SIMULATION OF TEMPERATURE AND VELOCITY MEASUREMENT AT OPEN MILL
W.P. Arsitika 1), D. Irwanto1)
1)Balai Besar Kulit, Karet, dan Plastik Yogyakarta Email: [email protected]
ABSTRACT
Open mill is a machine that support rubber compounding process. Open mill is
applied to breakdown the rubber molecular chain so that easily to incorporate the
additive ingredients. The objective of this research was to set up a temperature and
velocity measurement system to optimize open mill function. Non-contact
thermometer used to measure temperature. Measured temperature display using
microcontroller modul and a character LCD. Proximity sensor used to measure
velocity. Measured velocity display using Meter Display.
SIMULASI PENGUKURAN SUHU DAN KECEPATAN PADA OPEN MILL
W.P. Arsitika 1), D. Irwanto1)
1)Balai Besar Kulit, Karet, dan Plastik Yogyakarta Email: [email protected]
ABSTRAK
Open mill merupakan peralatan yang digunakan dalam pembuatan kompon
karet. Open mill digunakan untuk membantu memutus ikatan rantai molekul karet
agar mudah dimasukkan zat aditif pada proses pembuatan kompon karet. Tujuan
penelitian ini adalah untuk mendapatkan sebuah sistem pengukuran suhu dan
kecepatan untuk memaksimalkan fungsi open mill. Termometer non-kontak
digunakan untuk pengukuran suhu. Penampilan suhu terukur menggunakan modul
mikrokontroler dan LCD karakter. Sensor proximity digunakan untuk pengukuran
kecepatan. Penampilan kecepatan terukur menggunakan Meter Display.
PENDAHULUAN
Penggunaan open mill untuk membuat kompon padat sudah lazim dilakukan,
namun dirasakan masih belum optimal mengingat parameter terukur masih sangat
terbatas. Hal ini akan mempersulit terutama pada saat melakukan pelaporan
kegiatan karena minimnya informasi ilmiah yang didapatkan. Mengetahui parameter
suhu dan kecepatan merupakan hal penting yang berguna untuk memonitor dan
mengatur jalannya proses produksi kompon padat menggunakan open mill
Mastikasi merupakan proses pertama dalam pembuatan kompon karet.
Efisiensi proses ini akan menentukan keberhasilan proses selanjutnya dan unjuk
kerja dari barang jadi karetnya. Standar pencampuran ditentukan oleh viskositas
kompon dan dispersi bahan aditif kompon terutama carbon black dan sistem
vulkanisasi. Sifat karet (seperti karet alam) adalah kering, liat dan harus mengalami
mastikasi sebelum diproses. Semua ini dapat dilakukan dengan cara mechanical
shearing di open mill atau di dalam internal mixer. Proses mastikasi pada open mill
dilakukan dengan melewatkan karet secara berulang diantara roll mill atau nip.
Two roll mill biasanya terdiri dari dua hollow cost iron yang dapat dilalui air
untuk pendinginan atau uap untuk pemanasan. Kedua rol, depan dan belakang,
berputar dengan kecepatan yang berbeda. Perbedaan kecepatan tersebut dikenal
sebagai “friction ratio”.
pencampuran yang efektif memerlukan adanya “bank“ karet diatas nip. Pada proses
penggilingan pengendalian suhu sangat penting. Air dingin dialirkan secara teratur
untuk menghilangkan panas yang berlebihan yang dihasilkan selama pencampuran.
Proses pencampuran umumnya berlangsung selama 30 – 40 menit.
Open Mill mempunyai banyak keuntungan diantaranya biaya produksi lebih murah,
sehingga investasi kecil, adaptasi lebih mudah untuk kompon speciality, karakteristik
pendinginan sangat bagus, sangat luas penggunaannya, untuk batch kecil sangat
disukai. Namun, open mill memiliki kelemahan diantaranyapencampuran secara
proses kotor, dispersi dan viskositas tidak konsisten, sulit memperoleh hasil yang
seragam dan sulit dibuat standar, keluaran rendah dan konsumsi daya tinggi.
Karakteristik karet pada open mill berbeda-beda untuk tiap jenisnya.. Misalnya
kompon hitam karet alam atau SBR, dan khloropren mempunyai respon yang baik
bila digiling. Karet tetap tinggal di-roll yang lebih pelan (roll depan) dan dapat
ditambahkan bahan pengisi dan minyak secara perlahan sampai bahan mulai pindah
ke roll belakang. Pada tahap ini pencampuran harus dihentikan. Selanjutnya karet
sintetik sudah mulai digiling dengan open mill ratio lebih rendah (misal 1: 1,1) untuk
menghasilkan pencampuran yang efisien. EPDM tidak biasa digiling di open mill,
Suhu merupakan faktor yang memegang peranan penting dikarenakan
pemasukan zat-zat aditif pada proses komponding karet akan lebih efektif dan efisien
pada rentang suhu tertentu (bergantung pada jenis karet yang dipakai). Pada
penelitian ini digunakan termometer non-kontak. Dikarenakan objek yang akan
dideteksi merupakan objek yang bergerak, sehingga akan menyulitkan apabila
menggunakan termometer kontak yang langsung bersentuhan dengan objek yang
diukur.
Pengukuran suhu permukaan benda menggunakan termometer non-kontak
pada dasarnya yaitu mendeteksi intensitas inframerah. Pengukuran tersebut dapat
dilakukan menggunakan kamera inframerah dan sensor pirometer. Pirometer
memiliki keunggulan rentang pembacaan yang luas dan murah. (Van Alstyne, 2014)
Suhu pada proses komponding diperkirakan sekitar 80 oC. Meskipun suhu
tersebut dikategorikan rendah jika dibandingkan aplikasi termometer non-kontak
pada umumnya, namun penelitian-penelitian lainnya juga menggunakan termometer
non-kontak pada suhu di bawah 100 oC. Diantaranya Biyofizik AD, Tip Fak., (2010)
dan Van Alstyne, K.L., and Olson, T.K., (2014).
Hal yang harus diperhatikan bahwa termometer non-kontak memiliki area
memposisikan ketinggian sensor sehingga target yang diukur berada di dalam area
pembacaan sensor (Klaus, 2003). Hal tersebut dijelaskan pada Gambar 1.
Gambar 1. Area pembacaan termometer non-kontak
Kecepatan roll merupakan parameter yang digunakan untuk memastikan
bahwa proses komponding dalam kondisi stabil dengan kecepatan tetap pada saat
memasukkan zat-zat aditif. Kualitas kompon yang dihasilkan akan berbeda
dibandingkan dengan proses komponding dengan kecepatan seadanya atau tidak
terukur.
Dengan penelitian ini diharapkan dapat meningkatkan kualitas dan stabilitas
kompon serta dapat memberikan informasi ilmiah yang lebih akurat pada tahap
penulisan laporan kegiatan.
BAHAN DAN METODE
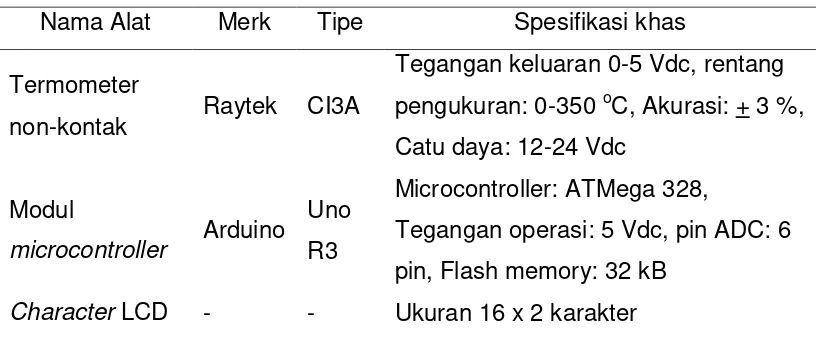
Tabel 1. Spesifikasi peralatan pembacaan suhu
Nama Alat Merk Tipe Spesifikasi khas
Termometer
Tegangan operasi: 5 Vdc, pin ADC: 6
pin, Flash memory: 32 kB
Character LCD - - Ukuran 16 x 2 karakter
Peralatan yang digunakan dalam penelitian ini dapat dikelompokkan dalam
dua kelompok besar, yaitu peralatan pembacaan suhu dan peralatan pembacaan
kecepatan. Spesifikasi peralatan pembacaan suhu ditampilkan pada Tabel 1.
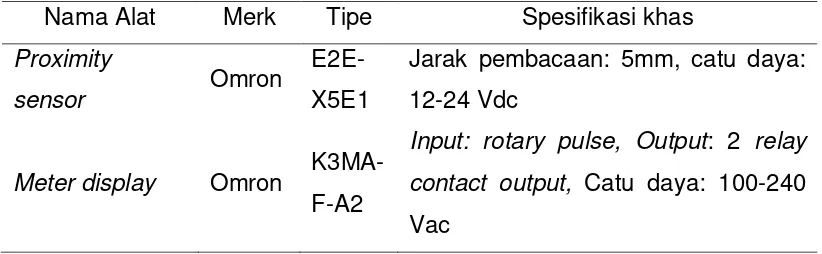
Tabel 2. Spesifikasi peralatan pembacaan kecepatan
Nama Alat Merk Tipe Spesifikasi khas
Proximity
Metodologi yang digunakan dalam penelitian ini yaitu: pengumpulan data
melalui studi pustaka maupun studi lapangan, persiapan bahan dan alat,
pelaksanaan penelitian dan pengujian, evaluasi data, serta penyusunan laporan.
Pemrograman Arduino Uno menggunakan perangkat lunak berbasis
Integrated Development Environment (IDE). Bahasa pemrograman yang digunakan
adalah bahasa C yang disederhanakan dan didukung dengan library untuk
memudahkan proses pemrograman (Wheat, 2011).
Beberapa rangkaian elektronik dibutuhkan mikrokontroler pada proses
pemrograman, sehingga modul mikrokontroler digunakan. Arduino Uno merupakan
salah satu open-source modul mikrokontroler berbasis Atmega 328. Fasilitas yang
diberikan yaitu 14 pin I/O, 6 pin input analog, serta koneksi dengan komputer untuk
pemrograman menggunakan kabel Universal Serial Bus (USB) (Teikari et al., 2012).
Peralatan dirangkai dengan skema kerja pada Gambar 2. Sensor suhu
digunakan untuk mendeteksi intensitas infra merah yang masuk dan menghasilkan
nilai berupa tegangan Direct Current (DC) analog dengan nilai konversi 10
milivolt/oC. Tegangan DC analog ini dihubungkan dengan pin Analog to Digital
Converter (ADC) yang ada pada Arduino Uno R3. Di dalam Arduino Uno R3
dilakukan konversi menjadi data berupa nilai suhu dengan satuan derajat Celcius.
Hasil konversi tersebut divisualisasikan melalui LCD.
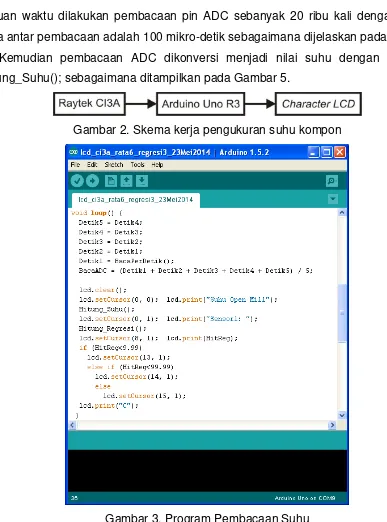
Modul mikrokontroler Arduino Uno R3 dimasukkan program seperti pada
Gambar 3. Detik pada Gambar 3 bukanlah sebagai detik satuan waktu, melainkan
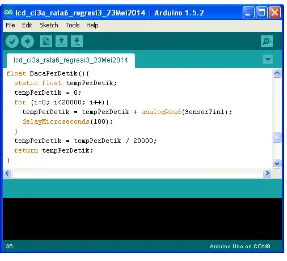
hanya sebagai variabel dalam pemrograman. Pembacaan suhu dilakukan persatuan
satuan waktu dilakukan pembacaan pin ADC sebanyak 20 ribu kali dengan waktu
jeda antar pembacaan adalah 100 mikro-detik sebagaimana dijelaskan pada Gambar
4. Kemudian pembacaan ADC dikonversi menjadi nilai suhu dengan sub-rutin
Hitung_Suhu(); sebagaimana ditampilkan pada Gambar 5.
Gambar 2. Skema kerja pengukuran suhu kompon
Gambar 4. Pembacaan Pin ADC Setiap 100 mikro-detik
Gambar 5. Sub-rutin Hitung_Suhu();
Arduino Uno hanya dapat membaca nilai ADC dan mengkonversikannya
seperti pada Gambar 5, sedangkan tampilan LCD harus menunjukkan nilai suhu
yang sebenarnya. Untuk itu, perlu dilakukan verifikasi terhadap pembacaan suhu.
Verifikasi pembacaan suhu dilakukan menggunakan silicon oil-bath (microbath) di
Laboratorium Kalibrasi Balai Besar Kulit, Karet, dan Plastik. Skema kerja verifikasi
menggunakan microbath disajikan pada Gambar 6. Verifikasi perlu dilakukan untuk
nilai tepat dan akurat. Penggunaan voltmeter pada Gambar 6 sebagai data
pendukung bahwa adanya keterkaitan secara linear antara pembacaan voltmeter
dan pembacaan alat.
Gambar 6. Skema kerja verifikasi pembacaan suhu
HASIL DAN PEMBAHASAN
A. Pengukuran Suhu
Pengukuran suhu kompon ketika proses penggilingan dilakukan
menggunakan termometer non-kontak. Cara kerjanya dengan mendeteksi intensitas
infra merah yang dipancarkan oleh kompon dan ditangkap oleh non-contact
thermometer. Kemudian hasilnya disajikan dalam tampilan Liquid Crystal Display
(LCD) dengan satuan derajat Celcius.
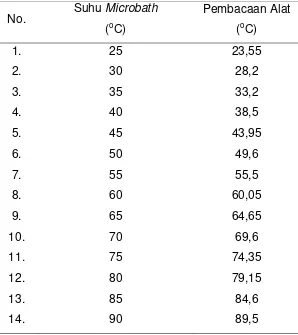
Tabel 3 menampilkan pembacaan suhu hasil sub-rutin Hitung_Suhu(); dengan
verifikasi oilbath. Hasil verifikasi pertama pembacaan suhu disajikan dalam Tabel 1,
dimana hasil pembacaan masih belum memberikan hasil yang baik. Untuk itu perlu
dilakukan proses penyesuaian atau adjustment dari data yang diperoleh. Adjustment
dilakukan dengan memperhitungkan faktor koreksi dan memanfaatkan nilai
Tabel 3. Hasil verifikasi pembacaan suhu menggunakan sensor tipe CI3A
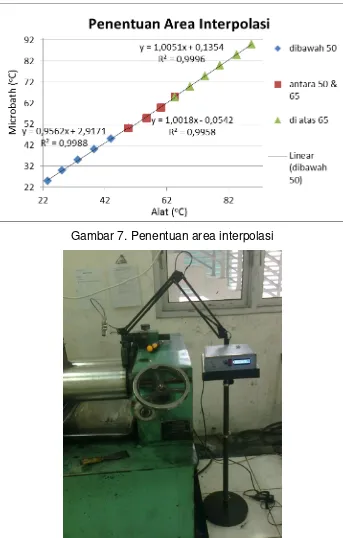
persamaan interpolasi menggunakan bantuan perangkat lunak Microsoft excel
dengan hasil ditampilkan di Gambar 7.
Data Gambar 7, dilakukan simulasi perhitungan untuk mendapatkan batas
yang tepat untuk diterapkan 3 buah persamaan interpolasi. Hasilnya diperoleh
dimana y adalah pembacaan yang sesuai dengan microbath dan x adalah
pembacaan alat sebelum diinterpolasi. Melalui penyesuaian pembacaan data
menggunakan interpolasi, maka data yang ditampilkan lebih mendekati nilai benar
dari suhu yang diukur. Hasil alat pemantau suhu ditampilkan pada Gambar 8.
Gambar 7. Penentuan area interpolasi
B. Pengukuran Kecepatan
Terdapat beberapa cara dan pilihan untuk mengukur kecepatan putar. Di
antaranya dengan mengombinasikan proximity sensor dengan display meter. Pada
dasarnya proximity sensor memberikan informasi berupa sinyal ketika sebuah objek
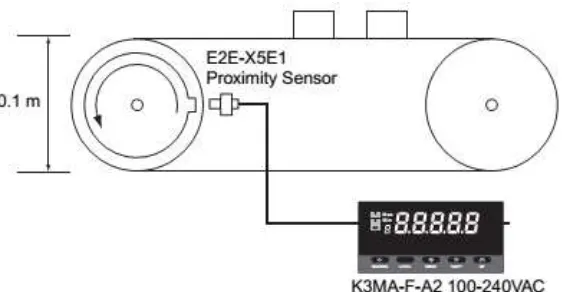
tertentu mendekatinya dalam jarak tertentu (Fraden, 2010). Berdasarkan manual
book dari proximity sensor merk Omron tipe E2E-X5E1 (Manual book, 2008) bahwa
proximity sensor ini mendeteksi objek berupa logam pada jarak 5 mm. Maka
proximity sensor ini digunakan untuk mendeteksi gigi roda pada roda gigi open mill
pada jarak maksimum 5 mm.
Diagram pemasangan proximity sensor dan display meter disajikan pada
Gambar 7. Proximity sensor menghadap bagian berputar, kemudian dihubungkan
dengan display meter. Implementasi pemasangan proximity sensor sebagaimana
ditampilkan pada Gambar 8.
Proximity sensor memberikan sinyal digital logika 1 ketika ada gigi roda di
depannya dan memberikan sinyal digital logika 0 ketika tidak ada gigi roda di
depannya. Sinyal digital ini akan digunakan oleh display meter untuk menghitung
waktu yang dibutuhkan untuk menempuh satu gigi roda ke gigi roda yang lain.
Display meter merk Omron tipe K3MA-F-A2 dapat digunakan untuk berbagai
aplikasi, maka dari itu perlu dilakukan pengaturan awal sehingga hasil yang
ditampilkan sesuai dengan keadaan yang dibutuhkan.
Parameter yang harus diatur pertama kali yaitu:
a. Scaling input value, bilangan bulat positif, digunakan untuk mengurangi
kesalahan dalam penskalaan.
b. Scaling display value, bilangan bulat positif, digunakan untuk
mengkonversikan sinyal digital dari proximity sensor menjadi nilai yang
ditampilkan dalam rpm.
c. Decimal point position, digunakan untuk jumlah digit di belakang koma
Gambar 7. Pemasangan proximity sensor dan display meter (Manual book, 2008)
Gambar 8. Posisi pemasangan proximity sensor
Pada pengukuran kecepatan open mill diinginkan nilai kecepatan dalam
satuan rotation per minute (rpm) sehingga rumusnya:
1 60Apabila frekuensi input 1 Hz, maka persamaan (2) menjadi:
60
Ketelitian yang dibutuhkan dalam pengukuran kecepatan open mill yaitu 0,01
rpm, sehingga parameter pada display meter diisi sebagai berikut:
a. Scaling input value 100
b. Scaling display value 25000
Hasil pengamatan bahwa open mill memiliki kecepatan yang berubah-ubah
pembacaannya antara 17,47-18,10 rpm sebagaimana ditampilkan pada Gambar 9.
(a) (b)
Gambar 9. (a) Kecepatan maksimum mill; (b) Kecepatan minimum mill
KESIMPULAN DAN SARAN
Kesimpulan
Pemantauan suhu kompon saat proses penggilingan menggunakan
termometer non-kontak merk Raytek tipe CI3A dan untuk penampil suhu digunakan
modul mikrokontroler merk Arduino Uno R3 yang dilengkapi Character LCD. Untuk
memberikan pembacaan yang tepat maka persamaan interpolasi yang digunakan
adalah y = 0.9562x + 2.9171 pada T < 53,2 oC; y = 1.0018x - 0.0542 pada 53,2 oC <
T < 62,4 oC ; dan y = 0.9562x + 2.9171 pada T > 62,4 oC.
Pemantauan kecepatan putar mill digunakan proximity sensor merk Omron
dan untuk penampil kecepatan digunakan Meter Display merk Omron. Untuk
menghasilkan ketelitian 0,01 rpm, parameter pada display meter diisi angka 100
pada Scaling input value; angka 25000 pada Scaling display value; dan angka
000,00 pada Display point position.
Saran
Pada penelitian ini masih perlu dicoba proses pendinginan menggunakan
nitrogen cair yang memiliki suhu ekstrim sehingga proses pengendalian suhu dapat
lebih efisien. Selain itu, perlu dilakukan pengembangan untuk mengendalikan
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepada tim kelompok kerja Balai Besar
Kulit, Karet, dan Plastik dengan judul “Optimalisasi Parameter Terukur pada Open mill”, yaitu: Syakir Hasyimi, Widari, Sujarwoko, Hardono, dan Mujiono, atas bantuan
dan kerjasama selama pelaksanaan penelitian ini.
DAFTAR PUSTAKA
Atmel Corporation, 2009, Atmel 8-bit AVR Microcontroller with 4/8/16/32K Bytes
In-System Programmable Flash ATmega48PA, ATmega88PA, ATmega168PA,
ATmega328P, http://www.atmel.com/Images/doc8161.pdf, diakses pada 26
Juni 2013.
Biyofizik AD, Tip Fak., 2010, IEEE. Contact/non-contact sensor mesh for body
temperature monitoring.
Fraden, Jacob, 2010, Handbook of Modern Sensors, New York: Springer.
Klaus, Dieter Gruner, 2003, principles of Non-contact temperature measurement,
Raytek Corporation. Alamat website:
http://support.fluke.com/raytek-sales/Download/Asset/IR_THEORY_55514_ENG_REVB_LR.PDF. Diakses
pada 16 Oktober 2015.
Manual book, 2008, Cylindrical Proximity Sensor E2E/E2E2, Omron Corporation.
Manual book, 2008, Noncontact Temperature Measurement for Industrial
Applications, Raytek Corporation.
Manual book, 2012, Frequency / Rate Meter K3MA-F, Omron Corporation
Teikari P., Najjar R.P., Malkki H., Knoblauch K., Dumortier D., Gronfier C., Cooper
H.M., 2012, An inexpensive Arduino-based LED stimulator system for vision
research, Journal of Neuroscience Methods, 211: 227-236.
Van Alstyne, K.L., and Olson, T.K., 2014, Estimating variation in surface emissivities
of intertidal macroalgae using an infrared thermometer and the effects on
temperature measurements, Springer, Mar Biol (2014) 161:1409–1418. DOI
10.1007/s00227-014-2429-3