STUDI GERAK DAN WAKTU PADA PROSES PENGGILINGAN
PADI SKALA BESAR DAN KECIL
SKRIPSI
MUAMMAR TAWARUDDIN AKBAR
F14070068
DEPARTEMEN TEKNIK MESIN DAN BIOSISTEM
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
2011
TIME AND MOTION STUDIES IN SMALL ANDA LARGE SCALE RICE
MILLING PROCCESS
Muammar Tawaruddin Akbar and Sam Herodian
Department of Mechanical and Biosystem Engineering, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO Box 220, Bogor, West Java,
Indonesia.
Phone +628 21 22 23 2012, e-mail: [email protected]
ABSTRACT
The objective of this research is to establish a better working method using the indication of more effective and efficient time, standardized systems and working method and determine standard time. The research was to determine the performance difference between small and large scale rice mills. The research method used in the research is to observe the motion of an operator to a machine or a tool that is used for time calculation. Observations made by recording the operator while they are working using a camcorder and analyze the time and motion from the recorded video. Motions were analyzed and grouped according to the cycle and type of motion. Average time of each motion adjusted with Westinghouse rating and allowances to obtain the standard time. Standard time of each 100 kg paddy or rice at the small scale rice mill A is 192.05 seconds for paddy drying, 379.17 seconds for husking and 1056.02 seconds for polishing. Standard time of each 100 kg paddy or rice at small scale rice mill B is 314.83 seconds for paddy drying, 279.35 seconds for husking and 425.51 seconds. Standard time of each 100 kg paddy or rice at the large scale rice mill is 335.7 seconds for drying, 169.36 seconds for husking, 306.55 seconds for polishing and 260.86 seconds for packaging.
Muammar Tawaruddin Akbar. F14070068. Studi Gerak dan Waktu pada Proses Penggilingan Padi Skala Besar dan Kecil . Dibawah bimbingan Dr. Ir. Sam Herodian, MS. 2011
RINGKASAN
Tujuan penelitian ini adalah untuk membangun metode kerja yang lebih baik dengan menggunakan indikasi waktu yang lebih efektif dan efisien, membakukan sistem dan metode kerja, menentukan waktu standar. Penelitian dilakukan pada dua penggilingan skala kecil dan satu penggilingan skala besar untuk mengetahui perbedaan kinerja diantara keduanya.
Proses penggilingan padi dibagi menjadi tiga, yaitu proses penjemuran, pemecahan kulit dan penyosohan. Pengambilan data dilakukan dengan cara merekam semua proses pengilingan dengan menggunakan video camera pada saat pekerja sedang melakukan kegiatannya. Hasil rekaman berupa video diputar menggunakan seperangkat komputer. Video yang berisi gerakan pekerja dianalisis elemennya dan dihitung waktunya menggunakan stopwatch lalu dicatat dalam time and motion sheet agar diperoleh waktu yang pantas untuk tiap elemen.
Pada penggilingan padi skala kecil lokasi A didapatkan total waktu standar 192.05 detik/100kg gabah untuk proses penjemuran, 379.17 detik/100kg gabah kering giling dan 1056.02 detik/100kg untuk beras pecah kulit untuk proses penyosohan. Pada penggilingan padi skala kecil lokasi B didapatkan total waktu standar 314.83 detik/100kg gabah untuk proses penjemuran, 297.35 detik/100kg gabah kering giling dan 425.51 detik/100kg untuk beras pecah kulit untuk proses penyosohan. Besarnya waktu standar pada proses penggilingan padi skala kecil dikarenakan kapasitas mesin yang rendah dan sudah tua sehingga pekerja banyak menghabiskan untuk waktu menganggur.
Pada penggilingan skala besar PDS diperoleh total waktu standar yaitu 335.7 detik/100kg gabah untuk proses penjemuran, 169.36 detik/100kg gabah kering giling, 306.55 detik/100kg untuk beras pecah kulit untuk proses penyosohan dan 260.86 detik/100kg beras untuk pengemasan. Pada penggilinan skala besar faktor kelonggaran yang diberlakukan tinggi karena kondisi lingkungan, atmosfer dan suhu yang lebih buruk dibandingkan penggilingan kecil sehingga waktu normal dan waktu standar berbeda cukup jauh.
Gerakan efektif yang dilakukan pekerja pada proses penggilingan padi adalah menjangkau, membawa, melepas, memegang dan memakai sedangkan gerakan tidak efektif yang dilakukan adalah mencari, memeriksa, dan delay. Keterlambatan khususnya keterlambatan tak terhindarkan sering terjadi pada proses penggilingan padi terutama penggilingan padi skala kecil. Keterlambatan tak terhindarkan juga terjadi pada penggilingan skala besar terutama pada kegiatan pemecahan kulit di mesin husker 2.
Kondisi lingkungan, atmosfer, dan suhu terutama pada penggilingan padi skala besar sebaiknya diperbaiki karena terkait dengan kenyamanan pekerja dalam melakukan pekerjaanya, perbaikan diharapkan dapat mengurangi kelonggaran yang diberikan kepada pekerja dan meningkatkan kinjerja serta produktifitas pekerja. Perbaikan dapat dilakukan dengan memberikan bantalan pada mesin untuk mengurangi getaran, mengisolasi ruangan pembuangan dedak dengan ruangan kerja giling agar debu tidak menyebar dan penambahan ventilasi untuk sirkulasi udara. Pada proses penjemuran khususnya elemen pengangkutan karung gabah sebaiknya pekerja dibantu dengan alat seperti kereta dorong agar dapat menangkut gabah dalam jumlah banyak sekaligus.
STUDI GERAK DAN WAKTU PADA PROSES PENGGILINGAN PADI
SKALA BESAR DAN KECIL
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN pada Departemen Teknik Mesin dan Biosistem,
Fakultas Teknologi Pertanian, Institut Pertanian Bogor
Oleh :
MUAMMAR TAWARUDDIN AKBAR
F14070068
DEPARTEMEN TEKNIK MESIN DAN BIOSISTEM
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
2011
Judul Skripsi : Studi Gerak dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil Nama : Muammar Tawaruddin Akbar
NIM : F14070068
Menyetujui,
Dosen Pembimbing Akademik
Dr. Ir. Sam Herodian, MS 19620529 198703 1 002
Mengetahui,
Ketua Departmen Teknik Mesin dan Biosistem
Dr. Ir. Desrial, M.Eng 19661201 199103 1 004
PERNYATAAN MENGENAI SKRIPSI
DAN SUMBER INFORMASI
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul Studi Gerak dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil adalah hasil karya saya sendiri dengan arahan Dosen Pembimbing Akademik, dan belum diajukan dalam bentuk apapun pada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, November 2011 Yang membuat pernyataan
Muammar Tawaruddin Akbar F14070068
© Hak cipta milik Muammar Tawaruddin Akbar, tahun 2011 Hak cipta dilindungi
Dilarang mengutip dan memperbanyak tanpa izin tertulis dari Institut Pertanian Bogor, sebagian atau seluruhnya dalam bentuk apapun,
BIODATA PENULIS
Muammar Tawaruddin Akbar dilahirkan di Bogor, 15 September 1989 dari ayah Tajuddin Bantacut dan ibu Retno Widiastuti, sebagai putra pertama dari dua bersaudara. Penulis memulai pendidikanya di Ironside State School Brisbane pada tahun 1997-1998 dan melanjutkan kembali di SDN Polisi 1 Bogor pada tahun 1998-2001. Penulis melanjutkan pendidikan menengah pertama di SMP Negeri 4 Bogor dari tahun 2001-2004. Penulis kembali melanjutkan pendidikan di SMA Negeri 1 Bogor pada tahun 2004-2007. Pada tahun 2007 penulis diterima di IPB melalui jalur USMI (Undangan Seleksi Masuk IPB). Penulis memilih Program Studi Teknik Mesin dan Biosistem pada Mayor Teknik Pertanian, Departemen Teknik Mesin dan Biosistem, Fakultas Teknologi Pertanian. Penulis mengambil bidang ilmu Ergonomika dan Elektronika Pertanian dengan dosen pembimbing Dr. Ir. Sam Herodian, MS.
Selama mengikuti perkuliahan, penulis aktif dalam kegiatan kampus seperti kepanitiaan kegiatan Masa Perkenalan Fakultas dan Masa Perkenalan (SAPA) 2009. Penulis juga aktif menjadi anggota Ikatan Mahasiswa Teknik Pertanian Indonesia (IMATETAN) sebagai ketua Seni in Teknik Pertanian Indonesia (SINTETIS). Penulis aktif dalam program kampus dengan mengikuti Program Kreatifitas Mahasiswa Kewirausahaan (PKMK) dan Program Mahasiswa Wirausaha 2010 (PMW 2010).
Pada bulan Juni sampai Agustus 2010, penulis melaksanakan Praktek Lapang di PT. Agro Mitra Madani, Jambi, dengan judul Mempelajari Aspek Ergonomika dan K3 (Keselamatan Dan Kesehatan Kerja) Pada Proses Budidaya Kelapa Sawit Di PT. Agrowiyana BSP unit Jambi. Pada bulan April sampai September 2011 penulis melakukan penelitian dan menyelesaikan skripsinya dengan judul Studi Gerak dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil.
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan ke hadirat Allah SWT atas segala rahmat dan karunia-Nya sehingga penulis dapat memyelesaikan skripsi ini. Penelitian dengan judul Studi Gerak dan Waktu Pada Proses Penggilingan Skala Besar dan Kecil ini disusun sebagai salah satu syarat memperoleh gelar Sarjana Teknologi Pertanian pada jurusan Teknik Mesin dan Biosistem, Fakultas Teknologi Pertanian Bogor.
Dengan telah selesainya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terima kasih yang sebesar-besarnya kepada :
1. Dr. Ir. Sam Herodian, MS selaku dosen pembimbing yang telah banyak memberikan bimbingan, pengarahan, saran serta dukungan kepada penulis selama menyelesaikan penelitian ini.
2. Dr.Ir. Gatot Pramuhadi, M.Si dan Ir. Mad Yamin, MT selaku dosen penguji yang telah memberikan kritik dan saran kepada penulis.
3. Bapak H. Ahmad selaku owner dari penggilingan padi PDS, Subang yang telah mengijinkan penulis melakukan penelitian di penggilingan yang dimilikinya.
4. Bapak Rohim dan Bapak Dadang selaku pengelola penggilingan padi situ gede yang telah mengijinkan penulis melakukan penelitian di penggilingan yang dikelolanya dan bersedia menjadi subjek penelitian.
5. Bapak Jajang selaku perwakilan PERPADI yang telah mengantarkan penulis ke penggilingan padi PDS, Subang.
6. Ayah, Ibu, Adik, Nenek serta keluarga yang telah memberikan dukungan baik moral maupun materiil, serta do’a yang diberikan hingga penulis dapat menyelesaikan skripsi ini.
7. Teman-teman seperjuangan TEP 44 untuk kebersamaan selama 3 tahun di Teknik Pertanian, canda, tawa, ilmu, dan pengalaman yang dijalani bersama.
Akhirnya penulis berharap semoga tulisan ini bermanfaat dan memberikan kontribusi yang nyata terhadap perkembangan ilmu pengetahuan di bidang teknologi pertanian, khususnya pada studi gerak dan waktu dan ketidaksempurnaan senantiasa membutuhkan kritik dan saran.
Bogor, Desember 2011
ix
DAFTAR ISI
Halaman
KATA PENGANTAR ... viii
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN ... 1
1.1 LATAR BELAKANG ... 1
1.2 TUJUAN ... 2
1.3 RUANG LINGKUP PERMASALAHAN ... 2
II. TINJAUAN PUSTAKA ... 3
2.1 PROSES PASCA PANEN PADI ... 3
2.2 PENGGILINGAN PADI ... 3
2.3 ERGONOMI ... 5
2.4 STUDI WAKTU ... 6
2.5 STUDI GERAK ... 6
III. METODOLOGI ... 11
3.1 WAKTU DAN LOKASI PENELITIAN ... 11
3.2 PERALATAN ... 11
3.3 METODE PENELITIAN ... 12
IV. HASIL DAN PEMBAHASAN ... 15
4.1 PROSES PENGGILINGAN PADI ... 15
4.2 ANALISIS GERAKAN DAN WAKTU ... 23
4.3 ANALISIS METODE KERJA ... 37
5.1 SIMPULAN ... 40 5.2 SARAN ... 40 DAFTAR PUSTAKA ... 42 LAMPIRAN ... 43
xi
DAFTAR TABEL
Halaman
Tabel 1. Gerakan Therblig ... 5
Tabel 2. Perbedaan spesifikasi lokasi penggilingan padi ... 15
Tabel 3. Pengaruh temperatur terhadap pekerja ... 19
Tabel 4. Nilai penyesuaian ... 31
Tabel 5. Waktu standar proses penjemuran di penggilingan kecil Bpk. Rohim ... 32
Tabel 6. Waktu standar proses pemechan kulit di penggilingan kecil Bpk.Rohim ... 32
Tabel 7. Waktu standar proses penyosohan di penggilingan Bpk.Rohim ... 33
Tabel 8. Waktu standar proses penjemuran gabah di penggilingan Bpk. Dadang ... 33
Tabel 9. Waktu standar proses pemecahan kulit di penggilingan Bpk.Dadang... 34
Tabel 10. Waktu standar proses penyosohan gabah giling di penggilingan Bpk.Dadang ... 34
Tabel 11. Waktu standar proses penjemuran di penggilingan besar PDS ... 34
Tabel 12. Waktu standar proses pemecahan kulit di penggilingan besar PDS ... 35
Tabel 13. Waktu standar proses penyosohan di penggilingan besar PDS ... 35
Tabel 14. Waktu standar proses pengemasan di penggilingan besar PDS ... 36
Tabel 15. Tabel Usulan Perbaikan metode kerja di penggilingan besar PDS tiap 100 kg ... 39
DAFTAR GAMBAR
Halaman
Gambar 1.Digital video camera ... 11
Gambar 2. Digital Stopwatch ... 11
Gambar 3. Time motion sheet ... 12
Gambar 4.Diagram alir dalam pengukuran untuk mendapatkan waktu standar ... 13
Gambar 5. Diagram alir metode penelitian ... 14
Gambar 6. Urutan proses penjemuran gabah di penggilingan skala kecil ... 16
Gambar 7.Urutan proses pemecahan kulit di penggilingan skala kecil ... 16
Gambar 8. Urutan proses penyosohan beras pecah kulit di penggilingan skala kecil ... 17
Gambar 9. Tata letak proses pemecahan kulit dan penyosohan di penggilingan kecil ... 17
Gambar 10. Lantai jemur bergelombang di penggilingan padi skala besar PDS, Subang ... 18
Gambar 11. Diagram alir proses penjemuran di penggilingan padi skala besar ... 18
Gambar 12. Contoh proses pengumpulan gabah di penggilingan skala besar PDS ... 19
Gambar 13. Contoh proses perataan gabah di penggilingan skala besar PDS... 19
Gambar 14. Kotak Penampung Gabah di penggilingan padi PDS, Subang ... 20
Gambar 15. Husker 1 dan 2 penggilingan padi PDS, Subang ... 20
Gambar 16. Mendorong gabah kedalam elevator di penggilingan padi PDS, Subang ... 20
Gambar 17. Diagrarm alir proses pemecahan kulit hingga pengemasan ... 21
Gambar 18. Tata letak proses pemecahan kulit dan penyosohan di penggilingan besar ... 22
Gambar 19. Pengangkutan karung pada proses pemecahan kulit ... 26
Gambar 20. Contoh gerakan hold pada elemen penjahitan di proses pengemasan ... 27
Gambar 21. Letak hopper yang tinggi di penggilingan padi skala kecil Lokasi A ... 28
Gambar 22. Pekerja memanjat tumpukan beras ... 38
xiii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Data waktu pada proses penjemuran di penggilingan padi kecil Bpk. Rohim ... 44
Lampiran 2. Data waktu pada proses pemecahan kulit di penggilingan padi kecil Bpk. Rohim ... 46
Lampiran 3. Data waktu pada proses penyosohan di penggilingan padi kecil Bpk. Rohim ... 48
Lampiran 4. Data waktu pada proses penjemuran di penggilingan padi kecil Bpk. Dadang ... 49
Lampiran 5. Data waktu pada proses pemecahan kulit di penggilingan padi kecil Bpk. Dadang ... 51
Lampiran 6. Data waktu pada proses penyosohan di penggilingan padi kecil Bpk. Dadang ... 52
Lampiran 7.Data waktu pada proses pengangkutan ke lantai jemur di penggilingan besar PDS, Subang ... 53
Lampiran 8. Data waktu pada proses penjemuran awal di penggilingan besar PDS, Subang ... 54
Lampiran 9. Data waktu pada proses pembalikan gabah di penggilingan besar PDS, Subang ... 56
Lampiran 10. Data waktu pada proses akhir penjemuran gabah di penggilingan besar PDS, Subang ... 57
Lampiran 11. Data waktu pada proses pemecahan kulit di bagian mesin husker 1 di penggilingan besar PDS, Subang ... 59
Lampiran 12. Data waktu pada proses pemecahan kulit di bagian mesin husker 2 di penggilingan besar PDS, Subang ... 60
Lampiran 13. Data waktu pada proses penyosohan di penggilingan besar PDS, Subang ... 61
Lampiran 14. Data waktu pada proses pegemasan di penggilingan besar PDS, Subang ... 62
Lampiran 15. (Perbaikan) Data waktu pada proses pemecahan kulit di bagian mesin husker 1 di penggilingan besar PDS, Subang ... 64
Lampiran 16. (Perbaikan) Data waktu pada proses pemecahan kulit di bagian mesin husker 2 di penggilingan besar PDS, Subang ... 65
Lampiran 17. (Perbaikan) Data waktu pada proses pengemasan di penggilingan besar PDS, Subang ... 66
Lampiran 18. Besarnya kelonggaran berdasarkan faktor-faktor yang berpengaruh ... 68
I. PENDAHULUAN
1.1
LATAR BELAKANG
Banyak hal yang dilakukan dalam usaha untuk meningkatkan produktivitas. Kemajuan teknologi membuat tenaga manusia digantikan dengan mesin. Perbaikan dan kemajuan teknologi akan mendorong usaha peningkatan produktivitas, walaupun hal ini justru berakibat buruk pada segi manusia sebagai pelaksana kerja. Mekanisasi ataupun otomatisasi adalah ancaman yang harus dipertimbangkan. Karenanya pekerja akan selalu dibayangi ketakutan akan kehilangan pekerjaannya dan digantikan oleh mesin. Jelas disadari usaha-usaha untuk meningkatkan produktivitas tidak harus selalu dilaksanakan lewat pengembangan atau perbaikan teknologi. Banyak usaha telah dikembangkan ke arah manusia sebagai pelaksana kerjanya.
Penggilingan padi merupakan kegiatan pascapanen yang memiliki proses mengolah gabah menjadi beras. Pada penggilingan padi terdapat proses-proses yang dilakukan sebelum menjadi beras siap konsumsi yaitu penjemuran untuk mengurangi kadar air hingga tepat, pemecahan kulit gabah, dan penyosohan untuk mengupas bagian kulit yang kurang diminati mayoritas konsumen. Tiap proses tersebut dapat ditingkatkan kinerja dan efisiensi dengan mengefektifkan gerakan-gerakan dan penggunaan waktu akan memberi dampak langsung terhadap produktivitas. Aktifitas pengaturan dalam hal ini harus dirancang untuk menangani lebih banyak pekerjaan.
Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerja baik setiap elemen ataupun siklus dengan menggunakan alat–alat penghitung waktu (Sutalaksana, dkk., 2004). Studi terhadap waktu dapat menunjukkan ukuran kerja, yang melibatkan teknik dalam penetapan waktu baku yang diijinkan untuk melakukan tugas yang telah diberikan berdasarkan ukuran suatu metode kerja dengan mempehatikan faktor kelelahan, pekerja dan kelambatan yang tidak dapat dihindarkan. Analisa studi waktu dapat menggunakan beberapa teknik untuk menetapkan sebuah standar yaitu dengan cara studi waktu menggunakan stopwatch, pengolahan data dengan menggunakan komputerisasi, data standar, dasar mengenai data gerakan, pengambilan contoh kerja, dan penghitungan berdasarkan masa lalu. Setiap teknik mempunyai penerapan tersendiri pada setiap kondisi. Studi analisis waktu harus dapat diketahui ketika hal ini harus menggunakan teknik tertentu dan kemudian menggunakan teknik tersebut secara benar (Neibel, 1988).
Studi gerak adalah analisa yang dilakukan terhadap beberapa gerakan bagian badan pekerja dalam menyelesaikan pekerjaannya, sehingga gerakan yang kurang efektif dapat dikurangi atau bahkan dapat dihilangkan sehingga diperoleh penghematan dalam waktu kerja, yang selanjutnya dapat pula menghemat pemakaian fasilitas yang tersedia untuk pekerjaan tersebut (Sutalaksana, dkk., 2004). Studi gerak merupakan analisis dari gerakan pekerja dalam melaksanakan pekerjaannya. Tujuan dari studi gerak adalah untuk menghilangkan atau mengurangi gerakan yang kurang efektif untuk mendapatkan gerakan yang cepat dan efektif (Niebel, 1988).
Studi gerakan visual atau micromotion study adalah metode yang baik sekali diaplikasikan untuk meneliti siklus operasi kerja yang pendek, berlangsung secara berulang-ulang dan dilaksanakan secara manual (Rohman 2008). Studi gerak merupakan analisis yang lebih sensitif mengenai berbagai macam gerakan operartor dalam melakukan pekerjaannya. Studi ini bertujuan untuk mengeliminasi atau mengurangi gerakan yang tidak efisien, dan untuk memfasilitasi dan mempercepat gerakan yang benar-benar efektif. Melalui studi gerakan, pekerjaan dapat dilakukan dengan lebih mudah dengan jumlah output yang meningkat. Studi gerak (motion study) diaplikasikan untuk memperbaiki pelaksanaan operasi kerja dengan cara menghilangkan gerakan kerja yang tidak efektif dan tidak
diperlukan, menyederhanakan gerakan kerja, serta menetapkan gerakan dari ukuran langkah kerja yang paling efektif untuk mencapai tingkat efisiensi kerja yang optimal.
1.2
TUJUAN
Studi gerak dan waktu pada proses penggilingan padi skala besar dan kecil ini bertujuan untuk:
1. Menentukan waktu standar pada setiap elemen kerja dalam proses penggilingan padi.
2. Membangun sistem dan metode yang lebih baik, dengan indikasi waktu yang lebih efektif dan efisien.
1.3
RUANG LINGKUP PERMASALAHAN
Berdasarkan tujuan dari penelitian, dan agar lebih memusatkan perhatian pada pemecahan masalah maka perlu dilakukan pembatasan masalah, beberapa batasan-batasan terhadap masalah yang akan dibahas antara lain :
1. Penelitian akan dilakukan pada proses penggilingan padi skala besar dan kecil, terutama proses penjemuran, pemecahan kulit dan penyosohan.
2. Jenis padi yang digiling adalah varietas IR-64 dengan kadar air 13-14% 3. Posisi pekerja saat melakukan pekerjaan.
II. TINJAUAN PUSTAKA
2.1 PROSES PASCA PANEN PADI
Penanganan pascapanen padi merupakan upaya sangat strategis dalam rangka mendukung peningkatan produksi padi. Konstribusi penanganan pasca panen terhadap peningkatan produksi padi dapat tercermin dari penurunan kehilangan hasil dan tercapainya mutu gabah/ beras sesuai persyaratan mutu.
Dalam penanganan pasca panen padi, salah satu permasalahan yang sering dihadapi adalah masih kurangnya kesadaran dan pemahaman petani terhadap penanganan pasca panen yang baik sehingga mengakibatkan masih tingginya kehilangan hasil dan rendahnya mutu gabah/beras. Untuk mengatasi masalah ini maka perlu dilakukan penanganan pasca panen yang didasarkan pada prinsip-prinsip Good Handling Practices (GHP) agar dapat menekan kehilangan hasil dan mempertahankan mutu hasil gabah/ beras.
2.2 PENGGILINGAN PADI
Penggilingan padi mempunyai peranan yang sangat vital dalam mengkonversi padi menjadi beras yang siap diolah untuk dikonsumsi maupun untuk disimpan sebagai cadangan. Dalam kaitan dengan proses penggilingan padi, karakteristik fisik padi sangat perlu diketahui karena proses penggilingan padi sebenarnya mengolah bentuk fisik dari butiran padi menjadi beras putih. Butiran padi yang memiliki bagian-bagian yang tidak dapat dimakan atau tidak enak dimakan, sehingga perlu dipisahkan. Selama proses penggilingan, bagian-bagian tersebut dilepaskan sampai akhirnya didapatkan beras yang enak dimakan yang disebut dengan beras sosoh (beras putih).
Badan pusat Statistik dalam surveynya terhadap alat dan mesin pertanian antara lain memberikan batasan definisi terhadap beberapa mesin pertanian dintaranya sbb: 1) Penggilingan Padi Kecil (PPK) adalah penggilingan padi yang terdiri dari dua unit mesin yang dipasang terpisah, yaitu pemecah kulit padi (husker) dan pemutih beras (polisher). Umumnya proses pemindahan bahan dari satu alat ke alat lain menggunakan tenaga manusia, dengan kapasitas produksi riil antara 0.3 s/d 0.7 ton beras per jam. 2) Penggilingan Padi Besar (PPB) adalah penggilingan padi yang memiliki unit lengkap terdiri dari mesin pembersih gabah, pemecah kulit padi (husker), padi separator, pemutih beras (polisher), shifter, grader dan lainnya. Pemindahan bahan dari satu mesin kemesin lainnya menggunakan elevator dan kapasitas produksi riil lebih besar dari 0.7 ton beras per jam. 3) Rice milling unit (RMU) adalah pengglingan padi yang merupakan satu unit yang kompak dimana antara pemecah kulit padi (husker) dan pemutih beras menjadi satu bagian yang tak terpisahkan. Kapasitas produksi riil antara 0.3 s/d 0.7 ton beras per jam (Sugondo,2000).
Suismono dan Damardjati (2000) menyatakan bahwa pengusahaan penggilingan padi dapat dibedakan berdasarkan teknik penggilingan yang digunakan dalam proses produksi, antara lain: 1. Sistem penggilingan padi diskontinyu adalah sistem penggilingan padi yang menggunakan mesin
pemecah kulit dan penyosohan yang manual, yang masih digerakkan oleh tenaga manusia.
2. Sistem penggilingan padi sistem modifikasi kontinyu adalah sistem penggilingan padi dengan proses pemecahan kulit berasnya secara kontinyu, tetapi proses penyosohannya dilakukan secara manual.
3. Sistem penggilingan konitinyu adalah sistem penggilingan padi yang terdiri dari satu unit mesin penggilingan padi yang secara kontinyu (langsung atau ban berjalan) kapasitas 1000 kilogram per
jam yang dilengkapi mesin-mesin pembersih gabah, pemecah kulit, pengayak beras pecah kulit, penyosoh beras, dan ayakan beras.
Sistem penggilingan kontinyu maupun modifikasi kontinyu dapat meningkatkan efisiensi kerja, kapasitas produksi dan mutu beras (penampakkan beras lebih jernih). Usaha untuk menigkatkan mutu penampakkan beras dapat dilakukan dengan cara pemolesan beras giling. Proses pemolesan adalah proses penyosohan beras disertai pengkabut uap agar penampakkan beras lebih mengkilap. Beras yang diolah sampai pada proses ini disebut beras Kristal (Suismono dan Damardjati, 2000).
Widowati (2001) membagi pengusahaan penggilingan padi berdasarkan kapasitas mesin yang dimiliki, antara lain:
1. Penggilingan Padi Besar (PPB)
PPB menggunakan tenaga penggerak lebih dari 60 HP (Horse Power) dan kapasitas produksi lebih dari 1.000 kg/jam, baik menggunakan sistem kontinyu maupun diskontinyu. PPB sistem kontinyu terdiri dari satu unit penggiling padi lengkap, semua mesin pecah kulit, ayakan, dan penyosoh berjalan secara kontinyu, dengan kata lain masuk gabah keluar beras giling. PPB diskontinyu minimal terdiri dari empat unit mesin pemecah kulit dan empat unit mesin penyosoh yang dioperasikan tidak sinambung atau masih menggunakan tenaga manusia Penggilingan kapasitas besar biasanya dilengkapi grader sehingga menir langsung dipisahkan dari beras kepala. 2. Penggilingan Padi Sedang/Menengah (PPS)
PPS menggunakan tenaga penggerak 40-60 HP, dengan kapasitas produksi 700-1.000 kg/jam. Umumnya PPS terdiri dari dua unit mesin pemecah kulit dan dua unit mesin penyosoh. PPS ini menggunakan sistem semi kontinyu, yaitu mesin pecah kulitnya kontinyu, sedangkan mesin sosohnya masih manual. Proses pemindahan bahan dari satu alat ke alat yang lain ada yang menggunakan elevator dan sebagian besar lainnya menggunkan tenaga manusia.
3. Penggilingan Padi Kecil (PPK)
PPK menggunakan tenaga penggerak 20-40 HP, dengan kapasitas produksi 300-700 kg/jam. Penggilingan padi manual yang terdiri dari dua unit mesin pemecah kulit dan dua unit mesin penyosoh ini sering disebut Rice Milling Unit (RMU). Di pedesaan masih terdapat Huller, yaitu penggilingan padi yang menggunakan tenaga penggerak kurang dari 20 HP dan kapasitasnya kurang dari 300 kg/jam. Huller terdiri dari satu unit mesin pemecah kulit dan satu unit penyosoh. Beras yang dihasilkan mutu gilingnya kurang baik, umumnya untuk dikonsumsi sendiri di perdesaan.
Bulog (2007) membagi penggilingan padi atas empat kelompok berdasarkan sarana yang dimiliki dan kemampuan produksi beras, sebagai berikut:
1. Penggilingan Padi Terpadu (PPT)
PPT merupakan gabungan dari beberapa mesin yang menjadi satu kesatuan utuh yang berfungsi sebagai pengolah gabah menjadi beras, dengan kapasitas lebih besar dari PPB serta terintegrasi dengan mesin pengering dan silo penyimpanan oleh elevator dan conveyor.
2. Penggilingan Padi Besar (PPB)
PPB memiliki unit peralatan teknik yang merupakan gabungan dari dari beberapa mesin menjadi satu kesatuan dengan kapasitas antara tiga sampai sepuluh ton GKG per jam atau setara dengan 20 sampai 60 ton beras per hari. Sistem pengolahan PPB minimum harus melalui empat proses utama, yaitu proses pembersihan gabah, proses pecah kulit, proses pemisahan gabah dengan beras pecah kulit, dan proses pemutihan beras pecah kulit secara berulang dua sampai empat kali. 3. Penggilingan Padi Kecil (PPK)
PPK memiliki unit peralatan teknik gabungan dari beberapa mesin menjadi satu kesatuan utuh dengan kapasitas lebih kecil dari satu sampai tiga ton GKG per jam atau sekitar lima sampai
20 ton beras per hari. Sistem PPK dapat dikelompokkan menjadi dua, yaitu tipe sederhana dan tipe lengkap.
4. Penggilingan Padi Sederhana (PPS)
PPS merupakan unit peralatan teknik baik merupakan satu unit tersendiri maupun merupakan gabungan dari beberapa mesin, dimana proses satu sama lain dihubungkan dengan tenaga manusia dengan kapasitas 0,5 sampai satu ton GKG per jam atau kurang dari lima ton beras per hari. Penggilingan dikatakan sederhana karena teknologi yang digunakan sudah dikenal sejak mulai menggunakan mesin penggilingan padi sampai saat ini secara turun temurun tanpa perubahan berarti. Beberapa jenis penggilingan sederhana, antara lain mesin tipe engelberg dan kombinasi dari beberapa mesin khususnya husker, separator, dan polisher.
2.3 ERGONOMI
Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu “ergon” yang berarti kerja, dan “nomos” yang berarti hukum alam. Sehingga, ergonomi dapat didefinisikan sebagai ilmu yang mempelajari tentang aspek–aspek manusia dalam lingkungan kerjanya, yang dapat ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan perancangan (Nurmianto, 2004). Di dalam ergonomi, diperlukan studi tentang sistem dimana manusia, fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan utama yaitu menyesuaikan suasana kerja dengan manusianya. Metode pendekatannya dengan menganalisa hubungan fisik antara manusia dengan fasilitas kerjanya.
Menurut Oborne (1995), ergonomi adalah cara memandang dunia, berpikir tentang manusia, dan bagaimana interaksinya dengan seluruh aspek dalam lingkungannya, perlengkapannya, dan situasi kerjanya. Menurut Bridger (1995), ergonomi adalah ilmu yang mempelajari interaksi antara manusia, mesin dan lingkungan yang bertujuan untuk menyesuaikan pekerjaan dengan manusia.
Ergonomi menurut American Industrial Hygene Association adalah multidisiplin ilmu yang mengaplikasikan prinsip-prinsip fisika dan psikologi terhadap kapabilitas manusia untuk menciptakan atau memodifikasi pekerjaan, peralatan, produk, dan tempat kerja (Nardi, 1997), sedangkan International Ergonomi Association mendefinisikan ergonomi sebagai disiplin ilmu yang mempelajari tentang interaksi antara manusia, dan elemen lainnya dalam sistem yang berhubungan dengan perancangan, pekerjaan, produk dan lingkungannya untuk mendapatkan kesesuaian antara kebutuhan, kemampuan, dan keterbatasan manusia.
Menurut Bridger (1995) terdapat perbedaan antara ergonomi dengan human factors, yaitu ergonomi lebih menenkankan kepada faktor manusia sebagai sistem biologis, sedangkan human factors lebih menekankan kepada aspek psikologis (psikologi eksperimental dan psikologi teknik) dan menekankan kepada integrasi pertimbangan faktor manusia di dalam total desain. Walaupun demikian, human factors dan ergonomi mempunyai banyak persamaan dan tetap diasumsikan sama.
Pada dasarnya, ergonomika memiliki tujuan penting. Tujuan pertama adalah meningkatkan efektifitas dan efisiensi pekerjaan, serta aktifitas lain yang dilakukan, termasuk meningkatkan kemampuan pengguna, mengurangi kesalahan, dan meningkatkan produktivitas. Tujuan kedua adalah meningkatkan keinginan tertentu; seperti keselamatan, kenyamanan, penerimaan pengguna, kepuasan kerja dan kualitas kehidupan, sama halnya dengan mengurangi kelelahan dan stress (Fitriani, 2003).
Maka, manfaat dan tujuan penerapan ilmu ini adalah untuk mengurangi ketidaknyamanan saat bekerja. Dengan demikian ergonomi berguna sebagai media pencegah terhadap kelelahan kerja sedini mungkin sebelum berakibat fatal dan kronis.
2.4 STUDI WAKTU
Waktu merupakan salah satu sumber input seperti halnya dengan dengan material, energi, dan sebagainya. Waktu adalah sumber yang tidak dapat digantikan, sekali terlewat maka tidak bisa diulang kembali. Penggunaan waktu yang efektif akan memberi dampak langsung terhadap produktivitas. Aktifitas pengaturan dalam hal ini harus dirancang untuk menangani lebih banyak pekerjaan.
Studi waktu biasa digunakan untuk pengukuran kerja. Hal ini meliputi teknik untuk menjalankan standar waktu yang diperkenankan untuk dilakukan, berdasarkan pengukuran elemen kerja dari pekerjaan yang telah ditentukan, tanpa adanya kelelahan bagi pelaksananya ataupun keterlambatan yang tidak terhindarkan. Analisa studi waktu menggunakan beberapa teknik untuk membuat standar : studi waktu menggunakan stopwatch, pengumpulan data dengan komputer, data standar, data gerakan dasar, pengambilan contoh kerja, dan melakukan estimasi berdasarkan data yang telah ada.
Aktifitas pengukuran waktu kerja diperkenalkan pertama kali untuk penyelesaian kerja. Dengan adanya waktu ini maka sistem pengaturan upah atau insentif akan dapat dibuat berdasarkan “a fair day’s pay for a fair day’s work”. Begitu pula dengan mengetahui waktu ini maka estimasi akan keluaran kerja yang dihasilkan serta jadwal perencanaan kerja dapat dibuat secara lebih akurat. 2.5 STUDI GERAK
Studi gerak adalah analisis terhadap beberapa bagian badan pekerja dalam menyelesaikan pekerjaannya agar gerakan-gerakan yang tidak efektif dapat dikurangi bahkan dihilangkan sehingga akan diperoleh penghematan waktu kerja. Sehingga dengan adanya penghematan waktu kerja maka kelelahan dari pekerja dapat diminimalisasi.
Studi gerakan visual atau micromotion study sama-sama digunakan untuk menganalisis metode yang ada untuk mengembangkan pekerjaan kearah yang lebih efisien. Studi gerak merupakan analisis yang lebih sensitif mengenai berbagai macam gerakan operartor dalam melakukan pekerjaannya. Studi ini bertujuan untuk mengeliminasi atau mengurangi gerakan yang tidak efisien, dan untuk memfasilitasi dan mempercepat gerakan yang benar-benar efektif. Melalui studi gerakan, pekerjaan dapat dilakukan dengan lebih mudah dan jumlah output akan meningkat.
Frank B. Gilbreth dan istrinya merupakan pelopor studi gerakan secara manual. Mereka juga membuat teknik gambar-gerakan yang membuat detail dari studi gerakan ini yang dikenal dengan “micromotion studies” (studi gerakan mikro), yang telah teruji sangat berharga dalam mempelajari operasi manual yang berulang. Studi gerakan visual dapat diaplikasikan dengan sangat luas karena kegiatan dari studi ini sangat ekonomis. Jenis dari studi ini melibatkan observasi yang teliti dari operasi dan gambaran mengenai proses pekerjaan operator dan gambaran analisis berdasarkan hukum dari ekonomi gerakan.
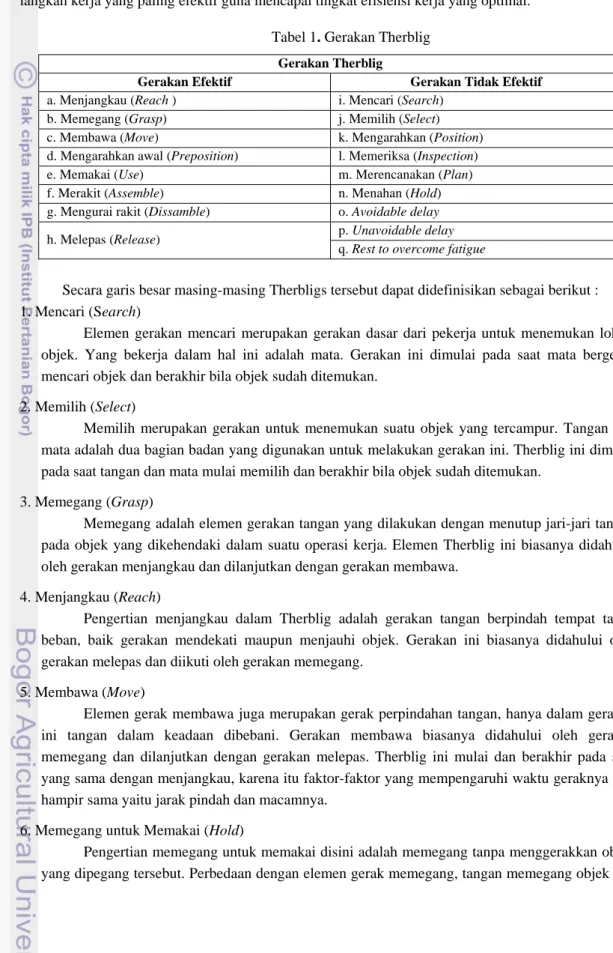
Bagian dasar untuk menyempurnakan konsep ini, dikembangkan oleh Frank B. Gilbreth pada awal penelitiannya, dapat diaplikasikan pada semua kegiatan produksi yang dilakukan oleh operator. Gilbreth dan istrinya menguraikan gerakan-gerakan kerja ke dalam 17 gerakan dasar THERBLIG (dieja dari nama Gilbreth secara terbalik). Sebagian besar dari elemen-elemen dasar Therblig merupakan gerakan tangan yang biasa terjadi apabiala suatu pekerjaan terjadi, terlebih bila bersifat manual. Suatu pekerjaan dapat diuraikan menjadi beberapa elemen gerakan untuk dilakukan studi guna mendapatkan rangkaian gerakan yang lebih efisien. Suatu pekerjaan yang akan mempunyai uraian berbeda bila dibandingkan dengan pekerjaan yang lain tergantung pada pekerjaan tersebut. 17 elemen kerja dalam therblig ditampilkan dalam Tabel 1 dan telah dibedakan gerakan efektif dan tidak efektif dalam tabel tersebut.
Penelitian mengenai metode dan gerakan kerja yang dikembangkan oleh Frank B. Gilbreth dalam Niebel, Benjamin (1988) dilaksanakan dengan mempelajari gerakan-gerakan tubuh manusia yang digunakan untuk melaksanakan operasi kerja. Tujuan pokok dari studi gerak ini adalah untuk memperbaiki pelaksanaan operasi kerja dengan cara menghilangkan gerakan-gerakan kerja yang tidak efektif dan tidak diperlukan, menyederhanakan gerakan kerja, serta menetapkan gerakan dan urutan langkah kerja yang paling efektif guna mencapai tingkat efisiensi kerja yang optimal.
Tabel 1. Gerakan Therblig Gerakan Therblig
Gerakan Efektif Gerakan Tidak Efektif
a. Menjangkau (Reach ) i. Mencari (Search) b. Memegang (Grasp) j. Memilih (Select)
c. Membawa (Move) k. Mengarahkan (Position)
d. Mengarahkan awal (Preposition) l. Memeriksa (Inspection)
e. Memakai (Use) m. Merencanakan (Plan)
f. Merakit (Assemble) n. Menahan (Hold) g. Mengurai rakit (Dissamble) o. Avoidable delay h. Melepas (Release) p. Unavoidable delay
q. Rest to overcome fatigue
Secara garis besar masing-masing Therbligs tersebut dapat didefinisikan sebagai berikut : 1. Mencari (Search)
Elemen gerakan mencari merupakan gerakan dasar dari pekerja untuk menemukan lokasi objek. Yang bekerja dalam hal ini adalah mata. Gerakan ini dimulai pada saat mata bergerak mencari objek dan berakhir bila objek sudah ditemukan.
2. Memilih (Select)
Memilih merupakan gerakan untuk menemukan suatu objek yang tercampur. Tangan dan mata adalah dua bagian badan yang digunakan untuk melakukan gerakan ini. Therblig ini dimulai pada saat tangan dan mata mulai memilih dan berakhir bila objek sudah ditemukan.
3. Memegang (Grasp)
Memegang adalah elemen gerakan tangan yang dilakukan dengan menutup jari-jari tangan pada objek yang dikehendaki dalam suatu operasi kerja. Elemen Therblig ini biasanya didahului oleh gerakan menjangkau dan dilanjutkan dengan gerakan membawa.
4. Menjangkau (Reach)
Pengertian menjangkau dalam Therblig adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati maupun menjauhi objek. Gerakan ini biasanya didahului oleh gerakan melepas dan diikuti oleh gerakan memegang.
5. Membawa (Move)
Elemen gerak membawa juga merupakan gerak perpindahan tangan, hanya dalam gerakan ini tangan dalam keadaan dibebani. Gerakan membawa biasanya didahului oleh gerakan memegang dan dilanjutkan dengan gerakan melepas. Therblig ini mulai dan berakhir pada saat yang sama dengan menjangkau, karena itu faktor-faktor yang mempengaruhi waktu geraknya pun hampir sama yaitu jarak pindah dan macamnya.
6. Memegang untuk Memakai (Hold)
Pengertian memegang untuk memakai disini adalah memegang tanpa menggerakkan objek yang dipegang tersebut. Perbedaan dengan elemen gerak memegang, tangan memegang objek dan
dilanjutkan dengan gerakan membawa, sedangkan elemen gerakan memegang untuk memakai ini terjadi dimana tangan yang satu melakukan gerak kerja memegang dan mengontrol objek sedangkan tangan yang lain melakukan kerja terhadap objek tersebut.
7. Melepas (Release)
Elemen gerak melepas terjadi pada saat tangan operator melepaskan kembali objek yang dipegang sebelumnya. Dengan demikian elemen gerak ini diawali sesaat jari-jari tangan membuka lepas dari objek yang dibawa dan berkahir begitu semua jari jelas tidak menyentuh atau memegang objek lagi.
8. Mengarahkan (Position)
Mengarahkan adalah elemen gerakan Therblig yang terdiri dari menempatkan objek pada lokasi yang dituju secara tepat. Gerakan ini biasanya didahului oleh gerakan membawa dan diikuti oleh gerakan merakit atau melepas. Gerakan dimulai sejak tangan memegang/mengontrol objek tersebut ke arah lokasi yang dituju dan berakhir pada saat gerakan merakit atau melepas/memakai dimulai.
9. Mengarahkan Sementara (Pre position)
Mengarahkan sementara merupakan elemen gerak mengarahkan objek pada suatu tempat sementara. Tujuan dari gerakan ini adalah untuk memudahkan pemegangan apabila objek tesebut akan dipakai kembali.
10. Pemeriksaan (Inspect)
Therblig ini merupakan pekerjaan memeriksa objek untuk mengetahui apakah objek telah memenuhi syarat-syarat tertentu atau belum. Elemen gerakan ini dapat berupa gerakan melihat seperti memeriksa warna, meraba seperti memeriksa kehalusan permukaan, mencium, mendengarkan dan kadang-kadang merasa dengan lidah.
11. Perakitan (Assemble)
Perakitan adalah gerakan untuk menggabungkan satu objek dengan objek yang lain menjadi satu kesatuan. Gerakan ini biasanya didahului oleh gerakan membawa atau mengarahkan dan dilanjutkan oleh therblig melepas.
12. Lepas Rakit (Disassemble)
Therblig ini merupakan kebalikan dari Therblig di atas, disini dua bagian objek dipisahkan dari satu kesatuan. Gerakan ini biasanya didahului oleh gerakan memegang dan dilanjutkan oleh membawa atau bisa juga dilanjutkan oleh melepas.
13. Memakai (Use)
Yang dimaksud dengan memakai disini adalah bila satu tangan atau kedua-duanya dipakai untuk menggunakan alat.
14. Kelambatan yang Tak Terhindarkan (Unavoidable delay)
Kelambatan yang dimaksudkan disini adalah kelambatan yang diakibatkan oleh hal-hal yang terjadi di luar kemampuan mengendalikan pekerja. Hal ini timbul karena ketentuan cara kerja yang mengakibatkan satu tangan menganggur sedangkan tangan lainnya bekerja.
15. Kelambatan yang dapat Dihindarkan (Avoidable delay)
Kelambatan ini disebabkan oleh hal yang ditimbulkan sepanjang waktu kerja oleh pekerjanya sendiri baik disengaja maupun tidak disengaja.
16. Merencana (Plan)
Merencana merupakan proses mental, dimana operator berpikir untuk menentukan tindakan yang akan diambil selanjutnya.
17. Istirahat untuk Menghilangkan Fatigue (Rest to Overcome Fatigue)
Hal ini tidak terjadi pada setiap siklus kerja, tetapi terjadi secara periodik. Waktu untuk memulihkan lagi kondisi badannya dari rasa fatigue sebagai akibat kerja berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu pekerjanya.
Di dalam menganalisa dan mengevaluasi metode kerja untuk memperoleh metode kerja yang lebih efisien, maka perlu mempertimbangkan prinsip-prinsip ekonomi gerakan. Prinsip ekonomi gerakan ini bisa dipergunakan untuk menganalisa gerakan-gerakan kerja setempat yang terjadi dalam sebuah proses kerja dan bisa juga untuk kegiatan-kegiatan kerja yang berlangsung secara menyeluruh dari satu proses ke proses kerja yang lainnya.
1) Prinsip ekonomi gerakan dihubungkan dengan pemakaian bagian tubuh : a. Kedua tangan digerakkan pada arah yang simetris secara bersamaan b. Gerakan kedua tangan sedapat mungkin dibuat kecil
c. Lebih baik membuat gerakan lengan depan dan tangan daripada gerakan pundak dan lengan atas
d. Menghindari perubahan gerakan arah secara tiba-tiba e. Melakukan gerakan bebas yang tidak dibatasi
f. Menghindari gerakan naik turunnya badan (membungkuk di mana posisi tubuh tidak tegak)
g. Pekerjaan yang dapat dilakukan oleh kaki atau bagian tubuh lainnya sebaiknya tidak dilakukan dengan tangan
2) Prinsip ekonomi gerakan dihubungkan dengan penempatan dan peralatan : a. Peralatan dan material diletakkan di lokasi yang telah ditentukan
b. Peralatan dan material sedapat mungkin diletakkan dekat di depan operator
c. Hindari gerakan ke atas atau ke bawah untuk memindahka benda, dan pindahkan barang secara horizontal
d. Pergunakanlah gaya berat untuk memindahkannya
e. Peralatan dan material diletakkan di tempat dengan kondisi yang terbaik untuk gerakan
f. Ketinggian meja proses kerja disesuaikan dengan tinggi operator dan karakter pekerjaan
g. Berikan penerangan dan pencahayaan yang cocok dengan kerakteristik pekerjaan 3) Pinsip ekonomi gerakan dihubungkan dengan desain peralatan :
a. Hindari gerakan mempertahankan material dan alat dengan tangan
b. Jangan gunakan peralatan yang bersifat umum (multi fungsi), tetapi gunakan peralatan khusus
c. Dua buah alat atau lebih sebaiknya digabungkan menjadi satu
d. Handle yang memerlukan tenaga sebaiknya dirancang agar keseluruhan telapak tangan dapat memegang dengan baik
Dalam menganalisa gerakan kerja seringkali dijumpai kesulitan dalam menentukan batas-batas suatu elemen Therblig dengan elemen Therblig lainnya karena waktu gerakan kerja terlalu singkat. Demikian juga sering kali kita jumpai bahwa elemen Therblig itu sendiri dengan singkat pelaksanaanya sehingga sangat sulit untuk diamati secara visual. Analisa gerakan kerja dengan
rekaman film (studi gerakan mikro/ micromotion study) dilakukan dengan merekam gerakan-gerakan kerja dengan menggunakan rekaman film dan segala perlengkapannya. Hasil rekaman yang diambil dapat diputar ulang sehingga analisis gerakan kerja bisa dilakukan dengan lebih teliti.
Dalam Barnes (1976), American Society of mechanical Engineers telah menetapkan lima standar simbol. Simbol ini telah telah dimodifikasi dengan menyingkat simbol dari Gilbreth yaitu panah digantikan dengan lingkaran kecil dan tambahan simbol baru untuk menandai waktu menunggu. Berikut ini adalah kelima simbol tersebut :
• Operasi. Operasi terjadi ketika objek dirubah dari sifat atau karakteristik aslinya.
• Transportasi. Terjadi ketika benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari
operasi.
• Pemeriksaan. Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik segi kualitas atau kuantitas.
• Menunggu. Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu.
• Penyimpanan. Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang lama.
4. Stopwatch
Stopwatch digunakan untuk melihat dan menghitung waktu pada elemen kerja yang terlihat dalam video untuk selanjutnya dicatat dan dianalisis di software spreadsheet. Stopwatch yang digunakan adalah stopwatch digital seperti terlihat pada Gambar 2.
Gambar 2. Digital Stopwatch
Seperangkat komputer digunakan untuk menyimpan dan menampilkan video yang terekan oleh Digital video camera agar analisis gerakan dapat dilakukan dengan lebih teliti.
3. Seperangkat komputer
3.2
PERALATAN
Bahan yang digunakan pada penelitian ini adalah sebagai berikut :
3.1
WAKTU DAN LOKASI PENELITIAN
Penelitian dilaksanakan dari bulan April sampai dengan September 2011. Penelitian dilaksanakan di tiga lokasi penggilingan padi, yaitu dua di penggilingan padi Situ Gede untuk skala kecil dan di penggilingan padi PDS, Subang untuk skala besar.
Pengambilan data dilakukan pada proses penggilingan padi yang terdiri dari proses penjemuran, pemecahan kulit dan penyosohan.
Digital video camera digunakan untuk merekam setiap proses kegiatan yang akan disimpan dalam bentuk video. Digital video camera yang digunakan dapat dilihat pada Gambar 1.
2. Digital video camera
Alat tulis dan catatan lapang digunakan untuk mencatat hasil-hasil pengamatan dan segala data informasi yang dibutuhkan langsung di lapangan.
1. Alat tulis dan catatan lapang
III. METODOLOGI
Cara pengambilan datanya adalah dengan merekam menggunakan video camera pada saat pekerja melakukan kegiatannya. Hasil rekaman berupa video diputar menggunakan seperangkat komputer. Video yang berisi gerakan pekerja dianalisis elemennya dan dihitung waktunya menggunakan stopwatch lalu dicatat dalam time and motion sheet agar diperoleh waktu yang pantas untuk tiap elemen. Time motion sheet dapat dilihat pada Gambar 3.
1. Tahap Pendahuluan
Dalam tahap pendahuluan didapatkan pengukuran waktu yang pantas diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Terlebih dahulu dilakukan pemilihan pekerjaan yang akan diukur, kemudian dilakukan penentuan terhadap elemen-elemen kerja dari setiap tahap proses produksi agar dapat ditentukan tititk awal dan titik patah dari setiap elemen. Ada beberapa alasan yang menyebabkan pentingnya melakukan penguraian pekerjaan atas elemen–elemennya, pertama adalah untuk memperjelas catatan tentang cara kerja yang dibakukan, kedua adalah untuk memungkinkan melakukan penyesuaian bagi setiap elemen karena keterampilan bekerja operator belum tentu sama untuk semua bagian dari gerakan–gerakan kerjanya, ketiga adalah untuk
3.3.2 Tahapan Penelitian
3.3.1 Pengambilan Data
3.3 METODE PENELITIAN
5. Software spreadsheetSoftware spreadsheet digunakan untuk mencatat, menghitung dan menganlisa data waktu yang telah didapat dari video.
Data yang diperlukan adalah proses penggilingan, metode kerja, lama waktu penyelesaian setiap kegiatan dan jumlah tenaga kerja. Pengambilan data dilakukan dengan cara merekam semua proses pengilingan, pengamatan langsung dan pencatatan data. Dalam metode ini juga diamati mengenai tingkat kenyamanan untuk mengetahui keadaan pekerja yang dipengaruhi oleh lingkungan dan juga tingkat kelelahan serta faktor ergonomika yang lainnya.
6. Meteran
Meteran digunakan untuk mengukur jarak dan tata letak dari penggilingan padi.
Subjek penelitian yang dilibatkan dalam penelitian ini adalah pekerja pria pada tiap skala penggilingan padi tanpa adanya kriteria tertentu. Subjek penelitian yang dianalisa adalah pekerja yang sedang bekerja terhadap alat yang digunakan dan terekam oleh video.
Elemen Kerja :
Video : Satuan :
No Elemen Siklus Rataan
1 2 3
4. Tahap Analisis
Analisis yang dilakukan adalah analisis gerak dan analisis waktu. Analisis dilakukan terhadap metode kerja yang telah ada. Metode kerja dilihat dalam serangkaian gerakan yang pada akhirnya akan membentuk satu siklus kerja. Siklus kerja tersebut akan diuraikan ke dalam elemen-elemen gerak berdasarkan 17 gerakan THERBLIGS. Penguraian siklus kerja tersebut merupakan langkah awal untuk mendapatkan rangkaian kerja yang lebih efisien. Waktu standar yang dijadikan acuan adalah waktu standar yang telah ditetapkan oleh perusahaan, kemudian dibandingkan dengan pengamatan yang dilakukan secara langsung. Diagram alir untuk mendapatkan waktu standar dapat dilihat pada Gambar 4.
3. Tahap Pengolahan Data
Data-data yang diperoleh dari video dan tercatat dalam Time and Motion sheet diolah dan dianalisis menggunakan software spreadsheet. Data yang diperoleh dapat dilihat pada Lampiran 1-14.
2. Tahap Pengukuran
Digital Video Camera digunakan untuk merekam setiap bagian dari proses penggilingan untuk dianalisis studi gerak dan waktunya. Perekaman video dilakukan secara tersembunyi agar tidak mempengaruhi ketegangan pekerja saat bekerja. Pencatatan dilakukan terhadap waktu kegiatan baik secara kontinyu atau berulang. Kondisi kerja, lingkungan, dan tata letak tempat pekerjaan dicatat selama terjadi pengukuran kerja untuk keperluan menentukan waktu penyesuaian dan kelonggaran.
memudahkan mengamati terjadinya elemen yang tidak baku yang mungkin saja dilakukan pekerja. Alasan keempat adalah untuk memungkinkan dikembangkannnya data waktu standar di tempat kerja yang bersangkutan.
Gambar 4. Diagram alir dalam pengukuran untuk mendapatkan waktu standar. Mencatat waktu kerja dan pola kerja dari video
Mulai
Hambatan yang tak terhindarkan
Waktu Standar
Mempelajari metode kerja dan memecahkan masalah operasi ke dalam elemen kerja
Selesai
Waktu normal Kelonggaran
Pribadi
Merekam proses kerja dengan Digital Video Camera Mempelajari Perusahaan secara umum, proses produksi, sketsa
5. Tahap Perbaikan
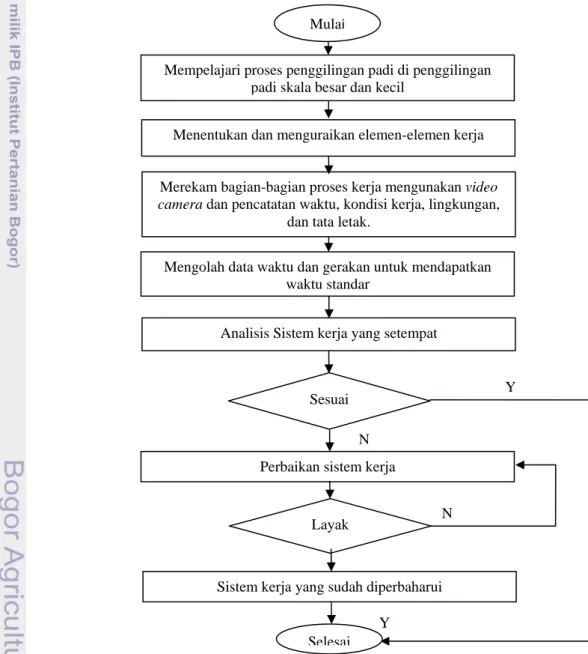
Setelah didapatkan pengukuran waktu baku, maka tahap yang selanjutnya dilakukan adalah menganalisa apakah sistem kerja yang sebelumnya sudah baik atau belum. Hal ini dilakukan dalam rangka meningkatkan produktivitas serta tujuan paling utama adalah kenyamanan kerja yang dapat meningkatkan motivasi dari pekerja. Perbaikan yang mungkin dilakukan adalah menghilangkan operasi-operasi yang tidak perlu, menggabungkan suatu operasi dengan operasi lainnya, menemukan suatu urutan-urutan proses produksi yang lebih baik, menentukan mesin atau peralatan yang lebih ekonomis, menghilangkan waktu menunggu antara operasi, dan menemukan gerakan dengan beban yang lebih kecil. Perbaikan sistem kerja diharapkan dapat meningkatkan kualitas produk yang dihasilkan karena kebersihan terjamin, pekerja bekerja secara teratur dan waktu menunggu berkurang. Dengan meningkatkan kualitas ini diharapkan produk dapat dipasarkan lebih luas sehingga meningkatkan keuntungan (Alwi dalam Anggraini, 2006). Diagram alir metode penelitian dapat dilihat pada Gambar 5.
Mulai
Sesuai
Perbaikan sistem kerja
Layak
Sistem kerja yang sudah diperbaharui Y
N
Selesai
N
Y Analisis Sistem kerja yang setempat
Merekam bagian-bagian proses kerja mengunakan video camera dan pencatatan waktu, kondisi kerja, lingkungan,
dan tata letak.
Mengolah data waktu dan gerakan untuk mendapatkan waktu standar
Mempelajari proses penggilingan padi di penggilingan padi skala besar dan kecil
Menentukan dan menguraikan elemen-elemen kerja
IV. HASIL DAN PEMBAHASAN
4.1 PROSES PENGGILINGAN PADI
Proses penggilingan padi terdiri dari proses penjemuran, pemecahan kulit, penyosohan dan pengemasan pada penggilingan besar. Kegiatan penggilingan tersebut dilakukan dengan menggunakan mesin dan tenaga manusia. Pembahasan proses kegiatan yang dilakukan pada penggilingan padi dibagi sesuai skalanya yaitu penggilingan padi skala kecil dan besar. Penelitian di Penggilingan padi kecil dilakukan pada dua lokasi yaitu penggilingan padi Lokasi A dan penggilingan padi Lokasi B daerah situ gede darmaga, Bogor sedangkan penggilingan padi besar dilakukan di penggilingan padi PDS, Subang. Perbedaan setiap penggilingan padi dapat dilihat pada Tabel 2.
Tabel 2. Perbedaan spesifikasi lokasi penggilingan padi
Spesifikasi Lokasi A Lokasi B PDS, Subang
Kapasitas giling dan
sosoh 110 kg beras/jam 180 kg beras/jam 1500 kg beras/jam Kapasitas lapangan
penjemuran 1.5 ton GKP 1.5 ton GKP 24 ton GKP
Jumlah pekerja 3 orang 3 orang 18 orang
Alsintan yang
digunakan Husker, polisher Husker, polisher
Paddy cleaner, dua husker, dua polisher, paddy separator, rice
grader, alat jahit karung, elevator Sistem penggilingan diskontinyu diskontinyu modifikasi kontinyu
4.1.1 Proses Penggilingan Padi Skala Kecil
Penggilingan skala kecil ini dibagi menjadi tiga proses kegiatan utama yaitu pengeringan dengan matahari, pemecahan kulit dengan mesin pemecah kulit (husker) dan penyosohan dengan mesin penyosoh (polisher). Penggilingan padi yang diteliti dilakukan pada penggilingan padi skala kecil Lokasi A dengan kapasitas mesin menghasilkan 110 kg beras/jam dan penggilingan kecil Lokasi B dengan kapasitas mesin menghasilkan 180 kg beras/jam. Rendemen rata-rata penggilingan padi Lokasi A dan Lokasi B adalah 50% yang diperoleh dari pengujian organisasi kelompok tani sehingga kapasitas mesin untuk Lokasi A adalah 220 kg gabah/jam dan untuk Lokasi B sebesar 360 kg gabah/jam.
Proses penjemuran merupakan proses penurunan kadar air gabah basah sampai nilai tertentu sehingga didapat gabah kering siap giling atau aman disimpan dalam waktu yang lama. Proses penjemuran pada penggilingan kecil diawali pada pagi hari pukul 07.00 WIB dimana pekerja mulai dengan mengangkut karung gabah dari gudang penyimpanan untuk diletakkan pada lantai jemur yang beralaskan semen datar. Karung-karung gabah diletakkan pada lantai jemur dan disusun merata pada keseluruhan lantai jemur. Pekerja lalu memotong dan melepas tali karung agar karung terbuka. Gabah dalam karung lalu ditumpahkan dan diratakan dengan menggunakan garuk kayu. Gabah yang sudah tersebar dibersihkan dari kotoran yang terbawa dari petani dengan menggunakan sapu lidi. Gabah
Pekerja mengangkut karung gabah dari gudang penyimpanan
Pekerja Mengangkut dan meletakkan karung
Pekerja memotong dan melepas tali karung Pekerja menumpahkan
gabah dari karung ke lantai jemur Pekerja meratakan
gabah keseluruh lantai jemur
Pekerja memberishkan gabah dari kotoran
yang terbawa Pekerja membalikan gabah agar keseluruhan gabah Mulai Selesai
yang sudah terjemur dan bebas dari kotoran lalu dijemur dan dibalikan setiap 45 hingga 1 jam sekali atau saat gabah sudah terlihat menguning. Diagram alir proses penjemuran terlihat pada Gambar 6.
Gambar 6. Urutan proses penjemuran gabah di penggilingan skala kecil
Pada proses pemecahan kulit di penggilingan padi skala kecil diawali dengan mengangkut gabah kering dalam karung yang sudah dijemur sebelumnya. Karung gabah lalu dibuka dengan memotong talinya lalu menuang isi karung berisi gabah kedalam hopper pada mesin husker. Output gabah dari mesin husker yang tertampung dalam wadah dilihat dan dikontrol kualitasnya. Kualitas gabah dalam wadah penampung yang belum maksimal dimasukkan kembali kedalam mesin husker sedangkan wadah yang berisi gabah yang sudah maksimal diangkut dan diletakkan pada polisher atau langsung dituang kedalam hopper polisher. Diagram alir proses pemecahan kulit dapat dilihat pada Gambar 7.
Gambar 7. Urutan proses pemecahan kulit gabah di penggilingan skala kecil Pekerja mengatur
wadah penampung untuk ouput gabah pecah kulit dari mesin
Pekerja mengangkut wada ke dekat mesin penyosoh
Mulai
Gabah pecah kulit sudah maksimal
h
Pekerja mengangkat gabah dari gudang dan membuka
talinya
Selesai
Gabah pecah kulit Belum maksimal
Pekerja mengontrol kualitas dari beras pecah
kulit yang dihasilkan
Pekerja mengangkut karung dan dan memuat
Pada proses penyosohan di penggilingan padi skala kecil proses diawali dengan mengangkat dan menuang gabah pecah kulit hasil husking kedalam huller pada polisher. Output dari mesin penyosoh yang masuk kedalam wadah sementara dilihat dan dikontrol kualitasnya. Untuk beras yang belum maksimal kembali dimasukkan kedalam polisher untuk disosoh ulang, sedangkan beras sosoh yang sudah maksimal dimasukkan kedalam karung. Karung yang sudah penuh lalu ditimbang dan diikat dengan menggunakan tali dan jarum. Diagram alir proses penyosohan dapat dilihat pada Gambar 8.
Gambar 8. Urutan proses penyosohan beras pecah kulit di penggilingan skala kecil
Tata letak penggilingan padi pada proses pemecahan kulit dan penyosohan skala kecil Lokasi A dan Lokasi B sama yaitu terdiri dari satu unit husker dan satu unit polisher yang terletak berdampingan dan dikerjakan oleh dua orang pekerja. Tata letak penggilingan kecil dapat dilihat pada gambar 9.
Gambar 9. Tata letak proses pemecahan kulit dan penyosohan di penggilingan kecil
4.1.2 Proses Penggilingan Padi Skala Besar
Pada proses penjemuran pada penggilingan besar di PDS, Subang dilakukan pada lantai jemur yang beralas semen berbentuk baris-baris gelombang dengan kapasitas jemur 20 ton seperti terlihat pada Gambar 10. Proses penjemuran diawali dengan pengangkutan karung berisi gabah dari tempat
Beras belum maksimal
Beras sudah maksimal Pekerja mengangkat dan
memuat beras pecah kulit kedalam hopper mesin
penyosoh
Pekerja mengontrol kualitas beras yang
dihasilkan
Pekerja mengikat karung beras yang sudah
ditimbang
Pekerja memasukkan output beras kedalam karun Mulai Selesai g untuk ditimbang Pekerja Tumpukan karung gabah Husker Polisher Pekerja Keterangan : : arah proses
penyimpanan karung gabah ke lantai jemur. Karung gabah disusun membentuk baris agar menyebar keseluruh lantai jemur saat ditumpahkan. Karung gabah yang sudah tersebar keseluruh lantai jemur dipotong talinya hingga karung terbuka lalu gabah ditumpahkan ke lantai jemur. Setelah seluruh karung di lantai jemur sudah ditumpahkan lalu diratakan menggunakan alat garuk yang terbuat dari kayu. Perataan gabah menggunakan garuk kayu dilakukan untuk meratakan tumpahan gabah dari karung ke seluruh lantai jemur sehingga penyebaran panas dari sinar matahari pada gabah maksimal.
Gambar 10. Lantai jemur bergelombang di penggilingan padi skala besar PDS, Subang Proses yang dilakukan setelah seluruh gabah sudah merata di lantai jemur adalah proses pembalikan gabah. Pembalikan gabah diawali dengan mengumpulkan gabah yang sedang dijemur dengan garuk kayu hingga membentuk tumpukan baris gabah, seperti terlihat pada Gambar 12. Penumpukan gabah mengakibatkan bagian alas semen yang awalnya tertutup gabah basah menjadi terbuka dan terkena panas matahari secara langsung sehingga alas semen menjadi kering dan panas kembali. Pada saat lantai semen sudah dirasa cukup panas maka tumpukan gabah diratakan kembali sehingga gabah yang sebelumnya dibawah atau belum terkena panas matahari menjadi tertukar dengan gabah yang sudah tersinari panas matahari secara langsung, proses perataan gabah dapat dilihat pada Gambar 13. Proses pembalikan gabah dilakukan setiap 40 menit hingga 1 jam sekali atau 6-8 kali sehari dari pukul 8.00 hingga pukul 17.00 dengan tempering time pukul 10.00- 14.00 agar gabah yang terkena panas matahari lebih merata. Diagram proses penjemuran dapat dilihat pada Gambar 11.
Gambar 11. Diagram alir proses penjemuran di penggilingan padi skala besar Pekerja mengangkut
karung gabah dari penyimpanan ke lantai
Pekerja membuka tali karung dan menumpahkan Mulai
Pekerja meratakan tumpahan gabah keseluruh lantai jemur Pekerja membalikan gabah
dengan cara mengumpul dan menyebar secara
Pekerja menyiapkan karung dan memasukan
gabah kerin bergantian
Pekerja membalikan gabah dengan cara mengumpul
dan menyebar secara bergantian
g kedalam
Pekerja menjahit karung dan mengangkutnya ke
tempat penyimpanan
Pada proses pemecahan kulit di penggillingan skala besar PDS, dilakukan proses pemecahan kulit gabah hingga kulit terlepas dan menjadi beras pecah kulit. Pada proses ini gabah dimasukkan kedalam kotak penampung seperti terlihat pada Gambar 14 yang berhubungan langsung dengan elevator lalu gabah masuk kedalam paddy cleaner untuk memisahkan gabah hampa dan kotoran lainnya. Kotoran dipisah dan ditampung dalam karung sedangkan gabah masuk kedalam Rice Husker 1 dan 2 untuk proses pemecahan kulit. Sisa dari hasil pemecahan kulit berupa sekam dipisahkan oleh blower dan ditampung di ruangan penampung sekam melalui pipa. Beras pecah kulit hasil pemecahan lalu diangkat oleh elevator dan masuk kedalam paddy separator untuk memisahkan beras pecah kulit dengan gabah yang tercampur. Gabah yang masih tercampur ditampung dalam wadah lalu dimasukkan kedalam Rice Husker 2 untuk dilakukan proses pemecahan kulit kembali, Rice Husker 1 dan 2 dapat dilihat pada Gambar 15.
Pada lokasi penjemuran, suhu cukup tinggi dengan kisaran 30°C - 49°C sehingga dapat ditahan maksimal 1 jam dan jauh diatas tingkat kemampuan fisik dan mental pekerja sesuai dengan Tabel 3. Suhu yang tinggi akan membuat pekerja merasa tidak nyaman dan cepat lelah. Para pekerja sebaiknya menggunakan pakaian yang dapat menutup seluruh tubuh berbahan tipis dan menggunakan penutup kepala seperti topi yang lebar. Pakaian tersebut dimaksudkan agar tubuh pekerja tidak tersengat matahari secara langsung sehingga tidak membuat pekerja kepanasan dan menimbulkan kelelahan fisik.
di penggilingan padi skala besar PDS penggilingan padi skala besar PDS
Gambar 12. Contoh proses pengumpulan gabah Gambar 13. Contoh proses perataan gabah di
Temperatur Akibat yang ditimbulkan
± 49°C Temperatur yang dapat ditahan sekitar 1 jam, tetapi jauh di atas tingkat kemampuan fisik dan mental
± 30°C Aktivitas mental dan daya tanggap mulai menurun dan cenderung untuk membuat kesalahan dalam pekerjaan, timbul kelelahan fisik
± 24°C Kondisi paling nyaman bagi pekerja ± 10°C Kelakuan fisik yang ekstrim mulai muncul Sumber : Nurmianto, Eko (2004)
Hal ini disebabkan rancangan awal penggilingan yang awalnya dirancang untuk menggunakan paddy separator mekanis, namun yang digunakan adalah paddy separator tipe mesh sedangkan paddy separator mekanis sendiri tidak digunakan. Beras pecah kulit yang telah melewati Paddy Separator diangkat elevator dan langsung masuk kedalam Rice Polisher pertama. Proses penyosohan ini memanfaatkan gesekan antar butiran untuk membuang lapisan aleuron yang menempel pada beras agar dihasilkan beras yang bening. Selama penyosohan, terjadi penekanan terhadap butir beras sehingga terjadi butir patah dan menir. Menir merupakan kelanjutan dari butir patah menjadi bentuk yang lebih kecil daripada butir patah (Damardjati, 1988). Setelah melewati Rice Polisher pertama, beras kembali diangkat oleh elevator dan masuk kedalam Rice Polisher kedua untuk proses penyosohan kembali agar hasil lebih maksimal dan langsung masuk kedalam Rice Grader untuk memisahkan antara butir kepala dengan butir patah dan menir. Butir kepala selanjutnya masuk ke proses pengemasan sedangkan menir dan butir patah yang dipisahkan ditampung dengan wadah lalu disaring lagi menggunakan mesh untuk memisahkan butir kepala yang tercampur dan beras patah yang masih dapat diterima standar kualitas penggilingan. Beras yang sudah melalui Rice Grader masuk kedalam karung hingga karung terisi penuh. Karung yang sudah penuh kemudian diangkat keatas timbangan untuk diukur beratnya dan karung baru disiapkan sebagai pengganti karung yang Beras pecah kulit yang telah melewati paddy separator tipe mesh seharusnya dapat langsung masuk dan diangkat kembali oleh elevator, namun output dari paddy separator dengan elevator sendiri memiliki jarak sehingga perlu ada pekerja tambahan untuk menarik dan mendorong output gabah masuk kedalam elevator menggunakan alat garuk kayu seperti terlihat pada Gambar 16.
penggilingan padi PDS, Subang PDS, Subang
Gambar 14. Kotak Penampung Gabah di Gambar 15. Husker 1 dan 2 penggilingan padi
penuh. Berat beras disesuaikan dengan berat yang ditentukan dengan mengurangi beras jika berat lebih dan menambah beras jika berat kurang. Beras yang ditambahkan diambil dari beras yang tercecer pada saat pergantian karung. Karung yang sudah berisi beras dengan berat yang ditentukan lalu dijahit bagian penutupnya dengan alat jahit semi mekanis. Karung beras yang sudah dijahit lalu diangkut dan disusun dengan susunan kunci lima di tempat penyimpanan sementara sebelum diangkut menggunakan truk atau container. Diagrarm alir proses pemecahan kulit hingga pengemasan dapat dilihat pada Gambar 17 dan tata letak pekerja dapat dilhat pada Gambar 18.
Beras Karung Beras Pengemasan Selesai Penyusunan karung beras Penimbangan Dedak Dedak Sekam Sekam Beras pecah ukuran besar Sampah dan kotoran GKG Mulai Paddy Cleaner Paddy Separator Polisher 1 Gabah Pecah kulit Husker 1 Husker 2 Menir dan beras pecah Mesh Polisher 2 dan Rice grader
Gambar 17. Diagrarm alir proses pemecahan kulit hingga pengemasan
: Arah proses : Hasil samping Keterangan : Gabah pecah kulit yang belum sempurna Menir dan beras pecah ukuran kecil
Pekerja Pekerja Pekerja Pekerja Pekerja Pekerja Tumpukan karung beras Tumpukan karung gabah Penampung gabah Paddy cleaner Husker 1 Husker 2 Polisher 2 Rice grader Timbangan Polisher 1 : Arah proses Paddy separator tipe mesh Keterangan : : Elevator
Gambar 18. Tata letak proses pemecahan kulit dan penyosohan di penggilingan besar
Daerah sekitar Rice Husker memiliki intensitas debu halus cukup besar dikarenakan lubang pemasukan pipa pembuangan sisa pemecahan kulit kedalam penampung terlalu besar sehingga debu dapat keluar pada saat proses pemecahan kulit berlangsung. Debu juga dapat beterbangan di udara karena adanya benturan sesama bulir padi ataupun adanya benturan antara padi dengan dasar inlet huller rice. Debu yang terhirup oleh pekerja dapat menyebabkan gangguan pada fungsi paru dan kemungkinan mengidap penyakit menular ISPA (infeksi saluran pernafasan atas). Debu yang dihasilkan dari proses pemecahan kulit padi perlu dihilangkan untuk menghindarkan tenaga kerja dari penurunan fungsi paru. Salah satu cara untuk menurunkan debu adalah menggunakan wet scrubber. Suatu scrubber berbentuk silender dengan tinggi 70 cm dan diameter 5 cm yang di dalamnya ditambahkan media berpori dan penyemprotan embun air dapat menurunkan partikel yang berbentuk aerosol (Ciborowski dan Hulewich, 1970). Partikel kecil yang berbentuk powder telah berhasil diturunkan dalam udara dengan menggunakan air yang disemprotkan melalui nozzle (Rambali, 2002). Cara yang lain juga dapat dilakukan dengan mengisolasi ruangan penampung sisa pemecahan kulit dengan ruangan penggilingan. Pekerja sebaiknya menggunakan masker khusus yang dapat menyaring debu dan tidak mempersulit bernafas.
Ruangan pemecahan kulit beralaskan keramik dan semen yang selalu terasa getaran pada saat proses berlangsung. Getaran tersebut berasal dari getaran yang dihasilkan mesin terutama engine berbahan bakar solar sebagai sumber tenaga penggerak utama mesin penggilingan. Menurut Wignjosoebroto (2003) ruangan yang selalu bergetar dirasa kurang baik karena dapat menghilangkan konsentrasi pekerjanya bila terlalu lama berada di ruangan tersebut. Getaran yang dirasakan pekerja dalam jangka waktu yang lama tersebut mengakibatkan tubuh pekerja merasa selalu bergetar. Untuk mengurangi getaran sebaiknya engine dan bagian transmisi diberi dudukan (engine mounting) menggunakan material elastis yang dapat meredam getaran.
4.2 ANALISIS GERAKAN DAN WAKTU
Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu baku penyelesaian suatu pekerjaan guna memilih alternatif metoda kerja yang terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan.
Definisi Pekerjaan
Pada penelitian ini, metode yang digunakan untuk pengukuran waktu kerja adalah dengan teknik micromotion study. Metode ini baik sekali diaplikasikan untuk meneliti siklus operasi kerja yang pendek, berlangsung secara berulang-ulang dan dilaksanakan secara manual. Menurut Wignjosoebroto (2003) aktivitas pengukuran kerja ini memiliki kriteria-kriteria pekerjaan yang harus dipenuhi, yaitu :
a. Pekerjaan tersebut harus dilaksanakan secara repetitive dan uniform. b. Isi atau macam pekerjaan itu harus homogen.
c. Hasil kerja (output) harus dapat dihitung secara nyata (kuantitatif) baik secara keseluruhan ataupun untuk tiap-tiap elemen kerja yang berlangsung.
d. Pekerjaan tersebut cukup banyak dilaksanakan dan teratur sifatnya sehingga akan memadai untuk diukur dan dihitung waktu bakunya.
Sesuai dengan batasan masalah yang diuraikan di depan, bahwa proses penggilingan padi merupakan proses yang terdiri dari proses penjemuran yang diawali dari pengangkutan karung gabah hingga pembalikan gabah, proses pemecahan kulit yang diawali dengan penuangan gabah dari karung