commit to user
i
TUGAS AKHIR
PRARANCANGAN PABRIK ASAM SULFAT
DENGAN PROSES KONTAK ABSORPSI GANDA
KAPASITAS 100.000 TON/TAHUN
Disusun Oleh :
1. Yesi Novitasari ( I 0507015 )
2. Nur Halimah Murdiyati ( I 0507049 )
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
ii
LEMBAR PENGESAHAN
TUGAS AKHIR
PRARANCANGAN PABRIK ASAM SULFAT
DENGAN PROSES KONTAK ABSORPSI GANDA
KAPASITAS 100.000 TON/TAHUN
Oleh :
Yesi Novitasari I 0507015
Nur Halimah Murdiyati I 0507049
Pembimbing II Pembimbing I
Inayati, S.T., M.T., Ph.D Bregas S. T. Sembodo, S.T., M.T.
NIP. 19710829 199903 2 001 NIP. 19711206 199903 1 002
Dipertahankan di depan tim penguji :
1. Dr. Margono, S.T., M.T 1. ………
NIP. 19681 107 199702 1 001
2. Ir. Arif Jumari, M. Sc. 2. ……….
NIP. 19650315 199702 1 001
Disahkan
Ketua Jurusan Teknik Kimia
Dr. Sunu H. Pranolo
commit to user
iii
KATA PENGANTAR
Segala puji syukur kepada Allah SWT, hanya karena rahmat dan ridho-Nya,
penulis akhirnya dapat menyelesaikan penyusunan laporan tugas akhir dengan
judul “Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda
Kapasitas 100.000 Ton/Tahun” ini.
Dalam penyusunan tugas akhir ini penulis memperoleh banyak bantuan
baik berupa dukungan moral maupun spiritual dari berbagai pihak. Oleh karena
itu, penulis mengucapkan terima kasih kepada :
1. Kedua orang tua dan keluarga atas dukungan doa, materi dan semangat
yang senantiasa diberikan tanpa kenal lelah.
2. Bregas S. T. Sembodo, S.T., M.T. selaku Dosen Pembimbing I dan
Inayati, S.T., M.T., Ph.D., selaku Dosen Pembimbing II atas bimbingan
dan bantuannya dalam penulisan tugas akhir.
3. Ir. Endang Mastuti W. dan Inayati, S.T., M.T., Ph.D., selaku Pembimbing
Akademik.
4. Dr. Sunu H. Pranolo selaku Ketua Jurusan Teknik Kimia FT UNS.
5. Ir. Arif Jumari, M. Sc. Dan Margono, S.T. M. T. selaku Dosen Penguji
dalam ujian pendadaran tugas akhir.
6. Segenap Civitas Akademika atas semua bantuannya.
7. Teman-teman mahasiswa Teknik Kimia FT UNS khususnya angkatan 07.
Penulis menyadari bahwa laporan tugas akhir ini belum sempurna. Oleh
karena itu, penulis membuka diri terhadap segala saran dan kritik yang
membangun. Semoga laporan tugas akhir ini dapat bermanfaat bagi penulis dan
pembaca sekalian.
Surakarta, Januari 2012
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
iv
DAFTAR ISI
Halaman Judul ... i
Lembar Pengesahan ... ii
Kata Pengantar ... iii
Daftar Isi ... iv
Daftar Tabel ... ix
Daftar Gambar ... xii
Intisari ... xiii
BAB I PENDAHULUAN 1.1 Latar Belakang Pendirian Pabrik ... 1
1.2 Kapasitas Perancangan ... 2
1.2.1 Data Impor Asam Sulfat ... 2
1.2.2 Ketersediaan Bahan Baku ... 3
1.2.3 Kapasitas Pabrik yang Menguntungkan ... 4
1.3 Pemilihan Lokasi Pabrik ... 4
1.4 Tinjauan Pustaka ... 6
1.4.1 Macam-macam Proses ... 6
1.4.2 Kegunaan Produk ... 9
1.4.3 Sifat Fisis dan Kimia Bahan Baku dan Produk ... 10
1.4.3.1 Bahan Baku ... 10
1.4.3.2 Produk... 14
commit to user
v BAB II DESKRIPSI PROSES
2.1 Spesifikasi Bahan Baku dan Produk ... 16
2.1.1 Spesifikasi Bahan Baku Sulfur ... 16
2.1.2 Spesifikasi Produk ... 17
2.1.3 Spesifikasi Bahan Pembantu (Katalis) . ... 17
2.2 Konsep Proses ... 18
2.2.1 Sifat Reaksi ... 18
2.2.2 Mekanisme Reaksi. ... 24
2.3 Diagram Alir Proses dan Tahapan Proses ... 25
2.3.1 Diagram Alir Proses ... 25
2.3.2 Langkah Proses ... 30
2.4 Neraca Massa dan Neraca Panas ... 33
2.4.1 Neraca Massa ... 33
2.4.2 Neraca Panas ... 42
2.5 Lay Out Pabrik dan Peralatan Proses ... 50
2.5.1 Lay Out Pabrik ... 50
2.5.2 Lay Out Peralatan Proses ... 53
BAB III SPESIFIKASI ALAT PROSES 3.1 Tangki ... 55
3.2 Melter ... 56
3.3 Burner ... 57
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
vi
3.5 Absorber ... 59
3.6 Menara Pengering ... 60
3.7 Tangki Pengencer ... 61
3.8 Cyclones ... 62
3.9 Gudang . ... 63
3.10 Belt Conveyor . ... 64
3.11 Hopper . ... 65
3.12 Waste Heat Boiler ... 66
3.13 Economizer ... 67
3.14 Heat Exchanger ... 68
3.15 Pompa ... 73
3.16 Blower ... 75
BAB IV UNIT PENDUKUNG PROSES DAN LABORATORIUM 4.1 Unit Pendukung Proses ... 76
4.1.1 Unit Pengadaan Air ... 77
4.1.1.1 Air Pendingin dan Air Proses ... 77
4.1.1.2 Air Umpan Waste Heat Boiler dan Economizer.. 79
4.1.1.3 Air Konsumsi Umum dan Sanitasi... 82
4.1.1.4 Pengolahan Air dari Sungai Brantas ... 84
4.1.2 Unit Pengadaan Udara Tekan ... 86
4.1.3 Unit Pengadaan Listrik ... 86
4.1.3.1 Listrik untuk Keperluan Proses dan Utilitas ... 87
commit to user
vii
4.1.3.3 Listrik untuk AC ... 91
4.1.3.4 Listrik untuk Laboratorium dan Instrumentasi .. 91
4.1.4 Unit Pengadaan Bahan Bakar ... 92
4.2 Laboratorium ... 93
4.2.1 Laboratorium Fisik ... 95
4.2.2 Laboratorium Analitik ... 95
4.2.3 Laboratorium Penelitian dan Pengembangan ... 96
4.2.4 Prosedur Analisa Bahan Baku dan Produk Utama ... 96
4.2.5 Prosedur Analisa Proses ... 97
4.2.6 Prosedur Analisa Air ... 98
4.3 Unit Pengolahan Limbah ... 99
BAB V MANAJEMEN PERUSAHAAN 5.1 Bentuk Perusahaan ... 104
5.2 Struktur Organisasi ... 105
5.3 Tugas dan Wewenang ... 110
5.3.1 Pemegang Saham ... 110
5.3.2 Dewan Komisaris ... 110
5.3.3 Dewan Direksi ... 111
5.3.4 Staf Ahli ... 112
5.3.5 Penelitian dan Pengembangan (Litbang) ... 112
5.3.6 Kepala Bagian ... 113
5.3.7 Kepala Seksi ... 116
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
viii
5.4.1 Karyawan Non Shift ... 117
5.4.2 Karyawan Shift ... 117
5.5 Status Karyawan dan Sistem Upah ... 119
5.6 Penggolongan Jabatan, Jumlah Karyawan dan Gaji ... 120
5.6.1 Penggolongan Jabatan ... 120
5.6.2 Jumlah Karyawan dan Gaji ... 120
5.7 Kesejahteraan Sosial Karyawan ... 123
BAB VI ANALISA EKONOMI 6.1 Penaksiran Harga Peralatan ... 126
6.2 Penentuan Total Capital Investment (TCI) ... 128
6.2.1 Modal Tetap (Fixed Capital Investment) ... 129
6.2.2 Modal Kerja (Working Capital Investment) ... 130
6.3 Biaya Produksi Total (Total Poduction Cost) ... 131
6.3.1 Manufacturing Cost ... 131
6.3.1.1 Direct Manufacturing Cost (DMC) ... 131
6.3.1.2 Indirect Manufacturing Cost (IMC) ... 131
6.3.1.3 Fixed Manufacturing Cost (FMC) ... 132
6.3.2 General Expense (GE) ... 132
6.4 Keuntungan Produksi ... 133
6.5 Analisis Kelayakan... 133
Daftar Pustaka ... xiv
commit to user
ix
DAFTAR TABEL
Tabel 1.1 Data Impor Asam Sulfat Tahun 2006-2010 ... 2
Tabel 1.2 Perbandingan Proses Kontak dan Proses Kamar Timbal ... 9
Tabel 2.1 Neraca Massa Melter (M-01) ... 34
Tabel 2.2 Neraca Massa Burner (B-01)... 34
Tabel 2.3 Neraca Massa Cyclones (C-01) ... 35
Tabel 2.4 Neraca Massa Reaktor Bed I (R-01) ... 35
Tabel 2.5 Neraca Massa Reaktor Bed II (R-01) ... 36
Tabel 2.6 Neraca Massa Reaktor Bed III (R-01) ... 36
Tabel 2.7 Neraca Massa Absorber (AB-01) ... 37
Tabel 2.8 Neraca Massa Tangki Pengencer (TP-01) ... 37
Tabel 2.9 Neraca Massa Reaktor Bed IV (R-01)... 38
Tabel 2.10 Neraca Massa Absorber (AB-02) ... 38
Tabel 2.11 Neraca Massa Tangki Pengencer (TP-02) ... 39
Tabel 2.12 Neraca Massa Menara Pengering (MP-01) ... 39
Tabel 2.13 Neraca Massa Tee (TE-01)... 40
Tabel 2.14 Neraca Massa Tee (TE-02)... 40
Tabel 2.15 Neraca Massa Tee (TE-03)... 41
Tabel 2.16 Neraca Massa Total ... 41
Tabel 2.17 Neraca Panas Melter (M-01) ... 42
Tabel 2.18 Neraca Panas Burner (B-01) ... 42
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
x
Tabel 2.20 Neraca Panas Cyclones (CN-01) ... 43
Tabel 2.21 Neraca Panas Reaktor (R-01) ... 44
Tabel 2.22 Neraca Panas Absorber (AB-01) ... 45
Tabel 2.23 Neraca Panas Tangki Pengencer (TP-01) ... 46
Tabel 2.24 Neraca Panas Absorber (AB-02) ... 47
Tabel 2.25 Neraca Panas Tangki Pengencer (TP-02) ... 47
Tabel 2.26 Neraca Panas Total ... 48
Tabel 3.1 Spesifikasi Tangki ... 55
Tabel 3.2 Spesifikasi Melter ... 56
Tabel 3.3 Spesifikasi Burner ... 57
Tabel 3.4 Spesifikasi Reaktor ... 58
Tabel 3.5 Spesifikasi Absorber ... 59
Tabel 3.6 Spesifikasi Menara Pengering ... 60
Tabel 3.7 Spesifikasi Tangki Pengencer ... 61
Tabel 3.8 Spesifikasi Cyclones ... 62
Tabel 3.9 Spesifikasi Gudang ... 63
Tabel 3.10 Spesifikasi Belt Conveyor ... 64
Tabel 3.11 Spesifikasi Hopper ... 65
Tabel 3.12 Spesifikasi Waste Heat Boiler ... 66
Tabel 3.13 Spesifikasi Economizer ... 67
Tabel 3.14 Spesifikasi Heat Exchanger ... 68
Tabel 3.15 Spesifikasi Pompa... 73
commit to user
xi
Tabel 4.1 Kebutuhan Air Proses ... 78
Tabel 4.2 Kebutuhan Air Pendingin... 78
Tabel 4.3 Kebutuhan Air Umpan Waste Heat Boiler dan Economizer ... 80
Tabel 4.4 Kebutuhan Air Konsumsi dan Sanitasi ... 83
Tabel 4.5 Kebutuhan Total Air Sungai ... 84
Tabel 4.6 Kebutuhan Listrik untuk Keperluan Proses dan Utilitas... 87
Tabel 4.7 Jumlah Lumen Berdasarkan Luas Bangunan ... 89
Tabel 4.8 Total Kebutuhan Listrik Pabrik ... 91
Tabel 5.1 Jadwal Pembagian Kelompok Shift ... 118
Tabel 5.2 Jumlah Karyawan Menurut Jabatan... 120
Tabel 5.3 Perincian Golongan dan Gaji Karyawan ... 122
Tabel 6.1 Indeks Harga Alat ... 126
Tabel 6.2 Modal Tetap ... 129
Tabel 6.3 Modal Kerja ... 130
Tabel 6.4 Direct Manufacturing Cost ... 131
Tabel 6.5 Indirect Manufacturing Cost ... 131
Tabel 6.6 Fixed Manufacturing Cost ... 132
Tabel 6.7 General Expense ... 132
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
xii
DAFTAR GAMBAR
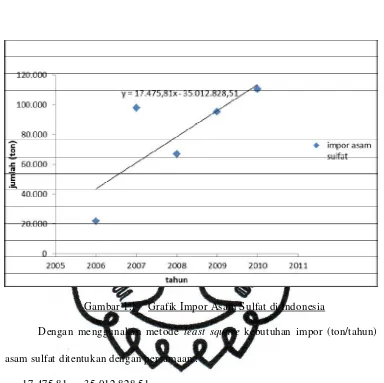
Gambar 1.1 Grafik Impor Asam Sulfat di Indonesia ... 3
Gambar 1.2 Gambar Pemilihan Lokasi Pabrik ... 6
Gambar 2.1 Diagram Alir Proses ... 26
Gambar 2.2 Diagram Alir Kualitatif ... 27
Gambar 2.3 Diagram Alir Kuantitatif ... 28
Gambar 2.4 Lay Out Pabrik ... 51
Gambar 2.5 Lay Out Peralatan Proses ... 54
Gambar 4.1 Skema Pengolahan Air Sungai Brantas ... 85
Gambar 5.1 Struktur Organisasi Pabrik Asam Sulfat ... 109
Gambar 6.1 Chemical Engineering Cost Index ... 127
commit to user
xiii
INTISARI
Yesi Novitasari dan Nur Halimah Murdiyati, 2012, Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun, Jurusan Teknik Kimia, Fakultas Teknik, Universitas Sebelas Maret, Surakarta
Asam sulfat sering dimanfaatkan sebagai bahan utama dalam pembuatan pupuk, industri pulp dan kertas. Untuk memenuhi kebutuhan dalam negeri, maka dirancang pabrik asam sulfat dengan kapasitas 100.000 ton/tahun dengan bahan baku sulfur 32.353 ton/tahun pada 30oC dan tekanan 1 atm. Dengan memperhatikan beberapa faktor, seperti aspek penyediaan bahan baku, transportasi, tenaga kerja, pemasaran, serta utilitas, maka lokasi pabrik yang cukup strategis adalah di Kawasan Industri Gresik, Jawa Timur.
Peralatan proses yang ada antara lain melter, burner, reaktor, absorber, menara pengering, tangki pengencer, cyclones, waste heat boiler, economizer, heat exchanger, blower dan pompa. Asam sulfat dihasilkan dari reaksi oksidasi sulfur dioksida dalam Reaktor Fixed Bed Multibed pada kondisi non isotermal adiabatik pada suhu 420-600oC dan tekanan 1 atm dengan konversi yang diperoleh sebesar 99,7%. Reaksi berlangsung secara eksotermis, sehingga diperlukan pendingin di setiap hasil keluaran bed. Hasil dari reaktor akan diabsorpsi oleh H2SO4 98,5% sehingga dihasilkan H2SO4 99,9% untuk kemudian diencerkan dalam tangki pengencer sehingga diperoleh asam sulfat 98,5%
Utilitas terdiri dari unit penyediaan air sebagai pendingin, air proses maupun keperluan umum, tenaga listrik, penyediaan udara tekan, penyediaan bahan bakar, dan unit pengolahan limbah. Terdapat tiga laboratorium, yaitu laboratorium fisik, laboratorium analitik dan laboratorium penelitian dan pengembangan, untuk menjaga kualitas bahan baku dan produk.
Perusahaan berbentuk Perseroan Terbatas (PT) dengan struktur organisasi
line and staff. Sistem kerja karyawan berdasarkan pembagian jam kerja yang terdiri dari karyawan shift dan non shift.
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
1
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
BAB I
PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik
Perkembangan industri kimia di Indonesia cenderung mengalami
peningkatan setiap tahunnya baik secara kuantitas maupun kualitasnya sejalan
dengan perkembangan ilmu pengetahuan dan teknologi. Hal tersebut
menyebabkan kebutuhan akan bahan baku maupun bahan penunjang akan
meningkat pula.
Asam sulfat merupakan salah satu bahan penunjang yang sangat penting
dan banyak dibutuhkan industri kimia. Kegunaan utama (60% dari total produksi
di seluruh dunia) asam sulfat adalah dalam produksi asam fosfat, yang digunakan
untuk membuat pupuk fosfat, pengolahan minyak bumi, farmasi, kertas dan pulp.
Mengingat arti pentingnya asam sulfat, maka kebutuhan negara dapat dijadikan
tolak ukur kemajuan industri negara tersebut.
Proyek kebutuhan asam sulfat dalam negeri semakin meningkat seiring
dengan peningkatan industri-industri yang memakainya. Oleh karena itu,
dikarenakan pada saat ini pabrik yang memproduksi asam sulfat di Indonesia
masih sedikit, sehingga pendirian pabrik asam sulfat ini diharapkan bisa
mengantisipasi permintaan dalam negeri dan mengurangi ketergantungan asam
sulfat dari negara-negara importir.
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Selain alasan-alasan diatas, pendirian pabrik ini juga didasarkan pada
hal-hal berikut :
1. Terciptanya lapangan kerja baru, yang berarti turut serta dalam usaha
mengurangi pengangguran.
2. Pendirian pabrik asam sulfat diharapkan akan mendorong berdirinya industri
hilir yang menggunakan asam sulfat sebagai bahan baku dan bahan
penunjang, sehingga akan mendorong perkembangan industri di Indonesia.
3. Dapat menghemat devisa negara, dengan adanya pabrik asam sulfat di dalam
negeri, maka impor dapat dikurangi dan jika berlebih bisa diekspor.
1.2 Kapasitas Perancangan
Dalam menentukan kapasitas perancangan perlu dipertimbangkan hal-hal
sebagai berikut :
1.2.1 Data Impor Asam Sulfat
Permintaan asam sulfat di Indonesia dalam lima tahun terakhir relatif tidak
konstan tergantung kebutuhan pabrik di Indonesia. Kebutuhan tersebut dapat
dilihat dalam tabel di bawah ini :
Tabel 1.1 Data Impor Asam Sulfat Tahun 2006 – 2010
No Tahun Jumlah (Ton)
1 2006 21.913
2 2007 98.095
3 2008 66.911
4 2009 95.445
5 2010 110.617
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
3
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Gambar 1.1 Grafik Impor Asam Sulfat di Indonesia
Dengan menggunakan metode least square kebutuhan impor (ton/tahun)
asam sulfat ditentukan dengan persamaan :
y = 17.475,81x – 35.012.828,51
Keterangan: x = tahun
y = kapasitas (ton/tahun)
Pabrik direncanakan berdiri tahun 2016 sehingga dapat diprediksikan kebutuhan
impor asam sulfat di Indonesia sebesar 218.405 ton.
1.2.2 Ketersediaan Bahan Baku
Bahan baku pembuatan asam sulfat yaitu sulfur, diperoleh melalui impor
dari supplier asal RRC yang diharapkan kebutuhan bahan baku dapat dipenuhi
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
1.2.3 Kapasitas Pabrik yang Menguntungkan
Untuk memproduksi asam sulfat harus diperhitungkan juga kapasitas
produksi yang menguntungkan. Pabrik yang memproduksi asam sulfat di
Indonesia yaitu :
1. PT. Indonesian Acid Industry, kapasitas produksi 82.500 ton/tahun.
2. PT. Petrokimia Gresik, kapasitas produksi 50.000 ton/tahun.
3. PT. Smelting, kapasitas produksi 92.000 ton/tahun.
Dapat diketahui kapasitas produksi minimal yang menguntungkan sebesar
50.000 ton/tahun. Sedangkan di dalam negeri masih membutuhan asam sulfat
sebesar 218.405 ton/tahun. Maka ditetapkan bahwa kapasitas pabrik asam sebesar
100.000 ton/tahun, sehingga diharapkan :
1. Dapat menyuplai kebutuhan dalam negeri.
2. Dapat memberikan keuntungan karena kapasitas rancangan berada diatas
kapasitas terkecil pabrik yang ada di Indonesia.
3. Dapat merangsang berdirinya industri-industri lainnya yang menggunakan
bahan baku asam sulfat.
1.3 Pemilihan Lokasi Pabrik
Letak geografis suatu pabrik mempunyai pengaruh yang sangat besar
terhadap keberhasilan perusahaan. Beberapa faktor dapat menjadi acuan dalam
menentukan lokasi pabrik antara lain, penyediaan bahan baku, pemasaran
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
5
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
pabrik asam sulfat ini dipilih di Gresik, Jawa T imur dengan pertimbangan sbb :
1. Penyediaaan Bahan Baku
Sulfur sebagai bahan baku pembuatan asam sulfat diperoleh dengan cara
impor dari RRC. Orientasi pemilihan ditekankan pada jarak lokasi pelabuhan
dengan pabrik cukup dekat sehingga mempermudah transportasi bahan baku.
2. Letak Pabrik dengan Daerah Pemasaran
Pabrik asam sulfat terutama ditujukan untuk memenuhi kebutuhan dalam
negeri, maka lokasi pabrik harus terletak dengan lokasi yang memudahkan
distribusi produk ke pasar. Target penjualan utama adalah Petrokimia Gresik
yang mana membutuhkan asam sulfat untuk memproduksi pupuk fosfat.
3. Sarana Transportasi
Kota Gresik memiliki sarana transportasi darat yang memadai, karena berada
di jalur pantura, yang menghubungkan kota-kota besar di Jawa Timur.
Pengiriman produk ke daerah pemasaran tidak mengalami masalah. Gresik
juga merupakan tempat yang tepat untuk sarana transportasi laut, karena
letaknya di pesisir pantai pulau Jawa sehingga memiliki pelabuhan laut yang
memadai untuk sarana transportasi bahan baku sulfur ke pabrik serta
pemasaran lewat laut untuk antar pulau.
4. Ketersediaan Tenaga Kerja
Kawasan industri Gresik terletak di daerah Jawa Timur yang syarat dengan
lembaga pendidikan formal maupun non formal dimana banyak dihasilkan
tenaga kerja ahli maupun non ahli, sehingga tenaga kerja mudah
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
5. Utilitas
Dalam hal penyediaan air, Gresik dekat dengan sungai Brantas sehingga
kebutuhan air untuk pabrik terpenuhi serta air minum karyawan terpenuhi.
Sedangkan untuk kebutuhan listrik didapatkan dari PLN dan generator
sebagai cadangan apabila listrik dari PLN mengalami gangguan dan bahan
bakar diperoleh dari Pertamina.
Gambar 1.2 Gambar Pemilihan Lokasi Pabrik
1.4 Tinjauan Pustaka
1.4.1 Macam-Macam Proses
Proses pembuatan asam sulfat ada 2, yaitu :
1. Proses Kamar Timbal (Pb)
Pada tahun 1746, Roebuck dari Birmingham Inggris, memperkenalkan
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
7
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
dengan gas-gas dari menara Gay Lussac, gas yang keluar dari menara Glover
dimasukkan ke dalam kamar timbal dan disemprotkan dengan air sehingga
menghasilkan asam sulfat 60 - 67%. Hasil ini sebagian dikembalikan ke menara
Glover yang akan menghasilkan asam 77%. Asam ini sebagian dimasukkan ke
dalam menara Gay Lussac untuk menyerap gas-gas NO dan NO2 (katalisator).
Gas yang terserap ini dimasukkan kembali ke menara Glover kamar timbal
berbentuk silindris volumenya cukup luas. Permukaan dalamnya dilapisi timbal
tipis dan disekat-sekat agar panas dapat ditransfer dengan baik, dinding bagian
luar diberi sirip-sirip. Sehingga di dalam menara ini terjadi pengembunan uap
asam sulfat. Menara Gay Lussac berfungsi untuk memungut kembali katalisator
gas NO dan NO2 di kamar timbal dengan menggunakan asam sulfat 77%.
Penyerapan dilakukan pada suhu rendah antara 40-60°C. Menara Glover
bertugas memekatkan hasil asam sulfat dari kamar timbal. Pemekatan panas ini
perlu panas dan ini dapat diambil dari panas yang dibawa GHP (gas hasil
pembakaran) belerang (400-600°C).
(Austin, 1967)
2. Proses Kontak
Proses kontak pertama kali ditemukan pada tahun 1831 oleh Peregrine
Philips, seorang negarawan Inggris, yang patennya mencakup aspek-aspek
penting dari proses kontak yang modern, yaitu dengan melewatkan campuran
sulfur dioksida dan udara melalui katalis kemudian diikuti dengan absorpsi sulfur
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Pada tahun 1889 diketahui bahwa proses kontak dapat ditingkatkan
dengan menggunakan oksigen berlebihan di dalam campuran gas reaksi. Proses
kontak sekarang telah banyak mengalami penyempurnaan dalam rinciannya dan
dewasa ini telah menjadi suatu proses industri yang murah, kontinyu dan
dikendalikan otomatis.
Sampai tahun 1900, belum ada pabrik dengan proses kontak yang
dibangun di Eropa, di mana terdapat kebutuhan terhadap oleum dan asam
konsentrasi tinggi untuk digunakan pada sulfonasi, terutama pada industri zat
warna. Dalam periode 1900 sampai 1925, banyak pabrik asam sulfat dengan
proses kontak telah dapat bersaing dengan proses kamar timbal pada segala
konsentrasi asam yang dihasilkan. Sejak pertengahan tahun 1920-an, kebanyakan
fasilitas yang baru dibangun dengan menggunakan proses kontak dengan katalis
heterogen biasanya berupa zat padat, antara lain Pt, V2O5 dan Fe2O3. Katalis ini
berpori-pori sehingga cocok untuk pembuatan asam sulfat, karena memiliki
bidang kontak yang besar. Udara yang digunakan untuk membakar belerang
dibersihkan dahulu dengan asam sulfat dalam menara absorber, hasil pembakaran
dibersihkan dalam Waste Heat Boiler kemudian dimasukkan ke dalam converter
bersama O2, gas hasil converter atau reaktor dimasukkan ke dalam menara
penyerap atau absorber. Penyerap yang digunakan adalah asam sulfat 98,5%.
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
9
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Tabel 1.2 Perbandingan Proses Kontak dan Proses Kamar Timbal
Keterangan Proses kontak Proses kamar timbal
Konversi 98,5 – 99 % 77 – 79%
Biaya produksi Rendah Tinggi
Kualitas produk Lebih pekat Kurang pekat
Proses produksi
Satu kali proses dalam
meningkatkan
konsentrasi asam
Dua kali proses dalam
meningkatkan
konsentrasi asam
Katalis Vanadium Pentoksida NO dan NO2
Setelah dibandingkan, maka untuk perancangan pabrik asam sulfat ini dipilih
proses kontak dengan pertimbangan :
1. Konversi yang tinggi dan kualitas produk lebih pekat.
2. Biaya produksi lebih murah.
3. Umur katalis dapat mencapai 10 tahun dalam pemakaian normal.
4. Proses produksi satu kali proses dalam meningkatkan konsentrasi asam.
1.4.2 Kegunaan Produk
Di bidang industri, asam sulfat merupakan produk kimia yang banyak
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
1. Industri pupuk
2. Industri pengolahan air
3. Industri metalurgi
4. Petrokimia
5. Industri kimia
6. Industri pulp dan kertas
(www.sulphuric-acid.com)
1.4.3 Sifat-Sifat Fisis dan Kimia Bahan Baku dan Produk
1.4.3.1 Bahan Baku
a. Sulfur
Sifat Fisika :
Rumus molekul : S
Titik didih pada 1 atm , oC : 444,6
Titik lebur pada 1 atm , oC : 120
Specific gravity : 2,046
(Perry, 2008)
Sifat Kimia :
1. Dengan udara membentuk sulfur dioksida.
Reaksi : S + O2 SO2 ... (I - 1)
2. Dengan asam klorida dan katalis Fe akan menghasilkan hidrogen
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
11
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
b. Udara
Sifat Fisika :
Sifat Gas N2 O2
Berat molekul 28,01 32
Kenampakan
Gas
Tidak berbau
Tidak berwarna
Gas
Tidak berbau
Tidak berwarna
Titik Lebur (1 atm, oC) -209,86 -218, 4
Titik Didih (1 atm, oC) -195,8 -183
Specific gravity 1,026 1,71
(Perry,2008)
c. Air Proses
Sifat Fisika :
Rumus molekul : H2O
Berat molekul, g/gmol : 18,02
Titik didih pada 1 atm , oC : 100
Titik lebur pada 1 atm , oC : 0
Specific gravity : 1
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Sifat Kimia :
1. Merupakan pelarut yang baik
2. Dapat terurai menjadi unsur-unsur penyusunnya dengan proses
elektrolisis.
d. Sulfur Dioksida
Sifat Fisika :
Rumus molekul : SO2
Berat molekul, g/gmol : 64,06
Titik didih, ºC : -75,5
Titik lebur, ºC : -10
Specific gravity : 1,434
(Perry,2008)
Sifat Kimia :
1. Dengan klorin dan air membentuk asam klorida dan asam lainnya.
Reaksi : Cl2 + 2H2O + SO2 2HCl + H2SO4 ... (I - 2)
2. Dengan hidrogen sulfida membentuk air dan sulfur
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
13
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
e. Sulfur Trioksida
Sifat Fisika :
Rumus molekul : SO3
Berat molekul, g/gmol : 80,06
Titik didih, ºC : 44,6
Titik lebur, ºC : 16,86
Specific gravity : 1,923
(Perry,2008 )
Sifat Kimia :
1. Dengan air membentuk asam kuat
Reaksi : SO3 + H2O 2SO4 ... (I - 4)
2. Dengan udara lembab sulfur trioksida membentuk uap putih tebal
dengan bau yang menyengat.
f. Vanadium Pentoksida
Sifat Fisika :
Rumus molekul : V2O5
Berat molekul, g/gmol : 181,88
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
Titik lebur, ºC : 800
Specific gravity : 3,357
(Perry,2008)
1.4.3.2 Produk
Asam Sulfat
Sifat Fisika :
Rumus molekul : H2SO4
Berat Molekul, g/gmol : 98,08
Wujud dalam kondisi kamar : Cair
Warna : Tidak berwarna
Titik didih pada 1 atm, oC : 340
Titik leleh pada 1 atm, oC : 10,49
Specific gravity : 1,834
(Perry,2008)
Sifat Kimia :
1. Dengan basa membentuk garam dan air.
Reaksi : H2SO4 + 2 NaOH Na2SO4 + H2O ... (I - 5)
2. Dengan alkohol membentuk eter dan air.
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
15
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab I Pendahuluan
1.4.4 Tinjauan Proses Secara Umum
Dalam proses pembuatan asam sulfat dengan proses kontak absorpsi
ganda, pertama mereaksikan sulfur cair dengan udara sehingga terbentuk gas
sulfur dioksida. Selanjutnya dilakukan reaksi pembentukan sulfur trioksida yang
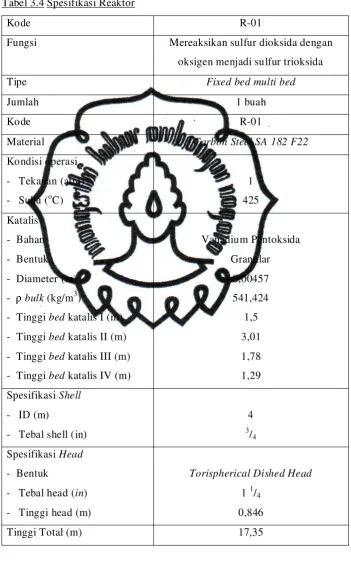
dilakukan pada reaktor fixed bed multi bed pada tekanan 1 atm dan suhu 425oC.
Kondisi operasi reaktor adiabatik non isotermal. Produk keluar reaktor
diumpankan pada absorber untuk menyerap gas sulfur trioksida, selanjutnya
diencerkan pada tangki pengencer untuk membentuk asam sulfat 98,5% dengan
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
BAB II
DESKRIPSI PROSES
2.1 Spesifikasi Bahan Baku dan Produk
2.1.1 Spesifikasi Bahan Baku Sulfur
Sulfur yang diumpankan pada pabrik harus mempunyai spesifikasi : warna
kuning cerah, bentuk granular, dengan spesifikasi analisis tipikal :
1. Sulfur
Fase : padat
Komposisi : - Belerang : 99,96%
- air : 0,005%
- impuritas: 0,035%
Titik lebur : 120ºC
Berat molekul : 32,064 g/gmol
(www.alibaba.com)
2. Udara
Fase : gas
Komposisi : - O2 = 21%
- N2 = 79%
Berat molekul : 28,84 g/gmol
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
17
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
3. Air proses
Kenampakan : cairan jernih
Berat jenis : 1 gr/mL (25ºC)
Rumus molekul : H2O
Berat molekul : 18 g/gmol
Kekentalan : 1 cP (25ºC)
2.1.2 Spesifikasi Produk
Asam sulfat
Fase : cair
Kadar : 98,5% H2SO4 ; 1,5% H2O
Rumus molekul : H2SO4
Berat molekul : 98,08 g/gmol
2.1.3 Spesifikasi Bahan Pembantu (Katalis)
Katalisator : Vanadium Pentoksida (V2O5)
Bentuk : granular
Diameter : 0,004572 m
Porositas : 0,45
bulk : 541,424 kg/m3
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses 2.2 Konsep Proses
2.2.1 Sifat Reaksi
a. Tinjauan Termodinamika
Tinjauan secara termodinamika ditujukan untuk mengetahui sifat reaksi
(endotermis/eksotermis) dan arah reaksi (reversible/ irreversible). Penentuan
panas reaksi berjalan secara eksotermis atau endotermis dapat dihitung dengan
perhitungan panas pembentukan standar ( o f
H ) pada tekanan 1 atm dan suhu
298,15K. Pada proses pembentukan asam sulfat terjadi reaksi sebagai berikut :
S (g) + O2(g) SO2(g) ………... (II – 1)
SO2(g) + ½ O2 (g) SO3 (g) ……….... (II – 2)
SO3 (g) + H2O (l) H2SO4(l) ………. (II – 3)
Data panas pembentukan standar pada suhu 298,15 K
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
19
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Reaksi (II - 1) :
Ketiga reaksi tersebut termasuk reaksi eksotermis dilihat dari nilai panas
pembentukan standar ( H298,15) yang bernilai negatif.
Sifat reaksi kimia yang reversible atau irreversible dapat diketahui dari harga
konstanta kesetimbangan.
Data energi Gibbs pada 298,15 K :
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Perubahan energi Gibbs dapat dihitung dengan persamaan :
G298,15 = - R T ln K
298,15
G = G produk - of G reaktan of
dengan :
G298 : energi bebas Gibbs standar suatu reaksi pada 298,15 K (kJ/mol)
R : konstanta gas ( 8,314 J/mol· K)
T : temperatur (K)
K : konstanta kesetimbangan
( Smith Van Ness, 1975)
Dari Smith Van Ness Equation (15.17)
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
21
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
dengan :
Pada suhu 970oC (1.243,15 K) besarnya konstanta kesetimbangan dapat dihitung
sebagai berikut :
298,15
Karena harga konstanta kesetimbangan relatif besar, maka reaksi berlangsung
searah ke arah kanan (irreversible).
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Pada suhu 425oC (698,15 K) besarnya konstanta kesetimbangan dapat dihitung
sebagai berikut :
298,15
Karena harga konstanta kesetimbangan relatif kecil, maka reaksi berlangsung
bolak-balik (reversible).
Reaksi (II - 3) :
sebagai berikut :
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
23
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
298,15
Karena harga konstanta kesetimbangan relatif besar, maka reaksi berlangsung
searah ke arah kanan (irreversible).
b. Tinjauan Kinetika
Secara kinetika, reaksi pembentukan sulfur dioksida mempunyai
persamaan kecepatan reaksi sebagai berikut :
Reaksi : SO2 + ½ O2 SO3 ………. (II – 4)
Konstanta kesetimbangan :
Kp =
dengan : Kp = konstanta kesetimbangan
T = suhu reaksi, ºK
Kecepatan reaksinya :
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
T k2 exp 9,953 8619
T k3 exp 71,745 52596
3 2
2 SO SO
O ;P ;P
P = tekanan parsial gas O2, SO2, SO3
dihitung berdasarkan 1 kmol /O2 jam· atm
(Froment, 1990)
c. Kondisi Operasi
Proses kontak absorpsi ganda sulfur terjadi dalam suatu reaktor fixed bed
multibed pada gas atau uap dengan tekanan 1-4 atm dan temperatur 420ºC-600ºC.
Reaksi kontak absorpsi ganda ini menggunakan katalis V2O5. Katalis ini pada
kondisi operasi akan mengoksidasi sulfur dioksida. Sifat penting vanadium
pentoksida ialah mempunyai keterbatasan temperatur bawah dan atas. Selang
temperatur bawah operasi katalis ini yaitu antara 420ºC sedangkan batas
temperatur atas 600ºC. Umur katalis dapat mencapai 10 tahun dalam pemakaian
normal.
2.2.2 Mekanisme Reaksi
Pada reaksi katalitik ada beberapa kemungkinan mekanisme kontrol yang
menentukan kecepatan reaksi, mekanisme untuk reaksi katalitik tersebut secara
umum adalah :
1. Transfer massa reaktan dari badan utama fluida ke permukaan luar katalis
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
25
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
2. Transfer massa reaktan dari permukaan luar ke permukaan dalam pori - pori
katalis (internal diffusion).
3. Adsorbsi reaktan pada permukaan katalis.
4. Reaksi pada permukaan katalis.
5. Desorbsi produk reaksi dari permukaan dalam katalis
6. Transfer massa produk dari permukaan dalam ke permukaan luar katalis.
7. Transfer massa produk dari permukaan luar katalis ke badan utama fluida.
(Fogler, 1999)
Langkah yang menentukan adalah reaksi pada permukaan katalis. Oleh
karena itu, langkah proses nomor 1, 2, 6, 7 sangat cepat dibandingkan langkah
nomor 3, 4, 5 sehingga kecepatan reaksi tidak dipengaruhi oleh transfer massa.
(Smith , 1981)
2.3 Diagram Alir Proses dan Tahapan Proses
2.3.1 Diagram Alir Proses
Diagram alir prarancangan pabrik asam sulfat dari sulfur dan udara dapat
ditunjukan dalam tiga macam, yaitu :
a. Diagram alir proses (Gambar 2.1)
b. Diagram alir kualitatif (Gambar 2.2 )
p
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses 2.3.2 Langkah Proses
Dalam proses produksi asam sulfat dapat dibagi dalam beberapa tahap,
yaitu :
a). Tahap persiapan bahan baku
b). Tahap reaksi
c). Tahap pemurnian produk
a. Tahap Persiapan Bahan Baku
Bahan baku sulfur berupa granular disimpan di dalam gudang
penyimpanan (G-01) pada suhu 30oC dan tekanan 1 atm. Sulfur diangkut dengan
Belt Conveyor (BC-01) menuju Hopper (H-01) untuk ditampung sebelum
dileburkan. Sulfur padat dengan ukuran serbuk selanjutnya dilebur pada Melter
(M-01) pada 140oC dengan media pemanas steam. Selanjutnya produk cairan
M-01 dipompakan dengan pompa (P-M-01) menuju Burner (B-01) bersama dengan itu
dialirkan udara kering yang diperoleh dari udara luar dan ditekan dengan Blower
(BL-01) dan dilewatkan menara pengering (MP-01). Kandungan air dalam udara
atmosfer diserap oleh H2SO4 98,5% yang bersifat hidroskopis, sehingga dihasilkan
udara kering. Hal ini bertujuan untuk mencegah terjadinya reaksi antara gas SO3
dengan air yang terkandung dalam udara sehingga akan menyebabkan korosi.
H2SO4 disirkulasi secara kontinyu dari Tangki Pengencer I (TP-01) untuk
menjaga konsentrasi H2SO4 98,5%.
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
31
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Produk udara kering diumpankan menuju burner. Burner difungsikan
untuk mereaksikan sulfur dengan udara membentuk sulfur dioksida pada kondisi
operasi temperatur 916,85 oC dan tekanan 1 atm dengan sifat reaksi eksotermis.
Setelah terjadi proses reaksi pembentukan sulfur dioksida produk dari burner
berupa gas dilewatkan di Waste Heat Boiler (WHB-01) yang berfungsi
memanfaatkan panas produk keluar burner untuk memproduksi steam dimana
produk keluar Waste Heat Boiler suhunya menjadi 425oC dan dilewatkan
Cyclones (CN-01) yang berfungsi untuk menyaring impuritas sebelum gas sulfur
dioksida diumpankan menuju reaktor.
b. Tahap Reaksi
Gas SO2 dimasukkan R-01 yang terdiri dari 4 buah bed catalyst. 3 bed
teratas merupakan konversi tingkat pertama sedangkan bed keempat merupakan
konversi tingkat kedua. Katalis yang digunakan berupa vanadium pentoksida
(V2O5) dengan suhu optimum sekitar 420oC - 600oC. Gas proses yang
mengandung SO2 bersuhu 425oC dari burner masuk ke converter bed I, dimana
gas SO2 diubah menjadi SO3. Reaksi yang terjadi adalah :
SO2 + ½ O2 SO3…………...………. (II – 5)
Temperatur pada bed dijaga pada temperatur sekitar 425oC agar katalis
tetap pada kondisi operasi optimumnya sehingga diharapkan terjadi konversi
reaksi yang optimum pula. Pada bed pertama, reaksi berlangsung dengan konversi
commit to user
32
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
600oC, dimasukkan ke Heat Exchanger I (HE-01) dengan media pendingin gas
keluar absorber I yang bersuhu 94,9 oC. Gas yang mengandung SO3 keluar
HE-01, bersuhu 425oC, masuk ke bed II. Pada bed ke-2 ini reaksi berlangsung dengan
konversi sekitar 20,62%. Gas outlet bed II dimana temperatur 444,3oC dialirkan
ke HE-02 dengan media pendingin sama dengan bed I, sehingga dihasilkan gas
dengan temperatur 425oC. Gas ini dialirkan ke bed III dengan konversi 6,4%. Gas
outlet bed III yang banyak mengandung gas SO3 bersuhu 429,85oC masuk ke
HE-03 kemudian masuk ke Economizer I (EK-01) dengan media pendingin air. Gas
tersebut didinginkan menjadi 200oC sebelum masuk ke menara absorber I
(AB-01). Setelah gas SO3 diserap dengan H2SO4 di menara absorber, sisa gas keluar
absorber dengan temperatur 94,9oC dan dipanaskan di HE-01, HE-02 dan HE-03,
sehingga temperatur masuk ke bed IV menjadi 425oC. Pada bed IV ini terjadi
reaksi dengan konversi sebesar 3,3%, sehingga konversi total menjadi 99,7%. Gas
outlet bed IV, temperatur 426,85oC masuk ke dalam Economizer II (EK-02),
dimana gas tersebut didinginkan menjadi 200oC sebelum masuk menara absorber
II (AB-02).
c. Tahap Pemurnian Produk
Produk dari Tangki Pengencer II (TP-02) dipompa menuju TP-01. Sisa gas
dari AB-01 akan dikembalikan ke bed IV. Gas yang banyak mengandung SO3
keluar dari bed IV dan diabsorpsi oleh H2SO4 98,5% yang berasal dari TP-02
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
33
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
terlebih dahulu. Produk yang dihasilkan dalam AB-02 berupa H2SO4 dengan
kadar 99,9% dan ditampung oleh tangki penampung TP-02. H2SO4 dari AB-01
dan AB-02 ditambahkan air demineralisasi untuk diencerkan menjadi 98,5%. Sisa
gas SO2 yang keluar dari AB-02 diemisikan ke udara bebas.
Produk H2SO4 dari TP-01 dipompa oleh P-08 melewati HE-05 untuk
mendinginkan produk sehingga temperatur produk maksimum adalah 37oC
sebelum masuk ke tangki penyimpan asam sulfat (T-01).
2.4 Neraca Massa dan Neraca Panas
Produk : Asam Sulfat 98,5% berat
Kapasitas : 100.000 ton/tahun
Satu tahun produksi : 330 hari
Waktu operasi selama 1 hari : 24 jam
2.4.1. Neraca Massa
Basis perhitungan : 1 jam operasi
Satuan : kg/jam
commit to user
34
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.1 Neraca Massa pada Melter (M-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 1 Arus 2
S 4.083,3660 4.083,3660
H2O 0,2043 0,2043
impuritas 1,4298 1,4298
Total 4.085 4.085
Tabel 2.2 Neraca Massa pada Burner (B-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 2 Arus 3 Arus 4
4.085 26.243,4424 30.328,4424
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
35
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.3 Neraca Massa pada Cyclones (CN-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 4 Arus 5 Arus 6
30.328,4424 1,4298 30.327,0127
30.328,4424 30.328,4424
Tabel 2.4 Neraca Massa pada Reaktor Bed I (R-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 6 Arus 7
commit to user
36
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.5 Neraca Massa pada Reaktor Bed II (R-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 7 Arus 8
Total 30.327,0127 30.327,0127
Tabel 2.6 Neraca Massa pada Reaktor Bed III (R-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 8 Arus 9
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
37
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.7 Neraca Massa Absorber (AB-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 9 Arus 12 Arus 10 Arus 13
30.327,0127 175.155,4060 20.596,1551 184.886,2636
205.482,4187 205.482,4187
Tabel 2.8 Neraca Massa Tangki Pengencer (TP-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 13 Arus 21 Arus 24 Arus 25 Arus 18
184.448,1709 7.754,9372 535,2833 1.937,7458 195.114,230
commit to user
38
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.9 Neraca Massa pada Reaktor Bed IV (R-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 10 Arus 11
Total 20.596,1551 20.596,1551
Tabel 2.10 Neraca Massa Absorber (AB-02)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 11 Arus 14 Arus 15 Arus 16
20.596,1551 7.747,5379 8.177,9477 20.165,7453
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
39
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.11 Neraca Massa pada Tangki Pengencer(TP-02)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 15 Arus 17 Arus 23
H2O 19,3688 104,8735 124,2423
H2SO4 8.158,5788 0 8.158,5788
Total
8.177,9477 104,8735 8.282,8212
8.282,8212 8.282,8212
Tabel 2.12 Neraca Massa Menara Pengering (MP-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 20 Arus 22 Arus 3 Arus 21
26.676,4592 7.321,9204 26.243,4424 7.754,9372
commit to user
40
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.13 Neraca Massa pada Tee (TE-01)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 19 Arus 12 Arus 20
182.477,3265 175.155,4060 7.321,9204
182.477,3265 182.477,3265
Tabel 2.14 Neraca Massa pada Tee (TE-02)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 23 Arus 14 Arus 24
8.282,8212 7.747,5379 535,2833
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
41
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.15 Neraca Massa pada Tee (TE-03)
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 18 Arus 19 Arus 24
195.114,230 182.477,326 12.636,903
195.114,230 195.114,230
Tabel 2.16 Neraca Massa Total
Komponen
Masuk (kg/jam) Keluar (kg/jam)
Arus 2 Arus 17 Arus 22 Arus 25 Arus 5 Arus 16 Arus 26
4.085 104,8735 26.676,4592 1.937,7458 1,4298 20.165,7453 12.636,9035
commit to user
42
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses 2.4.2 Neraca Panas
Basis perhitungan : 1 jam operasi
Satuan : kJ/jam
Tabel 2.17 Neraca Panas pada Melter (M-01)
Komponen Q input (kJ/jam) Q output (kJ/jam)
Q arus 1 14.924,528 0
Q arus 2 0 729.990,338
Q peleburan 219.765,918 0
Q pemanas 495.299,338 0
Total 729.990,338 729.990,338
Tabel 2.18 Neraca Panas pada Burner (B-01)
Komponen Q input (kJ/jam) Q output (kJ/jam)
Q arus 2 729.990,338 0
Q arus 3 312.095,753 0
Q reaksi 37.800.266,015 0
Q arus 4 0 38.842.352,106
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
43
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.19 Neraca Panas Menara Pengering (MP-01)
Komponen
Q input (kJ/jam) Q output (kJ/jam)
Gas Cairan Gas Cairan
H2O 10.785,974 21.775,570 21.775,570 0
O2 75.104,747 0 0 50.266,563
N2 278.477,330 0 0 261.829,190
H2SO4 0 28.590,972 28.590,972 0
Panas pelarutan 251.629,877 0
Panas laten 0 338.889,930
Total 701.352,224 701.352,224
Tabel 2.20 Neraca Panas pada Cyclones (CN-01)
Komponen Q input (kJ/jam) Q output (kJ/jam)
Q arus 4 11.048.383,452 0
Q arus 5 0 318,961
Q arus 6 0 11.048.064,491
commit to user
44
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.21 Neraca Panas pada Reaktor (R-01)
Komponen Input (kJ/jam) Output (kJ/jam)
Q bed I 13.954.855,648 20.139.424,115
Q bed II 13.773.693,789 14.454.163,118
Q bed III 13.757.207,370 13.927.848.358
Q bed IV 10.890.352,725 10.954.293,801
Panas reaksi 12.553.289,671 0
Panas pendingin 0 5.453.669,810
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
45
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.22 Neraca Panas pada Absorber (AB-01)
Komponen
Q input (kJ/jam) Q output (kJ/jam)
Gas Cairan Gas Cairan
H2O 67,905 3.828.425,467 0 337.928,314
O2 12.075,228 0 4.757,588 0
N2 3.677.975,072 0 1.463.000,332 0
SO2 34.416,299 0 13.220,835 0
SO3 1.212.475,149 0 4.564,210 0
H2SO4 0 23.691.393,773 0 13.486.538,653
Panas reaksi -16.095.897,044 0
Panas laten 0 1.050.921,918
commit to user
46
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.23 Neraca Panas pada Tangki Pengencer (TP-01)
Komponen Input (kJ/jam) Output (kJ/jam)
Q arus 13 13.414.236,674 0
Q arus 21 50.366,542 0
Q arus 24 36.160,819 0
Q arus 25 41.334,363 0
Panas pengenceran 15.782,331 0
Q arus 18 0 13.570.688,467
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
47
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.24 Neraca Panas pada Absorber (AB-02)
Komponen
Q input (kJ/jam) Q output (kJ/jam)
Gas Cairan Gas Cairan
H2O 0 169.340,313 0 14.940,400
O2 1.006,269 0 991,535 0
N2 3.677.975,072 0 3.624.961,188 0
SO2 2.868,025 0 2.842,522 0
SO3 53.630,644 0 527,960 0
H2SO4 0 1.047.926,380 0 596.541,502
Panas reaksi -711.959,595 0
Panas laten 0 46.484,762
Total 4.240.787,108 4.240.787,108
Tabel 2.25 Neraca Panas pada Tangki Pengencer (TP-02)
Komponen Input (kJ/jam) Output (kJ/jam)
Q arus 15 593.155,523 0
Q arus 17 2.237,073 0
Panas pengenceran 66,524 0
Q arus 23 0 595.459,121
commit to user
48
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Tabel 2.26 Neraca Panas Total
Komponen Input (kJ/jam) Output (kJ/jam)
Q arus 1 14.924,528 0
Q arus 17 2.237,073 0
Q arus 22 364.368,051 0
Q arus 25 41.334,363 0
Q arus 5 0 318,961
Q arus 16 0 3.629.305,206
Q arus 18 0 13.570.688,467
Q reaksi 22.936.500,374 0
Q pemanas 495.299,892 0
Q peleburan 219.765,918 0
Q pengneceran 15.848,885 0
Q laten 0 1.436.296,610
Q pendingin 0 5.453.669,810
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
49
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
2.5 Lay Out Pabrik dan Peralatan Proses
2.5.1 Lay Out Pabrik
Lay out pabrik merupakan suatu pengaturan yang optimal dari seperangkat
fasilitas - fasilitas dalam pabrik. Tata letak yang tepat sangat penting untuk
mendapatkan efisiensi, keselamatan, dan kelancaran kerja dari para karyawan
serta keselamatan proses.
Pada prarancangan pabrik ini, tata letak dari pabrik dapat dilihat pada
Gambar 2.4. Untuk mencapai kondisi yang optimal, maka hal-hal yang harus
diperhatikan dalam menentukan tata letak pabrik ini adalah :
1. Pabrik asam sulfat ini merupakan pabrik baru (bukan pengembangan)
sehingga penentuan lay out tidak dibatasi oleh bangunan yang ada.
2. Kemungkinan perluasan pabrik sebagai pengembangan pabrik di masa
mendatang.
3. Faktor keamanan sangat diperlukan untuk bahaya kebakaran dan ledakan,
maka perencanaan lay out selalu diusahakan jauh dari sumber api, bahan
panas, bahan yang mudah meledak dan jauh dari asap atau gas beracun.
4. Sistem konstruksi yang direncanakan adalah outdoor untuk menekan biaya
bangunan dan gedung dan juga iklim Indonesia memungkinkan konstruksi
secara outdoor.
5. Lahan terbatas sehingga diperlukan efisiensi dalam pemakaian pengaturan
ruangan/lahan.
commit to user
50
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
Secara garis besar lay out dibagi menjadi beberapa bagian utama, yaitu :
1. Daerah administrasi/perkantoran, laboratorium dan ruang kontrol
Daerah administrasi merupakan pusat kegiatan administrasi pabrik yang
mengatur kelancaran operasi. Laboratorium dan ruang kontrol sebagai pusat
pengendalian proses, kualitas dan kuantitas bahan yang akan diproses serta
produk yang dijual.
2. Daerah proses
Daerah proses merupakan daerah dimana alat proses diletakkan dan proses
berlangsung.
3. Daerah penyimpanan bahan baku dan produk
Daerah penyimpanan bahan baku dan produk merupakan daerah untuk
tempat bahan baku dan produk.
4. Daerah gudang, bengkel dan garasi
Daerah gudang, bengkel dan garasi merupakan daerah yang digunakan untuk
menampung bahan-bahan yang diperlukan oleh pabrik dan untuk keperluan
perawatan peralatan proses.
5. Daerah utilitas
Daerah utilitas merupakan daerah dimana kegiatan penyediaan bahan
pendukung proses berlangsung dipusatkan.
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
51
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
p
o
s
commit to user
52
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
2.5.2 Lay Out Peralatan Proses
Lay out peralatan proses adalah tempat dimana alat-alat yang digunakan
dalam proses produksi. Tata letak peralatan proses pada prarancangan pabrik ini
dapat dilihat pada Gambar 2.5. Beberapa hal yang harus diperhatikan dalam
menentukan lay out peralatan proses pada pabrik asam sulfat, antara lain :
1. Aliran udara
Aliran udara di dalam dan di sekitar peralatan proses perlu diperhatikan
kelancarannya. Hal ini bertujuan untuk menghindari terjadinya stagnasi udara
pada suatu tempat sehingga mengakibatkan akumulasi bahan kimia yang
dapat mengancam keselamatan pekerja.
2. Cahaya
Penerangan sebuah pabrik harus memadai dan pada tempat-tempat proses
yang berbahaya atau beresiko tinggi perlu adanya penerangan tambahan.
3. Lalu lintas manusia
Dalam perancangan lay out peralatan perlu diperhatikan agar pekerja dapat
mencapai seluruh alat proses dengan cepat dan mudah. Hal ini bertujuan
apabila terjadi gangguan pada alat proses dapat segera diperbaiki. Keamanan
pekerja selama menjalankan tugasnya juga diprioritaskan.
4. Pertimbangan ekonomi
Dalam menempatkan alat - alat proses diusahakan dapat menekan biaya
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
53
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
5. Jarak antar alat proses
Untuk alat proses yang mempunyai suhu dan tekanan operasi tinggi
sebaiknya dipisahkan dengan alat proses lainnya, sehingga apabila terjadi
ledakan atau kebakaran pada alat tersebut maka kerusakan dapat
diminimalkan.
commit to user
54
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab II Deskripsi Proses
HE-0 7
H E-06
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
55
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
BAB III
SPESIFIKASI PERALATAN PROSES
3.1 Tangki
Tabel 3.1 Spesifikasi Tangki
Kode T-01 T-02
Fungsi Menyimpan asam sulfat
selama 30 hari
Menyimpan air proses
selama 15 hari
Tipe Silinder vertikal dengan flat bottom dan conical roof
Material Carbon Steel SA 283 grade C
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
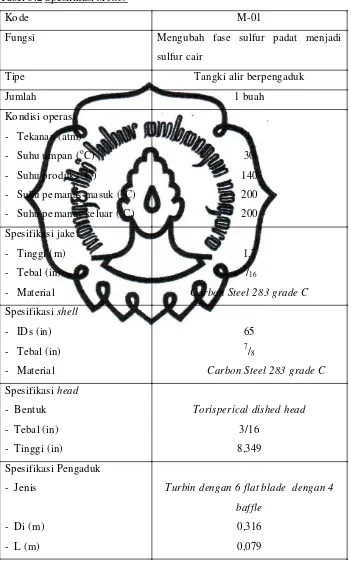
3.2 Melter
Tabel 3.2 Spesifikasi Melter
Kode M-01
Fungsi Mengubah fase sulfur padat menjadi
sulfur cair
Tipe Tangki alir berpengaduk
Jumlah 1 buah
Torisperical dished head
3/16
Turbin dengan 6 flat blade dengan 4
baffle
0,316
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
57
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
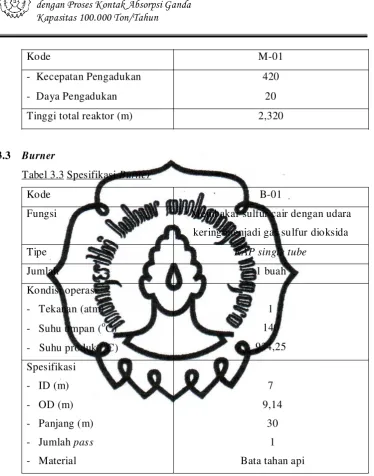
Kode M-01
- Kecepatan Pengadukan
- Daya Pengadukan
420
20
Tinggi total reaktor (m) 2,320
3.3 Burner
Tabel 3.3 Spesifikasi Burner
Kode B-01
Fungsi Membakar sulfur cair dengan udara
kering menjadi gas sulfur dioksida
Tipe RAP single tube
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
3.4 Reaktor
Tabel 3.4 Spesifikasi Reaktor
Kode R-01
Fungsi Mereaksikan sulfur dioksida dengan
oksigen menjadi sulfur trioksida
Tipe Fixed bed multi bed
Jumlah 1 buah
Kode R-01
Material Carbon Steel SA 182 F22
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
59
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
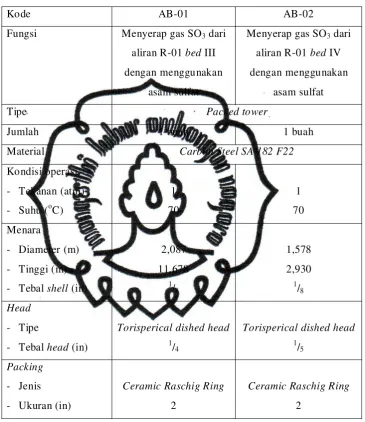
3.5 Absorber
Tabel 3.5 Spesifikasi Absorber
Kode AB-01 AB-02
Tipe Packed tower
Jumlah 1 buah 1 buah
Material Carbon Steel SA 182 F22
Kondisi operasi
Torisperical dished head
1 /4
Torisperical dished head
1 /5
Packing
- Jenis
- Ukuran (in)
Ceramic Raschig Ring
2
Ceramic Raschig Ring
commit to user
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
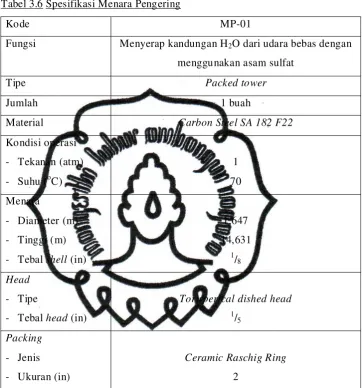
3.6 Menara Pengering
Tabel 3.6 Spesifikasi Menara Pengering
Kode MP-01
Fungsi Menyerap kandungan H2O dari udara bebas dengan menggunakan asam sulfat
Tipe Packed tower
Jumlah 1 buah
Material Carbon Steel SA 182 F22
Kondisi operasi
Torisperical dished head
1 /5
Packing
- Jenis
- Ukuran (in)
Ceramic Raschig Ring
perpustakaan.uns.ac.id
digilib.uns.ac.id
commit to user
61
Prarancangan Pabrik Asam Sulfat dengan Proses Kontak Absorpsi Ganda Kapasitas 100.000 Ton/Tahun
Bab III Spesifikasi Peralatan Proses
3.7 Tangki Pengencer
Tabel 3.7 Spesifikasi Tangki Pengencer
Kode TP-01 TP-02
Fungsi Mengencerkan produk
AB-01 dengan air untuk
mendapatkan asam sulfat
98,5%
Mengencerkan produk
AB-02 dengan air untuk
mendapatkan asam sulfat
98,5%
Tipe Tangki alir berpengaduk
Jumlah 1 buah 1 buah
Carbon Steel 283 grade C
40 3
/16
Carbon Steel 283 grade C
Spesifikasi head
- Bentuk
- Tebal (in)
- Tinggi (in)
Torisperical dished head
1 /4 12,551
Torisperical dished head
1
Flat Blade Turbine
Impeller
0,529
0,132
65
25
Flat Blade Turbine