Pengecoran dapat dibuat dengan cetakan permanen logam atau cetakan dengan bahan refractory (misalkan, pasir silika). Akan tetapi,
penggunaan cetakan permanen logam memiliki keterbatasan dimana biayanya
biayanya dapatdapat tertutupitertutupi bilabila produksiproduksi corannyacorannya secarasecara massalmassal..
Selain
Selain ituitu cetakancetakan logamlogam hanyahanya tepattepat untukuntuk logamlogam dengandengan suhusuhu caircair rendah
rendah yang yang manamana lebihlebih rendahrendah daridari suhusuhu caircair logamlogam cetakancetakan permanenpermanen.
Oleh karena itu, cetakan pasir masih menjadi metode yang cukup luas
9. Material Cetakan
Oleh karena itu, cetakan pasir masih menjadi metode yang cukup luas penggunaannya selain dapat dibuat kembali, mampu digunakan untuk pengecoran logam dengan suhu cair tinggi.
Sehingga persiapan material untuk cetakan pasir dan inti cetakan, sifat- sifatnya dan pengujiannya perlu diketahui agar dapat melakukan
pengecoran logam dengan cetakan pasir dengan baik.
9.1 Persyaratan Fungsional Material Cetakan
Sebuah pencampuran cetakan pengecoran melalui empat tahap produksi utama yaitu: persiapan dan distribusi, produksi cetakan dan inti,
Sifat-sifat utama yang dibutuhkan pada tahap pembuatan cetakan adalah flowability
flowability dan green strengthgreen strength dari cetakan.
Flowability adalah kemampuankemampuan material material untukuntuk dibuatdibuat padatpadat dengandengan densitas
densitas yang uniform/yang uniform/seragamseragam.
Flowability yang tinggi dapat dibuat dengan ramming action dari mesin cetakan yang mana energi pemadatan harus ditransmisikan ke seluruh massa pasir.
Kebutuhan akan green strength dari cetakan pasir muncul saat pola ditarik dari cetakan, maka cetakan harus mampu menahan bentuknya secara independen tanpa adanya distorsi atau runtuh.
Tegangan yang dialami cetakan tergantung pada tingkat penompang dari Tegangan yang dialami cetakan tergantung pada tingkat penompang dari cetakan, pengangkatan pola, dan inti besi dan bentuk serta dimensi dari compact.
Dalam banyak kasus, stabilitas dimensi dan akurasi yang tinggi dapat dicapai tanpa green strength yang memadai, selama cetakan atau inti diperkeras saat kontak dengan permukaan pola dan biasanya
menggunakan sistem pengikatan (bonding system).
Dalam proses penuangan, banyak cetakan dituang dalam kondisi green state. Namun untuk pengecoran berat seperti baja, cetakan diperkeras
Pengerasan cetakan dapat dilakukan dengan pengeringan temperatur tinggi pada pasir yang diperkuat oleh lempung atau membakar inti
cetakan yang mana semuanya dapat pula diperkeras secara kimiawi.
Dengan kata lain, pada tahap penuangan, dry strength (kekuatan cetakan yang diperkeras atau dalam kondisi kering) adalah signifikan.
Selain itu, cetakan perlu dikeringkan sebelum penuangan agar cetakan tidak luruh menjadi serbuk kembali (friability).
Persyaratan lain adalah refractoriness atau kemampuankemampuan material material cetakan
cetakan untukuntuk tahantahan terhadapterhadap suhusuhu tinggitinggi tanpatanpa mengalamimengalami pembakaranpembakaran atau
atau perubahanperubahan fisikfisik lainnyalainnya. Sifat ini sangat penting untuk proses manufaktur paduan dengan suhu cair tinggi seperti baja. Sedangkan manufaktur paduan dengan suhu cair tinggi seperti baja. Sedangkan untuk paduan dengan suhu cair rendah, refractoriness refractoriness dapatdapat digantidiganti dengan
dengan persyaratanpersyaratan lain yang lain yang lebihlebih pentingpenting sepertiseperti kehalusankehalusan pasirpasir dlsbdlsb.
Kondisi lain dari pengecoran adalah adanya gas yang terlibat atau tergantikan oleh logam cair dalam cetakan. Kebanyakan gas dapat
dilakukan melalui saluran udara dan ventilasi tetapi untuk coran dengan volume besar, udara harus dapat dilakukan oleh pori-pori cetakan.
Masalah ini sangat serius terjadi untuk cetakan greensands dan coresands.
Setiap
Setiap penguapanpenguapan daridari 1% 1% kelembabankelembaban green green mouldingmoulding sand sand dapatdapat menghasilkan
menghasilkan 30 kali volume 30 kali volume daridari uapuap, , halhal iniini paralelparalel untukuntuk tipetipe pasirpasir lain.lain.
Oleh karena itu, sifat permeabilitypermeability (kemampuankemampuan untukuntuk menyediakanmenyediakan jalurjalur keluarnya
keluarnya gas gas daridari cetakancetakan) merupakan sifat yang sangat diperlukan untuk melindungi coran dari cacat blows dan cacat-cacat yang sejenis.
Fineness
Fineness diperlukan untuk mencegah adanya penetrasi logam dan
menghasilkan permukaan cetakan yang halus. Mengingat, permeability dan fineness adalah fungsi dari ukuran butir dan distribusinya, dua sifat ini biasa terjadi konflik dan harus ada kompromi dalam membuat cetakan
pasir.
Fineness dapat dicapai dengan menggunakanmenggunakan pasirpasir cetakcetak yang yang halushalus dengan melakukan pengayakan secara kontinyu. Namun, hal itu akan dengan melakukan pengayakan secara kontinyu. Namun, hal itu akan mengurani permeabilitas. Sebuah alternatif pendekatan untuk
menggunakan material dengan permeabilitas tinggi dan mendapatkan permukaan yang halus adalah dengan menggunakan pelapisan cetakan.
Material cetakan juga memerlukan kualitas lanjut yang tidak perlu terukur oleh uji standar. Seperti, bench life, kemampuan untuk mempertahankan kualitas pasir saat disimpan atau dibiarkan saja. Kemudian, durability, yang menunjukkan kapasitas sistem cetakan untuk tetap bertahan dalam kondisi siklus pemanasan dan pendinginan berulang dalam sistem pasir
9.2 Pembuatan Cetakan dan Persyaratan Khusus untuk Coresands
Praktek pembuatan cetakan pasir:
1. Pengikat lempung melibatkan biaya material yang rendah dan
menghindari biaya pengerasan cetakan baik dengan secara kimiawi atau secara termal.
2. Perputaran kotak cetakan dan cetakan yang halus serta siklus pengecoran yang cepat adalah hal yang menguntungkan dalam sistem mekanisasi.
3. Pasir dapat direkondisi karena dehidrasi yang kecil dari ikatan lempung.
lempung.
4. Greensands memiliki kekuatan tekan yang lebih rendah, yang mana menawarkan ketahanan yang kurang terhadap kontraksi daripada cetakan diperkeras sehingga resiko adanya hot tearing dapat
dikurangi.
5. Cetakan dapat tersambung dengan tertutup, sehingga meninggalkan flash yang kecil untuk pembersihan dengan pemotongan.
6. Prosesnya ramah lingkungan.
9.2 Pembuatan Cetakan dan Persyaratan Khusus untuk Coresands
Praktek pembuatan cetakan diperkeras atau drysand:
1. Cetakan diperkeras (hardened moulds) menawarkan ketahanan yang maksimum terhadap distorsi akibat tekanan metallostatic dan
terhadap erosi cetakan selama penuangan yang lebih lama. Oleh karena itu, cetakan ini cocok untuk pengecoran dengan dimensi
sangat besar dan memberikan akurasi dengan standar tinggi. Dalam produksi besi tuang secara khusus, kekakuan cetakan berkontribusi pada akurasi dimensional.
2. Masalah ventilasi dapat dikurangi karena ketidakadaan uap yang 2. Masalah ventilasi dapat dikurangi karena ketidakadaan uap yang
dihasilkan oleh kelembaban cetakan.
3. Permukaan cetakan yang tidak dapat ditembus dapat dibuat karena pasir dengan permeabilitas rendah dapat digunakan, kalau perlu dengan coating.
4. Permukaan dengan struktur chilled dapat dikurangi banyak, karena cetakan dapat memfasilitasi aliran logam cair dalam bagian yang tipis.
5. Masalah pengeringan lanjut selama penundaan dalam pengecoran yang bisa membuat permukaan rontok menjadi serbuk dapat
Pengerasan Cetakan
Pengerasan secara kimia dapat dilakukan baik dengan reagent liquid reagent liquid atau
atau gasgas.
Liquid reagents secara umum diterapkan pada kondisi dingin dan dicampurkan ke dalam pasir saat tahap pencampuran. Pada
beberapa kasus dicampurkan lubang cetakan, sehingga tidak pada operasi pengerasan terpisah.
Pengerasan dengan gas atau uap dilakukan setelah pemadatan dan biasanya dilakukan pada inti atau komponen yang lebih kecil.
biasanya dilakukan pada inti atau komponen yang lebih kecil.
Untuk
Untuk cetakancetakan yang yang dikeringkandikeringkan penuhpenuh, , digunakandigunakan komporkompor atauatau open open untuk
untuk mengeringkannyamengeringkannya dengandengan temperaturtemperatur 200 200 --400400°°C.C.
Pengeringan
Pengeringan permukaanpermukaan dapatdapat jugajuga dibawadibawa keluarkeluar menggunakanmenggunakan burner gas
burner gas atauatau pengeringanpengeringan dengandengan udaraudara panaspanas..
Pengerasan permukaan dapat ditingkatkan dengan perlakuan mula menggunakan penyemprotan campuran zat pengeras atau pelapisan cetakan dengan zat yang tidak terbakar seperti grafit dlsb.
Persyaratan untuk intipasir (core sand)
Meskipun teknik pembuatan inti cetakan secara prinsip mirip dengan cara pembuatan cetakan, kondisi inti dan cetakan berbeda selama penutupan cetakan dan pengecoran.
Praktek pembuatan cetakan dengan greensand atau drysand diterapkan untuk membuat cetakan. . UntukUntuk, , intiinti cetakancetakan biasanyabiasanya menggunakan
menggunakan teknikteknik pengeringanpengeringan atauatau pengerasanpengerasan agar agar dapatdapat dihasilkan
dihasilkan kekuatankekuatan intiinti yang yang tinggitinggi sesuaisesuai dengandengan situasinyasituasinya..
Inti sering memiliki struktur yang kompleks, dan harus ditangani Inti sering memiliki struktur yang kompleks, dan harus ditangani dengan proses tersendiri tanpa dukungan dari kotak cetakan.
Kekuatan
Kekuatan keringkering yang yang tinggitinggi jugajuga diperlukandiperlukan dalamdalam pengecoranpengecoran untukuntuk mampu
mampu menahanmenahan tegangantegangan padapada intiinti dandan seringsering dikelilingidikelilingi oleholeh logamlogam cair
cair. . Inti greensands diperlukan pada beberapa kasus khusus namun penanganannya saat penutupan cetakan lebih sulit.
Inti cetakan harus memiliki sifat tahanan yang minimum untuk kontraksi.
9.3 Pengujian Pasir Cetak
Pengujian pasir cetak perlu dilakukan untuk menjaga kualitas dari pasir cetak sehingga didapatkan cetakan yang menghasilkan coran yang maksimal.
Pengujian pasir cetak sudah lama dibuat dan diawali oleh H.W.
Dietert dari American Foundrymen’s Society, BCIRA dan individu-
individu peneliti dan organisasi yang tertulisa dalam publikasi laporan, handbook dan papers serta masih banyak yang relevan.
Sifat-sifat pejal dari agregat sensitif terhadap variasi kecil dalam Sifat-sifat pejal dari agregat sensitif terhadap variasi kecil dalam
kondisi pencampuran dan persiapan spesimen sehingga standarisasi yang kaku diperlukan pada semua tahap.
a. Spesimen untuk Bulk Testing (pengujian bentuk pejal pasir cetak)
Sifat-sifat mekanis dan karakteristik tertentu ditentukan oleh spesimen yang dipadatkan menjadi bulk density yang mirip dengan hasil
penekanan dalam sumur cetakan rammed.
Banyak cetakan
menggunakan 2 in x 2 in silinder AFS specimen atau 50 mm x 50 mm DIN
ekuivalen yang disiapkan dengan memberikan beban pada pasir dengan
pemukulan beberapa kali oleh standar rammer dan oleh standar rammer dan disalurkan pada piston menumbuk pasir cetak dalam cetakan silinder.
Gambar rammer dapat dilihat pada gambar di samping ini.
Sand rammer untuk persiapan spesimen
Berat
Berat pasirpasir disesuaikandisesuaikan dengandengan kebutuhankebutuhan untukuntuk membuatmembuat spesimenspesimen untuk
untuk pengujianpengujian permeabilitaspermeabilitas, , atauatau pengujianpengujian kekuatankekuatan keringkering sepertiseperti kekuatan
kekuatan tariktarik, , tekantekan dandan gesergeser..
Dari proses penumbukan dengan rammer ini dapat diketahui sifat
kompatibility atau flowability dari pasir untuk mengisi cetakan yang ada.
b. Pengujian kekuatan green dan dry
Pada prinsipnya adalah untuk mengukur tegangan yang Pada prinsipnya adalah untuk mengukur tegangan yang
mengakibatkan kerusakan pada pasir cetak dalam kondisi kecepatan pembebanan yang konstan.
Biasanya pengujian dilakukan dengan peralatan sederhana dan dioperasikan secara manual, dengan pembebanan pegas.
Namun banyak yang menggunakan mesin pengujian universal (universal testing machine) seperti pada gambar berikut.
Universal sand strength testing machine
Universal sand strength testing machine untuk pasir cetak dengan kekuatan yang lebih tinggi
Kondisi pembebanan dalam pengujian kekuatan untuk material cetakan a) compression, b) shear, c) tension, d) transverse
c. Pengujian green strength lainnya untuk kualitas cetakan Compactability and Flowability
Tes compactability diterima luas sebagai metode sederhana yang langsung berhubungan dengan perilaku pasir di dalam mesin
khususnya saat dilakukan squeeze compaction.
Dengan
Dengan volume yang volume yang tetaptetap ditekanditekan dengandengan kondisikondisi standard standard kemudiankemudian diukur
diukur reduksireduksi volumenyavolumenya yang yang manamana reduksireduksi volume volume iniini sebagaisebagai parameter
parameter compactabilitycompactability. . SemakinSemakin tinggitinggi reduksinyareduksinya semakinsemakin tinggitinggi sifat
sifat compactabilitycompactability--nyanya..
sifat
sifat compactabilitycompactability--nyanya..
Pengujian dapat menggunakan standard sand rammer: tabung spesimen silindris diisi oleh pasir hingga penuh kemudian diberi pukulan ram tiga kali. Volume Volume reduksireduksi biasanyabiasanya antaraantara 33 33 –– 55%, 55%, meskipun
meskipun reduksireduksi iniini dipengaruhidipengaruhi oleholeh kandungankandungan lempunglempung dandan air.air.
Dengan
Dengan informasiinformasi iniini, , makamaka dapatdapat dijadikandijadikan dasardasar untukuntuk memperkirakan
memperkirakan jumlahjumlah pasirpasir yang yang dibutuhkandibutuhkan untukuntuk produksiproduksi cetakancetakan yang
yang memuaskanmemuaskan..
c. Pengujian green strength lainnya untuk kualitas cetakan Compactability and Flowability
Flowability diuji dengan menggunakan standar rammer tetapi
berdasarkan pergerakan reduksi antara pukulan ke empat dan ke lima dalam pembuatan spesimen uji tekan.
Pasir yang memiliki flowability yang tinggi dapat dipadatkan penuh pada awal pemukulan.
Hasil pengukuran flowability ini dipengaruhi oleh bentuk butiran dan distribusi pasir dasar, serta kandungan lempung dan air.
distribusi pasir dasar, serta kandungan lempung dan air.
Perbedaan
Perbedaan sifatsifat aliralir pasirpasir dapatdapat dilihatdilihat daridari pengukuranpengukuran densitasdensitas pejalpejal, , yang
yang manamana berdensitasberdensitas 0.60 0.60 –– 0.75 x 100.75 x 1033 kg/mkg/m33 untukuntuk pasirpasir tidaktidak tertekan
tertekan. . SedangkanSedangkan untukuntuk pasirpasir yang yang telahtelah ditekanditekan lama lama dengandengan rammer
rammer memilikimemiliki densitasdensitas 1.6 1.6 –– 1.7 kg/m1.7 kg/m33..
Pengujian Permeabilitas Pasir Cetak Permeability ditentukan dengan
mengukur kecepatan aliran udara melalui spesimen yang dipadatkan dengan kondisi standar.
Standar yang diikuti adalah AFS dengan bentuk silinder yang didapatkan dari
tabung rammer.
Alat permeabilitas meter memiliki tabung udara 2 liter di atas air. Kemudian,
Permeability meter (Ridsdale & Co. Ltd.) udara 2 liter di atas air. Kemudian,
dengan pembebanan udara mengalir melalui O-seal dimana di atasnya
terdapat spesimen pasir cetak. Waktu yang diperlukan untuk menghabiskan 2 liter udara diukur.
Permeability Number, P adalah volume udara cm3/menit yang melewati
spesimen sepanjang 1 cm dan penampang 1 cm2 dibawah beda
Atau bisa juga dengan alat dan
Alat permeabilitas meter lainnya yang mengukur permeabilitas secara langsung dengan skala.
Compact direct reading permeability meter (Ridsdale-Dietert electric Permmeter,
Atau bisa juga dengan alat dan teknik standar, permeabilitas dapat dihitung dengan
persamaan di bawah ini, yang mana t adalah waktu dalam detik.
Hubungan antara kekuatan dan curing time/pemulihan untuk sebuah jenis cetakan pasit yang terikat resin yang disetting dingin. Titik A menunjukkan bench life, B adalah setting time dan C adalah waktu untuk berkembang
Pengujian Impact Penetration Pasir Cetak
Impact penetration tester dengan internal spring loaded hammer (Ridsdale & Co. Ltd.)
Pengujian Hot Distortion
Skema pengujian hot distortion (dari Morgan and Fashamm, American Foundrymens’s Society)
Contoh kurva tegangan waktu hasil pengujian hot distortion. Tahap: O-A:
berekspansi ke atas melawan beban; A-B: thermoplastic softening; B-C:
thermosetting; C-D: breakdown and collapse (dari Morgan and Fashamm, American Foundrymens’s Society)
Hasil analisa kimia beberapa jenis pasir cetak untuk pengecoran
Komposisi kimia beberapa Pasir Cetak
Distribusi Pasir Cetak
Kurva grade kumulatif untuk pasir kasar (coarse) dan halus (fine)
Pengaruh ukuran butir terhadap kekuatan pasir cetak
Efek ukuran butir terhadap kekuatan pasir cetak yang diikat oleh lempung (Davies, British Steel Corporation)
Pengaruh ukuran butir terhadap densitas pasir cetak
Efek bentuk butiran terhadap densitas pejal dari pasir cetak diikat oleh minyak (Davies, British Steel Corporation)
Pengaruh kandungan binder terdapat kekuatan pasir cetak
Pengaruh kandungan binder terhadap kekuatan pasir cetak (pasir silika diikat oleh Wyoming bentonite/lempung. Sifat kelembaban optimum; rasio lempung-
air 2.0-4.0) (Grim dan Cuthbert)
Pengaruh kandungan air terdapat kekuatan pasir cetak
Pengaruh kandungan air dan lempung terdapat kekuatan pasir cetak
Pengaruh kandungan air pada lempung terhadap green strength pasir cetak (Grim dan Cuthbert, American Ceramic Society)
Pengaruh aliran CO2 terhadap kekuatan pasir cetak
Pengaruh aliran karbon dioksida pada kekuatan tekan, ilustrasi pengurangan kekuatan akibat overgassing. Pasir cetak memiliki mesh bervariasi dengan
Perilaku kekuatan pasir cetak pada suhu tinggi
Kekuatan pada temperatur tinggi untuk pasir cetak yang diikat dengan sodium silicate (Taylor) (American Foundrymen’s Society)
Tabel Tambahan Khusus untuk Campuran Pasir Cetak
Penambahan pada pasir cetak untuk peningkatan kualitas pasir cetak
Pasir refraktori tanpa kandungan silika
Macam-macam Pasir Cetak yang tanpa kandungan Silika
Sifat ekspansi termal beberapa pasir cetak pada berbagai suhu
Ekspansi termal untuk cetakan refraktori (Middleton, Institute of British Foundrymen)
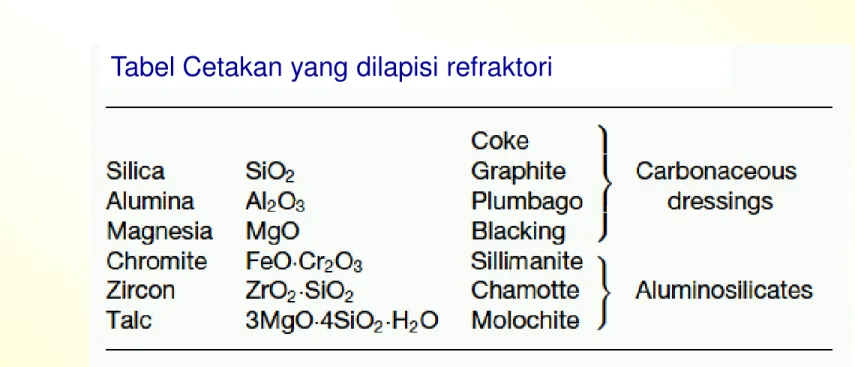
Tabel Cetakan yang dilapisi refraktori
Beberapa material yang bisa dibuat untuk pelapisan pasir cetak terutama di dinding cavity