PROSIDING
SEMINAR NASIONAL REKAYASA KIMIA DAN PROSES 2004 ISSN : 1411 - 4216
PERANCANGAN AWAL PABRIK BIODIESEL DARI
MINYAK JELANTAH SAWIT
Nelly,Ameilia Fransiska, Hartono Nyoto
Jurusan Teknik Kimia, Fakultas Teknik, Universitas Katolik Parahyangan
, Johan Utomo
Jl. Ciumbuleuit 94, Bandung 40141Telepon : ( 022 ) 2032700 Email : [email protected]
Abstrak
Energi merupakan salah satu kebutuhan utama manusia. Saat ini sumber energi semakin menipis. Hal ini disebabkan oleh bahan bakar yang umum dipakai bersumber dari minyak bumi yang tidak dapat diperbaharui. Biodiesel adalah salah satu alternatif sumber energi yang ramah lingkungan dan dapat diperbaharui. Perancangan pabrik biodiesel ini bertujuan untuk mengevaluasi apakah pemanfaatan minyak jelantah kelapa sawit dapat dikomersialisasi menjadi biodiesel dalam skala industri di Indonesia. Pabrik ini dirancang dengan kapasitas produksi 8000 ton biodiesel/tahun dengan produk samping sebesar 800 ton gliserol/tahun. Bahan baku utama yang digunakan terdiri dari metanol, minyak jelantah dan katalis asam sulfat. Secara garis besar, biodiesel diproduksi melalui reaksi transesterifikasi yaitu reaksi antara trigliserida dalam minyak jelantah dan metanol dengan katalis asam sulfat. Total biaya investasi yang dibutuhkan dalam pembangunan pabrik biodiesel ini adalah 34,84 milyar rupiah. Dari hasil analisis kelayakan ekonomi diperoleh nilai Net Present Value (NPV) sebesar6,92 milyar rupiah, Internal Rate of Return (IRR) sebesar 8,43%, Payback Period selama 9 tahun 6 bulan, Return on Investment (ROI) tahunan sebesar 15,63%, Break Even Point kapasitas sebesar 79,57% dan Break Even Price sebesar Rp 4.968,00/kg biodiesel dari harga jual Rp 5.400,00/kg. Berdasarkan hasil ekonomi tersebut maka pabrik biodiesel ini layak didirikan.
Kata kunci : biodiesel; energi; minyak jelantah; transesterifikasi
Latar Belakang
Jumlah pemakaian alat-alat dan kendaraan bermesin diesel dari tahun ke tahun semakin meningkat. Sejalan dengan peningkatan tersebut maka kebutuhan bahan bakar mesin diesel yaitu solar juga mengalami peningkatan. Diperkirakan pada tahun 2007 Indonesia akan menjadi negara net-importir bahan baku minyak
mentah. Masalah lain yang muncul dari penggunaan bahan bakar diesel adalah pencemaran lingkungan. Oleh karena itu, perlu dicari sumber energi alternatif pengganti bahan bakar solar yang menghasilkan emisi pembakaran yang lebih ramah lingkungan serta tidak menambah akumulasi gas CO2 di atmosfer, sehingga
akan mengurangi efek pemanasan global.
Biodiesel merupakan salah satu sumber energi alternatif pengganti bahan bakar mesin diesel yang bersifat renewable, biodegradeble serta mempunyai beberapa keunggulan dari segi lingkungan apabila
dibandingkan dengan petroleum diesel. Sebagai bahan bakar alternatif, biodiesel dapat digunakan dalam
bentuk murni atau dicampur dengan minyak diesel pada perbandingan tertentu.
Pada umumnya biodiesel atau metil ester diproduksi melalui reaksi transesterifikasi atau alkoholisis. Reaksi transesterifikasi adalah reaksi penempatan suatu alkohol dalam ester dengan gugus alkohol lainnya. Secara umum reaksi transesterifikasi dapat ditulis sebagai berikut :
CH2-COO-R1 R1-COO-CH3 CH2-OH
CH-COO-R2 + 3 CH3-OH ↔ R2-COO-CH3 + CH-OH
CH2-COO-R3 R3-COO-CH3 CH2-OH
Tri-olein Metanol Metil Ester Gliserol
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-1
Seleksi Proses
Proses transesterifikasi dapat dilakukan secara batch atau continuous. Kondisi untuk melangsungkan
reaksi transesterifikasi ada tiga, yaitu reaksi berkatalis basa, reaksi berkatalis asam, atau reaksi berkatalis enzim. Proses yang menggunakan enzim sebagai katalis membutuhkan waktu reaksi yang jauh lebih lama dibandingkan proses – proses lainnya. Oleh karena itu, proses ini jarang diteliti dan digunakan orang.
Proses kontinu untuk memproduksi biodiesel dari minyak nabati atau minyak goreng bekas atau jelantah telah dikembangkan dalam skala laboratorium pada kondisi basa atau asam. Secara umum ada 4 proses kontinu yang diteliti oleh Zhang dan kawan – kawannya (2003), yaitu :
1. Proses berkatalis basa dengan minyak nabati murni, 2. Proses berkatalis basa dengan minyak goreng bekas, 3. Proses berkatalis asam dengan minyak goreng bekas, dan
4. Proses berkatalis asam dengan ekstraksi menggunakan pelarut heksana.
Keempat proses tersebut, masing - masing menghasilkan produk biodiesel berkualitas tinggi dan produk samping gliserol pada kondisi operasi yang optimal. Masing – masing proses tersebut memiliki kelemahan, yaitu :
1. Proses I merupakan proses yang paling sederhana dalam penyediaan jumlah peralatan, tetapi membutuhkan biaya bahan baku yang paling mahal dibandingkan proses – proses lainnya.
2. Proses II mengurangi biaya bahan baku dengan menggunakan minyak goreng bekas, tetapi membutuhkan jumlah peralatan yang paling banyak dan kompleks karena penambahan unit pretreatment
untuk menghilangkan FFA.
3. Proses III membutuhkan jumlah peralatan yang lebih sedikit dibandingkan proses II, tetapi membutuhkan jumlah metanol yang banyak sehingga membutuhkan reaktor transesterifikasi serta kolom distilasi metanol yang besar.
4. Proses IV, dengan penambahan pelarut heksana akan meningkatkan jumlah peralatan dan ukuran unit pemisahan.
Dengan pertimbangan kemudahan untuk mendapatkan bahan baku dan harga bahan baku yang relatif murah, yang digunakan dalam perancangan pabrik biodiesel ini adalah proses III.
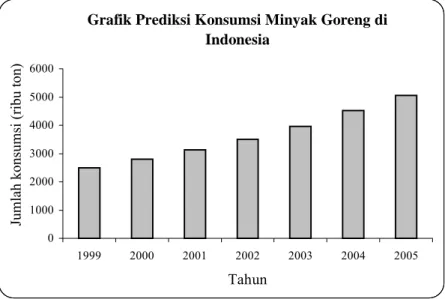
Pembuatan biodiesel dari minyak jelantah dilakukan melalui reaksi transesterifikasi antara minyak jelantah dengan metanol dalam suasana katalis asam. Perkembangan biodiesel dari minyak jelantah semakin pesat dengan dilarangnya pemakaian minyak jelantah yang berbahaya bagi kesehatan. Pemanfaatan minyak jelantah sebagai sumber bahan baku pembuatan biodiesel di Indonesia sangat berpotensi seiring dengan tingginya tingkat konsumsi masyarakat Indonesia akan minyak goreng kelapa sawit. Tingkat konsumsi dan prediksi konsumsi minyak goreng di Indonesia dapat dilihat pada gambar 1.
Grafik Prediksi Konsumsi Minyak Goreng di Indonesia 0 1000 2000 3000 4000 5000 6000 1999 2000 2001 2002 2003 2004 2005 Tahun
Jumlah konsumsi (ribu ton)
Gambar 1 Konsumsi dan Prediksi Konsumsi Minyak Goreng
Proses pembuatan biodiesel menggunakan minyak jelantah dengan katalis asam meliputi proses transesterifikasi, recovery metanol, penghilangan katalis, pencucian, dan purifikasi biodiesel (FAME) serta
purifikasi gliserol.
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-2
1. Proses Transesterifikasi
Metanol dan katalis H SO yang telah dicampur dialirkan ke dalam reaktor transesterifikasi. Reaksi dilangsungkan pada temperatur 80 C dan tekanan 400 kPa dengan perbandingan molar antara metanol dengan minyak sebesar 50:1 dan perbandingan molar antara katalis H SO dengan minyak sebesar 1,3:1. Konversi yang terjadi sebesar 97% setelah 4 jam.
2 4
2 o
4
2. Proses recovery metanol
Untuk mengurangi beban pada proses selanjutnya, metanol berlebih dari reaktor transesterifikasi di-recovery sebanyak 94% menggunakan kolom distilasi yang beroperasi pada tekanan 200 kPa. Selanjutnya aliran bottom yang terdiri dari FAME, gliserol, metanol, katalis, dan sisa minyak jelantah dialirkan ke unit penghilangan katalis.
3. Proses penghilangan katalis
Proses penghilangan katalis asam dilakukan dengan mereaksikan H SO dengan CaO dalam reaktor netralisasi menghasilkan CaSO dan H O dengan kondisi operasi 60 C dan 200 kPa. Keluaran reaktor berupa campuran FAME, gliserol, metanol, sisa minyak jelantah, air, dan CaSO dialirkan ke gravity separator. Gravity separator ini digunakan untuk memisahkan endapan CaSO . Aliran fasa ringan yang terdiri dari FAME, gliserol, metanol, air, dan sisa minyak jelantah diteruskan ke unit pencucian.
2 4 4 2 4 o 4 4. Unit Pencucian
Pemisahan antara FAME dengan gliserol dilakukan pada kolom pencucian dengan penambahan air pada temperatur ruang. Kondisi operasi pada kolom ini adalah 60oC dan 110 kPa. Hasil pemisahan ini
menghasilkan FAME di bagian atas kolom dan gliserol di bagian bawah kolom. 5. Unit Purifikasi FAME
Untuk memperoleh produk akhir biodiesel yang sesuai spesifikasi ASTM (kemurnian >99,6%) dilakukan purifikasi menggunakan kolom distilasi. Proses distilasi yang digunakan adalah distilasi vakum (40-50 kPa). Metanol dan air dipisahkan sebagai vent gas sedangkan produk FAME dengan
kemurnian 99,7% diperoleh sebagai distilat cair. 6. Unit Purifikasi Gliserol
Gliserol yang keluar kolom pencucian masih memiliki kemurnian yang cukup rendah sehingga perlu dipurifikasi dengan menggunakan kolom distilasi. Proses distilasi yang dilakukan adalah distilasi vakum (40-50 kPa). Air dan metanol dipisahkan sebagai distilat sedangkan glierol dengan konsentrasi 85%-berat diperoleh sebagai produk bawah.
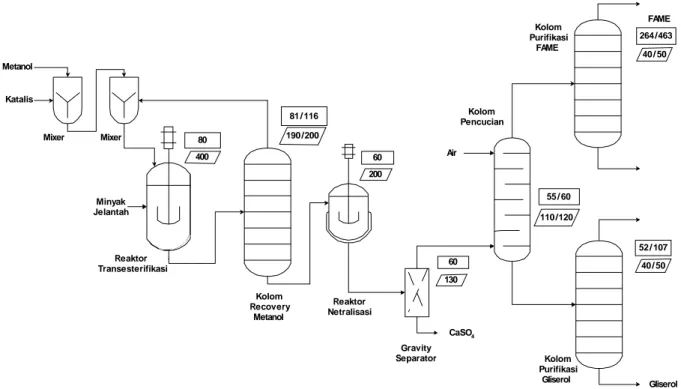
Simplified flow diagram proses pembuatan biodiesel dapat dilihat pada gambar 2.
Reaktor Transesterifikasi Mixer Mixer Kolom Recovery Metanol Kolom Pencucian Kolom Purifikasi FAME Kolom Purifikasi Gliserol Reaktor Netralisasi Gravity Separator CaSO4 Air Metanol Katalis Minyak Jelantah FAME Gliserol 80 400 81 / 116 190 / 200 60 200 60 130 55 / 60 264 / 463 40 / 50 52 / 107 40 / 50 110 / 120
Gambar 2 Simplified flow diagram proses pembuatan biodiesel
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-3
Sistem Utilitas
Sistem utilitas merupakan sistem penunjang dalam proses pembuatan biodiesel dari minyak jelantah ini, yang terdiri dari :
1. Unit penyediaan air, memenuhi kebutuhan air sebesar 8,75 m3/jam
2. Unit penyediaan kukus, memenuhi kebutuhan kukus sebesar 3467,66 kg/jam
3. Unit penyediaan thermal fluid (molten salt), memenuhi kebutuhan thermal fluid sebesar 6522,38 kg/jam
4. Unit penyediaan gas inert, memenuhi kebutuhan gas nitrogen sebesar 165 m3/jam
5. Unit penyediaan udara tekan, memenuhi kebutuhan udara tekan sebesar 44 m /jam 3
6. Unit penyediaan listrik, memenuhi kebutuhan listrik sebesar 7692 kWh/hari 7. Unit penyediaan bahan bakar, memenuhi kebutuhan diesel fuel sebesar 6740 L/hari
Pengolahan limbah
Pabrik Biodiesel menghasilkan tiga jenis limbah, yaitu limbah cair, padat, dan gas. Limbah cair dihasilkan dari kegiatan produksi, laboratorium, dan domestik. Limbah cair ini diolah pada instalasi pengolahan air limbah (IPAL) dengan proses pengolahan secara aerobik. Limbah padat dihasilkan dari proses produksi, kegiatan domestik, unit pengolahan limbah cair, dan limbah padat dari sistem utilitas. Limbah padat yang tidak berbahaya (non-B3) dibuang dalam tempat sampah non-B3 dan selanjutnya dibuang ke tempat penampungan sampah. Untuk limbah padat B3 dikumpulkan dalam tempat sampah B3 dan selanjutnya diserahkan kepada pihak yang khusus menangani pengolahan limbah B3. Limbah padat yang dihasilkan dari unit pengolahan limbah cair dikeringkan lalu dibuang untuk landfill. Limbah gas berasal dari
proses dan unit utilitas pabrik. Gas-gas buangan tersebut merupakan limbah yang tidak berbahaya bagi lingkungan sehingga gas-gas tersebut hanya perlu didinginkan dan disaring sebelum dibuang ke udara bebas. Analisis Ekonomi
Biaya investasi yang digunakan untuk membiayai pembangunan pabrik selama pabrik belum beroperasi adalah Total Invesment Cost (TIC) yang meliputi biaya pendirian pabrik (Plant Cost), modal kerja
(Working Capital), Offsite Facilities, Plant Start Up, dan bunga bank yang dikapitalisasi (IDC). Perincian
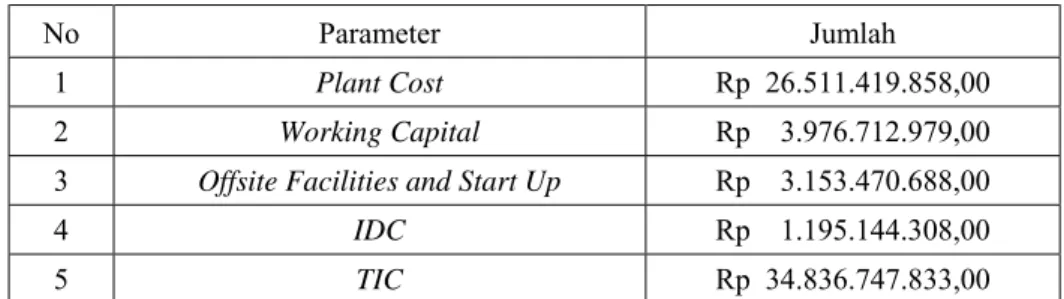
jumlah investasi yang dibutuhkan untuk mendirikan pabrik biodiesel ini ditunjukkan pada tabel 1. Tabel 1 Investasi Pabrik Biodiesel
No Parameter Jumlah
1 Plant Cost Rp 26.511.419.858,00
2 Working Capital Rp 3.976.712.979,00
3 Offsite Facilities and Start Up
4
5 TIC
Rp 3.153.470.688,00
IDC Rp 1.195.144.308,00
Rp 34.836.747.833,00
Berdasarkan sumbernya, modal untuk pendirian pabrik ini dibagi menjadi dua, yaitu modal investor (equity) dan pinjaman dari bank (debt). Komposisi modal yang digunakan adalah 60% modal investor dan
sisanya merupakan pinjaman dari bank sebesar 40%. Grace period adalah dua tahun. Pembayaran angsuran
akan dilakukan selama 5 tahun (dari tahun pertama sampai dengan tahun kelima sejak pabrik beroperasi). Perincian komposisi dari seluruh investasi yang tercakup dalam TIC ditunjukkan pada tabel 2.
Tabel 2 Komposisi Modal dan Investasi
No Parameter Jumlah
1 D/E Ratio 40/60
2 Bunga Pinjaman 6,5%
3 Grace Period 2 tahun
4 Jangka Waktu Pengembalian 5 tahun Disbursement Th ke-1 : Th ke-2 3 : 7 5
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-4
Suatu pabrik dapat dikatakan layak secara ekonomi dengan menganalisis beberapa kriteria, antara lain: 1. Kriteria yang tidak memperhitungkan nilai waktu dari uang, meliputi pengembalian atas investasi atau
Return on Investment (ROI), periode pengembalian atau Pay Back Period (PBP), dan Break Even Point
(BEP)
2. Kriteria yang memperhitungkan nilai waktu dari uang, meliputi Internal Rate of Return (IRR) dan
perhitungan nilai sekarang bersih atau Net Present Value (NPV)
Analisis kelayakan dari pabrik ini dapat dilihat pada tabel 3.
Tabel 3 Analisis Kelayakan
Payback Period (PBP)merupakan jangka waktu yang diperlukan oleh suatu pabrik untuk memperoleh
kembali modal investasi awal atau dengan kata lain merupakan alat ukur kecepatan pengembalian dari suatu investasi, bukan alat untuk mengukur besarnya keuntungan dari suatu investasi. PBP yang diperoleh pada
pabrik biodiesel ini adalah 9 tahun 6 bulan sejak pabrik mulai beroperasi.
Return on Investment (ROI) adalah perbandingan keuntungan sesudah pajak (net profit) yang
diperoleh terhadap total investment cost, atau besarnya tingkat pengembalian investasi. Nilai ROI tahunan
dari investasi pabrik biodiesel adalah sebesar 15,63%, artinya dalam waktu satu tahun operasi 15,63% dari total investasi telah diperoleh kembali. Tingkat pengembalian investasi ROI ini bukan merupakan tingkat pengembalian yang sebenarnya, karena nilai net income yang digunakan belum diperhitungkan tingkat
diskontonya (di-net present value-kan) sehingga nilai ROI lebih besar daripada nilai IRR.
BEP yang tidak terlalu tinggi ini cukup menguntungkan karena jika terjadinya penurunan permintaan pasar akan biodiesel kapasitas poduksi dapat diturunkan hingga ± 20%, sehingga investasi tidak mengalami kerugian. Penurunan kapasitas produksi tidak dapat didasarkan hanya kepada nilai BEP saja, namun juga harus menilai nilai IRR, NPV dan kondisi ekonomi yang sedang dialami oleh perusahaan.
IRR adalah tingkat suku bunga (% per tahun) pada saat Net Present Value (NPV) bernilai nol, yang
berarti bahwa seluruh uang masuk (cash inflow) bernilai sama dengan uang keluar (cash outflow), sehingga
pabrik tersebut tidak untung maupun rugi.IRR dihitung dengan menggunakan pendekatan Free Cash Flow to Equity (FCFE). Pendekatan ini diambil karena dapat menunjukan return bagi equity investor terlepas dari
unsur pemberi pinjaman dan pemegang saham luar biasa, sehingga kelayakan investasi dapat kita tinjau dengan menggunakan perbandingan bunga bank. Perhitungan IRR untuk pabrik ini adalah 8,43 %.
Net Present Value (NPV) adalah selisih total nilai sekarang (Cash flow present value) yang masuk
dalam TIC. NPV harus bernilai positif agar pendapatan yang diperoleh dapat menutupi biaya investasi awal. NPV merupakan salah satu alat analisis kelayakan ekonomi suatu investasi yang cukup baik, karena memperhitungkan time value of money dan keseluruhan aliran kas proyek. NPV yang diperoleh pada pabrik
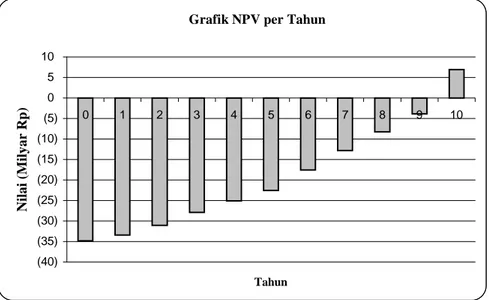
biodiesel ini adalah Rp 6.917.736.614,00. Dari bar chart NPV pada gambar 3 akan terlihat bahwa dalam
waktu 10 tahun maka proyek dari pabrik biodieselini sudah bernilai positif. Kesimpulan
Berdasarkan data-data dan hasil perhitungan yang diperoleh pada perancangan pabrik biodiesel ini, maka dapat diperoleh kesimpulan sebagai berikut :
1. Biodiesel adalah salah satu sumber energi alternatif yang renewable, biodegradeble serta mempunyai
beberapa keunggulan dari segi lingkungan apabila dibandingkan dengan petroleum diesel
2. Sistem Utilitas uang digunakan dalam pabrik biodiesel yaitu air pendingin, bahan bakar, listrik, steam, molten salt, udara tekan dan gas inert
3. Perencanaan pembangunan pabrik terdiri dari tahap persiapan, engineering, procurement, contracting,
konstruksi dan percobaan selama 2 tahun dan pabrik mulai beroperasi pada tahun 2007.
4. Modal pendirian pabrik yang diperlukan adalah Rp. 34.836.747.833,00 dengan komposisimodal sebesar 60 % modal sendiri dan 40 % berasal dari pinjaman
Parameter Nilai PBP 9 tahun 6 bulan ROI 15,63% BEP 79,57% IRR 8,43% NPV Rp 6.917.736.614,00
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-5
5. Hasil analisis ekonomi pabrik biodiesel dari minyak jelantah ini menunjukkan IRR sebesar 8,43 %, NPV sebesar Rp. 6.917.736.614,00, Return of Investment (ROI) sebesar 15,63 %, BEP sebesar 79,57 %, dan Pay Back Period (PBP) selama 9 tahun 6 bulan sejak pabrik mulai beroperasi. Berdasarkan nilai-nilai
tersebut, pabrik biodiesel ini layak didirikan.
Grafik NPV per Tahun
(40) (35) (30) (25) (20) (15) (10) (5) 0 5 10 0 1 2 3 4 5 6 7 8 9 10 Tahun Nilai (Milyar Rp)
Gambar 3 Bar Chart NPV Setiap Tahun
Daftar Pustaka
[1] Anggraini, Ananta Andy, (2002), “Biodiesel dari Minyak Jelantah”, KOMPAS, 20 Juli 2002.
[2] Darling International, (2004), “Cooking Oil Removal Services”, http://www.darlingii.com.
[3] Jakarta Futures Exchange, (2004), “Perkembangan Produksi Minyak Goreng Sawit di Indonesia”, http://www.bbj-jfx.com.
[4] Zhang, Y. et all., “Biodiesel Production from Waste Cooking Oil : 1. Process Design and Technological Assessment”, Journal of Bioresource Technology, Vol. 89 Tahun 2003 hlm. 1-15.
[5] Canakci, M. Dan J. Van Gerpen, (2001), “Biodiesel Production from Oils and Fats with High Free Fatty Acids”, Journal of American Society of Agricultural Engineers, Vol. 44 hlm.1429-1436.
[6] Tyson, K. Shaine, (2001), “Biodiesel Handling and Use Guideline”, National Renewable Energy
Laboratory (NREL), September 2001, http://www.ott.doe.gov.
[7] Ma, Fangrui dan Milford A. Hanna, (1999), “Biodiesl Production: a Review”, Journal of Bioresource Technology, Elsevier, Vol. 8\70 hlm. 1-15
[8] Suhartono, Obelin Sijabad, Yudi Wahyudi, Dindin Wahyudin, “Minyak Goreng Bekas sebagai Biodiesel Melalui Proses Transesterifikasi”, http://bdg.centrin.net.id/~unjani.
[9] A national laboratory of the U.S. Department of Energy, (2001), “Biodiesl Handling and Use Guidelines”, http://www.doe.gov/bridge.
[10] Wallas, Stanley M., (1988), “Chemical Process Equipment”, Butterworth Publishers.
[11] Baasel, William D., (1978), “Preliminary Chemical Engineering Plant Design”, Elsevier North
Holland Scientific Publishers, Ltd.
[12] Garrett, E. Donald, (1989), “Chemical Engineering Economics”, Van Nostrand Reinhold, New York.
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK C-10-6