47
Universitas Kristen Petra
5. RANCANGAN STANDAR METODE KERJA
Bab ini menjelaskan rancangan standar metode kerja di OEM Line 1 dengan produk yang dihasilkan adalah GCOE FV 280/400. Penulis memaparkan secara langsung hasil rancangan standar metode kerja dan analisis yang telah melalui proses verifikasi dan validasi di OEM line 1, penyempurnaan rancangan standar metode kerja, dan telah implementasi ± 1 shift kerja.
5.1. Rancangan Standar Metode Kerja di OEM Line 1
Rancangan standar metode kerja bertujuan meningkatkan produktivitas melalui kerja keras, namun tidak berarti memaksa operator untuk bekerja lebih keras. Justru rancangan standar metode kerja menginginkan cara kerja yang efisien tanpa melakukan motion waste.
Pada bab sebelumnya telah diketahui berbagai motion waste yang terjadi di OEM Line 1 melalui pengamatan hasil rekaman video (Micromotion Study).
Maka rancangan standar metode kerja berusaha menurunkan motion waste tersebut, sehingga waktu siklus menjadi lebih cepat, output meningkat, dan nilai PCE menjadi lebih besar.
5.2. Rancangan Standar Metode Kerja Pada Proses Coil Assembly
Pada proses coil assembly terdapat tiga elemen kerja yaitu Pembagian Gabungan Fin Menjadi Dua Bagian, Pengukuran Panjang Berip, dan Pemasangan Hairpin, yang ketiganya bekerja secara paralel. Kondisi saat ini, operator B harus berjalan mengambil coil hasil proses sebelumnya dari operator A dan operator C harus berjalan mengambil coil hasil proses sebelumnya dari operator B. Dalam proses ini terlihat banyak trasportasi.
Rancangan standar metode kerja pada proses coil assembly, menggabungkan elemen kerja Pengukuran Panjang Berip dan Pemasangan Hairpin menjadi satu kegiatan sehingga kegiatan transportasi berkurang banyak.
48
Universitas Kristen Petra
Elemen kerja Pembagian Gabungan Fin Menjadi Dua Bagian dikerjakan oleh feeder. Rincian rancangan standar metode kerja dapat dilihat dalam Lampiran 21 dan Lampiran 22.
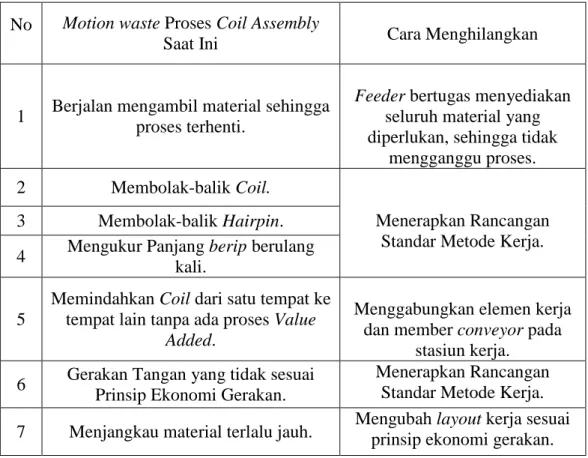
Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut:
Tabel 5.1. Cara Menghilangkan Motion Waste pada Proses Coil Assembly No Motion waste Proses Coil Assembly
Saat Ini Cara Menghilangkan
1 Berjalan mengambil material sehingga proses terhenti.
Feeder bertugas menyediakan seluruh material yang diperlukan, sehingga tidak
mengganggu proses.
2 Membolak-balik Coil.
Menerapkan Rancangan Standar Metode Kerja.
3 Membolak-balik Hairpin.
4 Mengukur Panjang berip berulang kali.
5
Memindahkan Coil dari satu tempat ke tempat lain tanpa ada proses Value
Added.
Menggabungkan elemen kerja dan member conveyor pada
stasiun kerja.
6 Gerakan Tangan yang tidak sesuai Prinsip Ekonomi Gerakan.
Menerapkan Rancangan Standar Metode Kerja.
7 Menjangkau material terlalu jauh. Mengubah layout kerja sesuai prinsip ekonomi gerakan.
Seluruh langkah kerja proses coil assembly dikerjakan di meja khusus assembly, sehingga proses berjalan lebih rapi dan teratur. Pada Tabel 5.1.
rancangan standar metode kerja menghilangkan kegiatan berjalan untuk mengambil material dengan menugaskan satu orang operator menjadi feeder.
Feeder inilah yang mensuplai seluruh material dan alat yang diperlukan oleh operator lainnya di proses coil assembly sehingga proses tidak akan berhenti.
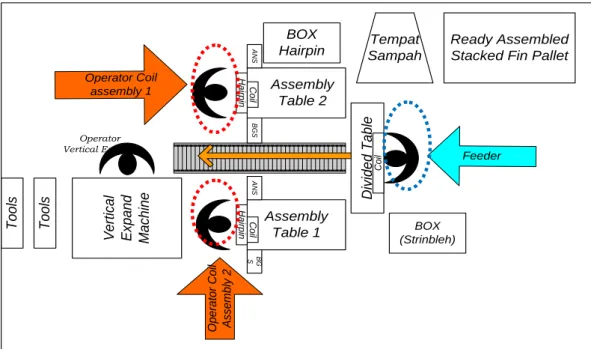
Layout kerja juga disesuaikan dengan prinsip ekonomi gerakan. Berikut merupakan gambar layout kerja yang rancangan.
49
Universitas Kristen Petra
Operator Vertical Expand
CoilCoil
Tools Tools Vertical Expand Machine
Assembly Table 1 Assembly
Table 2
Divided Table
BOX (Strinbleh) Tempat Sampah BOX
Hairpin Ready Assembled
Stacked Fin Pallet
Coil
ANSBGS
Hairpin ANSBGSHairpin
Feeder
Operator Coil Assembly 2 Operator Coil
assembly 1
Gambar 5.1. Rancangan Layout Kerja Proses Coil Assembly
Pada Gambar 5.1. terlihat bahwa pada rancangan standar metode kerja, operator coil assembly tetap tiga orang, namun 1 orang berperan sebagai feeder sedangkan dua orang lainnya mengerjakan proses coil assembly dari awal hingga akhir. Setelah membagi gabungan fin menjadi dua bagian, feeder meletakkan fin tersebut di conveyor. Sehingga operator coil assembly mengambil coil langsung dari conveyor tanpa ada kegiatan berjalan.
Peletakkan Strinblech ANS, Strinblech BGS, dan hairpin berada di sisi kanan dan kiri meja assembly, sehingga operator tidak perlu berjalan lagi.
Penambahan conveyor di tengah operator juga mengurangi waste transportasi.
Pada intinya, jika seluruh operator mengikuti standar metode kerja (Lampiran 21 dan Lampiran 22), maka motion waste dapat dikurangi. Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
50
Universitas Kristen Petra
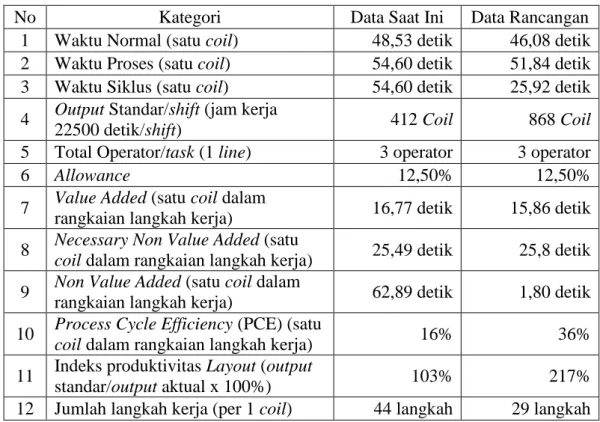
Tabel 5.2. Perbandingan Kondisi Coil Assembly Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (satu coil) 48,53 detik 46,08 detik 2 Waktu Proses (satu coil) 54,60 detik 51,84 detik 3 Waktu Siklus (satu coil) 54,60 detik 25,92 detik 4 Output Standar/shift (jam kerja
22500 detik/shift) 412 Coil 868 Coil
5 Total Operator/task (1 line) 3 operator 3 operator
6 Allowance 12,50% 12,50%
7 Value Added (satu coil dalam
rangkaian langkah kerja) 16,77 detik 15,86 detik 8 Necessary Non Value Added (satu
coil dalam rangkaian langkah kerja) 25,49 detik 25,8 detik 9 Non Value Added (satu coil dalam
rangkaian langkah kerja) 62,89 detik 1,80 detik 10 Process Cycle Efficiency (PCE) (satu
coil dalam rangkaian langkah kerja) 16% 36%
11 Indeks produktivitas Layout (output
standar/output aktual x 100%) 103% 217%
12 Jumlah langkah kerja (per 1 coil) 44 langkah 29 langkah Dalam Tabel 5.2. terlihat, jika operator menaati rancangan standar metode kerja maka waktu siklus yang semula 54,60 detik/coil turun menjadi 25,92 detik/coil sehingga output standar/shift akan meningkat menjadi 868 coil. Indeks produktivitas layout meningkat seiring dengan meningkatnya output standar.
Langkah kerja pada rancangan standar metode kerja lebih sedikit dibandingkan dengan kondisi saat ini, sehingga nilai PCE yang semula 16% meningkat menjadi 36%.
Nilai value added saat ini dengan rancangan berbeda, karena pada proses saat ini operator mengukur panjang coil dengan penggaris, sedangkan pada rancangan, operator mengukur panjang coil menggunakan meja yang telah di set sesuai panjang coil, sehingga proses pengukuran menjadi lebih cepat.
51
Universitas Kristen Petra
Setelah melalui proses coil assembly maka akan masuk pada proses kedua yaitu vertical expand. Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerjanya.
5.3. Rancangan Standar Metode Kerja Pada Proses Vertical Expand
Proses vertical expand menitik beratkan pada penggunaan mesin expand.
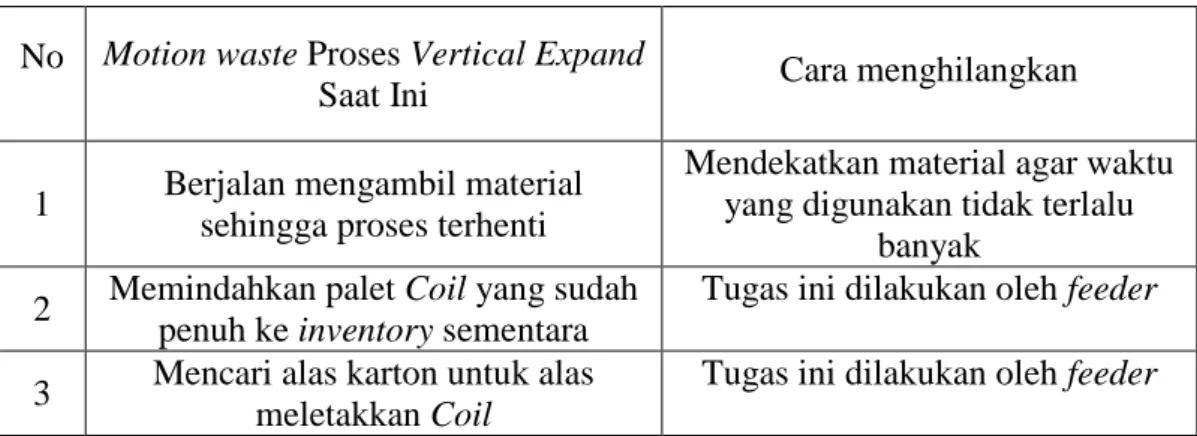
Rancangan standar metode kerja berusaha menghilangkan motion waste yang ada, sehingga operator bisa bekerja lebih maksimal. Rincian rancangan standar metode kerja dapat dilihat pada Lampiran 23. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
Tabel 5.3. Cara Menghilangkan Motion Waste pada Proses Vertical Expand
No Motion waste Proses Vertical Expand
Saat Ini Cara menghilangkan
1 Berjalan mengambil material sehingga proses terhenti
Mendekatkan material agar waktu yang digunakan tidak terlalu
banyak 2 Memindahkan palet Coil yang sudah
penuh ke inventory sementara
Tugas ini dilakukan oleh feeder 3 Mencari alas karton untuk alas
meletakkan Coil
Tugas ini dilakukan oleh feeder
Pada Tabel 5.3. motion waste seperti memindahkan palet coil yang sudah penuh ke inventory sementara, mencari alas karton untuk alas peletakkan coil, dan kegiatan lain yang tidak berhubungan dengan proses vertical expand dilakukan oleh feeder. Sehingga operator vertical expand bisa fokus terhadap pekerjaannya.
Kegiatan berjalan untuk mengambil material, belum bisa dihilangkan karena merupakan kegiatan yang harus dilakukan walaupun tidak menambah nilai suatu produk, untuk mengurangi waktu dari kegiatan ini, maka letak material di dekatkan dengan operator.
52
Universitas Kristen Petra
Operator harus menaati urutan rancangan standar metode kerja yang dibuat dan bukan urutan kerja menurut opini masing-masing. Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
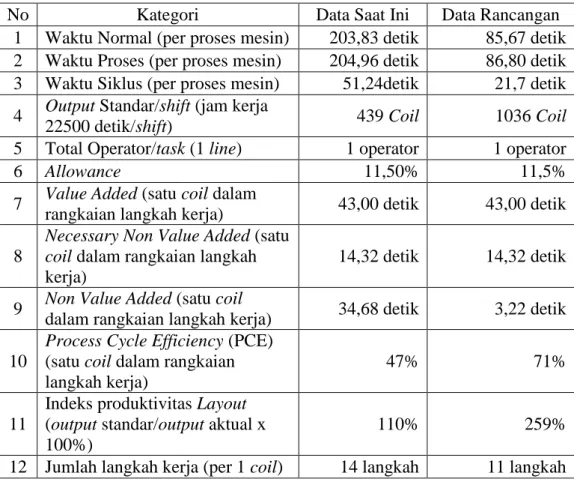
Tabel 5.4. Perbandingan Kondisi Vertical Expand Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (per proses mesin) 203,83 detik 85,67 detik 2 Waktu Proses (per proses mesin) 204,96 detik 86,80 detik 3 Waktu Siklus (per proses mesin) 51,24detik 21,7 detik 4 Output Standar/shift (jam kerja
22500 detik/shift) 439 Coil 1036 Coil
5 Total Operator/task (1 line) 1 operator 1 operator
6 Allowance 11,50% 11,5%
7 Value Added (satu coil dalam
rangkaian langkah kerja) 43,00 detik 43,00 detik 8
Necessary Non Value Added (satu coil dalam rangkaian langkah kerja)
14,32 detik 14,32 detik 9 Non Value Added (satu coil
dalam rangkaian langkah kerja) 34,68 detik 3,22 detik 10
Process Cycle Efficiency (PCE) (satu coil dalam rangkaian langkah kerja)
47% 71%
11
Indeks produktivitas Layout (output standar/output aktual x 100%)
110% 259%
12 Jumlah langkah kerja (per 1 coil) 14 langkah 11 langkah Dalam Tabel 5.4. terlihat, jika operator menaati rancangan standar metode kerja yang telah mengeliminasi motion waste maka waktu siklus yang semula 51,24 detik/coil berkurang menjadi 21,7 detik/coil sehingga output standar/shift akan meningkat menjadi 1036 coil. Indeks Produktivitas layout yang semula 110% meningkat menjadi 259% hal ini sejalan dengan meningkatnya output hasil rancangan standar metode kerja.
53
Universitas Kristen Petra
Langkah kerja pada rancangan standar metode kerja adalah 11 langkah sehingga nilai PCE yang semula 47% meningkat menjadi 71%.
Seluruh rancangan langkah kerja dan rancangan layout telah menjalani verifikasi dan validasi serta penyempurnaan, sehingga bisa di implementasikan oleh perusahaan. Coil yang telah di expand masuk ke proses brazing preparation.
Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerjanya.
5.4. Rancangan Standar Metode Kerja Pada Proses Brazing Preparation Rancangan standar metode kerja pada proses ini mencoba untuk mengeliminasi cara kerja operator yang menimbulkan waste dan mengatur tata letak material dan tools yang berserakan. Gerakan tangan kanan-kiri operator juga diamati secara terperinci melalui video yang ada untuk kemudian dimasukkan ke dalam rancangan standar metode kerja. Setiap langkah kerja memiliki waktu kerja masing-masing. Rincian rancangan standar metode kerja dapat dilihat pada Lampiran 24. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
Tabel 5.5. Cara Menghilangkan Motion Waste pada Proses Brazing Preparation
No Motion waste Cara Menghilangkan
1 Mencari palet Dilakukan oleh feeder
2
Berjalan mengambil palet di tempat yang jauh sehingga proses brazing preparation
terhenti
Dilakukan oleh feeder 3 Berjalan mengambil coil yang ada di palet
berulang kali Dilakukan oleh feeder 4 Memindahkan connection inlet dan outlet
dari satu tempat ke tempat lain Merubah langkah kerja
5 Mencari alat kerja yang akan digunakan (mal, mesin flaring, palu,dll)
Menata ulang layout kerja dan menerapkan prinsip
ekonomi gerakan
54
Universitas Kristen Petra
Kegiatan yang memerlukan banyak transportasi sehingga membuat proses terhenti, diatasi dengan cara menempatkan satu orang operator yang berperan sebagai feeder. Tugasnya adalah mensuplai semua kebutuhan operator brazing preparation. Dengan cara ini operator dapat bekerja lebih fokus dan tidak meninggalkan tempat kerjanya.
Rancangan standar metode kerja juga merubah langkah kerja dalam pemasangan connection inlet dan connection outlet, yaitu mengambil material dan langsung memasangkannya pada coil. Dengan cara ini, operator tidak perlu memindahkan material dari satu tempat ke tempat yang lain tanpa arti.
Tata letak material yang akan dirakit juga dirubah agar kerja operator menjadi lebih mudah sesuai teori ekonomi gerakan. Berikut merupakan layout kerja rancangan.
Coil
Feeder
Ubend Inlet
Outlet Operator
Tang
Opentube Palu
Mall
Gambar 5.2. Rancangan Layout Kerja Proses Brazing Preparation
Pada rancangan layout kerja proses brazing preparation di atas terdapat satu orang feeder yang akan mensuplai seluruh kebutuhan operator. Tata letak material telah disusun rapi sesuai dengan urutan pemakaiannya, dan disesuaikan dengan cara kerja tangan kanan-kiri operator. Peletakan peralatan yang semula menjadi satu keranjang dengan material (u-bend, connection inlet, connection
55
Universitas Kristen Petra
outlet) dirubah ke dalam keranjang terpisah untuk menghilangkan kegiatan mencari alat.
Operator harus menaati urutan rancangan standar metode kerja yang dibuat dan bukan urutan kerja menurut opini masing-masing. Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
Tabel 5.6. Perbandingan Kondisi Brazing Preparation Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat ini Data Rancangan
1 Waktu Normal (satu coil) 49,62 detik 40,75 detik 2 Waktu Proses (satu coil) 55,32 detik 45,43 detik 3 Waktu Siklus (satu coil) 55,32 detik 45,43 detik 4 Output Standar/shift (jam kerja
22500 detik/shift)
406 Coil 495 Coil 5 Total Operator/task (1 line) 1 operator 1 operator
6 Allowance 11,5 % 11.5%
7 Value Added (satu coil dalam rangkaian langkah kerja)
15,09 detik 15,09 detik 8 Necessary Non Value Added (satu
coil dalam rangkaian langkah kerja)
20,38 detik 23,35 detik 9 Non Value Added (satu coil dalam
rangkaian langkah kerja)
11,33 detik 0.00 detik 10 Process Cycle Efficiency (PCE) (satu
coil dalam rangkaian langkah kerja)
32% 39%
11 Indeks produktivitas Layout (output standar/output aktual x 100%)
102% 124%
12 Jumlah langkah kerja (per 1 coil) 23 langkah 15 langkah Jika operator melakukan gerakan sesuai dengan rancangan standar metode kerja maka motion waste dapat dikurangi dan waktu siklus turun menjadi 45,43 detik, sehingga output/shift yang semula 406 coil meningkat menjadi 495 coil.
56
Universitas Kristen Petra
Operator pada proses ini tetap satu orang. Feeder bekerja untuk seluruh line brazing preparation dan brazing, sehingga tidak dimasukkan ke dalam perhitungan. PCE rancangan meningkat menjadi 39% dari kondisi awal yang hanya 32%. Proses coil selanjutnya adalah brazing. Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerjanya.
5.5. Rancangan Standar Metode Kerja Pada Proses Brazing
Pada proses brazing, rancangan standar metode kerja menetapkan bahwa setiap operator harus melakukan proses brazing dari awal hingga akhir. Sehingga tidak ada lagi kegiatan operator A hanya brazing connection inlet dan connection outlet, kemudian dioper ke operator B untuk brazing u-bend (sisa bagian yang belum di brazing). Hasil pengamatan di video menunjukkan jika operator melakukan kegiatan tersebut, maka akan terdapat motion waste seperti mengambil dan memasang selang formil 18 kali, padahal hanya butuh 9 kali untuk satu palet coil, dan banyaknya meaningless transportation. Rincian rancangan standar metode kerja dapat dilihat pada Lampiran 25. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
Tabel 5.7. Cara Menghilangkan Motion Waste pada Proses Brazing
No Motion waste Cara Menghilangkan
1
Melakukan proses Brazing setengah jalan, kemudian di pindahkan ke operator yang lain untuk brazing
sisanya
Setiap operator mengerjakan proses brazing dari awal
hingga akhir.
2 Berjalan untuk mengambil stang blander
Kegiatan berjalan diganti dengan hanya menjangkau
stang blander.
3
Memindahkan produk dari satu tempat ke tempat lain tanpa ada proses value
added
Setiap operator mengerjakan proses brazing dari awal
hingga akhir.
4 Memposisikan palet berulang kali Operator harus menaati standar metode kerja
57
Universitas Kristen Petra
Selama ini urutan kerja dan gerakan operator brazing tidak konsisten.
Terkadang mereka melakukan brazing satu palet dengan dua orang, terkadang mereka brazing satu palet seorang diri. Dengan adanya standar kerja, maka hal ini dapat dihilangkan.
Operator brazing sering meninggalkan stasiun kerjanya untuk mengerjakan proses lain yang tidak berhubungan dengan job desc. Hal ini juga merupakan waste. Operator harus konsisten terhadap standar metode kerja yang dibuat dan bukan urutan kerja menurut opini masing-masing sehingga waste dapat berkurang. Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
Tabel 5.8. Perbandingan Kondisi Brazing Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data saat Ini Data Rancangan
1 Waktu Normal (satu coil) 120,28 detik 58,28 detik 2 Waktu Proses (satu coil) 137,72 detik 66,73 detik 3 Waktu Siklus (satu coil) 45,91 detik 22,24 detik 4 Output Standar/shift (jam kerja
22500 detik/shift)
490 Coil 1011Coil
5 Total Operator/task (1 line) 3 operator 3 operator
6 Allowance 14,5 % 14.5%
7 Value Added (satu coil dalam rangkaian langkah kerja)
38,70 detik 38,70 detik
8
Necessary Non Value Added (satu coil dalam rangkaian langkah kerja)
13,55 detik 13,80 detik
9 Non Value Added (satu coil dalam rangkaian langkah kerja)
56,11 detik 0,00 detik
10
Process Cycle Efficiency (PCE) (satu coil dalam rangkaian langkah kerja)
36% 74%
58
Universitas Kristen Petra
Tabel 5.8. Perbandingan Kondisi Brazing Saat Ini dengan Rancangan Standar Metode Kerja (sambungan)
No Kategori Data saat Ini Data Rancangan
11
Indeks produktivitas Layout (output standar/output aktual x 100%)
123% 253%
12 Jumlah langkah kerja (per 1 coil) 22 langkah 20 langkah
Ketika operator brazing menaati semua standar metode kerja maka waktu siklus yang awalnya 45,91 detik/coil akan menjadi 22,24 detik/coil dengan tiga orang operator. Motion waste yang telah dieliminasi membuat nilai PCE yang awalnya 36% meningkat menjadi 74%. Output/shift meningkat drastic menjadi 1011 Coil.
Coil yang telah melalui proses brazing masuk ke proses berikutnya yaitu pressure and leak test. Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerjanya.
5.6. Rancangan Standar Metode Kerja Pada Proses Pressure and Leak Test
Pada proses ini, rancangan standar metode kerja menghilangkan langkah kerja membersihkan connection inlet dan connection outlet, karena kegiatan ini tidak menambah nilai produk. Rincian rancangan standar metode kerja dapat dilihat pada Lampiran 26. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
59
Universitas Kristen Petra
Tabel 5.9. Cara Menghilangkan Motion Waste pada Proses Pressure and Leak Test
No Motion waste
Cara Menghilangkan
1
Membersihkan ujung connection inlet dan outlet (proses ini tidak menambah nilai
produk)
Menghilangkan kegiatan ini dari standar metode kerja 2 Berjalan untuk mengambil Coil yang akan
di uji
Menghilangkan kegiatan ini dari standar metode kerja 3 Memposisikan palet berulang kali Menghilangkan kegiatan ini
Motion waste pada Tabel 5.9. dapat dihilangkan jika operator menaati standar metode kerja dan konsistensi terhadap job desc.
Peletakkan peralatan yang digunakan untuk melakukan proses pressure and leak test tidak bisa diubah karena sudah permanen. Hal ini diatasi dengan mengamati gerakan tangan kanan-kiri melalui video rekaman kemudian gerakan disesuaikan menurut prinsip ekonomi gerakan, sehingga rancangan standar metode kerja sudah menyeimbangkan gerakan tangan.
Setiap gerakan pada rancangan standar metode kerja memiliki waktu kerja, sehingga operator bisa mengevaluasi sendiri mengenai kecepatan mereka dalam bekerja. Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
60
Universitas Kristen Petra
Tabel 5.10. Perbandingan Kondisi Pressure and Leak Test Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (satu coil) 46,51 detik 33,91 detik 2 Waktu Proses (satu coil) 53,25 detik 38,83 detik 3 Waktu Siklus (satu coil) 53,25 detik 38,83 detik 4 Output Standar/shift (jam kerja
22500 detik/shift)
422 Coil 579 Coil 5 Total Operator/task (1 line) 1 operator 1 operator
6 Allowance 14,5 % 14.5%
7 Value Added (satu coil dalam rangkaian langkah kerja)
5,68 detik 5,68 detik
8
Necessary Non Value Added (satu coil dalam rangkaian langkah kerja)
26,32 detik 26,32 detik
9 Non Value Added (satu coil dalam rangkaian langkah kerja)
11,89 detik 0,00 detik
10
Process Cycle Efficiency (PCE) (satu coil dalam rangkaian langkah kerja)
13% 18%
11
Indeks produktivitas Layout (output standar/output aktual x 100%)
106% 145%
12 Jumlah langkah kerja (per 1 coil) 33 langkah 24 langkah Setelah mengeliminasi atau mengurangi motion waste yang ada, waktu siklus menjadi 38,83 detik/coil sehingga output/shift yang semula 422 Coil meningkat menjadi 579 coil. Indeks produktivitas layout meningkat menjadi 145%, hal ini mengindikasikan layout rancangan lebih baik dari layout kerja saat ini. Walaupun layout tools tidak diubah, namun gerakan tangan kanan-kiri operator telah diatur untuk bekerja berlawanan arah. Jumlah langkah kerja yang semula 33 berkurang menjadi 24 langkah kerja.
61
Universitas Kristen Petra
Coil yang dinyatakan tidak bocor, masuk ke proses selanjutnya yaitu washing, yang dibahas pada sub bab berikut.
5.7. Rancangan Standar Metode Kerja Pada Proses Washing
Proses Washing menggunakan mesin, operator hanya bertugas untuk menyiapkan coil sebelum masuk ke dalam mesin. Rancangan standar metode kerja berusaha mengeliminasi gerakan operator yang tidak diperlukan sehingga standar metode kerja menjadai efektif. Rincian rancangan standar metode kerja dapat dilihat dalam Lampiran 27. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
Tabel 5.11. Cara Menghilangkan Motion Waste pada Proses Washing
No Motion waste Cara Menghilangkan
1 Berjalan mengambil rubber cap di tempat inspeksi
Menyiapkan seluruh material terlebih dahulu 2
Berjalan untuk mengambil palet coil yang akan di proses sehingga proses
terhenti
Penggunaan conveyor menghilangkan kegiatan ini 3 Membersihkan tangan berulang kali
dengan kain lap
Kegiatan ini tidak menambah nilai sehingga dieliminasi 4 Berjalan untuk melepaskan rubber
cap dari coil
Terdapat satu operator lagi, sehingga proses washing tidak
terhenti karena kegiatan ini.
5 Menjalankan mesin washing berulang kali dalam satu kali proses
Mesin washing dijalankan satu kali saja, karena tidak mempengaruhi kualitas.
Setelah melihat video rekaman proses washing saat ini, perusahaan akan memasang conveyor yang menghubungkan proses pressure and leak test dengan proses washing, sehingga menghilangkan kegiatan berjalan dan pengerjaan palet diganti dengan per pieces.
62
Universitas Kristen Petra
Mesin washing dapat memproses coil setiap saat dengan satu kali aliran.
Cara ini akan menghemat waktu, dibandingkan dengan kondisi saat ini dimana coil dicuci berulangkali di dalam mesin.
Penambahan operator washing tidak menjadi masalah, karena dengan cara ini proses washing tidak akan berhenti dikarenakan operator sedang melakukan kegiatan melepas rubber cap dari coil
Berikut akan ditampilkan perbandingan kondisi saat ini (belum ada standar metode kerja) dengan kondisi jika operator menaati rancangan standar metode kerja.
Tabel 5.12. Perbandingan Kondisi Washing Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (satu coil) 49,63 detik 36,95 detik 2 Waktu Proses (satu coil) 55,33 detik 36,95 detik 3 Waktu Siklus (satu coil) 55,33 detik 14,79 detik 4 Output Standar/shift (jam
kerja 22500 detik/shift)
406 Coil 1520 Coil 5 Total Operator/task (1 line) 1 operator 2 operator
6 Allowance 11,5% 11,5%
7 Value Added (satu coil dalam rangkaian langkah kerja)
33,21 detik 33,21 detik
8
Necessary Non Value Added (satu coil dalam rangkaian langkah kerja)
10,71 detik 3,74 detik
9
Non Value Added (satu coil dalam rangkaian langkah kerja)
83,22 detik 0,00 detik
10
Process Cycle Efficiency (PCE) (satu coil dalam rangkaian langkah kerja)
26% 90%
63
Universitas Kristen Petra
Tabel 5.12. Perbandingan Kondisi Washing Saat Ini dengan Rancangan Standar Metode Kerja (sambungan)
No Kategori Data Saat Ini Data Rancangan
11
Indeks produktivitas Layout (output standar/output aktual x 100%)
102% 380%
12 Jumlah langkah kerja (per 1 coil)
30 langkah 19 langkah
Setelah mengamati video rekaman dan mengeliminasi waste, mesin washing dapat menghasilkan output tinggi yaitu 1520 coil/shift. Nilai PCE meningkat dari 26% menjadi 90%. Berarti hanya 10% yang merupakan waste.
Coil yang selesai pada proses washing, masuk ke mesin oven untuk dikeringkan. Selanjutnya coil masuk ke proses inspeksi. Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerja proses inspeksi.
5.8. Rancangan Standar Metode Kerja Pada Proses Inspection
Proses inspection memiliki tiga elemen kerja yaitu Proses Cleaning, Pengukuran Panjang Coil, dan Pemindahan Coil ke Carton box yang bekerja secara paralel. Pengamatan rekaman video dan Micromotion Study menunjukkan bahwa dengan metode saat ini, banyak terdapat motion waste. Operator B mengambil coil yang telah diproses dari operator A, kemudian Operator C mengambil coil yang telah diproses oleh Operator B. Maka Rancangan standar metode kerja mencoba menggabungkan ketiga elemen kerja tersebut menjadi satu proses dan hasilnya motion waste dapat berkurang. Rincian rancangan standar metode kerja dapat dilihat dalam Lampiran 28. Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
64
Universitas Kristen Petra
Tabel 5.13. Cara Menghilangkan Motion Waste pada Proses Inspection
No. Motion waste Cara Menghilangkan
1.
Memindahkan Coil dari satu tempat ke tempat lain tanpa ada proses value added
Menggabungkan ketiga elemen kerja menjadi rancangan standar metode
kerja.
2. Berjalan mengambil material Mengubah layout kerja.
3. Memindahkan palet dari satu tempat ke tempat lain
Mengubah layout kerja.
Motion waste pada proses saat ini dapat dikurangi dengan menggabungkan seluruh elemen kerja menjadi satu proses. Sehingga setiap operator mengerjakan seluruh rangkaian kerja dari awal hingga akhir.
Dengan cara ini, maka layout kerja operator mengalami perubahan. Layout kerja disesuaikan dengan prinsip ekonomi gerakan. Berikut akan ditampilkan rancangan layout kerja.
PackingSementara
1. Striker type shield 2. Cap 3. Mesin Cleaning 123
1. Striker type shield 2. Cap 3. Mesin Cleaning 123
1. Striker type shield 2. Cap
3. Mesin Cleaning
Packing Sementara 123
Gambar 5.3. Rancangan Layout Kerja Proses Inspection
65
Universitas Kristen Petra
Setiap operator mengerjakan coil yang keluar dari mesin oven. Pada rancangan layout tersebut terlihat setiap operator memiliki keranjang alat masing- masing, sehingga tidak ada kegiatan meminjam alat.
Penggabungan elemen kerja ini membuat waktu siklus menjadi lebih singkat. Dapat dilihat perbandingan kondisi saat ini dengan kondisi hasil rancangan sebagai berikut.
Tabel 5.14. Perbandingan Kondisi Inspection Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (satu coil) 49,51detik 76,71 detik 2 Waktu Proses (satu coil) 55,20 detik 85,53 detik 3 Waktu Siklus (satu coil) 55,20 detik 28,51 detik 4 Output Standar/shift (jam
kerja 22500 detik/shift)
407 Coil 789 Coil
5 Total Operator/task (1 line) 3 operator 3 operator
6 Allowance 11,5% 11,5%
7 Value Added (satu coil dalam rangkaian langkah kerja)
25,54 detik 25,54 detik
8
Necessary Non Value Added (satu coil dalam rangkaian langkah kerja)
31,61 detik 43,22 detik
9
Non Value Added (satu coil dalam rangkaian langkah kerja)
63,61 detik 0,00 detik
10
Process Cycle Efficiency (PCE) (satu coil dalam rangkaian langkah kerja)
21% 37%
11
Indeks produktivitas Layout (output standar/output aktual x 100%)
102% 197%
12 Jumlah langkah kerja (per 1 coil)
42 langkah 33 langkah
66
Universitas Kristen Petra
Hasil rancangan standar metode kerja membuat waktu siklus berkurang menjadi 28.51 detik/coil. Ini menjadikan output/shift meningkat menjadi 789 Coil.
Rancangan layout membuat Indeks Produktivitas Layout meningkat menjadi 197%. Penggabungan elemen kerja membuat motion waste menurun sehingga nilai PCE yang semula 21% naik menjadi 37%.
Coil yang selesai di periksa, masuk ke proses packing. Berikut merupakan pembahasan lebih lanjut rancangan standar metode kerja.
5.9. Rancangan Standar Metode Kerja Pada Proses Packing
Pengamatan rekaman video proses Packing menunjukkan bahwa banyak sekali motion waste. Rancangan standar metode kerja berusaha menguranginya.
Rincian rancangan standar metode kerja dapat dilihat dalam Lampiran 29.
Berdasarkan hasil rancangan tersebut, motion waste yang dapat dihilangkan tertera pada tabel berikut.
Tabel 5.15. Cara Menghilangkan Motion Waste pada Proses Packing
No Motion waste Cara Menghilangkan
1
Mencari alat yang akan digunakan
Menyiapkan keranjang khusus tools dan membuat operator menyiapkan seluruh tools packing
terlebih dahulu.
2
Berjalan mengambil material di tempat yang jauh
Menyediakan meja khusus packing dan seluruh material telah dipersiapkan serta diletakkan di
meja ini.
3 Mengerjakan proses lain yang tidak berhubungan dengan packing, sehingga proses terhenti
Mengikuti standar metode kerja
67
Universitas Kristen Petra
Pada rancangan standar metode kerja, motion waste yang ada dieliminasi dengan cara mendekatkan material, menyediakan meja khusus packing, menyediakan keranjang material, menghimbau operator untuk mempersiapkan seluruh material sebelum memulai proses packing, dan menghimbau perusahaan agar merapikan area packing (5 S).
Layout kerja juga disesuaikan dengan prinsip ekonomi gerakan. Berikut akan ditampilkan rancangan layout packing sehingga motion waste dapat dikurangi.
Meja Kerja
B o x c a rt o n
S t e r e o f o a m
To ol s
Material
Strapex
Box Coil
Gambar 5.4. Rancangan Layout Kerja Proses Packing
Pada rancangan layout, diusulkan menyediakan meja untuk operator packing. Meja ini berfungsi sebagai tempat operator memotong carton, mengelem stereofoam, dan meletakkan semua peralatan yang dibutuhkan selama proses packing.
Hal tersebut diusulkan karena selama ini operator tidak memiliki area khusus untuk bekerja. Aktivitas seperti memotong carton sheet, mengelem stereofoam dilakukan di lantai.
Peletakkan peralatan di satu area akan mempermudah operator melakukan pekerjaannya, mempersingkat waktu pengerjaan, dan mengurangi motion waste.
68
Universitas Kristen Petra
Berikut akan ditampilkan perbandingan kondisi saat ini dengan kondisi hasil rancangan.
Tabel 5.16. Perbandingan Kondisi Packing Saat Ini dengan Rancangan Standar Metode Kerja
No Kategori Data Saat Ini Data Rancangan
1 Waktu Normal (1 paket carton box)
4795,74 detik 784,34 detik 2 Waktu Proses (1 paket carton
box)
5347,25 detik 874,54 detik 3 Waktu Siklus (1 paket carton
box)
5347,25 detik 874,54 detik 4 Output Standar/shift (jam kerja
22500 detik/shift)
4 carton box 25 carton box 5 Total Operator/task (1 line) 1 operator 1 operator
6 Allowance 11,5 % 11,5%
7 Value Added (1 paket carton box)
330,76 detik 330,76 detik 8 Necessary Non Value Added (1
paket carton box)
282,51 detik 280,45 detik 9 Non Value Added (1 paket
carton box)
3911,02 detik 128,74 detik 10 Process Cycle Efficiency
(PCE) (1 paket carton box)
7% 45%
11 Jumlah langkah kerja (1 paket carton box)
97 langkah 74 langkah
Setelah mengeliminasi langkah kerja yang tidak perlu dan merancang layout kerja, maka kegiatan non value added dapat diturunkan sehingga prosentase PCE yang awalnya hanya 7% meningkat menjadi 45%.
Rancangan standarisasi metode kerja telah berusaha menurunkan motion waste seluruh rangkaian kegiatan proses untuk menghasilkan coil, sehingga PCE total dapat dihitung. Berikut disajikan PCE seluruh proses.
69
Universitas Kristen Petra
5.10. Process Cycle Efficiency Total
Hasil pengamatan Micromotion Study telah membantu perusahaan mengetahui bahwa selama ini banyak sekali motion waste yang terjadi namun belum disadari. Pembuatan standar metode kerja merupakan basis dari lean manufacturing dan digunakan sebagai acuan untuk melakukan improvement berikutnya.
Indikator untuk melihat tingkat waste dari perusahaan adalah nilai Process Cycle Efficiency (PCE). Berikut merupakan PCE perusahaan saat ini dibandingkan jika perusahaan memiliki dan menerapkan standar metode kerja.
Tabel 5.17. Perbandingan Value Antara Proses Saat Ini dengan Rancangan Standar Metode Kerja
Value Kondisi Saat Ini Rancangan Value Added Total 1
Coil 514,20 detik 513,30 detik
Necessary Non Value
Added Total 1 Coil 424,87 detik 430,99 detik Non Value Added
Total 1 Coil 4234,75 detik 133,77 detik
PCE total 1 Coil 9,94% 47,61%
Value added total seluruh proses untuk satu coil saat ini adalah 514,20 detik, sedangkan value added rancangan adalah 513,30 detik. Terdapat perbedaan total value added disini karena adanya perubahan pada cara pengukuran panjang berip pada proses coil assembly yang awalnya menggunakan penggaris ukur menjadi pengukuran secara visual di meja assembly, sehingga membuat langkah kerja ini menjadi lebih cepat.
Non value added total seluruh proses yang awalnya 4234,75 detik berkurang menjadi 133,77 detik. Di sini terlihat waste masih tetap ada namun sudah berkurang. Continuous improvement selalu diperlukan.
70
Universitas Kristen Petra
Berkurangnya non value added activity pada rancangan standar metode kerja, membuat nilai PCE meningkat dari 9.94% menjadi 47.6%. Perusahaan ini masuk dalam kategori Piece Flow Assembly, jika perusahaan ingin masuk dalam World Class PCE maka PCE minimum adalah 30% dan PCE gol tertinggi adalah 80%.