4.1 Pernyataan Misi
Awal dari tahapan proses perancangan dan pengembangan produk adalah dibuatnya pernyataan misi, yang mana pernyataan misi ini memuat uraian produk dan sasaran bisnis utama dari boks sepeda motor yang akan dikembangkan. Pasar utama dari produk ini adalah pengguna motor jenis lelaki seperti Honda Tiger, Suzuki Thunder yang mana pada sepeda motornya tidak terdapat bagasi untuk jas hujan.tetapi merasa enggan menggunakan boks yang beredar dipasaran saat ini dikarenakan ukuran dari boks yang ada mengganggu kemudahan dalam berkendara. Lalu untuk asumsi dan batasan, produk ini akan diproduksi oleh CV. Tunas Metal Kreasi bekerja sama dengan PT. Korea Motor serta akan dipasarkan secara nasional yang mana pada awalnya akan dicoba untuk terlebih dahulu dilemparkan ke pasar DKI Jakarta.
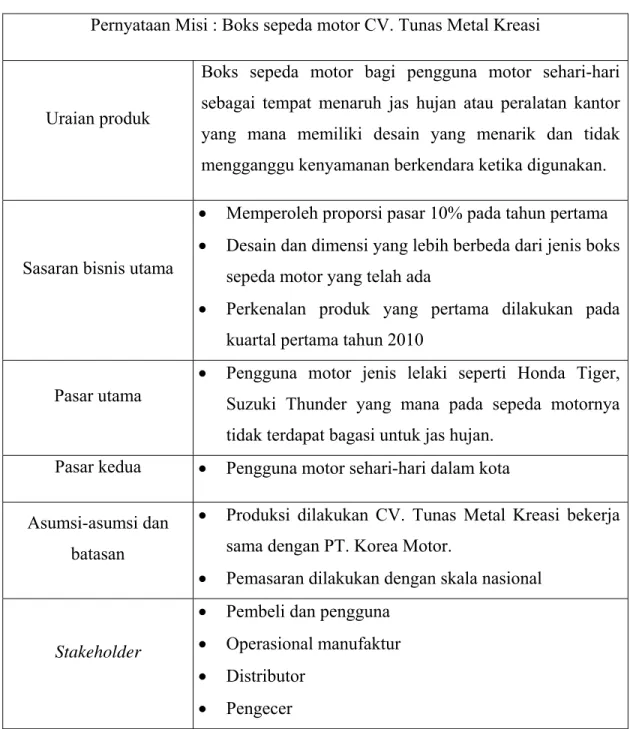
Tabel 4.1 Pernyataan Misi
Pernyataan Misi : Boks sepeda motor CV. Tunas Metal Kreasi
Uraian produk
Boks sepeda motor bagi pengguna motor sehari-hari sebagai tempat menaruh jas hujan atau peralatan kantor yang mana memiliki desain yang menarik dan tidak mengganggu kenyamanan berkendara ketika digunakan.
Sasaran bisnis utama
• Memperoleh proporsi pasar 10% pada tahun pertama • Desain dan dimensi yang lebih berbeda dari jenis boks
sepeda motor yang telah ada
• Perkenalan produk yang pertama dilakukan pada kuartal pertama tahun 2010
Pasar utama
• Pengguna motor jenis lelaki seperti Honda Tiger, Suzuki Thunder yang mana pada sepeda motornya tidak terdapat bagasi untuk jas hujan.
Pasar kedua • Pengguna motor sehari-hari dalam kota Asumsi-asumsi dan
batasan
• Produksi dilakukan CV. Tunas Metal Kreasi bekerja sama dengan PT. Korea Motor.
• Pemasaran dilakukan dengan skala nasional
Stakeholder
• Pembeli dan pengguna • Operasional manufaktur • Distributor
4.2 Identifikasi Kebutuhan Pelanggan
4.2.1 Pengumpulan Data Identifikasi Kebutuhan Pelanggan
Pengumpulan data identifikasi kebutuhan pelanggan dilakukan dengan teknik face to face interview yaitu dengan mendatangi langsung para responden yang merupakan sasaran pengguna utama produk ini. Interview dilakukan dengan menggunakan media kuisioner dilakukan terhadap 100 responden secara random.
Proses ini dilakukan untuk mengetahui hal-hal apa yang pasar inginkan terhadap produk boks sepeda motor yang telah ada, baik kekurangan maupun kelebihannya, serta usulan perbaikan yang diinginkan.
Sampling yang digunakan dalam pengumpulan data identifikasi kebutuhan pelanggan adalah sampling aksidental, yaitu siapa saja yang bertemu dengan peneliti dapat digunakan sebagai sampel, bila dipandang orang yang kebetulan ditemui cocok sebagai sumber data. Disini orang yang dipakai sebagai responden diwajibkan adalah pengendara motor jenis motor lelaki seperti Honda Tiger atau Suzuki Thunder yang mengendarai motornya dalam aktivitas sehari-hari.
Berikut ini contoh format dari angket identifikasi kebutuhan pelanggan : Tabel 4.2 Kuisioner identifikasi kebutuhan pelanggan
Responden : Pewawancara : Alamat : Tanggal :
Telepon : Sekarang menggunakan : Apakah bersedia di follow-up:
Pertanyaan Pernyataan Pelanggan Interprestasi Kebutuhan Pengunaan Tertentu
Hal-hal yang disukai terhadap alat yang
sekarang
Hal-hal yang tidak disukai terhadap alat yang
sekarang Usulan Perbaikan
4.2.2 Menginterpretasikan Data Mentah M enjadi Kebutuhan Pelanggan
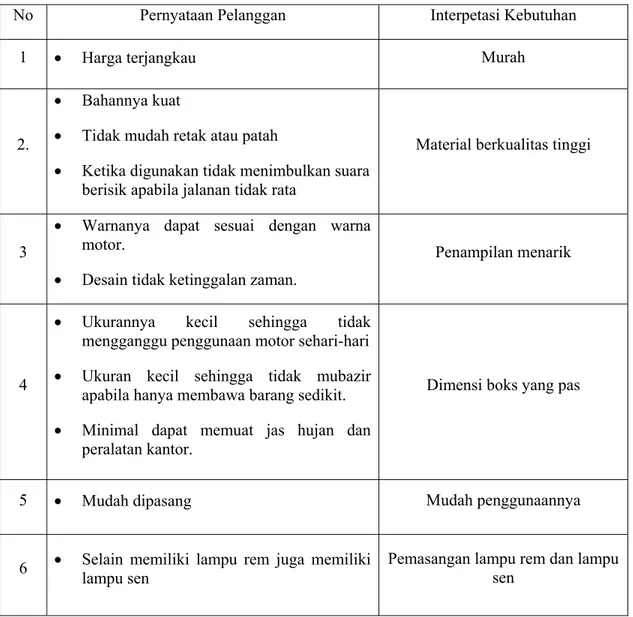
Berdasarkan hasil interview, pernyataan pelanggan yang didapat bisa diinterpretasikan menjadi beberapa kebutuhan. Kemudian interpretasi kebutuhan pelanggan tersebut dirangkum menjadi kebutuhan pelanggan.
Tabel 4.3 Data kebutuhan pelanggan
No Pernyataan Pelanggan Interpetasi Kebutuhan
1 • Harga terjangkau Murah
2.
• Bahannya kuat
• Tidak mudah retak atau patah
• Ketika digunakan tidak menimbulkan suara berisik apabila jalanan tidak rata
Material berkualitas tinggi
3
• Warnanya dapat sesuai dengan warna motor.
• Desain tidak ketinggalan zaman.
Penampilan menarik
4
• Ukurannya kecil sehingga tidak mengganggu penggunaan motor sehari-hari
• Ukuran kecil sehingga tidak mubazir apabila hanya membawa barang sedikit.
• Minimal dapat memuat jas hujan dan peralatan kantor.
Dimensi boks yang pas
5 • Mudah dipasang Mudah penggunaannya
6 • Selain memiliki lampu rem juga memiliki lampu sen
Pemasangan lampu rem dan lampu sen
4.2.3 Menentukan Bobot Kepentingan Kebutuhan Pelanggan
Tahapan selanjutnya adalah menentukan bobot kepentingan dari kebutuhan pelanggan yang telah didapat dengan cara pembagian kuesioner langsung kepada responden. Sebelum melakukan penentuan jumlah sampel terlebih dahulu kita melakukan peramalan untuk mengetahui berapa peningkatan pengguna kendaraan bermotor di DKI Jakarta dari bulan Januari sampai Juni 2008.
(sumber :
Peramalan yang kami lakukan menggunakan metode double exponential smoothing dengan alpha sebesar 0,9. Kami memilih metode ini karena data yang kami dapatkan memiliki jumlah yang cukup besar dan metode ini biasa digunakan untuk peramalan permintaan dengan jumlah data yang cukup besar. Sedangkan alpha 0,9 digunakan karena kami menggunakan metode DES ini untuk peramalan, peramalan membutuhkan nilai alpha yang besar.
Maka untuk penentuan jumlah sampel dengan tingkat kesalahan sebesar 10 % digunakan rumus Slovin, dengan rumus :
100 9902 , 99 ) 2 10 , 0 325 . 024 . 1 1 ( 325 . 024 . 1 ) 2 Ne 1 ( N n = ≈ × + = + = • n = Jumlah sampel • N = Jumlah populasi • E = Tingkat kesalahan 10 %
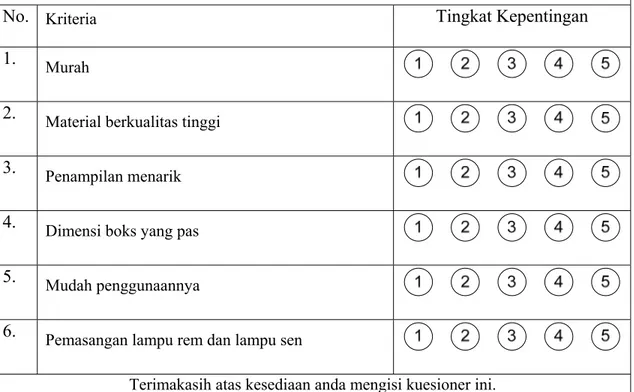
Berikut ini adalah contoh form kuesioner untuk menentukan bobot kepentingan dari kebutuhan pelanggan :
Tabel 4.5 Kuisioner bobot kepentingan kebutuhan Pelanggan
Responden : Alamat : Telepon :
Apakah anda bersedia di follow-up : ya/tidak
Pewawancara : Tanggal :
Berikut ini adalah beberapa kebutuhan pengguna motor terkait dengan produk yang kami kembangkan yaitu boks motor.
Berikanlah tanda (√) pada pilihan tingkat kepentingan pada tiap criteria yang ada. 1 - 5 = sangat tidak penting – sangat penting.
No. Kriteria Tingkat Kepentingan
1. Murah
2. Material berkualitas tinggi
3. Penampilan menarik 4. Dimensi boks yang pas
5. Mudah penggunaannya
6. Pemasangan lampu rem dan lampu sen
Keterangan : 1 = Sangat tidak penting
2 = Tidak penting
3 = Cukup penting
4 = Penting
5 = Sangat Penting
Perhitungan konversi skala :
Bobot = 5
1 5−
= 0.8
Dengan demikian, nilai konversi skalanya adalah sebagai berikut :
1 – 1,8 Ö 1
1,8 – 2,6 Ö 2
2,6 – 3,4 Ö 3
3,4 – 4,2 Ö 4
Dengan menggunakan SPSS dilakukan pengujian data untuk mengetahui validitas dan tingkat reliabilitas data yang telah dikumpulkan. Langkah-langkah penggunaan software SPSS adalah sebagai berikut :
Analyze > Scale > Realibility Analysis
Pada bagian Statistics, aktifkan kotak cek Item, Scale, dan Scale if item deleted. Abaikan pilihan yang lain, klik Continue – OK
Cara membaca output :
Lihat pada bagian Item-total statistic pada kolom Corrected Item Total Correlation, nilai-nilai tersebut menunjukkan nilai korelasi butir-butir pertanyaan terhadap skor totalnya. Nilai hitung tersebut dibandingkan dengan r tabel (lihat ditabel dengan terlebih dahulu mencari df-nya (derajat kebebasan sesuai dengan datanya dan asumsi SPSS akan menggunakan tingkat signifikasi 5%).
Pengambilan kesimpulan jika nilai hitung > dari nilai r-tabel maka butir tersebut dinyatakan valid. Perlu diperhatikan karena data adalah 1 arah (kearah positif) maka nilai hitung yang bernilai negatif otomatis tidak valid. Jika masih ada butir yang tidak valid maka dikeluarkan (klik kana pada nama variabelnya – Clear) kemudian diproses ulang (ulangi langkah Analyze > Scale > Realibility Analysis, dst) sampai mendapatkan semua butir valid. Kemudian untuk menentukan reliabilitas bisa dilihat dari nilai Alpha..
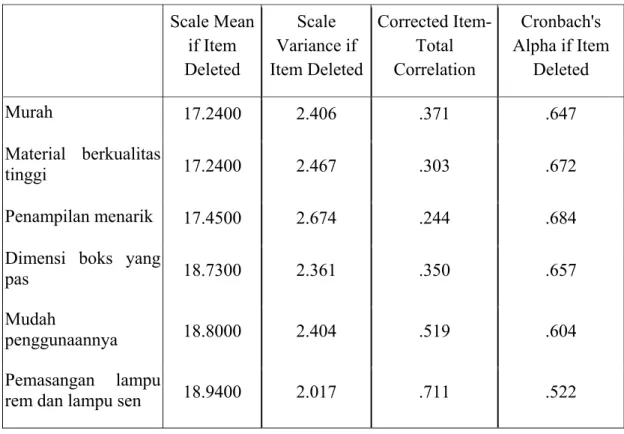
Data dikatakan valid jika nilainya lebih besar dari 0,195 dan dikatakan reliable jika nilai korelasi lebih besar dari 0,3 dilihat dari tabel rho dengan taraf
signifikan 5%. Beberapa buitr variable valid dilihat di kolom Corrected Item Total Correlation, sedangkan untuk reliabilitas dilihat dari tabel Cronbach Alpha if Item deleted. Hasil dari pengujiannya adalah sebagai berikut.
Tabel 4.6 Hasil ringkasan kasus yang diproses
N %
Cases Valid 100 100.0
Excludeda 0 .0
Total 100 100.0
a. Listwise deletion based on all variables in the procedure. Tabel 4.7 Statistik reliabilitas
Cronbach's Alpha N of Items
.676 6
Tabel 4.8 Item statistics
Mean Std. Deviation N Murah 4.4400 .49889 100 Kualitas 4.4400 .51874 100 Penampilan 4.2300 .44620 100 Dimensi 2.9500 .53889 100 Penggunaan 2.8800 .40899 100 Lampu 2.7400 .48451 100
Tabel 4.9 Item-total statistics Scale Mean if Item Deleted Scale Variance if Item Deleted Corrected Item-Total Correlation Cronbach's Alpha if Item Deleted Murah 17.2400 2.406 .371 .647 Material berkualitas tinggi 17.2400 2.467 .303 .672 Penampilan menarik 17.4500 2.674 .244 .684
Dimensi boks yang
pas 18.7300 2.361 .350 .657
Mudah
penggunaannya 18.8000 2.404 .519 .604
Pemasangan lampu
Tabel 4.10 Perbandingan data untuk menentukan validitas data Corrected
Item-Total Correlation R Tabel Validitas
Murah .371 0.195 Valid
Material
berkualitas tinggi .303 0.195 Valid
Penampilan
menarik .244 0.195 Valid
Dimensi boks yang
pas .350 0.195 Valid
Mudah
penggunaannya .519 0.195 Valid
Pemasangan lampu
rem dan lampu sen .711 0.195 Valid
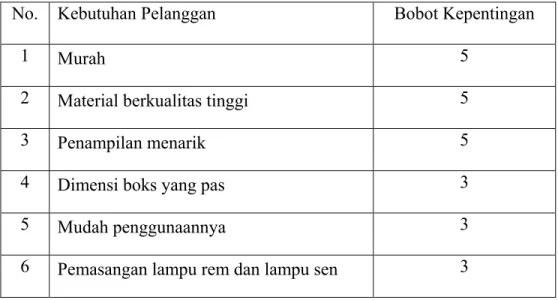
Tabel 4.11 Kebutuhan pelanggan disertai bobot derajat kepentingan setelah dikonversikan
No. Kebutuhan Pelanggan Bobot Kepentingan
1 Murah 5
2 Material berkualitas tinggi 5
3 Penampilan menarik 5
4 Dimensi boks yang pas 3
5 Mudah penggunaannya 3
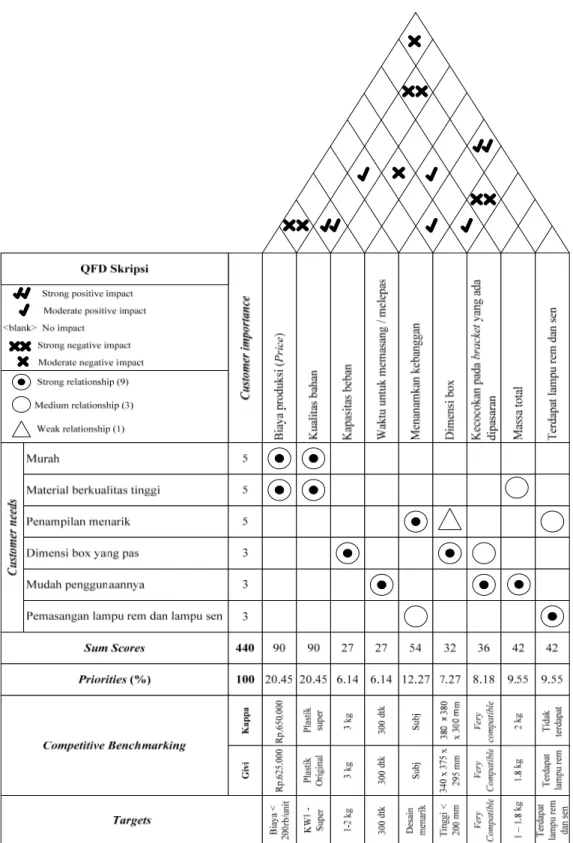
4.3 Analisa Data
Dari data yang telah terkumpul, maka kita dapat melakukan proses berikutnya yaitu tahap perhitungan QFD (Quality Function Deployment). Dimana dalam proses pembuatan QFD ini dilakukan dibutuhkan 3 tahap analisa, yaitu :
1. Menyiapkan daftar metrik
2. Mengumpulkan informasi mengenai pesaing 3. Menetapkan spesifikasi target
Tabel 4.12 Daftar metrik kebutuhan
No. Kebutuhan Metric Kepentingan Satuan
1 1 Biaya produksi 5 Rp
2 2 Kualitas bahan 5 list
3 2, 4 Kapasitas beban 4 Kg
4 5 Waktu untuk memasang / melepas 3 s
5 3, 6 Menanamkan kebanggaan 5 Subj
6 4 Dimensi boks 3 mm
7 5
Kecocokan pada bracket yang ada dipasaran
3 list
8 2,5 Massa total 4 Kg
Dalam tahapan ini dilakukan pencarian hubungan dari kebutuhan pelanggan dengan metrik produk. Ke 9 metrik yang ada diharapkan dapat mencakup keseluruhan dari kebutuhan pelanggan yang telah diketahui.
Lalu dari daftar metric yang telah dibuat dihubungkan dengan kebutuhan pelanggan pada metric kebutuhan untuk mendapatkan tingkat prioritas dari tiap-tiap metric yang mana akan menjadi pertimbangan dalam perancangan spesifikasi target.
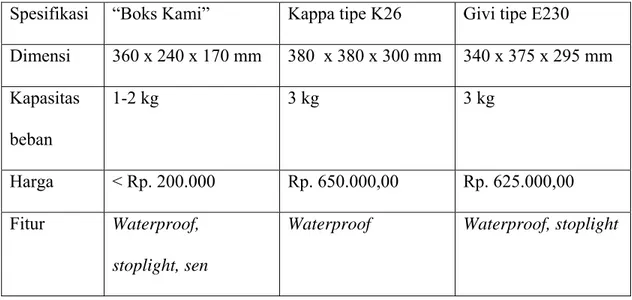
Sebagai dasar pertimbangan spesifikasi target, dilakukan juga perbandingan produk pesaing yang ada didapasaran. Yang mana produk pesaing yang kami dan perusahaan pilih sebagai perbandingan adalah merk Kappa tipe K26 dan merk Givi tipe E230.
Tabel 4.13 Data-data spesifikasi pesaing
Spesifikasi “Boks Kami” Kappa tipe K26 Givi tipe E230 Dimensi 360 x 240 x 170 mm 380 x 380 x 300 mm 340 x 375 x 295 mm Kapasitas beban 1-2 kg 3 kg 3 kg Harga < Rp. 200.000 Rp. 650.000,00 Rp. 625.000,00 Fitur Waterproof, stoplight, sen
Gambar 4.1 Produk Kompetitor Kappa tipe K26
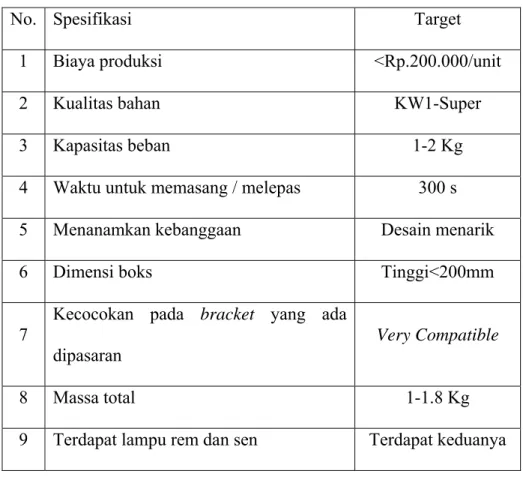
Tabel 4.14 Spesifikasi target
No. Spesifikasi Target
1 Biaya produksi <Rp.200.000/unit
2 Kualitas bahan KW1-Super
3 Kapasitas beban 1-2 Kg
4 Waktu untuk memasang / melepas 300 s
5 Menanamkan kebanggaan Desain menarik
6 Dimensi boks Tinggi<200mm
7
Kecocokan pada bracket yang ada dipasaran
Very Compatible
8 Massa total 1-1.8 Kg
9 Terdapat lampu rem dan sen Terdapat keduanya
4.4 Pemilihan Konsep Produk
Berdasarkan hasil yang didapat dari perhitungan QFD, maka kami mendapatkan spesifikasi target bagi produk kami. Yang mana spesifikasi target tersebut menjadi pertimbangan-pertimbangan yang cukup memadai mengenai desain produk yang diharapkan dapat memenuhi kebutuhan konsumen, khususnya bagi konsumen utama produk ini, dengan demikian kami telah mendapatkan beberapa konsep yang dalam penyusunannya disesuaikan dengan tujuan dari rancangan produk kami sebelumnya.
Perbedaan dari ketiga konsep ini hanya mencakup tampilan luat serta dimensi yang mana perbedaan dimensi dari tiap konsep pun tidak begitu mencolok dan tetap sesuai dengan spesifikasi target yang didapat dari proses QFD. Berikut ini merupakan 3 macam gambar desain konsep boks sepeda motor :
Gambar 4.4 Konsep A
Gambar 4.5 Konsep B
Tabel 4.15 Penyaringan konsep dengan metode pugh
Kriteria Seleksi Konsep
A B C
Biaya produksi + 0 0
Kualitas bahan 0 0 0
Kapasitas beban 0 - +
Waktu untuk memasang / melepas 0 0 0
Menanamkan kebanggaan + 0 +
Dimensi boks + + 0
Kecocokan pada bracket 0 0 0
Massa total + 0 0
Terdapat lampu rem dan sen + + +
Jumlah + 5 2 3 Jumlah 0 4 6 6 Jumlah - - 1 - Nilai Akhir 5 1 3 Peringkat 1 3 2 Lanjutkan ? Ya Tidak Ya
Proses penyaringan konsep metode Pugh dilakukan dengan Group Discussion dari kami sendiri selaku tim pengembangan produk, potential buyer terpercaya sebanyak 3 orang, dan dari pihak perusahaan CV. Tunas Metal Kreasi. Hal ini merupakan kebijakan perusahaan untuk menjaga konsep yang sedang dikembangkan. Dari hasil penyaringan konsep metode Pugh didapatkan bahwa konsep A dan C lah yang akan dibawa ke tahapan seleksi konsep metode Weight Ranking.
Tabel 4.16 Seleksi konsep dengan metode weight ranking
No. Kriteria Seleksi
Beban (%) A C 1 Biaya produksi 20.45 4 0.82 3 0.61 2 Kualitas bahan 20.45 3 0.61 3 0.61 3 Kapasitas beban 6.14 3 0.18 5 0.31
4 Waktu untuk memasang / melepas
6.14 3 0.18 3 0.18
5 Menanamkan kebanggaan 12.27 5 0.61 4 0.49
6 Dimensi boks 7.27 5 0.36 3 0.22
7 Kecocokan pada bracket 8.18 3 0.25 3 0.25
8 Massa total 9.55 4 0.38 3 0.29
9 Terdapat lampu rem dan sen
9.55 5 0.48 5 0.48
Score 3.87 3.44
Ranking 1 2
Pada tahapan seleksi konsep, penilaian dilakukan dengan menggunakan persentase beban yang diambil dari tingkat kepetingan perhitungan QFD dan kembali dilakukan melalui diskusi dari kami selaku tim pengembangan produk, potential buyer terpercaya, pihak perusahaan CV. Tunas Metal Kreasi dan perwakilan dari Korea Motor.
Dan dari hasil seleksi konsep metode Weight Ranking, konsep yang kemudian terpilih untuk dibawa ke tahap pengembangan selanjutnya adalah konsep A. Konsep ini kemudian akan dibawa ketahap pengujian yang mana dapat dilihat apakah konsep produk yang kita dapatkan layak untuk diteruskan atau perlu diperbaiki lagi kembali.
4.5 Pengujian Konsep Produk
Pengujian konsep dilakukan dengan menyebarkan kuesioner kembali, dengan dilengkapi oleh pendeskripsian konsep dan gambar konsep agar responden dapat mengetahui lebih banyak mengenai konsep yang diujikan.
Kuesioner ini bertujuan untuk mengetahui minat pelanggan terhadap konsep yang ditawarkan. Kuesioner disebarkan sejumlah 100, yang mana jumlah ini dirasa cukup mengingat sudah dilakukan beberapa kuesioner pada tahap sebelumnya dan konsep yang diuji telah mewakili kebutuhan yang teridentifikasi.
Tabel 4.17 Bentuk kuesioner pengujian konsep
SURVEI PENGUJIAN KONSEP
Nama : Pewawancara :
Alamat : Tanggal :
No.Telp :
Kami sedang mengumpulkan informasi mengenai rancangan boks sepeda motor dan kami berharap anda dapat berbagi opini dengan kami.
Produk ini berupa boks sepeda motor yang memiliki dimensi lebih kecil dari boks motor pada umumnya, sehingga untuk pengendara yang terkadang merasa malas dan terganggu dengan ukuran boks yang ada sekarang dapat memiliki alternatif lain.Walaupun dimensinya lebih kecil, tetapi boks ini dirancang untuk dapat membawa keperluan seperti jas hujan atau peralatan kantor. Boks ini juga selain memiliki lampu rem juga memiliki lampu sen.
Jika harga produk berkisar antara Rp.200.000 – Rp.250.000 sesuai dengan variasi warna dan ukuran dan tersedia di toko perlengkapan berkendara atau departemen store terdekat, bagaimana peluang anda untuk membeli produk ini dalam satu tahun mendatang ?
Saya pasti tidak akan membeli Saya mungkin tidak akan membeli
Saya mungkin/tidak akan membeli Saya mungkin akan membeli Saya pasti takan membeli
Bagaimana produk ini dapat diperbaiki ?
[ Berikan pertanyaan terbuka,saran/kritik untuk mendapatkan umpan balik mengenai konsep] :
Tabel 4.18 Hasil pengumpulan data kuesioner pengujian konsep
Frequency Percent Cumulative Percent
1. Pasti tidak akan membeli 17 17 17
2. Mungkin tidak akan membeli 27 27 44
3. Mungkin atau tidak membeli 14 14 58
4. Mungkin akan membeli 31 31 89
5. Pasti akan membeli 11 11 100
Total 100 100
Gambar 4.7 Diagram Batang Hasil Pengujian Konsep
0 5 10 15 20 25 30 35 Pasti tidak akan membeli Mungkin tidak akan membeli Mungkin atau tidak membeli Mungkin akan membeli Pasti akan membeli
Dari data tersebut didapatkan Fdefinitely (proporsi responden survey dari pengujian konsep yang memilih pasti akan membeli) sebesar 0.11 dan Fprobably (proporsi responden survey dari pengujian konsep yang memilih mungkin akan membeli) sebesar 0.31. Cdefinitely (responden pasti akan membeli produk tersebut) dan Cprobably (responden pasti mungkin akan membeli produk tersebut) merupakan nilai yang ditentukan berdasarkan pengalaman perusahaan. Dan perusahaan memilih nilai 0.2 untuk Cdefinitely dan 0.3 untuk Cprobably. Dengan demikian dapat diketahui nilai P yang merupakan probabilitas pelanggan pada target pasar untuk membeli produk.
P = Fdefinitely ×Cdefinitely+ Fprobably × Cprobably P = 0.11 × 0.2 + 0.31 × 0.3
P = 0.115
Sehingga probabilitas peluang untuk menjangkau target pasar dalam penjualan boks produksi CV. Tunas Metal Kreasi yaitu sebesar 11.5%.
Proporsi pasar yang menjadi target dari perusahaan pada Mission statement adalah sebesar 10% pada tahun pertama, dimana kami akan pasar DKI Jakarta yang merupakan awal pemasaran produk yang telah ditetapkan oleh perusahaan. Dari sini kita dapat menghitung perkiraan penjualan produk (Q), yaitu :
Q = Luas pasar produk × target proporsi pasar × P = 1.024.325 × 10% × 11.5%.
= 11.779,7375 = 11.779 unit/tahun
4.6 Arsitektur Produk
Dalam menetapkan arsitektur produk konsep yang pertama ini sangat diperlukan pemahaman mengenai kondisi dan fungsi produk. Fungsi-fungsi komponen secara garis besar dapat digambarkan dengan skema produk seperti di bawah ini.
Skema boks motor tersebut hanya menunjukkan komponen-komponen utama dari produk tersebut. Setelah skema disusun, langkah selanjutnya adalah mengelompokkan komponen tersebut kedalam kelompok chunk. Tiap chunk memiliki fungsi yang berbeda, komponen yang memiliki fungsi yang sama dapat dikelompokkan dalam satu chunk.
Setelah mendapatkan skema komponen-komponen produk yang telah dikelompokkan berdasarkan segi fungsionalnya kedalam chunk, maka dapat dilakukan pembuatan morfologi produk, yang mana pada morfologi ini akan dilakukan penyeleksian material untuk tiap-tiap komponen. Pengecualian dilakukan pada komponen kabel, cover, dan bohlam lampu sen dan rem. Yang mana kami tidak memasukkannya kedalam morfologi produk dikarenakan pada komponen-komponen tersebut kami menggunakan bahan yang memang digunakan umum untuk komponen-komponen tersebut.
Boks Sepeda Motor
Cover Ba wah Pen jepit Kunci Penya m bung Engsel Cover Atas
4.7 Desain Industri
Desain industri pada pengembangan produk meliputi dua dimensi yaitu dari kebutuhan ergonomis dan kebutuhan estetis.
1. Kebutuhan ergonomis meliputi kemudahan pemakaian, kemudahan perawatan, kuantitas interaksi pemakai, pembaruan interaksi pemakai, dan keamanan.
2. Kebutuhan estetis meliputi diferensiasi produk secara visual, gengsi kepemilikan, serta motivasi tim.
Penilaian kualitas dan peranan desain industri dari produk ini adalah penilaian yang bersifat subjektif dari tim dan pihak CV. Tunas Metal Kreasi. Secara khusus, pada tahapan ini kita hanya menilai proses pengembangan yang telah dilakukan apakah telah mencakup dua dimensi kebutuhan desain industri yaitu ergonomis dan estetis.
Tabel 4.19 Kebutuhan ergonomis desain industri
Kebutuhan-kebutuhan Level Kepentingan Penjelasan Peringkat Rendah Menengah Tingi
Ergonomis
Kemudahan Pemakaian Kemudahan pemakaian boks ini sangat penting karena kembali lagi ke tujuan pembuatan boks ini untuk mengurangi kesukaran pemakaian boks yang ada pada umumnya.
Kemudahan perawatan Boks ini sangat tidak
memerlukan banyak perawatan.
Kuantitas Interaksi Pemakai Interaksi dengan pemakai cukup sering, terutama bagi pengendara motor harian. Pembaruan Interaksi
Pemakai
Keputusan desain yang
berhubungan dengan beberapa interaksi pelanggan
tidak terlalu berbeda. Karena cara pemakaiannya sama dengan boks yang telah ada.
Keamanan Keamanan sangat diperlukan
pada produk ini. Sehingga dilengkapi dengan peranti pengaman berupa kunci.
Tabel 4.20 Kebutuhan estetis desain industri
Kebutuhan-kebutuhan Level Kepentingan Penjelasan Peringkat Rendah Menengah Tinggi
Estetis
Diferensiasi Produk Penampilan (tempat,ukuran , dan bentuknya) sangatlah penting dan memiliki diferensiasi dengan boks yang sudah ada dipasaran . Gengsi Kepemilikan, mode,
atau kesan
Boks motor ini dimaksudkan untuk menjadi produk yang terlihat bergengsi untuk kalangan pengendara motor, sehingga secara fisik harus terlihat menarik untuk penggunaan sehari-hari.
Motivasi Tim Pembaruan bentuk boks
motor ini berubah menjadi inspirasi penting untuk tim pengembang.
Tabel 4.21 Penilaian dari peranan desain industri
Kebutuhan-kebutuhan Level Kepentingan Penjelasan Peringkat Rendah Menengah Tinggi
1. Kualitas dari antarmuka pengguna
Secara umum boks ini mudah digunakan dan nyaman. Seperti terlihat dengan pemasangan dan pelepasan dari pegangan yang ada.
2. Daya tarik emosional Boks ini memiliki daya tarik emosional yang tinggi pada desain dan bentuknya yang trendy.
3. Kemampuan untuk memelihara dan memperbaiki produk
Pemeliharaan dan perbaikan cukup penting bagi pelanggan sehingga desain boks memudahkan dalam proses pembersihan ataupun terjadi kerusakan komponen-komponennya.
4. Penggunaan yang tepat
dari sumber Desain keistimewaan yang akhir merupakan
memuaskan kebutuhan pelanggan. Pemilihan bahan yang tepat sehingga boks dapat tahan lama dan kuat. 5. Diferensiasi Produk Desain boks ini jelas sekali
unik dan berbeda dengan yang sudah ada dipasaran. Ini dapat dikenali dengan mudah ketika terlihat di publik atau selanjutnya pada produk pesaing.
4.8 Membuat Protoype
Dari hasil tahapan-tahapan pengembangan sebelumnya, maka dapat dibuat suatu rancangan prototype yang mana disini kami menggunakan virtual prototype
Virtual prototype sendiri adalah prototype berjenis analitik yang mana kelebihan dari prototype analitik dibandingkan prototype fisik adalah pada umumnya jauh lebih fleksibel. Dalam beberapa kasus, prototype jenis analitik tidak hanya lebih mudah untuk diganti parameter-parameternya, tetapi juga memperbolehkan perubahan yang besar sebagai dasar pertimbangan pembuatan prototype tahap selanjutnya. Untuk alasan ini maka, sebuah prototype analitik sering mendahului prototype fisik.
Pembuatan virtual prototype disini menggunakan software dassault system catia V5R18 yang merupakan software virtual design untuk engineering product development yang telah digunakan berbagai perusahaan-perusahaan diseluruh dunia.
Tabel 4.22 Model perencanaan prototype
Nama Prototype : Boks Sepeda Motor CV. Tunas Metal Kreasi
Tujuan: Memberikan contoh produk yang akan dilepas di pasaran secara garis besar.
Melihat apakah dimensi-dimensi komponen produk telah terintegrasi dengan baik dengan fungsional produk.. Memberikan garis besar rencana untuk design for manufacturing.
Tingkat Perkiraan: Desain boks sepeda motor seperti yang direncanakan pada tahapan pengembangan produk sebelumnya.
Garis besar rencana pengujian:
Mengevaluasi bentuk dan desain boks sepeda motor
Menguji dimensi-dimensi produk yang telah dirancang sebelumnya.
Membuat perkiraan proses produksi dari boks sepeda motor
Jadwal:
25 Juni Virtual Protoype dirancang 1 Juli Virtual Protoype selesai dirancang 10 Juli Pengujian Selesai
Gambar 4.11 Virtual Prototype 1
Gambar 4.13 Virtual Prototype 3
Gambar 4.15 Virtual Prototype 5
Gambar 4.17 Virtual Prototype 7
4.9 Design For Manufacturing (DFM)
Pada proses DFM ini, dilakukan pembuatan usulan assembly chart, struktur produk, dan bill of material. Yang mana akan digunakan sebagai bahan pembuatan usulan operation process chart (OPC) untuk mengetahui perkiraan waktu siklus pembuatan produk.
Terdapat dua pilihan opsi disini yakni untuk mensubkontakkan komponen boks motor dan juga dengan melakukan produksi sendiri oleh perusahaan. Disini kami akan melakukan perbandingan kedua opsi yang ada tersebut.
Dari waktu siklus yang telah didapat, kami menggunakan penyesuain Westinghouse dan kelonggaran berdasarkan aktifitas kerja dan kondisi lingkungan kerja untuk kemudian mendapatkan waktu baku dari proses produksi produk.
Waktu baku inilah yang kemudian digunakan untuk mengetahui kebutuhan jumlah pekerja dalam proses produksi, sehingga dapat diketahui pula total biaya tenaga kerja.
4.9.1 Subkontrak Komponen
Tabel 4.23 Bill of Material subkontrak komponen No.
Komponen Level Description Code Quantity UOM BOM Ket
1 1 Assembly 7 A7 1 each - 2 .2 Assembly 6 A6 1 each - 3 ..3 Assembly 5 A5 1 each - 4 ...4 Assembly 4 A4 1 each - 5 ....5 Assembly 3 A3 1 each - 6 ...6 Assembly 2 A2 1 each - 7 ...7 Assembly 1 A1 1 each -
8 ...8 Sub Assembly 1 SA1 1 each -
9 ...9 Kabel Lampu Rem KLR 1 each Beli 10 ...9 Bohlam Lampu
Rem
BLR 1 each Beli
11 ...8 Cover Lampu Rem CLR 1 each Beli
12 ...7 Cover Atas CA 1 each Beli
13 ...6 Sub Assembly 3 KLS 2 each Beli
14 ...8 Sub Sub Assembly 3
SSA3 2 each -
15 ...7 Kabel Lampu Sen SA3 2 each -
16 ...8 Bohlam Lampu Sen
BLS 2 each Beli
17 ...7 Cover Lampu Sen CLS 2 each Beli
18 ...6 Cover Bawah CB 1 each Beli
19 ....5 Sub Assembly 4 SA4 1 each -
20 ...6 Penjepit P 1 each Beli
21 ...4 Penyambung Engsel
PE 1 each Beli
22 ..3 Kunci K 1 each Beli
23 .2 Sticker S 1 each Beli
Tabel 4.24 Penyesuaian menurut westinghouse untuk pekerja pada subkontrak komponen
Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 +0,03
Usaha Good C2 +0,02
Kondisi Kerja Average D 0,00
Konsistensi Fair E -0,02
TOTAL +0,03
Tabel 4.25 Kelonggaran untuk pekerja pada subkontrak komponen
Faktor Contoh Pekerjaan Kelonggaran
(%) A. Tenaga yang dikeluarkan
Dapat diabaikan Bekerja dimeja, duduk 6
B. Sikap Kerja
Duduk Bekerja duduk, ringan 1
C. Gerakan Kerja
Normal Ayunan bebas dari palu 0
Pandangan yang hampir terus menerus
Pekerjaan-pekerjaan yang
teliti (pencahayaan baik) 7,5 E. Keadaan Temperatur Tempat Kerja
Normal 28oC 5
F. Keadaan Atmosfer
Baik Ruangan berventilasi baik,
udara segar 0
G. Keadaan Lingkungan
Siklus kerja berulang-ulang antara 0-5 detik 3
I. Kelonggaran Untuk Kebutuhan Pribadi
Pria (Kekamar kecil, merokok, mengobrol) 2,5
TOTAL 25
Waktu Siklus = 414 detik = 6,9 menit Waktu Normal = 6.9 x (1+0.03) = 7,107 menit Waktu Baku = 7,107 x ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ −25% 100% 100% = 9,476 menit
Pada opsi untuk mensubkontrakkan komponen-komponen pada produk boks, maka OPC produk yang ada lebih mendeskripsikan aktifitas produksi perakitan dari komponen-komponen subkontrak. OPC usulan juga menerangkan peralatan-peralatan assembly yang dibutuhkan pada proses produksi
Berdasarkan data dari website www.komisikepolisianIndonesia.com yang terdapat pada lampiran XII, jumlah pengendara sepeda motor biasa di DKI Jakarta pada Juni 2009 mencapai jumlah 6.898.213 pengendara, dan apabila dari jumlah tersebut pemakai boks sepeda motor mencapai 30%, maka pasar dari pengguna motor DKI Jakarta yang memakai boks mencapai 2.069.463 pengguna yang mana proporsi pasar dari tiap brand dijelaskan sebagai berikut :
Tabel 4.26 Perincian Proporsi Pasar Boks Sepeda Motor DKI Jakarta
Brand Proporsi Pasar
Kappa 30 %
Givi 60 %
Core 10%
Dan apabila sesuai dengan target perusahaan untuk menguasai 10% pasar DKI Jakarta pada tahun-tahun awal penjualan dan disini ditetapkan waktu 2 tahun, maka diperkirakan perusahaan harus memproduksi sebanyak
= (2.069.463 × 10%) ÷ 24
Perkiraan jumlah hari kerja adalah 20 hari kerja sebulan dengan 8 jam kerja perharinya, dari informasi yang kita dapat dari OPC, perhitungan penyesuaian, dan kelonggaran kerja kita mendapatkan waktu baku sebesar 9,476 menit perproduk. Sedangkan gaji operator per bulan pada CV. Tunas Metal Kreasi sebesar Rp.1.200.000 Sehingga dapat dihitung:
Kapasitas produksi/hari/pekerja = (8 jam × 60 menit) ÷ 9.746 menit = 50,6542 ≈ 50 unit/hari/pekerja Jumlah pekerja yang dibutuhkan = 8.623 unit ÷ (20 hari × 50 unit)
= 8,623 ≈ 9 pekerja Biaya tenaga kerja operator/bulan = 9 × Rp.1.200.000
= Rp.10.800.000
Dengan menggunakan informasi dari BOM dan OPC yang telah dibuat, maka selanjutnya dapat dilakukan perhitungan biaya komponen dan peralatan assembly per bulan. Untuk memperkirakan biaya komponen dan peralatan assembly digunakan asumsi-asumsi dan data-data dari harga komponen dan peralatan assembly yang merupakan perhitungan biaya kasar dari para distributor komponen dan peralatan CV. Tunas Metal Kreasi.
Tabel 4.27 Perhitungan biaya komponen pada subkontrak komponen
No. Komponen Unit Jumlah Harga (Rp.)
1 Kabel Lampu Meter 0,6 600
2 Bohlam Lampu Rem Buah 1 6.000
3 Cover Lampu Rem Buah 1 10.000
4 Cover Atas Buah 1 30.000
5 Bohlam Lampu Sen Buah 2 12.000
6 Cover Lampu Sen Buah 2 13.000
7 Cover Bawah Buah 1 30.000
8 Penjepit Buah 1 4000
9 Penyambung Engsel Buah 1 800
10 Kunci Buah 1 1500
11 Sticker Buah 1 500
12 Kardus Buah 1 3000
Total 111.400 / Unit
Sehingga biaya komponen dalam satu bulan adalah :
Tabel 4.28 Perhitungan biaya peralatan assembly pada subkontrak komponen No. Peralatan Assembly Unit Jumlah Harga (Rp.)
1 Isolasi Rol 200 1.000.000
2 Baut Box 500 1.200.000
3 Plastik Lembar 15.000 900.000
Total 3.100.000 / bulan
Total biaya untuk komponen dan peralatan assembly menjadi : Rp. 960.602.200 + Rp. 3.100.000 = Rp. 963.702.200 / bulan
Biaya overhead meliputi biaya-biaya yang mendukung segala kegiatan produksi, meliputi penanganan material, pembelian dan pengiriman, pemeliharaan fasilitas dan biaya-biaya tidak langsung lainnya yang sulit untuk dialokasikan secara langsung ke dalam satu produk. Disini biaya overhead dibebankan sebesar 30 % dari biaya komponen dan peralatan dan 70 % dari biaya tenaga kerja, sehingga
Biaya overhead = (30% x Rp. 963.702.200) + (70% x Rp.10.800.000)
= Rp. 289.110.660 + Rp. 7.560.000
Maka dari perhitungan-perhitungan biaya tenaga kerja, biaya komponen dan peralatan assembly, dan biaya overhead diatas, bisa dilakukan perhitungan biaya produksi per unit, yaitu :
= (Biaya Tenaga Kerja + Biaya Komponen dan Peralatan + Biaya Overhead ) ÷ 8.623
= (Rp. 10.800.000 + Rp. 963.702.200 + Rp. 296.670.660) ÷ 8.623 = 147.416,5441≈ Rp.150.000/unit
Disini didapatkan bahwa biaya produksi per unit sebesar Rp.150.000 yang mana telah sesuai dengan spesifikasi target yang terdapat pada QFD yaitu bahwa biaya produksi dbawah Rp.200.000.
4.9.2 Produksi Sendiri
Tabel 4.29 Bill of Material produksi sendiri No.
Komponen Level Description Code Quantity UOM BOM Ket
1 1 Assembly 7 A7 1 each - 2 .2 Assembly 6 A6 1 each - 3 ..3 Assembly 5 A5 1 each - 4 ...4 Assembly 4 A4 1 each - 5 ....5 Assembly 3 A3 1 each - 6 ...6 Assembly 2 A2 1 each - 7 ...7 Assembly 1 A1 1 each -
8 ...8 Sub Assembly 1 SA1 1 each -
9 ...9 Kabel Lampu Rem KLR 1 each - 10 ...9 Bohlam Lampu
Rem
BLR 1 each -
11 ...8 Cover Lampu Rem CLR 1 each -
12 ...7 Cover Atas CA 1 each -
13 ...6 Sub Assembly 3 KLS 2 each -
14 ...8 Sub Sub Assembly 3
SSA3 2 each -
15 ...7 Kabel Lampu Sen SA3 2 each -
16 ...8 Bohlam Lampu Sen
BLS 2 each -
17 ...7 Cover Lampu Sen CLS 2 each -
18 ...6 Cover Bawah CB 1 each -
19 ....5 Sub Assembly 4 SA4 1 each -
20 ...6 Penjepit P 1 each - 21 ...4 Penyambung Engsel PE 1 each - 22 ..3 Kunci K 1 each - 23 .2 Sticker S 1 each - 24 1 Kardus KD 1 each -
Operation Process Chart
Nama Obyek : Boks CV. Tunas Metal Kreasi
Dipetakan Oleh : Tim Tanggal Dipetakan: 10-7-2009 Sekarang Usulan 20" 10" O-3 8" O-22 Baut 20" Perakitan Gunting O-8 4" I-3 Pemeriksaan Manual Manual Perakitan Isolasi 4" I-4 Pemeriksaan Manual Baut O-13 Obeng Perakitan 16" O-21 8" I-7 Pemeriksaan Manual Manual Perakitan Obeng Perakitan 4" I-8 30" Baut O-27 Obeng Perakitan Pemeriksaan Manual 4" O-28 Manual Perakitan 8" I-10 Pemeriksaan Manual 60" O-30 Manual Perakitan 60" O-31 Gunting Packaging Isolasi, Plastik 10" S Peletakan Manual Buffer 1 10" Jumlah Operasi 31 Pemeriksaan 13 Total 45 901" 132" 1043 Pemeriksaan 60" Manual I-11 Pemeriksaan 10" Manual I-13 Kegiatan Waktu (dtk) Ringkasan O-1 Pemeriksaan 4" 2" Ms. Roll Meteran O-2 4" Tang Kabel Lampu Rem
Pengukuran
Pemotongan Bohlam Lampu Rem
I-2 Cover Lampu Rem
Manual Cover Atas O-14 Pemeriksaan 8" 4" Ms. Roll Meteran O-15 8" Tang Kabel Lampu Sen x 2
Pengukuran
Pemotongan Bohlam Lampu Sen x 2
I-6 Cover Lampu Sen x 2
Manual Cover Bawah Penjepit I-9 Pemeriksaan Manual 4" Penyambung Engsel 10" Kunci, Sticker, Kardus I-12 Pemeriksaan Manual Kabel Bohlam Lampu Biji Plastik O-4 45" 15" Ms. Roll Injection Molding Machine O-5 Injection Molding Machine Clamping Injection
Ms. RollO-6 Injection Molding Machine Cooling
Ms. RollO-7 Injection Molding Machine Ejection O-9 90" 30" Ms. Roll Injection Molding Machine O-10 Injection Molding Machine
Ms. RollO-11 Injection Molding Machine
Ms. RollO-12 Injection Molding Machine Biji Plastik Clamping Injection Cooling Ejection 40" O-16 Gunting Perakitan Isolasi Kabel Bohlam Lampu O-17 60" 20" Ms. Roll Injection Molding Machine O18 Injection Molding Machine Clamping Injection Ms. Roll O-19 Injection Molding Machine Cooling
Ms. RollO-20 Injection Molding Machine Ejection Biji Plastik Biji Plastik O-23 Ms. Roll Injection Molding Machine O-24 Injection Molding Machine Clamping Injection
Ms. RollO-25 Injection Molding Machine Cooling
Ms. RollO-26 Injection Molding Machine Ejection Besi Batangan O-29 15" Mesin Gergaji Besi Pemotongan Penjepit Kunci, Sticker, Kardus I-1 Pemeriksaan 4" Manual I-5 Pemeriksaan 4" Manual 30" 10" 45" 10" 40" 20" 90" 30" 45" 10"
Pada opsi untuk memproduksi sendiri komponen cover lampu rem, cover lampu sen, cover atas, cover bawah, serta penyambung engsel yang pada opsi sebelumnya disubkontrakkan, pada opsi ini diproduksi sendiri pada pabrik CV. Tunas Metal Kreasi.
Pada pembuatan komponen cover lampu rem, cover lampu sen, cover atas,dan cover bawah menggunakan injection molding machine, proses ini meliputi clamping, injection, cooling, dan ejection. Mechanical drawing yang telah dibuat sebelumnya digunakan sebagai input pembuatan cetakan (moulding) dengan mesin cetak (moulding machine) yang dihubungkan dengan CAM (Computer aided manufacturing) software SuperCAM.
Bahan untuk membuat front frame adalah biji plastik Polypropylene (PP)
kualitas KW1 super. Perinciannya sebagai berikut :
Tabel 4.30 Perincian bahan untuk cover
Komponen Jenis Bahan Harga/Kg (Rp)
Perkiraan Jumlah Yang Dibutuhkan
(Kg)
Cover Lampu Rem PP Bening KW1 Super 13.700 0,2
Cover Lampu Sen PP Bening KW1 Super 13.700 0,3
Cover Atas PP Hitam KW1 Super 7.500 1
Biji plastik dimasukkan ke dalam hopper pada injection molding machine, kemudian biji plastik akan diputar menggunakan jarum bor besi berdiameter 50 mm dengan kekuatan tinggi hingga mencapai suhu ±200oC di bagian heaters hingga biji plastik mencair. Proses ini dinamakan clamping. Setelah mengalami proses clamping, biji plastik yang sudah mencair akan masuk ke bagian nozzle untuk disuntikkan ke dalam cetakan yang biasa disebut mold yang telah didesain dengan menggunakan mechanical drawing. Proses ini dinamakan injection. Setelah proses injection, mold yang telah tercetak kemudian didinginkan dengan menggunakan water cooling yang disalurkan keseluruh bagian mold. Untuk mencegah cekungan yang terjadi akibat lamanya waktu pendinginan pada bagian clamp untuk bagian komponen yang mempunyai ketinggian yang berbeda dengan yang lain, digunakan material Barium Copper yang dapat menpercepat proses pendinginan sehingga tidak terjadi cekungan . Proses ini disebut proses cooling. Setelah cetakkan dingin, kemudian cetakan akan didorong oleh ejector agar terlepas dari bagian mold, proses ini dinamakan ejection.
Sedangkan untuk komponen penyambung engsel, digunakan bahan besi batangan yang kemudian akan melalui proses pemotongan dengan mesin gergaji besi. Harga permeter dari besi batangan sekitar Rp. 5.000 yang mana dalam tiap unitnya membutuhkan sebesar 0,1 m.
Gambar 4.23 Mesin Injection Moulding
Tabel 4.31 Penyesuaian menurut westinghouse untuk pekerja pada produksi sendiri
Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 +0,03
Usaha Good C2 +0,02
Kondisi Kerja Average D 0,00
Konsistensi Fair E -0,02
Tabel 4.32 Kelonggaran untuk pekerja pada produksi sendiri
Faktor Contoh Pekerjaan Kelonggaran
(%) A. Tenaga yang dikeluarkan
Sangat Ringan Bekerja dimeja, berdiri 6
B. Sikap Kerja
Berdiri diatas dua kaki Badan tegak, ditumpu dua
kaki 1
C. Gerakan Kerja
Normal Ayunan bebas dari palu 0
D. Kelelahan Mata
Pandangan yang hampir terus menerus
Pekerjaan-pekerjaan yang
teliti (pencahayaan baik) 7,5 E. Keadaan Temperatur Tempat Kerja
Normal 28oC 5
F. Keadaan Atmosfer
Baik Ruangan berventilasi baik,
udara segar 0
Siklus kerja berulang-ulang antara 0-5 detik 3 II. Kelonggaran Untuk Kebutuhan Pribadi
Pria (Kekamar kecil, merokok, mengobrol) 2,5
TOTAL 25
Waktu Siklus = 1.043 detik = 17,38 menit Waktu Normal = 17,38 x (1+0.03) = 17,90 menit Waktu Baku = 17,90 x ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ −25% 100% 100% = 23,867 menit
Perkiraan jumlah hari kerja adalah 20 hari kerja sebulan dengan 8 jam kerja perharinya, dari informasi yang kita dapat dari OPC, perhitungan penyesuaian, dan kelonggaran kerja kita mendapatkan waktu baku sebesar 23,867 menit perproduk. Sedangkan gaji operator per bulan pada CV. Tunas Metal Kreasi sebesar Rp.1.200.000 Sehingga dapat dihitung:
Kapasitas produksi/hari/pekerja = (8 jam × 60 menit) ÷ 23,867 menit = 20,1114 ≈ 21 unit/hari/pekerja Jumlah pekerja yang dibutuhkan = 8.623 unit ÷ (20 hari × 21 unit)
= 20,53 ≈ 21 pekerja Biaya tenaga kerja operator/bulan = 21 × Rp.1.200.000
= Rp.25.200.000
Dengan menggunakan informasi dari BOM dan OPC yang telah dibuat, maka selanjutnya dapat dilakukan perhitungan biaya komponen dan peralatan assembly per bulan. Untuk memperkirakan biaya komponen dan peralatan assembly digunakan asumsi-asumsi dan data-data dari harga komponen dan peralatan assembly yang merupakan perhitungan biaya kasar dari para distributor komponen dan peralatan CV. Tunas Metal Kreasi.
Tabel 4.33 Perhitungan biaya komponen pada produksi sendiri
No. Komponen Unit Jumlah Harga (Rp.)
1 Kabel Lampu Meter 0,6 600
2 Bohlam Lampu Rem Buah 1 6.000
3 Cover Lampu Rem Kg 1 2.740
4 Cover Atas Kg 1 7.500
5 Bohlam Lampu Sen Buah 2 12.000
6 Cover Lampu Sen Kg 2 4.110
7 Cover Bawah Kg 1 12.750
8 Penjepit Buah 1 4000
10 Kunci Buah 1 1500
11 Sticker Buah 1 500
12 Kardus Buah 1 3000
Total 55.500 / Unit
Sehingga biaya komponen dalam satu bulan adalah :
Rp. 55.500 x 8.623 unit = Rp. 478.576.500
Tabel 4.34 Perhitungan biaya peralatan assembly pada produksi sendiri No. Peralatan Assembly Unit Jumlah Harga (Rp.)
1 Isolasi Rol 200 1.000.000
2 Baut Box 500 1.200.000
3 Plastik Lembar 15.000 900.000
Total 3.100.000 / bulan
Total biaya untuk komponen dan peralatan assembly menjadi : Rp. 478.576.500 + Rp. 3.100.000 = Rp. 481.676.500 / bulan
Biaya overhead meliputi biaya-biaya yang mendukung segala kegiatan produksi, meliputi penanganan material, pembelian dan pengiriman, pemeliharaan fasilitas dan biaya-biaya tidak langsung lainnya yang sulit untuk dialokasikan secara
langsung ke dalam satu produk. Disini biaya overhead dibebankan sebesar 50 % dari biaya komponen dan peralatan dan 50 % dari biaya tenaga kerja, sehingga
Biaya overhead = (50% x Rp. 481.676.500) + (50% x Rp. 25.200.000)
= Rp. 240.838.250 + Rp. 12.700.000
= Rp. 253.438.250
Maka dari perhitungan-perhitungan biaya tenaga kerja, biaya komponen dan peralatan assembly, dan biaya overhead diatas, bisa dilakukan perhitungan biaya produksi per unit, yaitu :
= (Biaya Tenaga Kerja + Biaya Komponen dan Peralatan + Biaya Overhead ) ÷ 8623
= (Rp. 25.200.000 + Rp. 478.576.500 + Rp. 253.438.250) ÷ 8623 = 87.813,377 ≈ Rp.90.000/unit
Disini didapatkan bahwa biaya produksi per unit sebesar Rp.90.000 yang mana telah sesuai dengan spesifikasi target yang terdapat pada QFD yaitu bahwa biaya produksi dbawah Rp.200.000.
4.10 Analisis Ekonomi
Tahapan ini dilakukan untuk memperkirakan gambaran prospek dari penjualan produk ini beberapa periode kedepan. Hasil dari analisis ini akan menentukan keputusan untuk terus menjalankan produksi atau tidak. Perhitungan dilakukan menggunakan Net Present Value ( NPV ).
Dengan metode ini dilakukan perkiraan dalam menghitung biaya yang dibutuhkan dari mulai pengembangan, perakitan, pemasaran, sampai ke biaya produksi untuk nantinya dikomulatifkan dengan pendapatan penjualan menjadi aliran kas per periode (Cashflow). Untuk melihat apakah investasi ini menguntungkan atau tidak maka semua nilai cashflow tersebut dihitung dengan metode NPV (Net Present Value) dibawa ke periode awal tahun pertama.
Berikut ini adalah data-data yang dibutuhkan dalam melakukan penghitungan dengan NPV.
1. Perhitungan dilakukan dengan periode 2 tahun, dimana dalam setahun dibagi menjadi 4 kuartal ( 3 bulanan ). Tujuannya adalah agar bentuk tabel menjadi lebih ringkas dan sederhana.
2. Biaya pengembangan diasumsikan sebesar Rp. 6.000.000 selama 6 bulan yang digunakan untuk keperluan riset, perancangan, pengembangan, dan
pembuatan prototype.
3. Pada subkontrak komponen, pembelian peralatan diasumsikan sebesar Rp. 120.000.000 yang digunakan untuk pembelian cetakan moulding dan Rp. 1.000.000 untuk peralatan-peralatan pendukung lainnya. Sedangkan pada produksi sendiri di perusahaan, ditambahkan Rp. 1.500.000.000 untuk pembelian mesin injection moulding dan peralatan pendukung juga bertambah menjadi Rp. 4.500.000.
4. Biaya pemasaran dan pendukung per kuartal diasumsikan sebesar Rp. 60.000.000 yang digunakan untuk keperluan iklan dalam berbagai media masa, kerjasama, sponsorship, serta distribusi.
5. Volume produksi perbulan adalah 8623 unit sehingga perkuartal menjadi 25.869 unit dengan biaya produksi per unit sebesar Rp. 150.000 untuk opsi subkontrak dan Rp. 90.000 untuk opsi produksi sendiri. Biaya produksi per kuartal adalah Rp.3.880.350.000 untuk opsi subkontrak dan Rp.2.328.210.000.
6. Keuntungan penjualan per unit adalah 50 %, dari biaya produksi perunit opsi subkontrak, yang mana biaya produksinya lebih tinggi dari opsi produksi sendiri, sehingga didapatkan keuntungan sebesar Rp. 75.000. Harga penjualan adalah Rp. 225.000.
7. Tingkat suku bunga pengembalian kredit (r) yang digunakan adalah 10%, dengan melihat rata-rata dari tingkat suku bunga Bank di Indonesia.
Tabel 4.35 Net present value opsi subkontrak
Nilai Dalam
Ribuan Tahun 1 Tahun 2
Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Biaya Pengembangan -3000 -3000 Fasilitas Produksi 12100 -0 Biaya Pemasaran dan Penunjang -60000 -60000 -60000 -60000 -60000 -60000 Biaya Produksi -3880350 -3880350 -388035 0 -388035 0 -3880350 Volume Produksi 25869 25869 25869 25869 25869
Biaya Per Unit -150 -150 -150 -150 -150
Pendapatan Penjualan 5145525 5145525 514552 5 514552 5 5145525 Volume Penjualan 25869 25869 25869 25869 25869
Harga Per Unit 225 225 225 225 225
Aliran Kas Per Periode -3000 -3000 -18100 0 1205175 1205175 120517 5 120517 5 1205175 Nilai saat ini
tahun 1, r + 10% -3000 -2927 -17227 8 1119125 1091829 106519 9 1039219 1013872 Nilai Bersih Untuk Proyek Saat Ini 5495595
Tabel 4.35 Net present value opsi produksi sendiri
Nilai Dalam
Ribuan Tahun 1 Tahun 2
Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Biaya Pengembangan -3000 -3000 Fasilitas Produksi 195000 -0 Biaya Pemasaran dan Penunjang -60000 -60000 -60000 -60000 -60000 -60000 Biaya Produksi -232821 0 -2328210 -232821 0 -232821 0 -2328210 Volume Produksi 25869 25869 25869 25869 25869
Biaya Per Unit -90 -90 -90 -90 -90
Pendapatan Penjualan 514552 5 5145525 514552 5 514552 5 5145525 Volume Penjualan 25869 25869 25869 25869 25869
Harga Per Unit 225 225 225 225 225
Aliran Kas Per Periode -3000 -3000 -201000 0 275731 5 2757315 275731 5 275731 5 2757315 Nilai saat ini
tahun 1, r + 10% -3000 -2927 -191314 7 256044 1 2497991 2437065 2377624 2319633 Nilai Bersih Untuk Proyek Saat Ini 1027368 0
Dari tabel Net Present Value opsi subkontrak dan produksi sendiri, dapat dilihat bahwa nilai komulatif dari NPV pada tahun pertama kuartal keempat telah bernilai positif, artinya bahwa break event point ( BEP ) berada pada kuartal tersebut. Dari situ dapat dilihat bahwa BEP terjadi pada kuartal ketika awal produksi dan penjualan produk berlangsung. Itu bukan merupakan waktu yang lama, mengingat produk boks motor ini memiliki pangsa pasar cukup luas. Rincian BEP dapat dijabarkan sebagai berikut:
1. Opsi subkontrak
Total biaya sampai tahun 1 kuartal 4
= 3.000.000 + 3.000.000 + 181.000.000 + 3.886.350.000
= Rp. 4.073.350.000
Harga jual/unit = Rp. 225.000
BEP = Total biaya ÷ Harga jual/unit = 4.073.350.000 ÷ 225.000 = 18.103,77 ≈ 18.104 unit
2. Opsi produksi sendiri
Total biaya sampai tahun 1 kuartal 4
= 3.000.000 + 3.000.000 + 2.010.000.000 + 2.388.210.000
= Rp. 4.404.210.000
Harga jual/unit = Rp. 225.000
BEP = Total biaya ÷ Harga jual/unit = 4.404.210.000 ÷ 225.000 = 19.574,26 ≈ 19.575 unit
Nilai bersih untuk opsi subkontrak saat ini adalah Rp. 5.495.595.000,- dengan BEP dicapai di penjualan 18.104 unit. Sedangkan nilai bersih untuk opsi produksi sendiri adalah Rp. 10.273.680.000,- dan BEP dicapai di penjualan 19.575 unit. Jumlah tersebut adalah jumlah yang cukup besar. Karena NPV bernilai positif, maka proyek layak untuk dijalankan.