6
LANDASAN TEORI DAN KERANGKA PENELITIAN
2.1 Pengertian Manajemen Operasi
Menurut Jay Heizer dan Barry Render (2006, p4), manajemen operasi adalah serangkaian aktivitas yang menghasilkan nilai dalam bentuk barang dan jasa dengan mengubah input menjadi output dan menurut Richard B. Chase (2004, p6), “Operations management is defined as the design, operation, and improvement of the system that create and deliver the firm’s primary product and services” yang artinya “Manajemen operasi didefinisikan sebagai gambaran, proses operasi, dan perbaikan atau pengawasan dari sistem-sistem yang menghasilkan produk utama atau jasa suatu perusahaan”. Jadi jelas bahwa manajemen operasional adalah suatu aktivitas proses operasi dan pengawasan dari proses tersebut agar proses tersebut dapat menghasilkan nilai dalam bentuk barang maupun jasa yang diinginkan.
2.2 Pengertian Pengendalian
Pengendalian merupakan suatu proses dalam mengarahkan sekumpulan variabel untuk mencapai tujuan atau sasaran yang telah ditetapkan sebelumnya. Dasar dari semua proses pengendalian adalah pemikiran untuk mengarahkan suatu variabel atau sekumpulan variabel guna mencapai tujuan tertentu. Variabel yang dimaksud bisa berupa manusia, mesin, ataupun organisasi. Pengendalian diperlukan karena adanya 2 alasan yaitu (Evans & Lindsay, 2007, p236) :
1. Pengendalian merupakan dasar bagi manajemen kerja harian yang efektif bagi semua tingkatan organisasi.
2. Perbaikan jangka panjang tidak dapat diterapkan pada suatu proses kecuali jika proses tersebut terkendali dengan baik.
Pengendalian dalam dunia industri merupakan suatu proses untuk mendelegasikan tanggung jawab dan wewenang untuk kegiatan manajemen. Dengan tetap menggunakan cara-cara untuk menjamin hasil yang memuaskan. Pada dasarnya dalam melakukan pengendalian ada 4 langkah yang digunakan, yaitu :
1. Menentukan standar (setting standard)
Menentukan standar mutu biaya (cost quality), standar mutu kerja (performance quality), standar mutu keamanan (safety quality), standar mutu keandalan (reliability quality) yang diperlukan untuk suatu produk.
2. Menilai kesesuaian (appraising conformance)
Membandingkan kesesuaian dari produk yang dibuat dengan standar yang telah ditetapkan.
3. Bertindak bila perlu (acting when necessary)
Mengoreksi masalah dan penyebabnya melalui faktor-faktor yang mencakup marketing, desain, engineering, produksi, dan pemeliharaan faktor-faktor yang mempengaruhi kepuasan pelanggan.
4. Merencanakan perbaikan (planning for improvement)
Merencanakan suatu upaya yang continue untuk memperbaiki standard biaya, kinerja, keamanan, dan kehandalan.
2.3 Pengertian Produk
Menurut Kotler (2002,p18), produk adalah segala sesuatu yang dapat ditawarkan ke suatu pasar untuk memenuhi keinginan atau kebutuhan. Dalam standar internasional, produk adalah barang atau jasa yang berarti:
- Hasil kegiatan atau proses (produk wujud dan terwujud, seperti jasa, program komputer, desain, petunjuk pemakaian).
- Suatu kegiatan proses (seperti pemberian jasa atau pelaksanaan proses produksi). Pentingnya suatu produk fisik bukan terletak pada kepelikannya tetapi pada jasa yang diberikannya.
Produk adalah barang-barang fisik maupun jasa yang dapat memuaskan kebutuhan konsumen (Jeff, 2001, p393). Produk yang berwujud biasanya disebut barang, sedangkan yang tidak berwujud dinamakan jasa.
2.4 Pengertian Kualitas
Beberapa pengertian kualitas menurut para ahli adalah sebagai berikut :
• Menurut Elliot, kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan tergantung pada waktu dan tempat atau dikatakan sesuai dengan tujuan. • Menurut ISO 8402 dan dari Standar Nasional Indonesia (SNI), kualitas adalah
keseluruhan ciri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar. • Menurut Scherkenbach, kualitas ditentukan oleh pelanggan; pelanggan
menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut.
Kualitas merupakan bagian dari semua fungsi usaha yang lain (pemasaran, sumber daya manusia, keuangan, dan lain-lain). Selain itu kualitas memerlukan suatu proses perbaikan yang terus-menerus yang dapat diukur, baik secara individual, organisasi, korporasi, dan tujuan kinerja nasional. Konsep kualitas harus bersifat menyeluruh, baik produk maupun prosesnya.
Kualitas produk meliputi kualitas bahan baku dan barang jadi, sedangkan kualitas proses meliputi kualitas segala sesuatu yang berhubungan dengan proses produksi perusahaan manufaktur dan proses penyediaan jasa atau pelayanan bagi perusahaan jasa. (Ariani, 2004, p3-4)
Jadi, pengertian kualitas itu sendiri bisa disimpulkan sebagai keseluruhan dari barang ataupun jasa yang diharapkan dapat memberikan kepuasan kepada orang yang menggunakannya.
2.4.1 Dimensi dan Konsep Kualitas pada Industri Manufaktur
Kualitas memiliki dua perspektif, yaitu perspektif produsen dan perspektif konsumen. Dimana bila kedua hal tersebut disatukan maka akan dapat tercapai kesesuaian antara kedua sisi tersebut yang dikenal sebagai kesesuaian untuk digunakan oleh konsumen. Kesesuaian untuk digunakan tersebut merupakan kesesuaian antara konsumen dengan produsen, sehingga dapat membuat suatu standar yang disepakati bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak.
Kegiatan pengendalian kualitas pun tidak hanya meliputi penetapan standar produk atau proses dari pihak produsen, melainkan standar yang ditetapkan produsen tersebut juga harus sesuai dengan spesifikasi dan toleransi yang ditetapkan oleh pihak konsumen. Ada beberapa dimensi kualitas untuk industri manufaktur menurut Garvin (Tjiptono, Fandy & Diana, Anastasia, 2001, p27), meliputi :
• Performance, yaitu kesesuaian produk dengan fungsi utama produk itu sendiri atau karakteristik operasi dari suatu produk.
• Feature, yaitu ciri khas produk yang membedakan dari produk lain yang merupakan karakteristik pelengkap dan mampu menimbulkan kesan yang baik bagi pelanggan.
• Reliability, yaitu kepercayaan pelanggan terhadap produk karena kehandalannya atau karena kemungkinan kerusakan yang rendah.
• Conformance, yaitu kesesuaian produk dengan syarat atau ukuran tertentu atau sejauh mana karakteristik desain dan operasi memenuhi standar yang telah ditetapkan.
• Durability, yaitu tingkat ketahanan atau awet produk atau lama umur produk. • Serviceability, yaitu kemudahan produk itu bila akan diperbaiki atau
kemudahan memperoleh komponen produk tersebut. • Aesthetic, yaitu keindahan atau daya tarik produk tersebut.
• Perception, yaitu fanatisme konsumen akan merek suatu produk tertentu karena citra atau reputasi produk itu sendiri.
Kualitas pada industri manufaktur selain menekankan pada produk yang dihasilkan, juga perlu diperhatikan kualitas pada proses produksi. Yang terbaik adalah apabila perhatian pada kualitas bukan pada produk akhir, melainkan proses produksinya atau produk yang masih ada dalam proses sehingga bila diketahui ada cacat atau kesalahan masih dapat diperbaiki. Dengan demikian, produk akhir yang dihasilkan adalah produk yang bebas cacat dan tidak ada lagi pemborosan yang harus dibayar mahal karena produk tersebut harus dibuang atau dilakukan pengerjaan ulang. (Ariani, 2004, p5-7)
Dalam Jurnal Ekonomi dan Manajemen volume 7, Enlik Kresnaini mengatakan bahwa kebutuhan akan perubahan, perbaikan, dan pengendalian bagi pelaku bisnis Indonesia sudah jelas, yaitu intropeksi yang objektif, keikutsertaan mengenai kekurangan, dan kesiapan untuk melakukan perubahan, perbaikan, dan pengendalian. Setiap unit usaha harus menyadari perlunya secara terus-menerus melakukan perbaikan kualitas, perubahan, dan pengembangan bisnis inti dengan memanfaatkan manajemen kualitas sebagai daya dukung menghadapi persaingan. (Kresnaini, 2006, volume 7 no 1)
2.4.2 Faktor – Faktor yang Mempengaruhi Kualitas
Terdapat 6 faktor yang mempengaruhi kualitas menurut Prawirosentono (2002, p12), yaitu :
1. Manusia (Human)
Sumber daya manusia adalah unsur utama yang memungkinkan terjadinya proses penambahan nilai (value added). Kemampuan mereka untuk melakukan suatu tugas (task) adalah kemampuan (ability), pengalaman, pelatihan (training), dan potensi kreativitas yang beragam sehingga diperoleh suatu hasil (output).
2. Metode (Method)
Hal ini meliputi kerja dimana setiap orang harus melakukan kerja sesuai dengan tugas yang dibebankan pada masing-masing individu. Metode ini harus merupakan prosedur kerja terbaik agar setiap orang dapat melaksanakan tugasnya secara efektif dan efisien. Walaupun seseorang dapat saja menginterpretasikan tugas-tugasnya secara berbeda satu sama lain, asalkan saja pekerjaan tersebut dapat dilaksanakan sesuai rencana. 3. Mesin (Machine)
Mesin atau peralatan yang digunakan dalam proses penambahan nilai menjadi output. Dengan memakai mesin sebagai alat pendukung pembuatan suatu produk memungkinkan berbagai variasi dalam bentuk, jumlah, dan kecepatan proses penyelesaian kerja.
4. Bahan (Materials)
Bahan baku yang diproses, diproduksi agar menghasilkan nilai tambah menjadi output, jenisnya sangat beragam. Keragaman bahan baku yang digunakan akan mempengaruhi nilai output yang beragam pula. Bahkan
perbedaan bahan baku (jenisnya) mungkin dapat pula menyebabkan proses pekerjaannya.
5. Ukuran (Measurement)
Dalam setiap tahap produksi, harus ada ukuran sebagai standar penilaian agar setiap tahap proses produksi dapat dinilai kinerjanya. Kemampuan dari standar ukuran tersebut merupakan faktor penting untuk mengukur kinerja seluruh tahapan proses produksinya, tujuannya agar hasil yang diperoleh sesuai dengan rencana.
6. Lingkungan (Environment)
Lingkungan dimana proses produksi berada sangat mempengaruhi hasil atau kinerja proses produksinya. Bila lingkungan kerja berubah, maka kinerjanya pun akan berubah. Bahkan faktor lingkungan eksternal pun dapat mempengaruhi kelima unsure tersebut diatas sehingga dapat menimbulkan variasi tugas pekerjaan.
2.5 Pengertian dan Tujuan Pengawasan Mutu
Pengawasan mutu adalah suatu cara agar spesifikasi produk yang ditetapkan sebagai standar dapat tercermin dalam produk atau hasil akhir. (Assauri, 2004, p210). Pengawasan kualitas merupakan alat bagi manajemen untuk memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas yang sudah tinggi dan mengurangi jumlah bahan yang rusak, (Reksohadiprodjo dan Gitosudarma, 2000, p245). Tujuan pengawasan mutu adalah agar produk akhir mempunyai spesifikasi dengan standar mutu yang telah ditetapkan dan agar biaya desain produk, biaya inspeksi, dan biaya proses produksi dapat berjalan secara efisien. (Prawirosentono, 2002, p75).
Tujuan pengawasan mutu menurut Assauri (2004, p210) adalah :
1. Agar barang yang dihasilkan dapat mencapai standar mutu yang telah ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat sekecil mungkin.
3. Mengusahakan agar biaya desain produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin. 2.5.1 Ruang Lingkup Pengawasan Mutu
Pengawasan mutu merupakan kegiatan terpadu dalam upaya menjaga dan mengarahkan kualitas dari produk yang dihasilkan dapat sesuai dengan standar. Ruang lingkup pengawasan mutu menurut Assauri (2004, p210) meliputi :
1. Pengawasan mutu pada bahan baku
Pengawasan mutu pada bahan baku ini sangat penting untuk menjaga mutu produk perusahaan.
2. Pengawasan proses produksi
Hal ini dilakukan untuk mendeteksi apakah ada penyimpangan yang terjadi dalam proses produksi dan melakukan perbaikan agar penyimpangan selanjutnya dapat dicegah. Selain itu agar produk akhir mempunyai mutu yang baik.
3. Pengawasan produk akhir
Pada dasarnya pengawasan produk akhir merupakan upaya dalam mempertahankan kualitas produk dan jasa yang dihasilkan. Pengawasan produk akhir bertujuan untuk menjaga agar produk rusak (cacat) tidak sampai ke tangan konsumen. Kemungkinan terjadinya hasil produk cacat selalu ada, walaupun pengawasan terhadap bahan baku dan proses telah diperketat.
2.6 Pengertian dan Tujuan Total Quality Management (TQM)
Menurut Render dan Heizer (2006, p256), Total Quality Management (TQM) merujuk pada penekanan kualitas yang meliputi organisasi keseluruhan, mulai dari pemasok hingga pelanggan. TQM menekankan komitmen manajemen untuk mendapatkan arahan perusahaan yang terus menerus ingin mencapai keunggulan dalam semua aspek produk dan jasa yang penting bagi pelanggan. Tujuan TQM menurut Luthfy dikutip dari buku Mahfud dan Haming (2007, p132) adalah untuk mewujudkan permintaan jangka panjang dari masing-masing daerah pemasaran, karena hal tersebut akan menciptakan uang.
2.6.1 Metode W. Edwards Deming
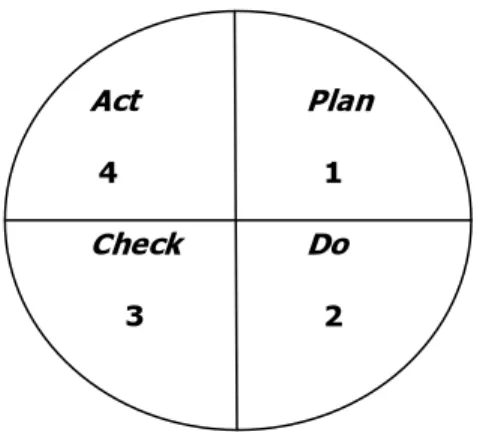
Deming mengembangkan konsep siklus Deming. Siklus Deming adalah metodologi sederhana untuk melaksanakan perbaikan. Metodologi ini awalnya disebut siklus Shewhart yang dinamakan sesuai dengan nama penemunya, Walter Shewhart, tapi kemudian diubah namanya menjadi siklus Deming oleh bangsa Jepang pada tahun 1950. Siklus Deming terdiri atas empat tahap yaitu merencanakan, mengerjakan, mempelajari, dan bertindak. (plan, do, check, act – PDCA). (Pande, Neuman, Cavanagh, 2002, p40)
Gambar 2.1 Siklus PDCA – Deming
Sumber : Eddy Herjanto. 2008. Manajemen Operasi, Grasindo.
Act Plan
4 1
Check Do 3 2
1. Plan – Mengembangkan rencana perbaikan
Merupakan langkah setelah dilakukan pengujian ide perbaikan masalah. Rencana perbaikan disusun berdasarkan prinsip 5W (what, why, who, when, dan where) dan 1H (how), yang dibuat secara jelas dan terinci serta menetapkan sasaran dan target yang harus dicapai. Dalam menetapkan sasaran dan target harus diperhatikan prinsip SMART (specific, measurable, attainable, reasonable, dan time).
2. Do – Melaksanakan
Rencana yang telah disusun diimplementasikan secara bertahap, mulai dari skala kecil dan pembagian tugas secara merata sesuai dengan kapasitas dan kemampuan dari setiap personil.
3. Check – Memeriksa atau meneliti hasil yang dicapai
Memeriksa atau meneliti merujuk pada penetapan apakah pelaksanaannya berada dalam jalur, sesuai dengan rencana dan memantau kemajuan perbaikan yang direncanakan. Alat atau piranti yang dapat digunakan dalam memeriksa adalah diagram pareto, histogram, dan diagram kontrol.
4. Action – Melakukan tindakan penyesuaian yang diperlukan
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil analitis diatas. Penyesuaian berkaitan dengan standarisasi prosedur baru, guna menghindari timbulnya kembali masalah yang sama atau menetapkan sasaran baru bagi perbaikan berikutnya.
2.6.1.1 Empat Belas Poin Deming (Deming’s Fourteen Points)
Menurut Russel dan Taylor yang dikutip dari buku Mahfud dan Haming (2007, p133) mengemukakan empat belas prinsip Deming yang perlu diaplikasikan perusahaan untuk memperbaiki mutu produk yang dihasilkan. Keempat belas prinsip tersebut disajikan dibawah ini:
1. Tetapkan tujuan inovasi dan perbaikan terus menerus yang dilakukan oleh perusahaan.
2. Ambil filosofi baru, kita tidak dapat mentolerir kekurangan dan kesalahan lama.
3. Hentikan ketergantungan pada inspeksi secara massal, persyaratan buku statistik untuk memperbaiki mutu dan desain produk.
4. Pilih beberapa pemasok yang memiliki atas mutu bukan atas harga bersaing.
5. Lakukan perbaikan proses produksi secara berkesinambungan dan berkelanjutan dengan berfokus pada dua sumber penyebab utama masalah mutu, yaitu system dan pekerja.
6. Fokuskan pelatihan pekerja pada pencegahan pemicu masalah mutu dan gunakan metode statistik untuk pengendalian mutu.
7. Perbaiki kepemimpinan penyelia (supervisor) untuk membantu para pekerja agar dapat melakukan pekerjaannya dengan baik.
8. Bangkitkan rasa keterlibatan pekerja dan usri rasa takut mereka sehingga para pekerja merasa aman untuk mengajukan pertanyaan atau meminta klarifikasi mengenai masalah mutu.
9. Hilangkan halangan antar departemen dan tingkatkan kerja sama yang berbasis tim diantara pekerja.
10. Hapuskan slogan atau target numerical yang akan memaksa pekerja untuk mencapai volume keluaran yang tinggi tanpa melihat lebih dulu bagaimana tugasnya dikerjakan dengan baik.
11. Hilangkan kuota numerikal yang ditargetkan harus dicapai oleh pekerja dengan biaya tertentu tanpa memperdulikan mutu keluaran yang dihasilkan.
12. Bangkitkan rasa bangga para pekerja, keterampilan dan rasa percaya diri melalui perbaikan supervisi dan proses pengerjaan yang ada sehingga para pekerja mampu mencurahkan seluruh kompetensi yang dimilikinya.
13. Fokuskan berbagai program pendidikan dan pelatihan tentang metode perbaikan mutu diseluruh tingkatan organisasi, mulai dari level manajemen puncak sampai level bawahan, sehingga perbaikan yang berkelanjutan dapat dilaksanakan.
14. Bangun komitmen yang tinggi dari manajemen puncak untuk mengimplementasikan ketiga belas butir terlebih dahulu.
Langkah-langkah ini kemudian dikembangkan menjadi 5 konsep TQM yang efektif (Render & Heizer, 2001, p98), yaitu :
1. Perbaikan yang terus menerus
TQM membutuhkan proses tanpa akhir yang disebut perbaikan yang terus-menerus, dimana kesempurnaan tidak pernah diperoleh tetapi selalu dicari.
2. Pemberdayaan karyawan
Manajemen perusahaan melibatkan karyawan dalam setiap tahap proses produksi.
3. Pembandingan kinerja (benchmarking)
Pembandingan kinerja merupakan elemen lain dari program TQM suatu perusahaan. Pembandingan kinerja ini mencakup seleksi standar kinerja yang ada, yang mewakili kinerja proses atau kegiatan pihak lain. Inti dari pembandingan kinerja adalah pengembangan target yang akan dicapai untuk kemudian mengembangkan suatu standar atau tolak ukur tertentu agar kita dapat mengukur kinerja sendiri.
4. Penyediaan kebutuhan yang cukup pada waktunya (Just in Time) Filasafat yang mendasari hal tersebut adalah pemikiran mengenai perbaikan yang terus-menerus dan pemecahan masalah yang cepat. 5. Pengetahuan mengenai alat-alat TQM
Karena ingin memberdayakan karyawan dalam implementasi TQM dan mengingat TQM merupakan usaha yang tidak ada putus-putusnya, maka setiap orang dalam organisasi harus dilatih menggunakan teknik-teknik TQM.
2.6.2 Metode Joseph M.Juran
Joseph Juran mengembangkan berbagai konsep kualitas yang ditinjau dari perspektif aktivitas manajemen. Dalam aktivitas manajemen terdapat dua pendekatan perubahan, yaitu kontrol ; perubahan yang dilakukan karena sifat kehati-hatian (prefentif), serta pengembangan dan peningkatan ; perubahan yang dilakukan karena kepentingan pengembangan dan peningkatan kualitas pada produk.
Dalam konsep Juran, pendefinisian dan pengestimasian biaya atau anggaran proses pengembangan dan peningkatan kualitas tidak hanya diterapkan pada aktivitas proses awal, tetapi juga pada tahap kontrol. Hal itu dimaksudkan untuk mendapatkan data-data serta informasi sehubungan dengan masalah kualitas yang sedang berjalan. Biaya aktivitas pengembangan dan peningkatan kualitas pada proses dimaksudkan untuk mendapatkan data-data dan informasi dari fungsi-fungsi prediksi biaya, pengamatan dan untuk kepentingan simulasi proses. (Hidayat, 2007, p158-161)
Delapan tahap terobosan-terobosan Juran :
1. Identifikasi kebutuhan-kebutuhan dalam menciptakan terobosan. 2. Identifikasi program atau proyek.
3. Mengorganisir pedoman-pedoman program atau proyek. 4. Mengorganisir pendiagnosis.
5. Mengungkapkan kasus-kasus atau permasalahan.
6. Memastikan teknik-teknik dan metode dalam menyelesaikan permasalahan.
7. Implementasi perubahan-perubahan dari permasalahan yang berhasil diselesaikan.
8. Mempertahankan adanya peningkatan dari perubahan-perubahan.
2.7 Pengertian Statistical Process Control (SPC)
Statistical Process Control (SPC) merupakan teknik penyelesaian masalah yang digunakan sebagai pemonitor, pengendali, penganalisis, pengelola, dan memperbaiki proses menggunakan metode-metode statistik. Filosofi pada Statistical Process Control (SPC) atau pengendalian proses statistik adalah output pada proses atau pelayanan dapat dikemukakan ke dalam pengendalian statistik melalui alat-alat manajemen dan tindakan perancangan. Statistical Process Control (SPC) merupakan penerapan metode-metode statistik untuk pengukuran dan analisis variasi proses. (Ariani, 2004, p61)
Menurut Yamit (2004, p202) Statistical Process Control (SPC) bertujuan untuk menyelidiki dengan cepat sebab-akibat terjadinya kesalahan dan melakukan tindakan perbaikan sebelum terlalu banyak produk cacat yang diproduksi.
2.7.1 Tujuan dan Manfaat Statistical Process Control (SPC)
Tujuan utama dalam pengendalian proses statistik adalah mendeteksi adanya kasus (assignable cause atau special cause) dalam variasi atau kesalahan proses melalui analisis data dari masa lalu maupun masa mendatang. Variasi proses sendiri terdiri dari dua macam penyebab, yaitu penyebab umum (random cause atau chance cause atau common cause) yang sudah melekat pada proses
dan penyebab khusus (assignable cause atau special cause) yang merupakan kesalahan yang berlebihan. (Ariani, 2004, p61-62)
Statistical Process Control (SPC) memang memiliki berbagai manfaat bagi organisasi yang menerapkannya. Menurut Antony et al. (2000), ada beberapa manfaat tersebut, antara lain :
1. Tersedianya informasi bagi karyawan apabila akan memperbaiki proses. 2. Membantu karyawan memisahkan sebab umum dan sebab khusus terjadinya
kesalahan.
3. Tersedianya bahasa yang umum dalam kinerja proses untuk berbagai pihak. 4. Menghilangkan penyimpangan karena sebab khusus untuk mencapai
konsistensi dan kinerja yang lebih baik. 5. Pengertian yang lebih baik mengenai proses.
6. Pengurangan waktu yang berarti dalam penyelesaian masalah kualitas. 7. Pengurangan biaya pembuangan produk cacat, pengerjaan ulang terhadap
produk cacat, inspeksi ulang, dan sebagainya.
8. Komunikasi yang lebih baik dengan pelanggan tentang kemampuan produk dalam memenuhi spesifikasi pelanggan.
9. Membuat organisasi lebih berorientasi pada data statistik dari pada hanya berasumsi saja.
10. Perbaikan proses, sehingga kualitas produk menjadi lebih baik, biaya lebih rendah, dan produktivitas meningkat.
2.7.2 Tujuh Alat ukur Statistical Process Control (SPC)
Menurut pakar kualitas W. Edwards Deming, dalam pemecahan masalah melalui Statistical Process Control (SPC) terdapat tujuh alat statistic utama (seven tools) untuk perbaikan kualitas (Tjiptono, Fandy & Diana, Anastasia, 2001, p192), antara lain :
1. Diagram alir (flow chart) 2. Lembar periksa (check sheet) 3. Diagram pareto (pareto chart) 4. Diagram batang (histogram)
5. Peta kontrol atau bagan kendali (control chart) 6. Diagram tebar (scatter diagram)
7. Diagram sebab – akibat (cause and effect diagram)
2.7.2.1 Diagram Alir (Flow Chart)
Diagram alir dilakukan untuk mengidentifikasi urutan aktivitas atau aliran berbagai bahan baku dan informasi didalam suatu proses. Diagram alir dapat membantu orang-orang yang terlibat dalam proses tersebut untuk memahaminya secara lebih baik dan lebih objektif dengan cara memberikan gambaran mengenai langkah-langkah yang dibutuhkan untuk mengindikasikan bahwa perusahaan tersebut menunjukkan kinerja yang tidak terlalu buruk, pendapat internal mengenai operasional perusahaan jauh lebih penting. (Evans & Lindsay, 2007, p179-180)
Dalam diagram alir, tim kerja dipersyaratkan sudah memahami proses-proses secara penuh. (Hidayat, 2007, p300)
- Menyusun diagram alir berdasarkan langkah-langkah dan pentahapan proses aktual.
- Menyusun diagram alir harus diawali dengan langkah proses awal yang sudah benar.
- Permasalahan yang ada dalam proses sudah terpecahkan dan tersolusi dengan baik.
Terdapat banyak cara dan metode untuk menggambarkan sebuah flow chart. Beberapa paket software komputer didesain untuk menggambar flow chart. Tidak ada metode yang paling baik atau buruk dalam menggambarkan flow chart. Yang perlu diperhatikan adalah konsisten dalam menggunakan symbol yang dipilih dan pastikan bahwa produk akhir yang dihasilkan dapat dipahami oleh semua orang yang diinginkan. Simbol-simbol yang digunakan dalam flow chart dapat dilihat dalam gambar berikut. (Yamit, 2004, p46)
Simbol Deskripsi Simbol terminal :
Mengidentifikasikan awal dan akhir dari sebuah proses.
Simbol aktivitas :
Mengidentifikasikan aktivitas sebuah proses.
Simbol Decision point :
Biasanya keputusan ya atau tidak. Simbol flow line :
Anak panah mengindikasikan arah aliran. Gambar 2.2 Simbol Flow chart
2.7.2.2 Lembar Periksa (Check Sheet)
Menurut Gaspersz (2003, p41) check sheet atau lembar periksa adalah suatu formulir dimana item-item yang akan diperiksa telah dicetak dalam formulir itu dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas. Dengan demikian, lembar periksa adalah catatan yang sederhana dan teratur dalam pengumpulan dan pencatatan data sehingga memudah kan dalam mengontrol proses dan pengambilan keputusan.
Dalam menyusun lembar periksa, harus diperhatikan langkah – langkah berikut ini :
1. Menjelaskan tujuan pengambilan data.
2. Identifikasi apa variabel atau atribut karakteristik kualitas yang sedang diukur.
3. Menentukan waktu atau tempat pengukuran.
4. Mulai mengumpulkan data untuk item yang sedang diukur. 5. Menjumlahkan data yang telah terkumpul.
6. Memutuskan untuk mengambil tindakan perbaikan atas penyebab masalah yang sedang terjadi itu.
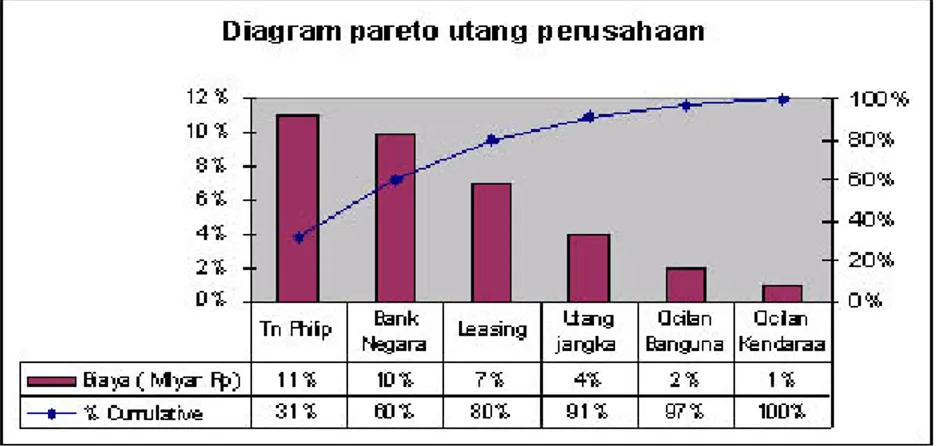
2.7.2.3 Diagram Pareto (Pareto Chart)
Juran menerapkan prinsip yang dikemukakan oleh Vilfredo Pareto ke dalam manajemen. Prinsip ini kadang kala disebut pula kaidah 80/20, yang bunyinya “80% of trouble comes from 20% of the problems”. Menurut prinsip ini, organisasi harus memusatkan energinya pada penyisihan sumber masalah yang sedikit tetapi vital yang menyebabkan sebagian besar masalah (Tjiptono, Fandy & Diana, Anastasia, 2001, p54).
Diagram pareto juga bisa digunakan untuk dapat menentukan pangkal persoalan berdasarkan analisa yang massive dengan berbagai sudut pandang misalnya ada empat persoalan yang dihadapi, yaitu A, B, C, D bila ditinjau dari frekuensi kejadian ternyata persoalan C yang paling sering terjadi, tetapi jika ditinjau dari akibat secara financial ternyata persoalan A yang paling merugikan bila tidak segera diatasi, tetapi bila dilihat dari segi energi yang terbuang mungkin malah persoalan B yang paling menonjol. Berdasarkan tinjauan-tinjauan inilah, kemudian dapat disimpulkan manakah dari keempat faktor itu yang akan menjadi prioritas persoalan untuk ditindak lanjuti.
Diagram pareto adalah histogram data yang mengurutkan data dari yang frekuensinya terbesar hingga terkecil. Analisis Pareto sering kali digunakan untuk menganalisi data yang dikumpulkan di lembar pemeriksaan. Analisis Pareto dapat dengan mudah diaplikasikan kedalam data biaya kualitas. (Evans & Lindsay, 2007, p87). Diagram pareto cocok digunakan pada tingkatan yang bervariasi dalam program perbaikan mutu untuk menentukan langkah apa yang harus diambil selanjutnya. Langkah-langkah pembuatan diagram pareto, yaitu :
1. Menentukan masalah apa yang akan diteliti, mengidentifikasi kategori-kategori atau penyebab-penyebab dari masalah yang akan diperbandingkan, setelah itu merencanakan dan melaksanakan pengumpulan data.
2. Membuat ringkasan suatu daftar atau table yang mencatat frekuensi kejadian dari masalah yang telah diteliti dengan menggunakan formulir pengumpulan data atau lembar periksa.
3. Membuat daftar masalah secara berurut berdasarkan frekuensi kejadian dari yang tertinggi sampai terendah, serta hitunglah frekuensi kumulatif, persentase dari total kejadian, dan persentase dari total kejadian secara kumulatif.
4. Menggambar dua buah garis vertikal dan sebuah garis horizontal. a. Garis vertikal
Garis vertical sebelah kiri : buatkan pada garis ini, skala dari nol sampai total keseluruhan dari kerusakan.
Garis vertical sebelah kanan : buatkan pada garis ini, skala dari 0% sampai 100%.
b. Garis horizontal
Bagilah garis ini kedalam banyaknya interval sesuai dengan banyaknya item masalah yang diklasifikasikan.
5. Buatlah histogram pada diagram pareto.
6. Gambarkan kurva kumulatif serta cantumkan nilai-nilai kumulatif disebelah kanan atas dari interval setiap item masalah.
7. Memutuskan untuk mengambil tindakan perbaikan atas penyebab utama dari masalah yang sedang terjadi itu.
Diagram pareto terdiri dari dua jenis, yaitu :
1. Diagram pareto mengenai fenomena, berkaitan dengan hasil-hasil berikut yang tidak diinginkan dan digunakan untuk mengetahui apa masalah utama yang ada. Beberapa contohnya antara lain :
a. Kualitas : kerusakan, kegagalan, keluhan, item-item yang dikembalikan, perbaikan dan lain-lain.
c. Penyerahan (delivery) : penundaan penyerahan, keterlambatan pembayaran, kekurangan stok, dan lain-lain.
d. Keamanan : kecelakaan, kesalahan, gangguan, dan lainnya.
2. Diagram pareto mengenai penyebab, berkaitan dengan penyebab dalam proses dan dipergunakan untuk mengetahui apa penyebab utama dari masalah yang ada. Beberapa contohnya antara lain :
a. Operator : umum, pengalaman, keterampilan, sifat individual, pergantian kerja (shift) dan sebagainya.
b. Mesin : peralatan, mesin, instrument, dan lain-lain.
c. Bahan baku : pembuatan bahan baku, jenis bahan baku, pabrik bahan baku, dan lainnya.
d. Metode operasi : kondisi operasi, metode kerja, sistem pengaturan, dan lainnya.
Gambar 2.3 Contoh Diagram Pareto
Sumber : http://ilmusdm.files.wordpress.com/2008/04/pareto2-2.jpg
2.7.2.4 Diagram Batang (Histogram)
Histogram adalah tampilan grafis dari tabulasi frekuensi yang digambarkan dengan grafis batangan sebagai manifestasi data binning. Tiap tampilan batang menunjukkan proporsi frekuensi pada masing-masing deret kategori yang berdampingan dengan interval yang tidak tumpang tindih. (http://id.wikipedia.org/wiki/Histogram)
Langkah-langkah pembuatan histogram : 1. Pengumpulan data
2. Mengelompokkan data
Kelompokkan data melalui proses perhitungan jumlah kelas dan interval atau range.
3. Tentukan banyaknya kelas interval 1 3.3322 log
4. Tentukan interval kelas, batas kelas, dan nilai tengah kelas.
a. Lebar dari setiap kelas interval (L) ditentukan berdasarkan pembagian antara range data (R) dan banyaknya kelas interval (K) yang diinginkan. Untuk menentukan lebar dari setiap kelas interval digunakan rumus sebagai berikut :
b. Tentukan batas untuk setiap kelas interval, dimana setiap data pengukuran harus jatuh atau berada diantara dua batas kelas (batas atas dan batas bawah). Untuk menetapkan batas bawah dan batas atas digunakan rumus :
Batas bawah (BB) = (Nilai terkecil – ½ x unit pengukuran) Batas atas (BA) = BB + L
c. Tentukan nilai tengah kelas dengan menggunakan rumus sebagai berikut :
2
2 5. Tentukan frekuensi dari setiap kelas interval. 6. Buatlah histogramnya.
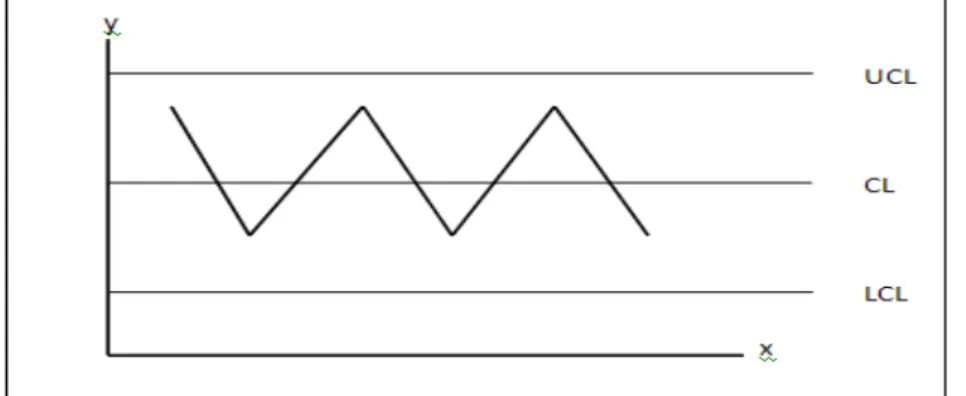
2.7.2.5 Peta Kontrol atau Bagan Kendali (Control Chart)
Control chart adalah grafik yang menyerupai run chart yang digunakan untuk menentukan apakah suatu proses berada dalam keadaan in control atau out control. Control limit yang meliputi batas atas (upper control limit) dan batas bawah (lower control limit) dapat membantu kita untuk menggambar performansi yang diharapkan dari suatu proses, yang menunjukkan proses itu konsisten.
Dengan mengetahui kondisi proses, maka kita dapat mengetahui sumber variasi proses, apakah merupakan penyebab umum (common cause) atau penyebab khusus (special cause). Apabila merupakan special cause, kita dapat mengadakan perubahan tanpa mengubah proses secara keseluruhan, tetapi bila merupakan common cause maka kita dapat mengadakan perubahan.
Pada dasarnya semua proses menampilkan variasi, namun manajemen harus mampu mengendalikan proses dengan cara menghilangkan variasi penyebab khusus dari proses itu, sehingga variasi yang melekat pada proses hanya disebabkan oleh variasi penyebab umum. Peta-peta kontrol merupakan alat ampuh dalam mengendalikan proses, asalkan penggunaanya dipahami secara benar. (Ariani, 2004, p20)
Control chart berguna untuk menganalisis proses dengan tujuan memperbaikinya secara terus-menerus. Grafik ini mendeteksi penyimpangan abnormal dengan bantuan grafik garis. (Tjiptono, Fandy & Diana, Anastasia, 2001, p195). Peta kendali dapat digunakan untuk tiga tujuan :
1. Untuk membantu mengidentifikasi sebab khusus variasi dan menciptakan status pengendalian statistik.
2. Untuk mengawasi proses dan menandakan kapan proses tersebut keluar dari batasan pengendalian.
3. Untuk menentukan kapabilitas proses.
Gambar 2.4 Peta kontrol dalam kendali (Sumber : Hayun A, Anggara., 2005, p66)
Dalam Jurnal Inasea, Hayun A menuliskan bahwa suatu proses dapat dibawa ke dalam keadaan terkendali dan dapat dipertahankan pada keadaan ini menggunakan bagan kendali kualitas. Pada bagan pengendalian yang ditunjukkan pada gambar 2.4, sumbu y menampilkan karakteristik kualitas yang sedang dikendalikan sedangkan sumbu x menampilkan waktu atau sampel tertentu yang diambil dari proses. Garis tengah bagan adalah rata-rata karakteristik kualitas yang sedang diukur.
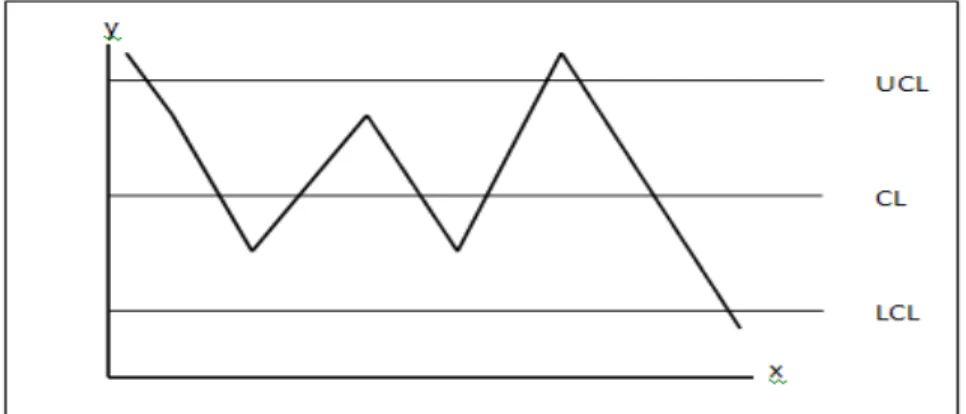
Setelah suatu proses telah berada pada keadaan operasi yang mapan, sampel berkala diambil dan dipetakan pada bagan pengendalian. Apabila pengukuran jatuh di dalam batas pengendalian maka proses dilanjutkan. Jika pengukuran jatuh di luar batas pengendalian (gambar 2.5) proses dihentikan dan segera dilakukan pencarian penyebabnya. Melalui prosedur ini, proses dipertahankan di dalam kendali statistic dan hanya terdapat variasi alamiah di dalam proses keluarnya. (Hayun A, Anggara, 2005, Vol.6 No.1, April 2005 : 66-67)
Gambar 2.5 Peta kontrol diluar kendali (Sumber : Hayun A, Anggara., 2005, p67)
2.7.2.5.1 Peta Kendali p (p chart)
Peta kendali p digunakan untuk mengukur proporsi ketidaksesuaian dari item-item dalam kelompok yang sering diinspeksi. Dengan demikian peta kendali p digunakan untuk mengendalikan proporsi dari item-item yang tidak memenuhi syarat spesifikasi kualitas atau proporsi dari produk yang cacat yang dihasilkan dalam suatu proses. Jadi peta atau bagan kendali ini digunakan untuk mengetahui apakah cacat produk yang dihasilkan masih dalam batas yang disyaratkan. (Gaspersz, 2003, p92)
Rumus menurut Ariani (2004, p133) :
Dimana : P = proporsi kesalahan dalam setiap sampel
X = banyaknya produk yang salah dalam setiap sampel N = banyaknya sampel yang diambil dalam inspeksi Garis pusat peta kendali proporsi kesalahan ini adalah :
CL = nx ∑ 1 ∑ 1
g n.g
Dimana :
CL atau = garis pusat peta pengendalian proporsi Kesalahan.
Pi = proporsi kesalahan setiap sampel atau sub kelompok dalam setiap observasi
n = banyaknya sampel yang diambil setiap kali observasi g = banyaknya observasi yang dilakukan
Sedangkan pengendalian atas (UCL) dan batas pengendalian bawah (LCL) untuk peta pengendalian proporsi kesalahan tersebut adalah :
3
3
2.7.2.5.2 Peta Kendali u (u chart)
Peta kendali U (U chart) digunakan apabila data yang diamati adalah atribut dan perhitungannya berdasarkan jumlah cacat. Pengendalian peta kendali U jika sampel yang diambil bervariasi atau memang seluruh produk yang dihasilkan akan diuji. Cacat produk yang diuji dengan peta kendali U misalnya memeriksa ketidaksesuaian pada produksi kemeja. (Hendradi, 2006, p174)
Adapaun langkah-langkah pembuatan U chart (proporsi unit yang cacat) adalah sebagai berikut :
1. Tentukan ukuran contoh subgroup yang cukup besar (n>30).
2. Kumpulan banyak subgroup (k), yaitu 20-25 subgroup. 3. Hitung untuk setiap subgroup nilai proporsi unit yang cacat,
yaitu :
4. Hitung rata-rata dari U, yaitu U-bar atau dapat dihitung melalui rumus :
5. Hitung garis batas atas
3
6. Hitung garis batas bawah
2.7.2.6 Diagram Tebar (Scatter Diagram)
Diagram tebar (scatter diagram) adalah diagram yang digunakan untuk mengetahui apakah ada korelasi (hubungan) atau tidak diantara 2 variabel. Diagram tebar bisa juga digunakan untuk mengetahui apakah suatu penyebab yang diduga mempengaruhi atau tidak terhadap akibat (masalah) yang sedang dihadapi. http://www.scribd.com
Langkah-langkah dalam pembuatan diagram tebar, yaitu :
1. Kumpulkan pasangan data (x,y) yang akan dipelajari hubungannya serta susunlah data itu dalam tabel.
2. Tentukan nilai-nilai maksimum dan minimum untuk kedua variabel x dan y.
3. Tebarkan (plot) data pada selembar kertas.
4. Berikan informasi secukupnya agar orang lain dapat memahami diagram tebar itu. Informasi yang biasa diberikan adalah :
a. Interval waktu
b. Banyaknya pasangan data
c. Judul dan unit pengukuran dari setiap variabel pada garis horizontal dan vertikal.
d. Judul dari grafik
e. Apabila dipandang perlu dapat mencantumkan nama orang dari orang yang membuat diagram tebar tersebut.
2.7.2.7 Diagram Sebab Akibat (Fishbone Chart)
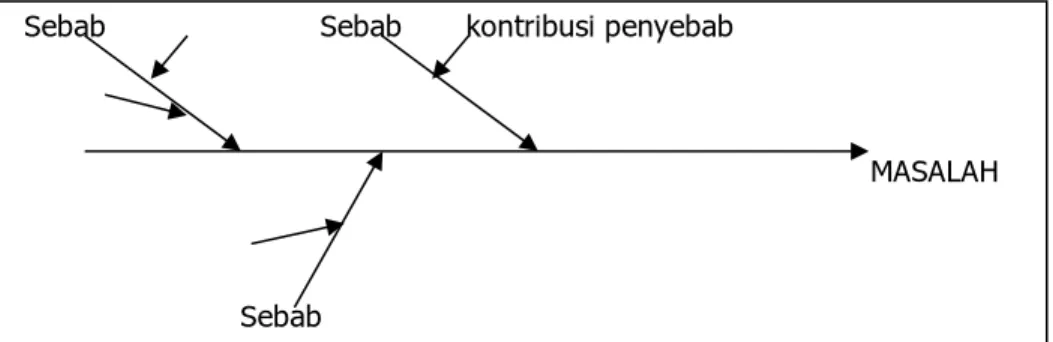
Diagram sebab akibat adalah metode grafis sederhana untuk membuat hipotesis mengenai rantai penyebab dan akibat serta untuk menyaring potensi penyebab dan mengorganisasikan hubungan antar variabel. Kaoru Ishikawa memperkenalkan diagram sebab akibat di Jepang,
sehingga diagram ini juga disebut diagram Ishikawa. Karena strukturnya, diagram ini juga disebut diagram tulang ikan.
Struktur umum diagram sebab akibat ditunjukkan pada gambar 2.6. Pada akhir garis horizontal, sebuah permasalahan dituliskan. Cabang-cabang yang menunjuk ke sebab-sebab merupakan kontributor dari sebab tersebut. Diagram ini mengidentifikasi penyebab yang mungkin dari suatu masalah sehingga pengumpulan data dan analisis lebih lanjut dapat dilaksanakan. (Evans & Lindsay, 2007, p187-188). Diagram sebab akibat digunakan untuk mengidentifikasi dan menganalisis suatu proses atau situasi dan menemukan kemungkinan penyebab suatu persoalan atau masalah yang terjadi. Manfaat dari diagram ini dapat memisahkan penyebab dari gejala, memfokuskan perhatian pada hal-hal yang relevan, serta dapat diterapkan pada setiap masalah. (Tjiptono, Fandy & Diana, Anastasia, 2001, p193).
Sebab Sebab kontribusi penyebab
MASALAH
Sebab
Gambar 2.6 Struktur Umum Diagram Sebab Akibat Sumber : (Evans & Lindsay, 2007, p188)
Penggunaan diagram sebab akibat mengikuti langkah-langkah berikut: 1. Dapatkan kesepakatan tentang masalah yang terjadi dan ungkapkan
masalah itu sebagai suatu pertanyaan masalah.
2. Temukan sekumpulan penyebab yang mungkin, dengan menggunakan teknik brainstorming atau membentuk anggota tim yang memiliki ide-ide yang berkaitan dengan masalah yang sedang dihadapi.
3. Gambarkan diagram dengan pertanyaan mengenai masalah untuk ditempatkan pada sisi kanan (membentuk kepala ikan) dan kategori utama, seperti bahan baku, metode, manusia, mesin, pengukuran, dan lingkungan ditempatkan pada cabang utama (membentuk tulang-tulang besar dari ikan). Kategori utama dapat diubah sesuai kebutuhan.
4. Tetapkan setiap penyebab dalam kategori utama yang sesuai dengan menempatkannya pada cabang yang sesuai.
5. Untuk setiap penyebab yang mungkin, tanyakan “mengapa” untuk menemukan akar penyebab, kemudian tulislah akar-akar penyebab itu pada cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang kecil dari ikan). Untuk menemukan akar penyebab, kita dapat menggunakan teknik bertanya “mengapa” sampai lima kali. 6. Interpretasi atas diagram sebab akibat itu adalah dengan melihat
penyebab-penyebab yang muncul secara berulang, kemudian dapatkan kesepakatan melalui consensus tentang penyebab tersebut. Selanjutnya, fokuskan perhatian pada penyebab yang dipilih melalui konsensus.
7. Terapkan hasil analisis dengan menggunakan diagram sebab akibat, dengan cara mengembangkan dan mengimplementasikan tindakan korektif, serta memonitor hasil-hasil untuk menjamin bahwa tindakan korektif yang dilakukan efektif karena telah menghilangkan akar penyebab dari masalah yang dihadapi.
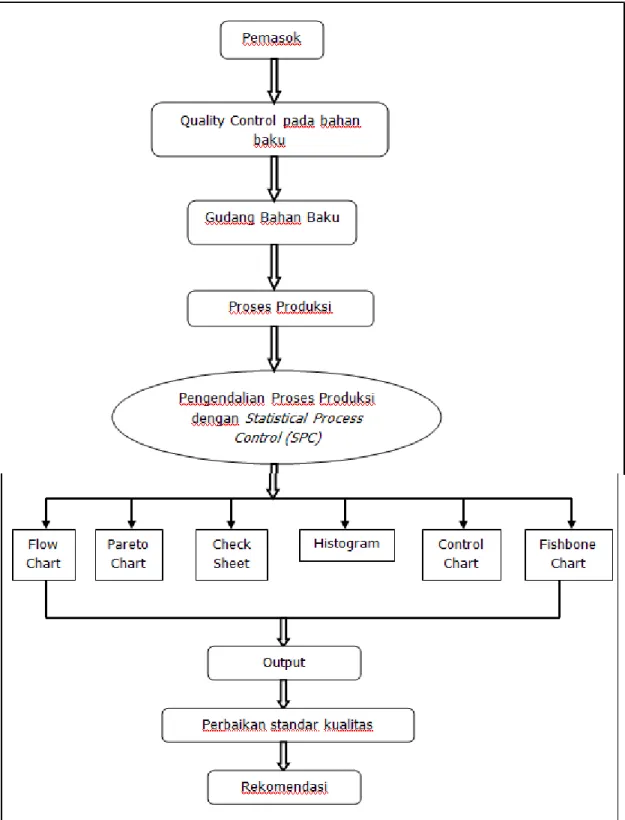
2.8 Kerangka Pemikiran
Gambar 2.7 Kerangka Pemikiran Sumber : Hasil Pengolahan Data, 2010