PENGARUH TEMPER DENGAN QUENCHING
MEDIA PENDINGIN OLI MESRAN SAE 40
TERHADAP SIFAT FISIS DAN MEKANIS
BAJA ST 60
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan
Oleh :
Nama :Bambang Tri Wibowo
NIM :5201401045 Program Studi :Pendidikan Teknik Mesin S1
FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG
2006
ii
ABSTRAK
Bambang Tri wibowo, 2006, Pend. Teknik Mesin FT UNNES, 5201401045, “Pengaruh Temper dengan Quenching Media Pendingin Oli Mesran SAE 40 Terhadap Sifat Fisis dan Mekanis Baja ST 60”
Penelitian ini bertujuan untuk mengetahui pengaruh temper dengan quenching media Oli Mesran SAE 40 terhadap sifat fisis dan mekanis Baja ST 60. Proses temper dilakukan dengan suhu 6000C dengan quenching pada suhu 8300C. Metode yang digunakan dalam penelitian ini adalah deskriptif yang menggunakan bahan baku material untuk spesimen adalah Baja ST 60 produksi PT. BHINEKA BAJANAS. Spesimen uji tarik menggunakan standard ASTM E8 A48, spesimen impact mengacu pada ASTM E23-56T, dan spesimen muai panas berdasarkan ASTM E80.
Hasil uji komposisi menunjukkan material dasar termasuk dalam golongan medium carbon steel atau baja karbon menengah dengan kandungan karbon 0,452%. Kekuatan tarik Baja ST 60 sebesar 67,74 kg/mm2 dan mengalami kenaikan sebesar 28,26% saat dilakukan proses quenching dengan tegangan maksimum sebesar 86,88 kg/mm2 dengan kenaikan sebesar 20,09% pada spesimen temper dengan kekuatan tarik sebesar 81,35%. Hasil pengujian tarik yang berakhir dengan perpatahan spesimen menunjukkan adanya perpanjangan sebesar 12,38% pada raw material, 9,80% pada quenching, dan 14,06% pada temper. Kontraksi terbesar terjadi pada spesimen temper sebesar 49,15% mengalami penurunan sebesar 44,16% pada spesimen quenching, dan 46,88% pada raw materials. Kekerasan rockwell rata-rata pada raw materials sebesar 100,0HRC dan mengalami kenaikan pada quenching dengan kekerasan sebesar 118,3HRC. Kekerasan spesimen temper sebesar 112,13HRC menunjukkan penurunan sebesar 5,19% dibanding dengan quenching. Ketangguhan terbesar terjadi pada spesimen temper sebesar 0,902 J/mm2 atau mengalami kenaikan sebesar 93,98% terhadap raw materials. Hasil pengujian muai panas menunjukkan muai panas Baja ST 60 sebesar 1721 x 10-6 mm dan mengalami kenaikan menjadi 2828 x 10-6 mm pada spesimen quenching dan 1814 x 10-6 mm pada spesimen temper. Pengujian struktur mikro menunjukkan struktur mikro raw materials terdiri dari ferit dan perlit dengan bentuk dan besar kristal yang berimbang sesuai dengan kandungan karbon yang sebesar 0,452%.
Saran yang diajukan dalam penelitian ini adalah variasi suhu pada proses tempering dan variasi media pendingin saat proses quenching pada Baja ST 60 serta variasi pada jenis bahan Baja ST 60.Pengambilan foto mikro spesimen dilakukan dengan memperhatikan daerah terjadinya perbedaan tingkat kekerasan dalam spesimen.
iii
Skripsi ini telah dipertahankan di hadapan sidang panitia ujian skripsi Fakultas Teknik Universitas Negeri Semarang pada :
Hari : Tanggal : Panitia Ujian Ketua Sekretaris Drs Pramono Drs Supraptono, MPd NIP. 131474226 NIP. 131125645
Pembimbing Anggota Penguji
Pembimbing I Penguji I
Drs. Sunyoto, M.Si Drs. Sunyoto, M.Si
NIP. 131931835 NIP. 131931835
Pembimbing II Penguji II
Drs. Budiharso Eko, M.Pd Drs. Budiharso Eko, M.Pd
NIP. 131285577 NIP. 131285577
Penguji III
Drs Supraptono, MPd NIP. . 131125645 Mengetahui,
Dekan Fakultas Teknik
Prof, Dr. Soesanto NIP. 130875753
iv
MOTTO DAN PERSEMBAHAN
Moto
• Jadilah engkau pema’af dan suruhlah orang mengerjakan yang ma’ruf serta berpalinglah dari orang-orang yang bodoh.
• Janganlah hanya belajar melalui kesalahan yang kita lakukan, tapi ambilah hikmah dari kebenaran yang kita kerjakan.
• Sesungguhnya Allah SWT tidak akan mengubah nasib suatu kaum, kecuali mereka mau berusaha sendiri.
Persembahan
• Bapak dan Ibu tercinta
• Saudara-saudaraku tersayang, Mbak Sri Purwanti dan Mas Broto Sisiwoko
v
memberikan segala rahmat dan hidayahnya, sehingga peneliti dapat menyelesaikan skripsi ini dengan baik. Sholawat serta salam peneliti curahkan kepada Nabi Agung Muhammad SAW Nabi yang terakhir.
Penyusunan skripsi ini tidak terlepas dari bimbingan dan bantuan dari berbagai pihak, oleh karena itu pada kesempatan ini peneliti menyampaikan banyak terima kasih kepada :
1. Prof. Dr. Soesanto, dekan Fakultas Teknik Universitas Negeri Semarang. 2. Drs.Pramono, ketua jurusan Teknik Mesin Universitas Negeri Semarang. 3. Drs. Sunyoto, M.Si, dosen pembimbing I yang telah memberikan bimbingan
dan dorongan kepada peneliti untuk menyelesaikan skripsi ini.
4. Drs. Budiarso Eko, MPd, dosen pembimbing II skripsi ini yang dengan penuh kesabaran telah memberikan petunjuk, bimbingan, arahan dan motivasi
5. Drs. Hadromi, MT yang telah memberikan kesempatan dan ide kepada peneliti untuk penulisan skripsi ini.
6. Teman-teman seperjuanganku Udin, Nur, Wisnu, teman-teman PTM’01, senior-senior, Laborat dan Teknisi serta semua pihak yang turut membantu penelitian ini yang tidak mungkin kami sebutkan satu persatu.
Semoga Allah SWT memberikan balasan atas jasa-jasa beliau yang telah membantu dan membimbing peneliti dalam menyelesaikan skripsi ini. Peneliti menyadari bahwa skripsi ini masih sangat jauh dari sempurna, maka kritik dan
vi
saran yang konstruktif dan membangun sangat peneliti harapkan. Akhir kata peneliti berharap semoga skripsi ini memberikan manfaat dan tambahan ilmu bagi para pembaca.
Semarang, Mei 2006
vii
HALAMAN JUDUL ... i
ABSTRAK ... ii
HALAMAN PENGESAHAN... iii
MOTTO DAN PERSEMBAHAN ... iv
KATA PENGANTAR ... v
DAFTAR ISI... vii
DAFTAR GAMBAR ... x
DAFTAR TABEL... xii
DAFTAR LAMPIRAN... xiii
BAB I PENDAHULUAN ... 1 A. Latar Belakang ... 1 B. Perumusan Masalah ... 3 C. Penegasan Istilah ... 3 D. Tujuan Penelitian ... 5 E. Manfaat Penelitian ... 5
BAB II LANDASAN TEORI ... 7
A. Baja Karbon ... 7
B. Quenching ... 9
C. Tempering ... 11
viii
E. Pengujian Tarik ... 16
F. Pengujian Ketangguhan (impact) ... 21
G. Pengujian Kekerasan ... 24
H. Muai Panas ... 25
I. Pengujian Struktur Mikro ... 30
BAB III METODELOGI PENELITIAN ... 32
A. Material dan Dimensi Spesimen ... 32
B. Alur Penelitian ... 35
C. Peralatan Penelitian ... 37
D. Desain Penelitian ... 38
E. Variabel Penelitian ... 39
F. Teknik Pengumpulan Data ... 39
G. Analisis Data ... 42
H. Tempat Penelitian ... 42
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 44
A. Hasil Penelitian ... 44
1. Hasil uji komposisi ... 44
2. Hasil Uji Tarik ... 45
3. Hasil pengujian kekerasan... 47
4. Hasil pengujian Ketangguhan ... 49
5. Hasil pengujian Muai panas ... 50
6. Penampang patah uji tarik ... 51
ix
A. Simpulan ... 60
B. Saran... 61
DAFTAR PUSTAKA ... 63
x
DAFTAR GAMBAR
Halaman
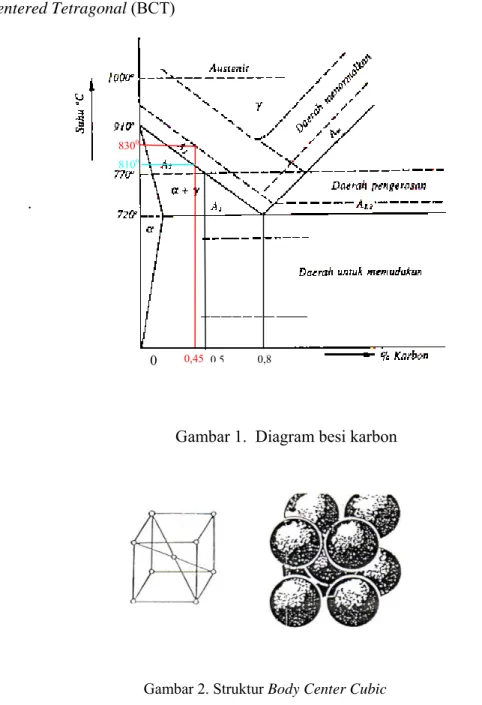
Gambar 1. Diagram besi karbon ... 9
Gambar 2. Struktur body center cubic... 9
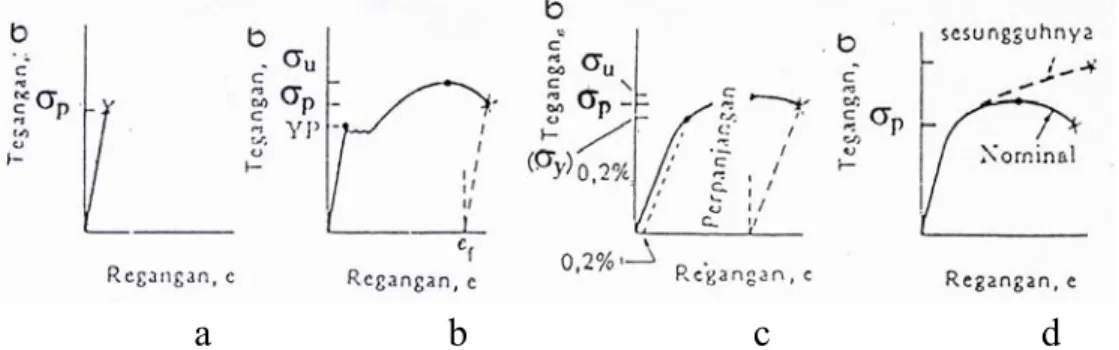
Gambar 3. Diagram tegangan regangan ... 18
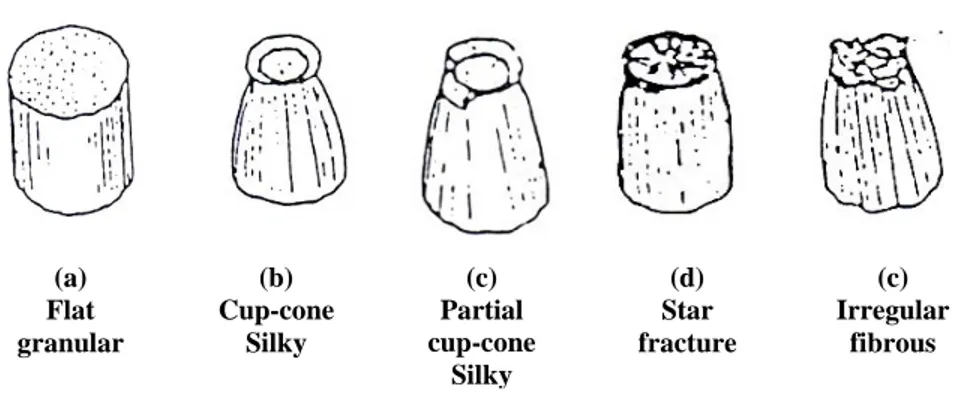
Gambar 4. Bentuk penampang patahan ... 20
Gambar 5. Prinsip pengukuran pengujian ketangguhan ... 22
Gambar 6. Kurva energi ikat antar atom-jarak antar atom... 26
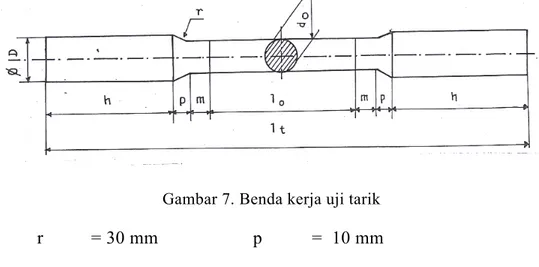
Gambar 7. Benda kerja uji tarik ... 32
Gambar 8. Spesimen uji kekerasan ... 33
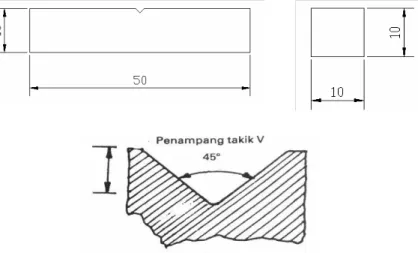
Gambar 9. Benda uji ketangguhan dan takik ... 34
Gambar 10. Benda kerja uji muai panas ... 34
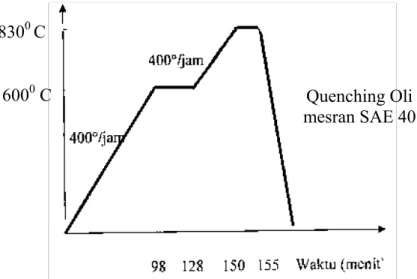
Gambar 11. Siklus temperatur hardening ... 36
Gambar 12. Proses jalannya penelitian ... 37
Gambar 13. Hasil kekuatan tarik baja karbon sedang... 46
Gambar 14. Prosentase perpanjangan hasil pengujian tarik... 46
Gambar 15. Prosentase dari konstraksi uji tarik ... 47
Gambar 16. Grafik hasil pengujian kekerasan ... 48
Gambar 17. Grafik hasil pengujian impact... 50
Gambar 18. Hasil uji muai panas linier... 51
Gambar 19. Penampang patah raw material... 52
xi
Gambar 24. Penampang patah impact temper... 54
Gambar 25. Foto mikro spesimen raw material... 55
Gambar 26. Foto mikro spesimen quenching... 56
xii
DAFTAR TABEL
Halaman
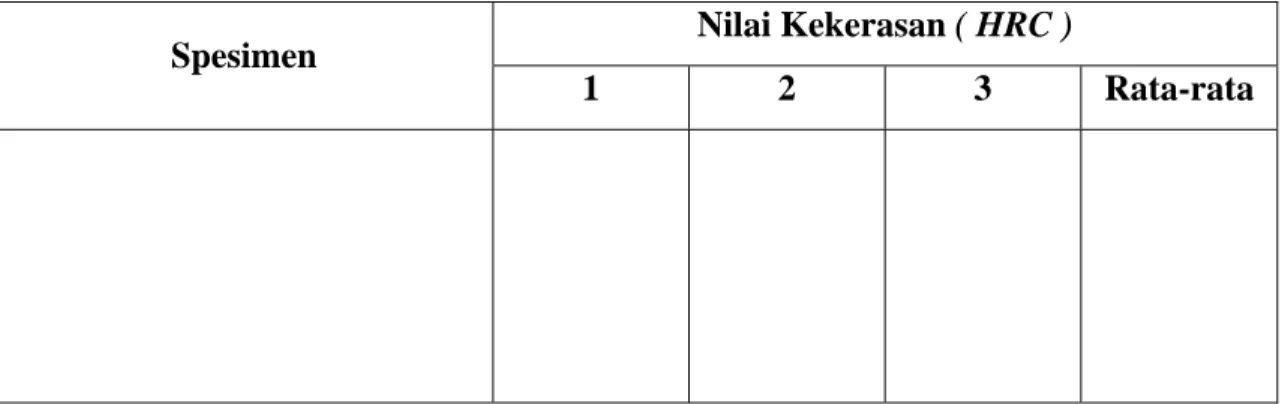
Tabel 1. Lembar pengamatan pengujian kekerasan ... 40
Tabel 2. Lembar pengujian tarik ... 40
Tabel 3. Lembar pengamatan uji muai panas... 41
Tabel 4. Lembar pengamatan impack (ketangguhan) ... 41
Tabel 5. Komposisi kimia bahan Baja ST 60... 44
Tabel 6. Hasil pengujian tarik ... 45
Tabel 7. Hasil pengujian kekerasan ... 48
xiii
Lampiran 1. Hasil uji komposisi Baja ST 60 ... 63
Lampiran 2. Grafik dan perhitungan pada hasil uji tarik spesimen raw materials 1 ... 64
Lampiran 3. Grafik dan perhitungan pada hasil uji tarik spesimen raw materials 2 ... 65
Lampiran 4. Grafik dan perhitungan pada hasil uji tarik spesimen `raw materials 3... 66
Lampiran 5. Grafik dan perhitungan pada hasil uji tarik spesimen quench 1 ... 67
Lampiran 6. Grafik dan perhitungan pada hasil uji tarik spesimen quench 2... 68
Lampiran 7. Grafik dan perhitungan pada hasil uji tarik spesimen quench 3 ... 69
Lampiran 8. Grafik dan perhitungan pada hasil uji tarik spesimen temper 1 ... 70
Lampiran 9. Grafik dan perhitungan pada hasil uji tarik spesimen temper 2 ... 71
Lampiran 10. Grafik dan perhitungan pada hasil uji tarik spesimen temper 3 ... 72
Lampiran 11. Lembar Pengamatan Uji Tarik ... 73
Lampiran 12. Lembar Pengamatan Pengujian Kekerasan ... 74
Lampiran 13. Lembar Pengamatan Pengujian Ketangguhan ... 75
Lampiran 14. Lembar Pengamatan Uji Muai Panas ... 76
Lampiran 15. Surat Penetapan Dosen Pembimbing Skripsi Mahasiswa ... 77
1
BAB I
PENDAHULUAN
A.
Latar Belakang Masalah
Seiring dengan perkembangan jaman dan teknologi,banyak kalangan dunia
industri yang menggunakan logam sebagai sebagai bahan utama operasional atau
sebagai bahan baku produksinya. Baja karbon banyak digunakan terutama untuk
membuat alat-alat perkakas, alat-alat pertanian, komponen-komponen otomotif,
kebutuhan rumah tangga. Aplikasi pemakaiannya, semua struktur logam akan terkena
pengaruh gaya luar berupa tegangan-tegangan gesek sehingga menimbulkan
deformasi atau perubahan bentuk. Usaha menjaga agar logam lebih tahan gesekan
atau tekanan adalah dengan cara perlakuan panas pada baja, hal ini memegang
peranan penting dalam upaya meningkatkan kekerasan baja sesuai kebutuhan. Proses
ini meliputi pemanasan baja pada suhu tertentu, dipertahankan pada waktu tertentu
dan didinginkan pada media tertentu pula. perlakuan panas mempunyai tujuan untuk
meningkatkan keuletan, menghilangkan tegangan internal, menghaluskan butir
kristal, meningkatkan kekerasan, meningkatkan tegangan tarik logam dan sebagainya,
tujuan ini akan tercapai seperti apa yang diinginkan jika memperhatikan faktor yang
mempemgaruhinya, seperti suhu pemanasan dan media pendingin yang digunakan.
Salah satu proses perlakuan panas pada baja adalah pengerasan (
hardening)
,
yaitu proses pemanasan baja sampai suhu di daerah atau diatas daerah kritis disusul
dengan pendinginan yang cepat dinamakan
quench
, (Djafrie, 1995).
Akibat proses
hardening
pada baja, maka timbulnya tegangan dalam
(
internal stresses
), dan rapuh (
britles
), sehingga baja tersebut belum cocok untuk
segera digunakan. Oleh karena itu pada baja tersebut perlu dilakukan proses lanjut
yaitu
temper
. Dengan proses
temper
kegetasan dan kekerasan dapat diturunkan
sampai memenuhi syarat penggunaan, kekuatan tarik turun sedangkan keuletan dan
ketangguhan meningkat. Namun yang menjadi permasalahan sejauh mana sifat - sifat
yang memenuhi syarat yang diinginkan ini dapat dicapai melalui proses
temper
.
Pengkajian lebih lanjut dampak dari faktor perbedaan media
quenching-temper,
dapat dilakukan melalui beberapa uji bahan. Pengujian bahan yang digunakan
untuk proses
quenching-temper
adalah uji kekuatan tarik, uji ketangguhan, uji
kekerasan, uji muai panas dan uji struktur mikro.
Oli Mesran SAE 40 merupakan pelumas produksi PT Pertamina dengan
viskositas 40 pada temperatur 100
0C. Penggunaan pelumas sebagai media pendingin
akan menyebabkan timbulnya selaput karbon pada spesimaen tergantung dari
besarnya viskositas pelumas. Atas dasar tujuan untuk memperbaiki sifat baja tersebut,
maka peneliti memilih perlakuan panas temper dengan
quenching
media Oli Mesran
SAE 40. Perubahan sifat pada baja dapat diketahui dengan cara melakukan pengujian
tarik, kekerasan, ketangguhan dan muai panas. Mengingat banyaknya jenis baja
karbon dan pelumas maka dalam penelitian ini akan dibatasi pada baja karbon
menengah, yaitu baja dengan kadar karbon antara 0,25 – 0,65%C dan pelumas
Mesran SAE 40, alasan dipilihnya media pendingin Oli Mesran SAE 40 adalah
3
karena Oli Mesran SAE 40 yang diproduksi oleh PT Pertamina yang memiliki kadar
viskositas 40 pada temperatur 100
0C. Penggunaan pelumas ini sebagai media
pendingin akan menyebabkan timbulnya selaput karbon pada spesimen tergantung
pada besarnya viskositas pelumas. Atas dasar tujuan untuk memperbaiki sifat baja
tersebut.
B.
Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, permasalahan utama yang
akan diungkap dalam penelitian ini adalah :
1.
Bagaimana pengaruh
temper
dengan
quenching
media pendingin Oli Mesran
SAE 40 terhadap sifat mekanis
baja
ST
60
yang meliputi kekuatan tarik,
kekerasan, ketangguhan dan muai panas.
2.
Bagaimana pengaruh
temper
dengan
quenching
media pendingin Oli Mesran
SAE 40 terhadap sifat fisis
baja
ST
60 yang meliputi foto mikro dan penampang
patah.
C.
Penegasan Istilah
Penegasan istilah digunakan untuk menghindari kemungkinan salah
pengertian atau salah penafsiran terhadap arti kata - kata yang menjadi judul skripsi
ini.
1.
Pengaruh adalah data yang ada atau timbul dari sesuatu (orang, benda dan
sebagainya) yang berkuasa atau berkekuatan. (Poerwadarminta, 1976 : 664).
Pengaruh dalam penelitian ini adalah hubungan yang mempengaruhi media
quenching
pada proses temper terhadap kekuatan tarik, kekerasan, ketangguhan
dan muai panas dan struktur mikro baja
ST
60.
2.
Quenching
adalah proses pengerasan (hardening) dengan menggunakan media
pendingin yaitu Oli Mesran SAE 40 (mendinginkan secara cepat dengan
memasukkan kedalam bak Oli Mesran SAE 40, merendam).
3.
Temper
adalah suatu proses pemanasan setelah proses pengerasan dilakukan,
yang bertujuan untuk meningkatkan ketangguhan atau keuletan baja, dengan
menggunakan suhu pemanasan 600
0C.
4.
Sifat mekanis adalah keadaan yang tampak pada suatu benda dilihat dari
kemampuan mesin (sifat mampu mesin). Sifat mekanis diketahui dengan
pengujian kekuatan tarik, ketangguhan, kekerasan, dan muai panas.
5.
Sifat fisis baja
ST
60 adalah kedaan yang tampak pada suatu benda dilihat dari
perubahan fisik (benda) dengan menggunakan mikroskop logam serta
pengamatan foto mikro dan penampang patah logam.
6.
Baja
ST
60
Baja
ST
60 adalah baja produksi dari PT. Bhineka Bajanas yang mempunyai
kekuatan
tarik
60 kg/mm
2. Baja ini mempunyai kandungan karbon 0,452%C
5
yang tarmasuk baja karbon menengah. Menurut TJ Rajan (1997), baja
ST
60
adalah baja yang memiliki kadar karbon 0,3%C sampai 0,6%C
7.
Media pendingin
Menurut kamus Bahasa Indonesia pendingin adalah alat untuk mendinginkan,
sedangkan Media adalah alat yang digunakan untuk mendinginkan.
Pada penelitian ini digunakan Oli Mesran SAE 40 produksi PT Pertamina sebagai
media pendingin yang digunakan untuk menurunkan temperatur baja
ST
60 pada
proses
quenching.
D.
Tujuan Penelitian
Penelitian ini mempunyai tujuan yang akan dicapai, yaitu :
1.
Mengetahui pengaruh
temper
dengan
quenching
media pendingin Oli Mesran
SAE 40 terhadap sifat mekanis baja
ST
60 meliputi kekuatan tarik, ketangguhan,
kekerasan dan muai panas.
2.
Mengetahui pengaruh ‘
quench-temper’
dengan media pendingin Oli Mesran
SAE 40 terhadap sifat fisis meliputi struktur mikro dan penampang patah
baja
ST 60
E.
Manfaat Penelitian
Dari penelitian ini diharapkan akan memberi manfaat dalam kontribusinya
terhadap pembangunan nasional serta ilmu pengetahuan dan teknologi yaitu:
1.
Memberikan kontribusi terhadap pengetahuan tentang karakteristik sifat fisis
yaitu struktur mikro dan mekanis yaitu kekuatan tarik, ketangguhan, kekerasan
dan muai panas pada bahan baja
ST 60
yang dihasilkan dari proses
temper
dengan
quench
media Oli Mesran SAE 40.
2.
Dapat membantu mengatasi masalah-masalah yang ada pada industri nasional,
khususnya yang berhubungan dengan elemen - elemen mesin dan industri logam.
3.
Memberikan kontribusi terhadap pengembangan ilmu bahan dan konstruksi.
4.
Memberikan wawasan baru bagi perancangan suatu produk yang membutuhkan
7
BAB II
LANDASAN TEORI
A. Baja Karbon
Baja merupakan salah satu jenis logam ferro dengan unsur carbon (C) 1,7%. Di samping itu baja juga mengandung unsur-unsur lain seperti sulfur (S), fosfor (P), silikon (Si), mangan (Mn), dan sebagainya yang jumlahnya dibatasi. Sifat baja pada umumnya sangat dipengaruhi oleh prosentase karbon dan struktur mikro. Struktur mikro pada baja karbon dipengaruhi oleh perlakuan panas dan komposisi baja.
Karbon dengan unsur campuran lain dalam baja membentuk karbid yang dapat menambah kekerasan, tahan gores dan tahan suhu baja. Perbedaan prosentase karbon dalam campuran logam baja karbon menjadi salah satu cara mengklasifikasikan baja. Berdasarkan kandungan karbon, baja dibagi menjadi tiga macam, yaitu :
1. Baja karbon rendah
Baja kabon rendah (low carbon steel) mengandung karbon dalam
campuran baja karbon kurang dari 0,3%. Baja ini bukan baja yang keras karena kandungan karbonnya yang rendah kurang dari 0,3%C. Baja karbon rendah tidak dapat dikeraskan karena kandungan karbonnya tidak cukup untuk membentuk struktur martensit (Amanto, 1999).
2. Baja karbon menengah
Baja karbon sedang mengandung karbon 0,3%C – 0,6%C (medium
carbon steel) dan dengan kandungan karbonnya memungkinkan baja untuk
dikeraskan sebagian dengan perlakuan panas (heat treatment) yang sesuai. Baja
karbon sedang lebih keras serta lebih lebih kuat dibandingkan dengan baja karbon rendah (Amanto, 1999).
3. Baja karbon tinggi
Baja karbon tinggi mengandung 0,6%C – 1,5%C dan memiliki kekerasan tinggi namun keuletannya lebih rendah, hampir tidak dapat diketahui jarak tegangan lumernya terhadap tegangan proporsional pada grafik tegangan regangan. Berkebalikan dengan baja karbon rendah, pengerasan dengan perlakuan panas pada baja karbon tinggi tidak memberikan hasil yang optimal dikarenakan terlalu banyaknya martensit sehingga membuat baja menjadi getas.
Sifat mekanis baja juga dipengaruhi oleh cara mengadakan ikatan karbon dengan besi. Menurut Schonmetz (1985) terdapat 2 bentuk utama kristal saat karbon mengadakan ikatan dengan besi, yaitu :
1. Ferit, yaitu besi murni (Fe) terletak rapat saling berdekatan tidak teratur, baik bentuk maupun besarnya. Ferit merupakan bagian baja yang paling lunak, ferrit murni tidak akan cocok digunakan sebagai bahan untuk benda kerja yang menahan beban karena kekuatannya kecil.
2. Perlit, merupakan campuran antara ferrit dan sementit dengan kandungan karbon sebesar 0,8%. Struktur perlitis mempunyai kristal ferrit tersendiri dari serpihan sementit halus yang saling berdampingan dalam lapisan tipis mirip lamel.
9
B. Quenching
Menurut Edih Supardi (1999) dasar pengujian pengerasan pada bahan baja yaitu suatu proses pemanasan dan pendinginan untuk mendapatkan struktur keras yang disebut martensit. Martensityaitu fasa larutan padat lewat jenuh dari karbon
dalam sel satuan tetragonal pusat badan atau mempunyai bentuk kristal Body Centered Tetragonal (BCT)
.
Gambar 1. Diagram besi karbon
Gambar 2. Struktur Body Center Cubic
0,8 0,5 0,45 8100 8300 0
Makin tinggi derajat kelewatan jenuh karbon, maka makin besar perbandingan satuan sumbu sel satuannya, martensit makin keras tetapi getas. Martensit adalah fasa metastabil terbentuk dengan laju pendinginan cepat, semua
unsur paduan masih larut dalam keadaan padat. Pemanasan harus dilakukan secara bertahap (preheating) dan perlahan-lahan untuk memperkecil deformasi ataupun
resiko retak. Setelah temperatur pengerasan (austenitizing) tercapai, ditahan dalam
selang waktu tertentu (holding time) kemudian didinginkan cepat.
Baja canai panas dengan cara pendinginan lambat mempunyai struktur
perlit dengan ferit bebas atau sementit bebas, hal ini tergantung pada kandungan
karbon (Doan, G.E., 1952). Tahap pendinginan lambat pada baja mengakibatkan suatu keadaan yang relatif lunak atau plastis. Untuk menambah kekerasan baja, dapat dilakukan dengan pengerjaan yang dimana baja dipanaskan sampai suhu 8300C kemudian didinginkan secara cepat (quenching). Tujuan pengerjaan ini
dengan maksud pengerasan baja adalah mendinginkan atau melindungi suatu perubahan austenitic dari pada pendinginan lain sampai temperatur mendekati
790C. Jika berhasil mendinginkan austenitic sampai 790C akan berubah dengan
cepat ke suatu struktur yang keras dan relatif rapuh yang dikenal martensit untuk
itu pengerjaan kedua dalam pengerasan baja yaitu pendinginan cepat (quenching)
dari austenitic yang menghasilkan struktur martensit.
Pada dasarnya baja yang telah dikeraskan bersifat rapuh dan tidak cocok untuk digunakan. Melalui temper, kekerasan, dan kerapuhan dapat diturunkan
sampai memenuhi persyaratan. Kekerasan turun, kekuatan tarik akan turun, sedang keuletan dan ketangguhan akan meningkat (Djafrie, 1985). Pada saat
11
tempering proses difusi dapat terjadi yaitu karbon dapat melepaskan diri dari
martensit berarti keuletan (ductility) dari baja naik, akan tetapi kekuatan tarik, dan
kekerasan menurun. Senada dengan itu Djafrie (1986) menyatakan sifat-sifat mekanik baja yang telah dicelup, dan di-temper dapat diubah dengan cara
mengubah temperatur tempering
C. Tempering
Perlakuan untuk menghilangkan tegangan dalam dan menguatkan baja dari kerapuhan disebut dengan memudakan (tempering). Tempering didefinisikan
sebagai proses pemanasan logam setelah dikeraskan pada temperatur tempering
(di bawah suhu kritis), yang dilanjutkan dengan proses pendinginan (Koswara,1999:134).
Baja yang telah dikeraskan bersifat rapuh dan tidak cocok untuk digunakan, melalui proses tempering kekerasan dan kerapuhan dapat diturunkan sampai
memenuhi persyaratan penggunaan. Kekerasan turun, kekuatan tarik akan turun pula sedang keuletan dan ketangguhan baja akan meningkat. Meskipun proses ini menghasilkan baja yang lebih lunak, proses ini berbeda dengan proses anil (annealing) karena di sini sifat-sifat fisis dapat dikendalikan dengan cermat
(Amstead, 1997 : 148).
Pada suhu 200˚C sampai 300˚C laju difusi lambat hanya sebagian kecil karbon dibebaskan, hasilnya sebagian struktur tetap keras tetapi mulai kehilangan kerapuhannya. Di antara suhu 500˚C dan 600˚C difusi berlangsung lebih cepat,
Perubahan sifat mekanis akibat temper martensit baja karbon 0,452 %C.
Prosesnya adalah memanaskan kembali berkisar antara suhu 150˚C – 650˚C dan didinginkan secara perlahan-lahan terganutng sifat akhir baja tersebut, menurut tujuannya proses tempering dibedakan sebagai berikut :
1. Tempering pada suhu rendah ( 150˚ – 300˚C )
Tempering ini hanya untuk mengurangi tegangan-tegangan kerut dan
kerapuhan dari baja, biasanya untuk alat-alat potong, mata bor dan sebagainya.
2. Tempering pada suhu menengah ( 300˚ - 550˚C )
Tempering pada suhu sedang bertujuan untuk menambah keuletan dan
kekerasannya sedikit berkurang. Proses ini digunakan pada alat-alat kerja yang mengalami beban berat, misalnya palu, pahat, pegas.
3. Tempering pada suhu tinggi ( 550˚ - 650˚C )
Tempering suhu tinggi bertujuan memberikan daya keuletan yang besar dan
sekaligus kekerasannya menjadi agak rendah misalnya pada roda gigi, poros batang pengggerak dan sebagainya. Suhu yang digunakan dalam penelitian ini adalah 6000C pada proses
tempering dengan tujuan untuk mendapatkan
keuletan spesimen yang maksimal.
D. Media Pendingin
Media pendingin yang lazim digunakan untuk mendinginkan spesimen pada proses pengerasan baja yang akan digunakan yaitu Oli Mesran SAE 40, dengan alasan media pendingin tersebut digunakan sesuai dengan kemampuannya untuk
13
memperoleh hasil yang diharapkan. Penggunaan pelumas sebagai media pendingin akan menyebabkan tibulnya selaput karbon pada spesimen tergantung dari besarnya viskositas pelumas. Atas dasar tujuan untuk memperbaiki sifat baja tersebut, maka peneliti memilih perlakuan panas temper dengan quenching media
Oli Mesran SAE 40.
Media pendingin yang digunakan untuk mendinginkan baja bermacam-macam. Berbagai bahan pendingin yang digunakan dalam proses perlakuan panas antara lain :
1. Air
Pendinginan dengan menggunakan air akan memberikan daya pendinginan yang cepat. Biasanya ke dalam air tersebut dilarutkan garam dapur sebagai usaha mempercepat turunnya temperatur benda kerja dan mengakibatkan bahan menjadi keras.
2. Minyak
Minyak yang digunakan sebagai fluida pendingin dalam perlakuan panas adalah yang dapat memberikan lapisan karbon pada kulit (permukaan) benda kerja yang diolah. Selain minyak yang khusus digunakan sebagai bahan pendingin pada proses perlakuan panas, dapat juga digunakan minyak bakar atau solar.
3. Udara
Pendinginan udara dilakukan untuk perlakuan panas yang membutuhkan pendinginan lambat. Untuk keperluan tersebut udara yang disirkulasikan ke dalam ruangan pendingin dibuat dengan kecepatan yang rendah. Udara
sebagai pendingin akan memberikan kesempatan kepada logam untuk membentuk kristal – kristal dan kemungkinan mengikat unsur – unsur lain dari udara.
4. Garam
Garam dipakai sebagai bahan pendingin disebabkan memiliki sifat mendinginkan yang teratur dan cepat. Bahan yang didiginkan di dalam cairan garam yang akan mengakibatkan ikatannya menjadi lebih keras karena pada permukaan benda kerja tersebut akan meningkat zat arang. Kemampuan suatu jenis media dalam mendinginkan spesimen bisa berbeda-beda, perbedaan kemapuan media pendingin di sebabkan oleh temperatur, kekentalan, kadar larutan dan bahan dasar media pendingin. Pelumas adalah minyak yang mempunyai sifat untuk selalu melekat dan menyebar pada permukaan-permukaan yang bergeser, sehingga membuat pengausan dan kenaikan suhu kecil sekali (Soedjono, 1978).viskositas Oli, dan bahan dasar Oli membawa pengaruh dalam mendinginkan sepesimen. Bahan dasar minyak dapat dibedakan menjadi tiga jenis yaitu minyak yang berasal dari hewan diperoleh dengan cara merebus atau memasak tulang belulang atau lemak babi, minyak pelumas dari tumbuhan dan minyak pelumas mineral diperoleh dengan cara penyulingan (destilasi) minyak bumi secara bertahap. Minyak pelumas mineral merupakan campuran beberapa organik, terutama hidro karbon. Dalam minyak bumi mengandung parafin (CnH2n-2), siklik parafin naftena (CnH2n) dan
15
Aromatik mempunyai sifat pelumasan yang baik tetapi tidak tahan oksidasi. Parafin dan naftena lebih stabil tetapi tidak dapat menggantikan aromatik secara keseluruhan. Karena tipe aromatik tertentu bertindak sebagai penghalang oksidasi dan parafin murni tidak mempunyai sifat pelumasan yang baik. Perbedaan yang lain yaitu aromatik mempunyai viskositas rendah, naftena mempunyai viskositas sedang dan parafin mempunyai viskositas tinggi.
Ada tiga faktor yang mempengaruhi viskositas, yaitu komposisi, suhu dan tekanan. Angka viskositas biasanya ditijau dengan SAE (Society of Automotive Engine) dan disertai angka. Angka menunjukkan pada kelompok mana viskositas
itu termasuk.
Dalam perdagangan ada dua macam viskositas, misalnya SAE 10W dan 40. SAE 10W tidak begitu peka terhadap temperatur, sedangkan Oli SAE 40 peka terhadap temperatur. Indek kekentalan diikuti huruf W yang menunjukkan kekentalan pada suhu 200C, sedangkan kekentalan yang tidak diikuti huruf W menyatakan kekentalan pada suhu 1000C, dengan adanya perkembangan teknologi lebih dari satu tingkat klasifikasi viskositasnya yang dikenal dengan minyak pelumas multigrande. Penulisan angka viskositas misalnya SAE 10W – 40 dengan maksud standar Olinya SAE 10 pada suhu 100C dan standar sampai SAE 40 pada suhu 1000C, sehingga minyak pelumas ini bila digunakan dilingkungan suhu dingin akan bersikap sebagai pelumas SAE 10W sedangkan bila digunakan dilingkungan suhu panas akan bersikap sebagai minyak pelumas SAE 50W. Dalam penelitian ini menggunakan pelumas mesran SAE 40.
E. PengujianTarik
Pengujian tarik dilakukan terhadap batang uji yang standar. Pada bagian tengah batang uji merupakan bagian yang menerima tegangan yang uniform, dan pada bagian ini diukurkan panjang uji (gauge length), yaitu bagian yang dianggap
menerima pengaruh dari pembebanan. Pada bagian inilah yang selalu diukur panjangnya dalam proses pengujian.
Dasar yang digunakan untuk mengetahui kekuatan tarik dari suatu material adalah kurva tegangan dan regangan. Donan (1952) menyatakan, The parameters which are used to describe the stress - strain curve of metals are the tensile strength, yield strength, percent elongation and reduction of area. Dari
pernyataan tersebut dapat diketahui bahwa komponen-komponen utama dari kekuatan tarik adalah kekuatan maksimum (tensile strength), tegangan luluh dari
material, regangan yang terjadi saat penarikan dan pengurangan luas penampang. Proses memudahkan dalam mengetahui kekuatan tarik dari suatu bahan, diadakan pengujian tarik pada bahan tersebut. Pengujian tarik dilakukan dengan memberikan suatu gaya tarik pada suatu spesimen yang bentuk dan ukurannya standar. Pembuatan spesimen disesuaikan dengan bentuk awal bahannya. Apabila bahan awal bebentuk silindris maka spesimen tariknyapun dikerjakan dengan proses permesinan sehingga berbentuk silindris pula, demikian juga untuk bahan yang berbentuk plat, maka spesimen tariknya akan berbentuk plat pula dengan dimensi-dimensi yang telah ditetapkan. Hasil pengukuran dari pengujian tarik adalah suatu kurva yang memberikan hubungan antara gaya yang dipergunakan dan perpanjangan yang dialami oleh spesimen.
17
Sifat mekanik pertama yang dapat diketahui berdasarkan kurva pengujian tarik yang dihasilkan adalah kekuatan tarik maksimum yang diberi simbol σu. simbol u didapat dari kata ultimate yang berarti puncak. Jadi besarnya kekuatan
tarik ditentukan oleh tegangan maksimum yang diperoleh dari kurva tarik. Tegangan maksimum ini diperoleh dari :
σu o u A P = ………...………. (1)
dimana Pu = beban maksimum
Ao = luas penampang awal
Sifat mekanik yang kedua adalah kekuatan luluh yang diberi simbol σy dimana y diambil dari kata yield atau luluh. Kekuatan luluh dinyatakan oleh suatu
tegangan yang merupakan pembatas dari tegangan yang memberikan regangan elastis saja dengan tegangan yang memberikan tegangan elastis bersama plastis. Titik luluh adalah suatu titik perubahan pada kurva pada bagian yang berbentuk linier dan tidak linier.
Pada kurva tarik baja karbon rendah atau baja lunak batas ini mudah terlihat, tetapi pada bahan lain batas ini sukar sekali untuk diamati oleh karena daerah linier dan tidak linier bersambung secara berlanjut. Oleh karena itu untuk menentukan titik luluh diambil dengan metoda offset yaitu suatu metoda yang menyatakan bahwa titik luluh adalah suatu titik pada kurva yang menyatakan dicapainya regangan plastis sebesar 0,2 %.
Gambar 3. Diagram Tegangan Regangan
a. Bahan tidak ulet, tidak ada deformasi plastis misalnya besi cor b. Bahan ulet dengan titik luluh misalnya pada baja karbon rendah
c. Bahan ulet tanpa titik luluh yang jelas misalnya alumunium.
Diperlukan metode off set untuk mengetahui titik luluhnya
d. Kurva tegangan regangan sesungguhnya regangan-tegangan
nominal
σp = kekuatan patah, σu = kekuatan tarik maksimum, σy = kekuatan
luluh, ef = regangan sebelum patah, x = titik patah, YP = titik luluh
Sifat yang ketiga adalah modulus elastisitas. Modulus elastisitas biasa disebut sebagai modulus Young dan dinyatakan dengan simbol E. Sifat ini menyatakan kekakuan dari suatu bahan yang didalam kurva tarik menyatakan hubungan yang linier dari tegangan dan regangan. Daerah linier pada daerah tersebut mempunyai persamaan :
e E.
=
σ ………..…(2)
dimana E adalah modulus elastisitas atau modulus Young dan e adalah regangan yang terjadi.
19
Sifat yang keempat yang bisa didapatkan dari pengujian tarik adalah keuletan saat patah. Keuletan ini dinyatakan dengan regangan maksimum yang bisa dicapai oleh bahan, yaitu pada saat patah. Semakin besar regangan yang bisa dicapai oleh bahan, semakin ulet bahan tersebut. Regangan (e) merupakan perbandingan antara perpanjangan yang terjadi dengan panjang awal dari spesimen dan dirumuskan dengan
o o f o L L L L L e= Δ = − ……… (3)
dimana Lf = panjang saat patah
Lo = panjang awal sebelum pembebanan
Sifat kelima adalah reduksi penampang atau reduction of area pada saat
patah. Sebenarnya sifat ini erat kaitannya dengan regangan yang dialami oleh bahan.
Sifat ini dinyatakan dengan persamaan :
o f o A A A q= ( − ) ……….……….(4)
dimana Ao = luas penampang awal
Af = luas penampang patah
q = reduksi penampang
Saat spesimen mengalami patah, maka akan terbentuk suatu penampang patah yang bentuknya dapat diklasifikasikan menurut bentuk teksturnya. Jenis-jenis perpatahan menurut bentuknya adalah simetri, kerucut mangkok (cup cone),
butir halus, butir kasar atau granular, berserat (fibrous), kristalin, glassy (seperti
kaca) dan pudar.
Tujuan pengujian tarik untuk mengetahui sifat-sifat mekanik dan perubahan-perubahan dari suatu logam terhadap pembebanan tarik. Kekuatan tarik
maksimum (Ultimate tensile strength) adalah beban maksimum dibagi luas
penampang lintang awal benda uji (spesimen)
Ao P
σ maks
u = ... (5)
Sedangkan regangan tarik pada saat patah :
l l l e f o f − = ... (6) Penggentingan(reduction of area):
o f o A A A q = ( − ) ... (7) dimana: σu = Kekuatan tarik {kg/mm2}
Pmaks = beban maksimum waktu pengujian (kg)
(a) Flat granular (b) Cup-cone Silky (c) Partial cup-cone Silky (d) Star fracture (c) Irregular fibrous
21
Ao = luas penampang mula-mula (mm2)
ef = regangan patah (%)
lo = panjang ukur mula-mula (mm2)
lf = panjang ukur setelah patah (mm2)
q = penggentingan (%)
Af = luas penampang di tempat patah (mm2)
F. PengujianKetanguhan (Impact
)
Baja karbon yang biasanya bersifat ulet dapat diubah menjadi getas bila berada kondisi tertentu. Menurut Donan (1952), terdapat tiga faktor dasar yang mendukung terjadinya patah getas, keadaan tegangan tiga sumbu, suhu rendah dan laju regangan tinggi atau laju pembebanan yang cepat. Ketiga faktor tersebut tidak harus ada secara bersamaan pada waktu terjadi patah getas. Maka disini untuk menentukan kepekaan bahan terhadap patah getas, sering kali digunakan pengujian impak.
Pengujian ketangguhan dilakukan untuk mengetahui sifat-sifat mekanis suatu logam dan paduannya. Benda uji disiapkan secara khusus, ukuran dan bentuknya ditentukan sesuai standart. Pengujian ketangguhan menggunakan beban sentakan (tiba-tiba). Metode ini sering di gunakan adalah metode charphy.
Pengujian ketangguhan berdasarkan prinsif hukum kekekalan energi yang
menyatakan jumlah energi mekanik konstan. palu godam dilepas dengan ketinggian H 1 dari pusat benda uji yang bersudut α dan setelah menabrak benda uji palu mengayun sampai ketinggian H 2 dari pusat benda uji yang bersudut β.
Pada kondisi ini besar tenaga kinetik Ek1 dan Ek2 sama dengan nol karena kecepatan V1dan V2 sama dengan nol yaitu berada pada kondisi berhenti. Besarnya tenaga potensial Ep1 = mgH1 dan tenaga potensial Ep2 = mgH2. Jadi tenaga yang diserap benda uji atau tenaga untuk mematahkan benda uji yaitu,
W = Ep1 – Ep2W W = GR (cos β - cos α)kg.m
Ketangguhan bahan (Vp) merupakan hasil bagi tenaga untuk mematahkan benda uji (Joule) dengan luas penampang patah benda uji (m)
0
A W
K = ... (8)
Gambar 5. Prinsip pengukuran pengujian ketangguhan. dimana W = Kerja Pukulan dalam (kg.m)
G = Massa berat palu godam (kg),
R = Jarak titik pusat ke titik berat palu godam (m), α = Sudut jatuh dalam, dan
β = Merupakan ayun dalam.
K = Nilai Pukulan Takik (kg.m/mm2)
23
Maksud utama pengujian ketangguhan ialah untuk mengukur kegetasan bahan atau juga keuletan bahan terhadap beban tiba-tiba dengan cara mengukur perubahan energi potensial sebuah palu godam yang dijatuhkan pada ketinggian tertentu. Perbedaan tinggi ayunan palu godam merupakan ukuran energi yang di serap oleh benda uji. Besar energi yang di serap tergantung pada keuletan bahan uji. Bahan yang ulet menunjukkan nilai ketangguhan (impact) yang besar.
Suatu bahan yang diperkirakan ulet ternyata dapat mengalami patah getas. Patah getas ini dapat disebabkan oleh beberapa hal, antara lain : adanya takikan (nocth), kecepatan pembebanan yang tinggi yang menyebabkan kecepatan
regangan yang tinggi pula dengan temperatur yang sangat rendah.
Dengan demikian suatu bahan yang akan beroperasi pada temperatur yang sangat rendah, misalnya pada suatu instalasi cryogenic perlu diuji impact.
Khususnya untuk mengetahui temperatur transisi antara ulet dan getas, sifat peretakan dapat terjadi dalam tiga bentuk :
1. Keretakan getas atau keretakan bersuara, adalah rata dan mempunyai
permukaan yang kilap. Kalau potongan – potongannya kita sambungkan lagi ternyata keretakan atau kepatahan itu tidak diikuti dengan deformasi bahan, tipe ini mempunyai pukulan takik yang rendah.
2. Patahan liat atau patahan perubahan bentuk, patah ini mempunyai permukaan yang tidak rata dan tampak seperti bludru, buram dan berserat, tipe ini mempunyai pukulan yang tinggi.
3. Patahan campuran ialah patahan yang sebagian getas sebagian liat, patahan ini terjadi paling banyak.
G. Pengujian Kekerasan
Proses pengujian kekerasan dapat diartikan sebagai kemampuan suatu bahan terhadap pembebanan dalam perubahan yang tetap, artinya ketika gaya tertentu diberikan pada suatu benda uji dan karena pengaruh pembebanan benda uji akan mengalami deformasi. Harga kekerasan bahan tersebut dapat dianalisis dari besarnya beban yang diberikan terhadap luasan bidang yang menerima pembebanan.
Pengujian kekerasan logam ini secara garis besar ada tiga metode yaitu penekanan, goresan, dan dinamik ( Koswara, 1991 : 15 ). Proses pengujian yang mudah dan cepat dalam memperoleh angka kekerasan yaitu dengan metode penekanan. Dikenal ada tiga jenis metode penekanan, yaitu : Rockwell, Brinnel, Vickers, yang masing-masing mempunyai kelebihan dan kekurangan. Pengujian
kekerasan dengan goresan dibakukan pada skala Mohs, ada sepuluh skala yang
disusun berurutan dari bahan lunak sampai bahan yang keras. Pengujian kekerasan dengan dinamik adalah pengukuran terhadap ketinggian pantulan sebuah palu dari permukaan benda uji pada mesin uji Shore Scleroscope.
Pengujian kekerasan yang digunakan dalam penelitian ini adalah dengan metode rockwell yang paling banyak dipergunakan di Amerika Serikat. Hal ini
disebabkan oleh sifat - sifatnya, yaitu cepat, bebas dari kesalahan manusia, mampu membedakan kekerasan pada baja yang diperkeras, ukuran bekas penekanannya relatif kecil, sehingga bagian yang mendapatkan perlakuan panas, dapat diuji kekerasannya tanpa menimbulkan kerusakan. Uji ini mengukur kedalaman bekas penekanan pada beban yang konstan sebagai ukuran kekerasan.
25
Pertama diberikan beban awal sebesar 10 kgf. Hal ini untuk memperkecil kecenderungan terjadinya penumbukan ke atas atau penurunan yang disebabkan oleh penekanan. Kemudian diberikan beban yang besar sebagai beban utama, secara otomatis kedalaman bekas penekanan akan terekam pada gauge penunjuk yang menyatakan angka kekersan. Penunjuk tersebut terdiri dari 100 bagian dan 130 bagian, mempunyai kedalaman penekanan sebesar 0,002032 mm atau 0,00008 inchi. Bila kedalaman masuknya penekanan pada benda uji satu strip berarti kekerasan bahan tersebut sangat tinggi.
Pengujian kekerasan Rockwell didasarkan pada kedalaman masuknya penekanan pada bahan uji. Makin keras bahan yang akan diuji, makin dangkal masuknya penekanan tersebut. Sebaliknya, makin dalam masuknya penekanan pada bahan uji maka bahan uji tersebut makin lunak. Cara Rockwell sangat disukai karena dengan cepat dapat diketahui kekerasan tanpa mengukur dan menghitung seperti pada cara Brinell dan cara Vickers. Nilai kekerasan dapat langsung dibaca setelah beban utama dihilangkan, dimana beban awal masih menekan bahan tersebut.
H. Muai Panas
Pada suhu 00K atom-atom suatu bahan tidak bergerak dan jarak antar atom tetap. Apabila suhu dinaikkan, peningkatan energi memungkinkan atom-atom bergetar pada jarak antar atom rata-rata yang lebih besar. Hal ini menghasilkan pemuaian pada bahan tersebut. Hubungan perubahan jarak antara atom terhadap
perubahan energi atom bahan padat dapat dilihat pada kurva kondon morse (gambar 8).
Energi ikatan antar atom suatu bahan kristalin seperti logam dipengaruhi oleh bentuk struktur kristalnya. Struktur kristal tertentu mempunyai ikatan yang kuat daripada struktur kristal yang lain atau sebaliknya. Perubahan keadaan padat pada struktur logam dapat terjadi dengan adanya perlakuan panas. Hal ini memungkinkan untuk mengubah sifat muai logam dengan adanya perlakuan panas tersebut.
Gambar 6. Kurva energi ikat antar atom-jarak antar atom (Donan, G.E., 1952) Susunan kristal ini bisa mempengaruhi sifat fisis dan mekanis dari suatu logam. Misalnya karena pencampuran dengan logam lain akan menyebabkan perubahan jarak atom, bidang kristal, batas butir, dan jumlah atom yang menentukan ikatannya, maka sifat fisis dan mekanis pun akan berubah.Ukuran besarnya butir kristal tergantung dari kecepatan logam cair itu membentuk inti dan
27
pertumbuhan inti-inti baru. Jika pertumbuhan inti lebih cepat dari pembentukan inti, maka akan terbentuk kelompok butir-butir kristal yang besar dan apabila pembentukan inti lebih cepat lajunya dari pertumbuhan inti, maka akan terbentuk kelompok butir - butir kristal halus.
Logam yang terdiri atas dua unsur atau lebih didinginkan dalam keadaan cair, kristalnya akan berbeda dengan butir-butir kristal logam tanpa campuran (murni). Misalnya dari paduan yang terdiri atas komponen A dan komponen B. Kemungkinan pertama, komponen A larut dalam B atau komponen B larut dalam A, (disebut larutan padat) dan kemungkinan kedua, komponen A dan komponen B terikat satu sama lain dengan perbandingan tertentu disebut persenyawaan logam.
Larutan padat adalah keadaan pada saat beberapa atom dari susunan himpunan atom A didistribusi oleh atom-atom B, atau atom-atom B menembus masuk kedalam ruang bebas antar atom dari susunan himpunan atom-atom A. Keduanya tidak merupakan campuran mekanis, tetapi keadaan larut secara atom. Senyawa antar logam yang terdiri atas ikatan A dan B mempunyai kisi kristal berbeda dari A dan B.
Koefisien muai panas linear didefinisikan sebagai pertambahan panjang benda uji dibagi panjang mula-mula tiap pertambahan suhu 10 C benda uji.
T Lo L L Δ Δ = α ……….(10) dimana :
α = koefisien muai panas linear (1/0C)
L
Δ = pertambahan panjang benda
( )
μmLo / L
Δ = pertambahan panjang relatif terhadap panjang awal benda
uji
T
Δ = interval suhu pengukuran untuk pertambahan panjang relatif
( )
0Koefisienmuai panas linear dapat dinyatakan sebagai koefisien muai panas rata-rata atau sering disebut koefisien muai panas teknik. Koefisien muai panas linear teknik diukur antara suhu T1 dan suhu yang lebih besar T2 dirumuskan
sebagai berikut : T Lo L L Δ Δ = α
(
)
( ) ( )
(
)
1 2 1 2 2 1 T T . Lo T L T L T , T − − = α =(
( )
)
(
(
( )
)
)
1 2 1 2 T T Lo / Lo T L Lo / Lo T L − − − − =( )
(
)
( )
1 2 1 2 T T T Lo L T Lo L − Δ − Δ ...…...(11) dimana :(
T1,T2)
α = Koefisien muai panas liniear teknik antara T1 s.d. T2
T1 = suhu pengukuran 1 (0)
T2 = suhu pengukuran 2 (0), dengan suhu T1< T2
Lo = panjang spesimen pada suhu kamar (270C)
L(T1) = panjang ukuran spesimen pada suhu T1
( )
μmL(T2) = panjang pengukuran spesimen pada suhu T2
( )
μm( )
T1Lo L
Δ
29
( )
T2Lo L
Δ = pertambahan panjang relatif benda uji pada suhu T
2
Koefisien muai panas dapat juga dinyatakan sebagai koefisien muai panas pada suhu tertentu yang disebut sebagai koefisien muai panas linear fisik yang merupakan turunan pertama tambahan panjang relatif.
(
)
( )
(
)
( )
2 1 1 2 2 1 T T T Lo L T Lo L T , T − Δ − Δ = α = T Lo L Δ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ Δ, untuk ΔT yang sangat kecil mendekati nol
maka :
( )
dT Lo L d T ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ = α ………...………..(12)Prinsip pengukuran dilatometer adalah perubahan panjang benda uji
karena kenaikkan suhu benda uji diteruskan secara mekanik ke inductive
displacement tranducer. Transmisi dilakukan oleh batang penekan yang berbahan
sama dengan bahan untuk menumpu benda uji. Perubahan yang ditampilkan pada
display bukanlah harga perubahan panjang yang sebenarnya, hal ini disebabkan
oleh batang penekan dan penumpu benda uji yang juga ikut memuai. Selain itu juga dipengaruhi oleh kecepatan pemanasan dan atmosfer di sekitar. Untuk mendapatkan perubahan benda uji yang sebenarnya (absolut) diperlukan kalibrasi pengukuran. Kalibrasi dilakukan pada kondisi pengukuran yang sama dengan keadaan pengukuran benda uji dan dilakukan dengan menggunakan benda uji standar yang sudah diketahui koefisien muai panasnya. Dengan adanya kalibrasi ini maka dapat dibuat kurva pengamatan yang terkoreksi.
Lo L Δ koreksi = Lo L Δ material standar -Lo L
Δ pengukauran material standar.(13)
Lo L Δ terkoreksi = Lo L Δ pengukuran -Lo L Δ koreks……...……….(14)
I. PengujianStruktur Mikro
Struktur bahan dalam orde kecil sering disebut sturktur mikro. Struktur ini tidak dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat pengamat struktur mikro diantaranya : mikroskop cahaya, mikroskop electron,
mikroskop field on, mikroskop field emission dan mikroskop sinar-X. Penelitian
ini menggunakan mikroskop cahaya, adapun manfaat dari pengamatan struktur mikro ini dalah :
1. Mempelajari hubungan antara sifat-sifat bahan dengan struktur dan cacat pada bahan.
2. Memperkirakan sifat bahan jika hubungan tersebut sudah diketahui.
Persiapan yang harus dilakukan sebelum mengamati struktur mikro adalah penginderaan spesimen, pengampelasan dan pemolesan dilanjutkan pengetsaan. Setelah dipilih bahan uji dan diratakan kedua permukaannya dengan mesin bubut atau lainnya, tetapi pendinginan harus selalu terjaga agar tidak timbul panas berlebihan yang dapat merusak struktur mikro. Setelah rata kemudian digosok menggunakan kertas ampelas dengan kekasaran berurutan, mulai dari yang paling kasar (nomor kecil) sampai yang halis (nomor besar). Arah pengampelasan tiap tahap harus diubah, pengampelasan yang lama dan penuh kecermatan akan menghasilkan permukaan yang halus dan rata. Pemolesan dilakukan dengan
31
bubuk penggosok atau pasta diamon dengan ukuran 1µm – 0,1 µm, tujuannya agar didapat permukaan yang rata dan halus tanpa goresan sehingga terlihat mengkilap seperti cermin. Langkah terakhir sebelum dilihat struktur mikronya adalah dengan mencelupkan spesimen ke dalam larutan etsa dengan penjepit
tahan karat dan permukaan yang dietsa menghadap ke atas. Selama pencelupan akan terjadi reaksi terhadap permukaan spesimen sehingga larutan yang menyentuh spesimen harus segar/baru, oleh karena itu banyaknya bagian struktur yang berbeda.perlu digerak-gerakkan. Kemudian spesimen dicuci, dikeringkan dan dilihat atau difoto dengan mikroskop logam. Pemeriksaan struktur mikro memberikan informasi tentang bentuk struktur, ukuran butir dan banyaknya bagian struktur yang berbeda.
32
A.
Material dan Dimensi Spesimen
Bahan yang dipilih dalam penelitian ini adalah baja karbon menengah
baja
ST
60 dengan kadar karbon 0,452%C. Baja karbon ini dibentuk menjadi
spesimen kekuatan tarik, kekerasan, ketangguhan, muai panas dan struktur mikro.
1.
Spesimen Uji Kekuatan Tarik
Spesimen pengujian tarik (gambar 8) mengacu pada spesimen
berpenampang bulat menggunakan standard pengujian ASTM E8 A48 dengan
jumlah 9 buah yang terdiri dari 3 buah pembanding utama (
raw material
),3 buah
sebagai kontrol
quenching
dan 3 buah sebagai kontrol
tempering.
Gambar 7. Benda kerja uji tarik
r
= 30 mm
p
= 10 mm
d
= 12 mm
m
= 10 mm
D
= 18 mm
Lo
= 60 mm
33
2.
Spesimen Uji Kekerasan
Gambar 8.. Spesimen Uji Kekerasan
Spesimen uji kekerasan (gambar 11) berjumlah 9 buah yang terdiri dari
3 buah pembanding utama (
raw material
), 3 buah kontrol
quenching
dan 3 buah
kontrol
temperng
. Struktur mikro, dan uji
komposisi unsur dipersiapkan
secukupnya guna melengkapi data dan informasi hasil penelitian.
3.
Spesimen Uji Ketangguhan
Baja karbon sedang dibentuk dengan cara dipotong-potong dengan
menggunakan alat pembuat spesimen dibentuk dengan merujuk ke standar ASTM
E23-56T (gambar 9 ) dengan jumlah spesimen 9 buah yang terdiri dari 3 buah
sebagai pembanding utama (
raw material
), 3 buah sebagai kontrol
quenching
dan
Gambar. 9 Benda uji ketangguhan dan takik
4.
Spesimen Uji Muai panas
Baja karbon sedang dibentuk dengan cara dipotong-potong dengan
menggunakan alat pembuat spesimen dibentuk dengan merujuk kestandar Uji
Muai Panas (ASTM E80). (gambar 10) dengan jumlah 9 buah diantaranya 3 buah
sebagai pembanding utama (
raw material
), 3 buah sebagai kontrol
quenching
dan
3 buah sebagai kontrol
temperng
.
35
B.
Alur Penelitian
Urutan dalam penelitian ini dimulai dari uji komposisi kimia bahan, untuk
mengetahui kandungan unsur di dalamnya yang digunakan untuk menentukan suhu
pemanasan. Bahan dibentuk spesimen sesuai standar yang ditentukan dan memenuhi
persyaratan specimen sejumlah 9 buah pada tiap-tiap jenis specimen dari 4 jenis
pengujian yaitu uji tarik, uji ketangguhan, uji kekerasan, uji muai
panas.masing-masing terdiri dari dari 3 buah sebagai pembanding utama (
raw material
), sebagai
kontrol
quenching
, dan juga sebagai
tempering
.
Perlakuan panas dilakukan dalam dapur pemanas, yang pertama yaitu proses
quenching
pada suhu 830
oC (0,452%C sesuai bahan). Spesimen selain
raw material
dikenai proses ini, suhu pemanasan dilakukan bertahap mulai suhu kamar, suhu
400
oC /jam selama 98 menit kemudian ditahan sekitar 30 menit (
holding time
),
diharapkan suhu telah mencapai 650
oC pemanasan awal (
pree heating
) dilanjutkan
sampai suhu yang dituju yaitu 830
oC. Pada suhu terakhir ini dipertahankan selama
30 menit (
holding time
) dengan maksud agar pemanasan benar-benar merata pada
seluruh lapisan spesimen, kemudian dicelup dalam Oli Mesran SAE 40 yang
mengalir agar spesimen benar-benar mengalami pendinginan kejut dan spesimen
sampai benar-benar dingin.
Gambar 11. Siklus temperatur proses hardening
Proses selanjutnya adalah proses
tempering,
karena
tempering
merupakan
pengulangan dari
quenching
akan tetapi didinginkan dengan perlahan. Spesimen yang
dikenai
tempering
dimasukkan dalam dapur pemanas, lalu distel dari suhu kamar ke
suhu 600
oC untuk perlakuan
tempering
kemudian di tahan selama 75 menit dengan
tujuan agar pemanasan benar-benar merata pada seluruh lapisan spesimen,
pendinginan dilakukan dalam udara bebas. Langkah berikutnya adalah menyiapkan
spesimen sifat fisis (foto struktur mikro) dengan cara memotong salah satu ujung
spesimen untuk sample sepanjang 2 cm lalu meratakan dan menghaluskan
permukaanya sampai memenuhi syarat spesimen, di
etsa
(dibersihkan) dengan larutan
alkohol dan asam nitrat 2,5% kemudian dilihat dengan mikroskop logam.
Pengujian tarik, uji kekerasan, uji ketangguhan, uji muai panas masing-masing
banyaknya pengujian untuk spesimen
Raw Material
adalah 3x, untuk
quenching
3x
quenching-temper
sebanyak 3x. Melalui pengujian ini dapat diketahui karakteristik
Quenching Oli
mesran SAE 40
830
0C
37
bahan dari masing-masing perlakuan. Secara jelas, urutan pelaksanan penelitian ini
terlihat dalam skema berikut ini.
Gambar 12. Prosedur jalannya penelitian
C.
Peralatan penelitian
Alat penelitian merupakan piranti bantu dalam proses penelitian, yaitui :
a.
Alat uji tarik
: Mesin uji tarik ‘Serpopulzer’
Medium Carbon Steel
Machining
Spesimen Uji
Quenching
Quench & Temper
Raw Material
Uji Kekerasan
Uji Tarik
Uji Muai panas
Uji Ketangguhan
Foto Mikro
Kesimpulan
b.
Alat uji ketangguhan
: Mesin uji impak merk ‘Frank’
c.
Alat uji kekerasan
: Mesin uji kekerasan Karl Frank GMBL
d.
Alat uji muai panas
: Dilatometer
e.
Alat uji struktur mikro : Mikroskop optik merk Olympus
f.
Quenching-Temper
: Oven Hofman, tang penjepit,bak berisi air,
sarung tangan, masker.
g.
Alat spesimen
: Mesin sekrap, kikir, ragum, amplas, gergaji.
D.
Desain Penelitian
Desain penelitian ini menggunakan metode deskriptif, yaitu suatu metode dalam
meneliti status kelompok, manusia, suatu obyek, suatu set kondisi, suatu sistem
pemikiran, suatu peristiwa maupun suatu kelas peristiwa pada masa sekarang. Tujuan
penelitian deskriptif ini adalah untuk membuat suatu deskripsi, gambaran atau lukisan
secara sistematis faktual dan akurat mengenai faktor-faktor serta hubungan antar
fenomena yang diselidiki atau diteliti.
Pola eksperimen dilakukan dengan 3 buah spesimen untuk masing-masing
kelompok perlakuan (
treatment
) yaitu untuk sekali kelompok eksperimen
temper
dan
sekali untuk kelompok kontrol yaitu
quenching
serta sekali untuk kelompok kontrol
utama atau
Raw Material.
Penelitian dilakukan untuk mengetahui besar kekuatan
39
E.
Variabel Penelitian
1.
Variabel Bebas
Variabel bebas dalam penelitian ini adalah proses
quenching
dan proses
tempering
.
2.
Variabel Terikat
Variabel terikat dalam penelitian ini adalah sifat fisis (Foto
Mikro
dan
penampng patahan) dan sifat mekanis ( Uji Tarik, Uji Ketangguhan, Uji
kekerasan dan muai panas) pada
carbon ST
60
3.
Variabel kontrol
Variabel kontrol adalah faktor lain diluar variabel penelitian yang di teliti,
tetapi dapat mempengaruhi hasil penelitian. Variabel kontrol dalam
penelitian ini adalah alat pengujian dan operator .
F.
Teknik Pengumpulan Data
Lembar pengamatan sangat diperlukan dalam suatu penelitian. Langkah ini akan
mempermudah dalam proses pengolahan data selanjutnya. Dengan menggunakan
lembar pengamatan tersebut diharapkan penelitian yang dilakukan dapat berjalan
dengan tertib dan data yang didapat tercatat dengan baik. Wawancara dengan ahli
metalurgi akan memberikan gambaran umum mengenai penelitian yang akan sedang
dilakukan, untuk itu perlu konsultasi dengan pakar/ahli metalurgi sebelum melakukan
penelitian dan persiapan bahan serta instrumen lainnya. Adapun lembar pengamatan
dalam penelitian ini adalah sebagai berikut :
Tabel 1.
Lembar Pengamatan Pengujian KekerasanNilai Kekerasan ( HRC )
Spesimen
1 2 3
Rata-rata
Keteranagn : x
= Jarak bekas indentasi arah memanjang (mm)
y
= Jarak bekas indentasi arah melintang (mm)
D
=
Diagonal
indentasi
rata-rata
HRC = Harga kekerasan skala
Rockwell
Tabel 2. Lembar Pengamatan Uji Tarik
Kekuatan ( Kg/mm²) Perpanjangan (%) Kontraksi (%)
Spesimen
σ
y
σ
u
Lo Lı e Ao Aı q
Beban Max PmaxKeterangan :
σ
y = Kekuatan mulur
σ
u = Kekuatan tarik
Lo = Panjang sebelum ditarik
L
ı
= Panjang setelah ditarik
e = Prosen perpanjangan
41
Ao = Luas penampang sebelum putus
A
ı
= Luas penampang setelah putus
q = Prosen kontraksi (reduksi penampang)
Tabel 3. Lembar Pengamatan Uji Muai Panas
Δ
LΔ
LSpesimen
L
oL
nT
oT
nα
LKeterangan : L = Panjang spesimen awal (suhu kamar 27
0C)
Ln = Panjang spesimen pada pengujian ke – n (1, 2, 3, … )
Δ
L = Pertambahan panjang bendaTo = Suhu pengukuran awal
Tn = Suhu pengukuran pada pengujian ke – n (1, 2, 3, … )
Tabel 4 Tabel Pengamatan Impack (ketangguhan)
Spesimen G
R
α
β
K A
0W
Keterangan : W = Kerja Pukulan dalam (kg.m)
G = Massa berat palu godam (kg),
R = jarak titik pusat ke titik berat palu godam (m),
α
= sudut jatuh dalam, dan
β
= merupakan ayun dalam.
K = Nilai Pukulan Takik (kg.m/mm
2)
A0 = Penampang Batang semula dibawah takikan (mm)
G.
Analisis Data
Teknik analisis data yang dipakai dalam penelitian ini menggunakan data
deskriptif yang dilakukan dengan cara melukiskan dan merangkum pengamatan dari
penelitian yang dilakukan. Data yang dihasilkan digambarkan secara grafis dalam
histogram
atau
poligon
frekuensi sehingga lebih mudah dibaca.
Pengujian struktur mikro dilakukan dengan cara pengamatan, yaitu
membandingkan hasil foto struktur mikro sehingga dapat dianalisis mengenai
struktur, ukuran dan bentuk butiran dari masing-masing kelompok perlakuan. Foto
makro bentuk penampang patahan juga dapat dianalisis bentuk dan perambatan retak
masing-masing perlakuan.
H.
Tempat Penelitian
Proses pembuatan specimen dilakukan di Laboratorium produksi Jurusan
Teknik Mesin UNNES Semarang. Pengambilan data Uji Komposisi Kimia dilakukan
di PT. ITOKOH CEPERINDO Klaten. Perlakuan proses
treatment Quenching -
Temper
dilaksanakan di Laboratorium pengecoran SMK Negeri 7 Semarang.
43
Pengujian Sifat Mekanis yang terdiri dari uij tarik, uji ketangguhan dan Sifat Fisis
yaitu foto struktur mikro di Laboratorium Bahan Teknik Mesin UGM Yogyakarta.
Sedangkan untuk Muai Panas dan uji kekerasan dilakukan di Laboratorium Bahan
UNNES Semarang.
44
Penelitian ini menghasilkan data-data yang berupa angka dalam tabel, gambar grafik dan foto yang meliputi komposisi unsur kimia padamaterial yang digunakan dalam penelitian dengan pengamatan struktur mikro, hasil pengujian tarik, pengujian ketangguhan, pengujian kekerasan, pengujian muai panas dan bentuk patahan.
1. Uji Komposisi
Uji komposisi dilakukan untuk mengetahui prosentase unsur kimia yang terkandung dalam spesimen. Berdasarkan hasil uji komposisi diketahui bahwa spesimen mempunyai kandungan karbon sebesar 0,452% sehingga material tersebut tergolong dalam medium carbon steel atau baja karbon sedang. Prosentase kandungan karbon tersebut dijadikan sebagai dasar pengambilan suhu quenching. Berikut adalah tabel koposisi kimia yang diperoleh dari pengujian unsur kimia di PT. ITOKOH CEPERINDO klaten.
Tabel 5. Komposisi kimia bahan Baja ST 60
No Nama Unsur Simbol Pengujian 1 Pengujian 2 Pengujian 3 Rata-rata (%) 1. Iron/Ferro Fe 98,41 98,42 98,40 98,41 2. Manganese Mn 0,690 0,689 0,698 0,692 3. Carbon C 0,452 0,447 0,458 0,452 4. Silicon Si 0,218 0,218 0,225 0,220 5. Chromium Cr 0,115 0,114 0,110 0,113 6. Tungsten W 0,04 0,04 0,04 0,04
45 7. Nikel Ni 0,048 0,048 0,046 0,047 8. Phosporus P 0,011 0,011 0,010 0,011 9 Sulfur S 0,010 0,009 0,009 0,009 10. Niobium Nb 0,01 0,01 0,01 0,01 11. Copper Cu 0,004 0,004 0,004 0,004 12. Molybdenum Mo 0,004 0,004 0,004 0,004 13. Alumunium Al 0,000 0,000 0,000 0,000 14. Vanadium V 0,00 0,00 0,00 0,00 15. Titanium Ti 0,00 0,00 0,00 0,00 2. Uji Tarik
Pengujian tarik dilakukan untuk mengetahui sifat-sifat mekanis dari material baja karbon sedang sebagai material uji dalam penelitian ini. Hasil pengujian tarik pada umumnya adalah parameter kekuatan tarik (ultimate strength) maupun luluh (yield strength), parameter kaliatan/keuletan yang ditunjukan dengan adanya prosen perpanjangan (elongation) dan prosen kontraksi atau reduksi penampang (reduction of area) maupun bentuk penamang patahannya.
Data ini diperoleh dalam tiga kelomok pengujian yaitu spesimen raw materials, hasil proses quenching Oli Mesran SAE 40 dan hasil dari proses tempering 6000C. Hasil pengujian tarik ditunjukan dalam tabel di bawah ini :
Tabel 6. Hasil pengujian tarik
Perlakuan ( Spesimen ) Tegangan Tarik ( kg / mm2 ) Perpanjangan (%) Kontraksi (%) Raw Materials 67,74 12,38 46,74
Quenching Oli SAE 40 86,88 9,80 45,75
Pembacaan informasi dari data tersebut di atas akan lebih mudah jika dilihat dalam bentuk grafik diagram batang seperti di bawah ini :
Gambar 13.Hasil kekuatan tarik baja karbon sedang.
Berdasarkan hasil pengujian tarik menunjukkan bahwa kekuatan spesimen raw materials sebesar 67,74 kg/mm2 setelah proses quenching Oli Mesran SAE 40 menjadi 86,88 kg/mm2 atau mangalami peningkatan 28,26% dan setelah proses tempering 600oC menjadi sebesar 81,35 kg/mm2 atau mengalami kenaikan 20,09 %.
Kekuatan tarik spesimen quenching Oli Mesran SAE 40 turun 6,37% terhadap tempering 600oC. Grafik Perpanjangan 12.38% 9.80% 14.06% 0.00% 2.00% 4.00% 6.00% 8.00% 10.00% 12.00% 14.00% 16.00%
Raw Materials Quench Temper
P e rp a n ja ng an
Gambar 14. Prosentase perpanjangan hasil pengujian tarik.
67.74 86.88 81.35 0 10 20 30 40 50 60 70 80 90 100
raw material quench temper


![TUGAS AKHIR Sifat Fisis Dan Mekanis Pada Komposit Polyester Serat Batang Pisang Yang Disusun Asimetri [ 45o / -30o / 45o / -30o ].](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)