebesar
0.131
pm.
Nilai kekasaranpermukaan
antara feeding
0.5mm/rev
dan
0.75
mm/rev
memilikidut
lng
ot
r
b;
ft
Talennsi run-wt Pada M6in &Jbut Konvenstona/ L-SA Terhadap Kekasran Permukaan Benda Kerja Silinder
(Hetun)
Tabel 2. Hasil Pengukuran dengan Kedalaman
Potong 0.25mm tsl
Feeditq
(mm,/rev)
Kedalaman Potong.
e:035 mm
0o 90" I&)o 270"
0;s 2591 2,667 3.088 2,754
050 2916 2-9{i8 2.894 2-77L
0,75 2945 3,091 fii 3532
kecenderungan
selisih
nilai yang
hampirsama
yaitu
0.115pm
dan A.131pm.
Dari hasil selisih kekasaran permukaan unfuk tiapUtik
uji
dengan feeding
berbeda diperolehhasil bahwa
untuk
feding
0.25
mm/revmemiliki
nilai
selisih
kekasaran permukaanyang
lebihtinggi
dibanding dengan feeding0.5
mmlrev
dan
A.75
mm/rev.
Hal
inidisebabkan
oleh
semakin
bear
feding
maka
area
pemotongan
akan
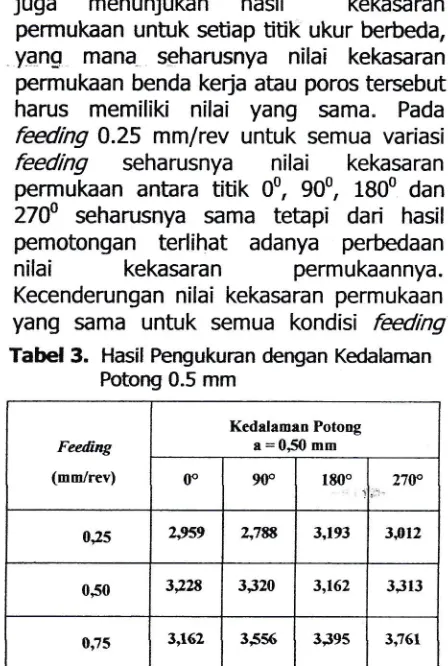
kekasaran permukaan yang dihasilkan semakin sama.Efek
run
outyang
terlihat
pada Tabel 2juga
menunjukan
hasil
kekasaranpermukaan
untuk
setiap tiUkukur
berbeda,yang
mana
seharusnya
nilai
kekasaranpermukaan benda kerja atau poros tersebut
harus
memiliki
nilai
yang
sama.
Padafeeding
0.25 mm/rev untuk
semua variasifeeding
seharusnya
nilai
kekasaranpermukaan
antara tiUk
00, 900,
1800 dan2704 seharusnya
sama
tetapi
dari
hasilpemotongan
terlihat
adanya
perbedaannilai
kekasaran
permukaannya.Kecenderungan
nilai
kekasaran permukaanyang sama untuk
semua
kondisi
feedingTabel3.
Hasil Pengukuran &ngan Kedalannn Potong 0.5 mmFeefreg
(mm/rev)
Kedalaman Potong
a =050 mm
0" 900 1E00 ?7V
0:s 29s9 L78 3,I93 3$12
050 3afr 3J20 3,162 3J13
0Js 3162 35s6 3i9s 3J51
dapat dilihat pada sudut 0o dengan 90o dan
sudut 1B0o
denganZT0o.
Untuk feedinEr', 'mm/rev dan 0.75 mmlrev nilai
kekaseranuntuk
seUaptitik
hampir
rnendekati
nilai yang sama.Hasil
uji
ukur
kekasarasan permukaanuntuk
kedalaman
potong
0,5
mm
dapatdilihat pada Tabel
3
dimana pada
tabe!terlihat
bahwa
efek
run out
rnemifakikecenderungan
yang
sama
denganpengukuran
pada
kedalamanpotong
0,25mm.
Tabel
3
menunjukkan
bahwa
nilai kekasaran permukaanuntuk
semua kondisifeeding seperti
0,25 mm/rev, 0,5
mm/revdan 0,75 mm/rev memiliki nilai yang
Udakterlalu
jauh
berbeda dibanding
dengan kedalaman potong 0,25 mm (lihat Tabel 2).Seperti pada feeding
0,25
mm/rev
nilai kekasaran permukaan yaqrg diperoleh padatitik
tr
adalah 2,959pm,
pada feeding 0,5mmfrev
sebesar
3,228
pm
dan
0.75mm/rev adalah
3.L62
pm
dimana perbedaannya berkisar antara 0.269pm
dan0.066
pm.
Unfrik
kedalamanpotong
0,25mm
padatitik
ukur yang
sama selisih mii;:ri kekasaran permukaannya adalah 0.325 dari0.029.
Untuk
titik
ukur
27A"
diperolehperbedaan kekasaran permukaannya unfuk
feeding 0,25 mm/rev sebesar 0,301 1rm dan
0.448
ttm.
Sementara
pada
kedalas:nanpotong
0,25mm dengan feeding
li
::;mm/rev dan 0,75 mmlrev
diperoleh
..:;i:,i,..sekar
A,AL7 Stm dan A,76L 1tm.H&r
,,;ii menunjukkan besamya perbedaanpen{:.,
.irun
out
terhadap
kekasaran
permuLut;r,i padatitik uji
270o pada kedalaman 0,25rrur-.dan 0,5 mm.
Tabel 4. Hasil Pengukuran dengan Kedalaman
,,v
Feeding (mm/rev)
Kedelaman Potong
a :0,75 mm
0o 90" I80" ) 70.'
0Js 3261 3516 3379 3,7i,1
050 356? 3,615 3:9s
0,75 3,413 3,7(X 3,713 3381
Jumal flekanika!, Vo{.4 No. 1, lanuai 2013: 324-331
Pada
kedalaman
potong
0,75
mmdengan
feeding
yang
sama
denganpengujian pada kedalaman potong 0.25 mm
dan
0,5
mm diproleh
hasil
kekasaranpermukaan seperti
yang
ditunjukkan
oleh Tabel4.
Pada Tabel4 terlihat
bahwa selisihnilai
kekasaran permukaan
hasilpemotongan
pada
kedalamanpotong
0.75mengalami renurunan dibanding
denganhasil
pemotongan
dengan
kedalamanpotong
0,25 mm dan 0,5 mm.
Kekasaran permukaan yang diperoleh padatitik
ukur 0o(lihat
Tabel
4)
adalah
3.26L
pm
padafeeding
0,25
mm/rev,
3.567
pm
padafeding
0,5
mm/rev dan
3.413 1tm unfrik
tding
0,75 mm/rev. Nilai selisih kekasaranpermukaan
yang
diperoleh
adalah
adalah 0.306pm
dan 0.154pm
dan untuk Utik ukur 270o adalah 0.054pm
dan A.075 qtm.Dari hasil pemotongan untuk kedalaman
potong 0,25 mm,
0,5
mm
dan 0,75
mmdengan
variasi
feding
0,25 mm/rev,
0,5mm/rev dan 0,75 mmfrev didapatkan bahwa
selisih
kekasaran permukaan
akibatpengaruh
run out
mengalami
penurunandengan
meningkatnya kedalaman
potongdan
fding
sepefti
ditunjukkan
olehGambar
6
dan
7.
Pada C,ambar6
terlihatdengan
meningkatnya kedalaman
potongmaka
selisih
nilai
kekasaran
permukaanpada
titik
ukur
0o
dan
270o
mengalamipenurunan.
Hal ini
dapat
dilihat dari
hasilrsSN 208G3403
0o dan 270o dimana terjadi penurunan selisih
kekasaran
permukaan
dari feeding
0,25mm/rev dengan selisih
nilai
kekasaranpermukaan
A,296
pm,
menjadi 0,2A3 pm
pada feeding
0,5 mm/rw
dan
seterusnyamenurun
sebesarA,152
pm
gada
feedingA,75
mm/rev.
Untuk
titik
ukur
27Aopenurunan
yang terjadi
adalah dan
0,744lrm
pada
feeding
0,25 mmlrev
menjadi0,L47
pm
padafeding
0,5 mm/rev hingg;
O,AZI 1tm pada feeding 0,75mmlrev.
Untuktitik
90o dan180o terjadi
penurunan hinggapada
kedalaman
0,5
mm dan
meningkatkembali
pada
kedalaman0,75
mm.
Hal
inidisebabkan
pada saat
pemotongan bendakerja
berada
dalam
posisi
tidak
sesumbursehingga
menyebabkangaya
pemotongantidak
sama. Gaya
pemotonganyang
Udaksama
akan
mengakibatkan
benda
kerja mengalami defleksi akibat penekananhnda
yang
besar disatu sisidan
penekanan yangkecil disisi lainnya.
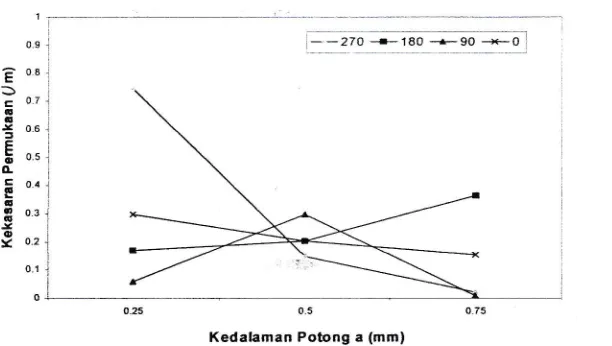
Gambar7
menunjukanhubungan
anbra
kekasaran
permukaandengan
feding,
dimana pada gambar
ituterlihat
fenomena
yang
sama
denganGambar 6.
Penurunan
selisih
nilai
kekasaran permukaan ini menunjukkan hahwaef*.
runout
dapat dikurangi dengan
meningkatkankedalaman
potong
dan
feding,
tetapipeningkatan kedalaman
potong
dan feedingakan
mengakibatkan
produk
memilikiKedalaman Poto[g Vs Kekasaran Permukaan
o25 0.5 0,75
Kedatiaman Potong a (mm)
Gambar 6. Gnfik Hubungan Kekasaran Permukaan dan Kedahman
Potong
selisih kekasaran permukaan pada
titik
ukur
kekasaran perrnukaanyang
kasar.
Metode329
1
4.9
E
3 - 0.7
a ! .l! 0.6
I E o.
.L
E 0., !
E 0-3
xo Y o-2
0.1
Tolenrsi run-wt Pada M*'n &tbut Konvensional L-5A Terfiadap Kekasran Permukaan knfu Kerja Silirder
(Hilda)
Kedalaman Potong Vs Kekasaran Permukaan
- -27O +18O +90 +O
05
Feeding (m mlr)
^ E 09 -.;,- 08
c
g
o,r 06
E
o 05
o_
c o4
E
6 03 6 i 02
o - 01
0
lain untuk
mengahsi
efekrun
outini
adalahdengan mengatur posisi benda kerja
agar sesumbu atau center dengan menggunakanalat
ukur
dial
indikator.
Dimana
sebelummemulai pemotongan
benda kerja
diukurposisinya
agar
sama besar untuk
setiap posisi.Selain
penurunan
selisih
kekasaranperrnukaan
pada
Utik ukur
pengujian,perHaan
yang
diperoleh
dari
hasilpemesinan pada
tiap
titik uji
ini
juga
akanrnempcngaruhi
aspek fungs;
dari
bendakerja
atau
poros
yang
dihasilkan.Perbedaan
nilai
kekasaran permukaan
iniakan dapat
diterima
jika
nilainya
tidakmelewati batas toleransi
yang
diberikan.Tetapi
jika
melewaUbatas
yang
dizinkanmaka produk atau benda kerja
dianggapgagal karena
untuk
produk yang digunakandengan ketelitian Unggi, perbedaan nilai ini
dapat
mempengaruhi
aspek
fungsionalkomponen
dimana
fungsi
komponenterganggu
disebabkan
oleh
geometi
komponen
tidak
merata atau sama.KESI}TPUI.AN
Dari hasil pengujian menunjukkan bahwa:
1.
Pengaruhrun out
mengakibatkan nilai kekasaran permukaan benda kerja atauporos
mengalami perbedaan
pada setiaptitik
uji
yang mana untuk tiUk ujif
dan
90omemiliki
nilai yang
hampirsama sementara untuk
titik uji
lain milaikekasaran
permukaannya
jauhberbeda.
Benda
kerja
atau
poros akan
memilikiselisih nilai kekasaran permukaan yamq
besar
pada
kondisi
pemotongamdengan kedalaman
potong
dan feedingyang kecil.
Dan
sebaliknya kekasaranpermukaan
benda kerja akan
memilikiselisih
nilai
kekasarcn permukaan yangrendah
untuk
kondisi
pemotongandengan kedalaman
potong
dan feedingyang besar. Hal
ini
disebabkan
oleharea
kontak
yang
besar
antara
pahatdan
benda
kerja akibat feeding
dankedalaman
potong
yang
besar
akanmengurangi
pengaruh
run out
yang terjadi.Peningkatan
kedalaman
potong
danfeeding
akan
mengakibatkan
bendakerja atau
poros memiliki
kekasaranpermukaan
yang
Unggi(kasar).
BeRdtkerja yang
kasarakan
mengakibatkarifungsi
komponen
lain
terganggukarena adanya
kontak
yang
besarakibat permukaan
yang
kasar sehinggakomponen mesin
cepat aus. Unfuk
itr,tdiperlukan penyetelan
awal
L,r;,:ai,.i,:,,kerja agar
posisinya
center
n:r',-,-,,,;sesumbu
dengan
menggunakan
dialindikator.
Dengan adanya
toleransi
penga::.lt efekrun
outakan
dapat diterirna tetl;p:unfuk
komponen
mesin
dengen 2.3.
4.
Jumal Nelcanikal, Vol. 4 No. 1, Jantari 2013: 32+331
ketelitian tinggi
pengaruh
run
out
ini
akan membuat benda kerjaatau
porosmenjadi
produk
yang tidak
dapatberfungsi dengan
baik atau
dianggapproduk gagal.
DAFTAR PUSTAKA
Amstead,
B.H
dkk.,
L979.,
Teknologi Mekan ik.lakarta:
Erlangga.Anonimus,
20A2,Roughna
Tster
401senbs TR 2A0 Manual Boo& TIME Group Inc,
Budhi
B.D.,
ZAAA,"Pembuabn
RodaGgi
Globoiddi
Msin
Bubut
danPengukurannyal
PuslitbangKIM-LIPI,
PPI-KIM 2OOO, ISSN 0852-002X, Hal. 151-158.Koenigsberger,
FJ.T,"
Machine
ToolsStucturei
Vol.l,
Pergamon Press Ltd, New Yorlg L970. Rochim,T.,
"
Metrologi dan SpesifikasiGeometr[
Lab.
Teknik
Produki
dan
'Meffoiogifntiusil',
irrsiltut
Teknologi Bandung.
"
Teoi
dan
TeknologiProses
Pemesinan,Lab.
TeknikProduksi
dan
MetrologiIndustr(,
Institut
Teknologi Bandung.Sugeng,
T.A.,
2006, 'Analisa Cacat CorPada
Proses Pengecoran BumerKompo/',
lurnal
ROTASIVol.
8 No.3,
Hal. 41-46, Juli.Sutarmadi, 20L2, "Analisa
Pengaruhfteding
dan Mab
PahatTeftadap
Kekasaran Permukaan Pada Proses Pembubutan denganBenda Kerja Karbon
MenengahAISI
1045",
Laporan Tugas AkhirProgram
Studi Teknik
MesinFakultas
Teknilq
Universitas Bengkulu.rssil2w3$3
Widiyanti, K., 2009,
'Analisr's KetelitianPemosisian
dan
Kelurusan GerakMeja
Machining
CenterOku m a&H u wa fvfilla
c4H'i
I uma IInfomatek Vol" 11 No.
,
Hal.
127-L44, Juni.