BAB II DASAR TEORI
2.1. Tinjauan Pustaka
Abdul Ghofur Faza (2002), dalam penelitianya tetang’’ Analisa sifat fisis dan mekanis alumunium paduan dengan komposisi Si 1,5%, 2,1% dan 2,7% dengan mengunakan cetakan logam’’ dari penelitian menyatakan hasil dari kekerasannya menunjukkan angka pada komposisi Si 1,5% sebesar 49,28 kgf/mm2, komposisi Si 2,1% sebesar 54,68 kgf/mm2 dan komposisi Si 2,7% sebesar 61,71 kgf/mm2. Sedangkan dari stuktur mikro terlihat adanya porositas dan keropos, hal ini dikarenakan selain proses pengecoran juga disebabkan laju pendinginan pada material casting alloy.
Untuk pengujian kimia didapatkan hasil pengujian unsur yang dominan antara lain, Si, Fe, Cu dan Zn.
Dan Yanto (2002), dalam penelitianya tetang’’ Analisa sifat fisis dan mekanis alumunium paduan dengan prosentase Si 1,5%, 2,1% dan 2,7% dengan mengunakan cetakan pasir’’ dari penelitian menyatakan hasil dari kekerasannya menunjukkan angka pada komposisi Si 1,5% sebesar 70,98 kgf/mm2, komposisi Si 2,1% sebesar 73,62 kgf/mm2 dan komposisi Si 2,7% sebesar 42,58 kgf/mm2. Sedangkan dari stuktur mikro terlihat adanya porositas dan keropos,hal ini dikarenakan selain proses pengecoran juga
kimia didapatkan hasil pengujian unsur yang dominan antara lain, Si, Fe, Cu dan Zn.
Masyrukan (2004). Komposisi, temperatur dan waktu sangat berpengaruh terhadap proses pengerasan paduan aluminium. Jenis aluminium yang digunakan tergolong alloy 35 A-F. Kekerasannya 17,83 HRC untuk raw material, 17,83 HRC untuksolution treatment450 oC, 18,1 HRC untuk solution treatment 500 oC, dan 18,5 HRC untuk solution treatment 550 oC. Pada uji tarik untuk raw material 9,48 kg/mm2 dan
solution treatment 450 oC, 500 oC, dan 550 oC adalah 10,62 kg/mm2, 11,36 kg/mm2, 10,12 kg/mm2. Untuk struktur mikro terdiri dari CuAl2.
Purwato Dwi, Ir Pramuko Ilmu Purboputro, MT, Ir Bibit Sugito, MT Tugas Akhir (2004). Untuk pengujian kimia didapatkan hasil pengujian unsur Al sebesar 89,95%, unsur Si sebesar 1,20%, unsur Cu sebesar 1,98%, unsur Mg sebesar 0,07%. Untuk meningkatkan kekerasan, maka dilakukan proses heatreatmen. Dari hasil penujian diperoleh harga kekerasanspesimen raw material sebesar 50,3 kg/mm2 , harga kekerasan spesimen quenching
sebesar 43,3 kg/mm2 , untuk kekerasan quenching-aging kekerasannya meningkat menjadi 47,3 kg/mm2.
2.2. Landasan Teori
2.2.1. Sifat dan Karakteristik Alumunium
1. Ringan, dengan berat jenis sepertiga dari tembaga, sehingga banyak dipergunakan pada konstruksi yang harus ringan, seperti pada mobil dan pesawat terbang.
2. Kekuatannya akan meningkat jika ditambahkan unsure paduan seperti Cu, Si, Mg secara bersama-sama atau satu persatu.
3. Alumunium merupakan penghantar panas maupun penghantar listrik yang baik, tidak mengandung racun, tidak mengandung magnet serta mempunyai daya refleksi terhadap sinar yang tinggi.
4. Alumunium juga mempunyai kemampuan untuk dicor, mudah dikerjakan dengan mesin, kemampuan untuk diubah bentuk yang sangat serta memiliki ketahanan terhadap korosi yang bagus.
2.2.2. Manfaat Alumunium
Alumunium memiliki sifat-sifat dan karakteristik yang sangat baik, hal itu menjadikan logam alumunium banyak dimanfaatkan oleh manusia diberbagai bidang untuk keperluan. Pemanfaatan alumunium antara lain, ialah :
1. Digunakan sebagai bahan pembuatan kabel alumunium, karena kabel alumunium berat yang lebih ringan dibandingkan kabel dari tembaga. Ini penting karena alumunium merupakan penghantar listrik yang baik serta karena petimbangan penyaluran listrik pada transmisi kabel yang panjang.
3. Dalam bidang transportasi alumunium juga banyak digunakan pada pembuatan pesawat terbang serta mobil dan motor.
4. Peralatan rumah tangga juga banyak yang dibuat dari bahan alumunium karena alumunium mempunyai sifat mampu menghantarkan panas yang baik, mampu bentuk serta ketahanan korosi yang tinggi.
5. Alumunium memiliki pemanfaatan sangat besar bagi industri makanan, yaitu sebagai pembungkus makanan dan minuman karena alumunium memiliki sifat bebas racun, mampu bentuk, tahan korosi, ringan dan kuat.
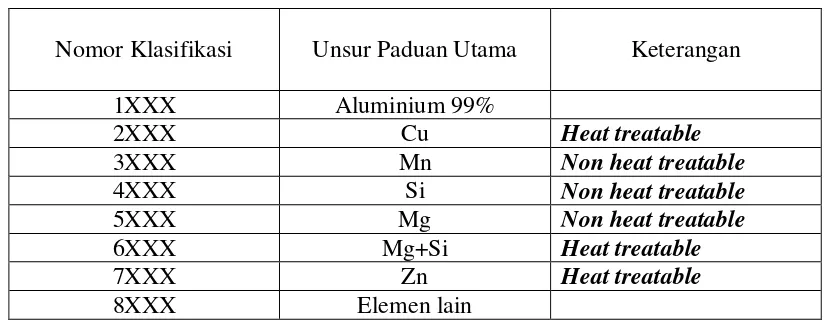
2.3. Klasifikasi Paduan Alumunium
Penggunaan alumunium sering kita dapati dalam bentuk paduan. Hal ini dikarenakan memadukan dengan unsur lain, akan diperoleh sifat-sifat mekanik yang lebih baik. Logam paduan alumunium secara umum dapat diklasifikasikan dalam tiga cara. Cara pertama, berdasarkan diklasifikasikan atas paduan alumunium cor dan tempa. Kedua, berdasarkan perlakuan panasnya diklasifikasikan atas paduan yang dapat diperlakukan panas (heat tretable alloy) dan yang tidak dapat diperlakupanaskan (not heat treatable alloy). Dan yang ketiga berdasarkan unsur-unsur yang dikandungnya diklasifikasikan atas beberapa nomor seri.
tembaga meninggikan kekerasan, magnesium memperbaiki kekuatan dan kemudahan pengerjaan, alumunium dan titanium ketahanan terhadap air laut dan mangan meninggikan kekuatan dan anti karat. Elemen tersebut menunjukan kelarutan yang baik pada temperature tinggi, tapi kelarutan ang rendah pada temperetur kamar.
Klasifikasi paduan alumunium secara garis besar digolongkan seperti pada tabel berikut ini.
Tabel 2.1. Kode paduan aluminium
Nomor Klasifikasi Unsur Paduan Utama Keterangan
1XXX Aluminium 99%
2XXX Cu Heat treatable
3XXX Mn Non heat treatable
4XXX Si Non heat treatable
5XXX Mg Non heat treatable
6XXX Mg+Si Heat treatable
7XXX Zn Heat treatable
8XXX Elemen lain
Heat treatable : Dapat di lakukan proses perlakuan panas(heat treatment).
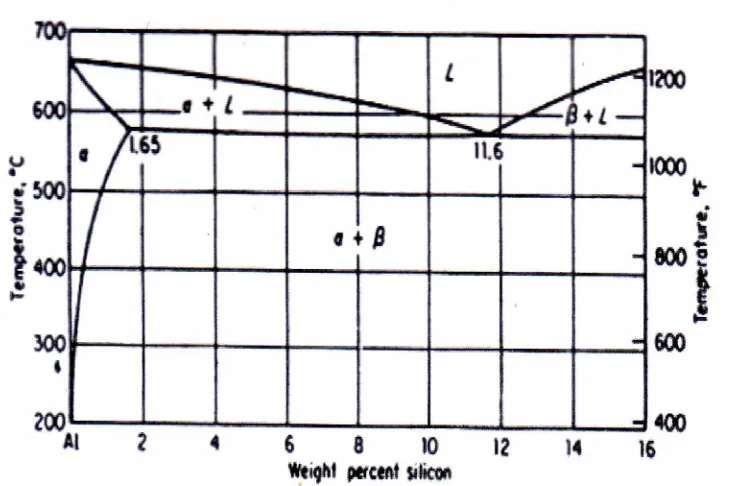
2.3.1. Paduan Al - Si
(sumber : Sidney, H.A., 1974)
Gambar 2.1. Diagram Fasa Al-Si
2.3.2. Paduan Al – Cu
(Sumber : Sidney, H.A., 1974)
Gambar 2.2. Diagram Fasa Al-Cu
tersebut. Paduan ini mungkin mengandung sejumlah kecil silicon, besi, magnesium, mangan serta seng.
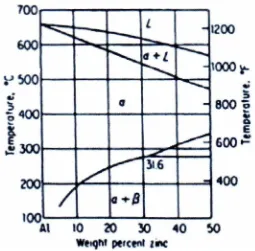
2.3.3. Paduan Al – Zn
(Sumber : Sidney, H.A., 1974)
Gambar 2.3. Diagram fasa Al-Zn
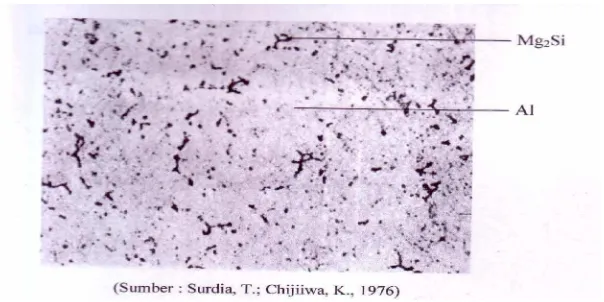
2.3.4. Paduan Al – Mg
Garis solvus menunjukan penurunan yang sangat tajam pada kelarutan magnesium dengan penurunan temperature, kebanyakan paduan alumunium tempa pada kelompok ini mengandung magnesium kurang dari 5% dan juga kandungan slikon yang rendah, karakteristik paduan ini ialah mampu las yang baik dan ketahanan korosi yang tinggi.
(Sumber Sidney,H.A., 1974)
Gambar 2.4. Diagram Fasa Al-Mg
Pada gambar di atas menunjukan struktur mikro dari paduan Al-3,86% Mg, terlihat bahwa bagian putih menunjukan -Al, sedangkan titik hitam menunjukan Mg2Si
2.3.5. Paduan Al-Si-Mg
Paduan dalam system ini mempunyai kekuatan kurang sebagai bahan tempaan dibandingkan dengan paduan-paduan lainnya, tetapi sangat liat, sangat baik mampu bentuknya untuk penempaan dan sangat baik untuk mampu bentuk yang tinggi. Mempunyai mampu bentuk yang baik pada ekstruksi dan tahan korosi, dan sebagai tambahan dapat diperkuat dengan perlakuan panas setelah pengerjaan. Karena paduan ini mempunyai kekuatan yang cukup baik tanpa mengurai hantaran listrik maka dipergunakan untuk kabel tenaga.
(Sumber : Sidney, H.A., 1974)
Gambar 2.7. Struktur Mikro Paduan Al-Si-Mg
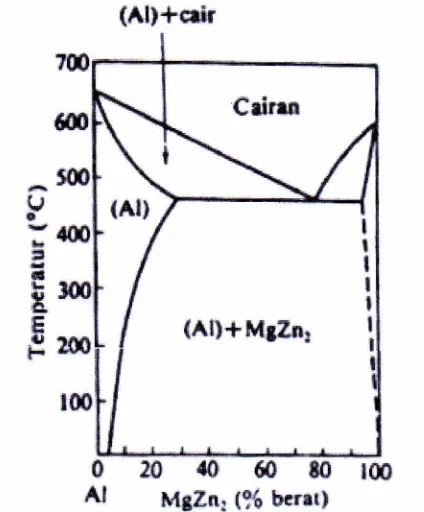
2.3.6. Paduan Al-Mg-Zn
( Sumber : Surdia,T.;Saito,S., 1990)
Gambar 2.8. Diagram Fasa Al-Mg-Zn
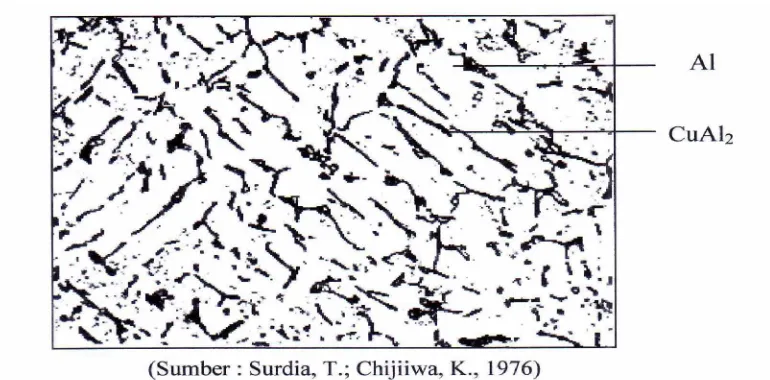
Gambar 2.9. Struktur Mikro Paduan Al-Mg-Zn 2.3.7. Paduan Al-Si-Cu
alumunium terutama. Paduan ini dipakai untuk bagian dari motor dan mobil, meteran dan rangka utama dari katup. Seperti gambar di bawah ini terlihat bagian putih adalah aluminium proetektik dan bagian hitam yang berbentuk seperti jarum adalah CuAl2.
Gambar 2.10. Struktur Mikro Paduan Al-Si-Cu
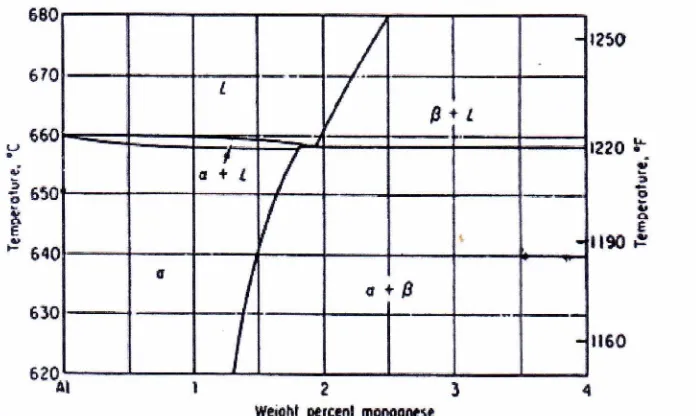
2.3.8. Paduan Al-Mn
(Sumber : Sidney, H.A., 1974)
Gambar 2.11. Diagram Fasa Al-Mn
2.4. Pengaruh Unsur-unsur Paduan a. Tembaga (Cu)
Meningkatkan sekitar 12% kekuatan, konsentrasi yang tinggi dapat menyebabkan kerapuhan, meningkatkan sifat mampu mesin, mempunyai kemampuan untuk pengerasan.
b. Magnesium (Mg)
Meningkatkan kekuatan dengan penguatan larutan padat (solid
solution strengthening) dan dengan paduan sekitar 3% (jika 0,5% silicon
ditambahkan) akan terjadi pengerasan presipitasi.
c. Mangan (Mn)
Bila penggunaannya dikombinasikan dengan besi dapat untuk
mekanik ialah meningkatkan keliatan (ductility) dan meningkatkan
kekuatanimpact.
d. Silisium (Si)
Meningkatkan keadaan cair (fluiditas) dalam pengecoran dan
pengelasan paduan, mengurangi soliditas dan kecenderungan retak panas,
penambahan melebihi 13% membuat paduan secara tiba-tiba menjadi sulit
mengalami proses permesinan, meningkatkan ketahanan korosi.
e. Seng (Zn)
Mampu cornya rendah, paduan seng tinggi mudah atau cenderung
untuk retak pada saat panas (hot cracking) dan penyusutan yang tinggi,
dengan persentase 10% cenderung memproduksi tegangan retak korosi
(stress corrosion cracking), kombinasi seng dengan elemen lain menaikan
kekuatan dengan sangat tinggi.
f. Besi (Fe)
Prosentase yang sedikit dapat meningkatkan kekuatan dan kekerasan pada beberapa paduan, mengurangi retak pada saat panas ketika pengecoran.
g. Chromium (Cr)
Meningkatkan konduktivitas pada beberapa paduan dan pada konsentrasi kecil (<0,35%) dapat bertindak seperti butir penghalus.
h. Titanium (Ti)
i. Bismuth (Bi)
Ditambahkan pada beberapa paduan untuk meningkatkan sifat mampu mesin. Paduan alumunium memiliki cirri-ciri khas yaitu ringan dan kekuatan tinggi, kekurangannya adalah kedap udara buruk dan perlakuan permukaan kasar.
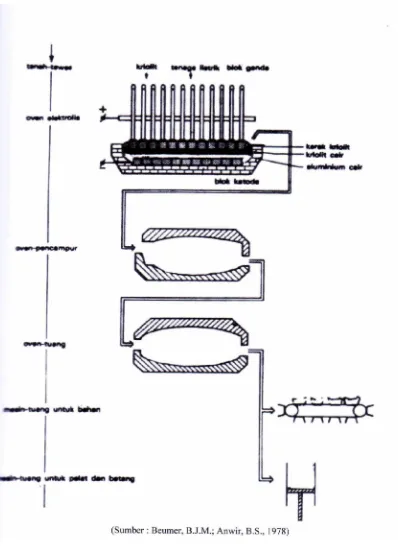
2.5. Pembuatan Alumunium
Bahan baku untuk pengolahan alumunium adalah bauksit. Akibat pengolahan dengan lindi, bauksit dimurnikan dan hanya tinggal oksida alumunium (Al2O3) sebagai sisa. Oksida alumunium sangat tinggi, yaitu 2015oC, pengolahan alumunium sangat sukar. Untuk pemisahan alumunium dipergunakanoven-elektrolis.Oven elektrolis terdiri dari bejana baja, bagian dalam dilapisi dengan batu tahan api. Di atas dapur diletakkan blok-blok zat arang, yang berfungsi sebagai kutub negatif.
Gerobak pengisi tanah tawas diletakkan di atas kerak-kriolit. Secara beraturan kerak-kriolit didorong oleh pemecah kerak. Oleh karena itu dengan kriolit juga jatuh tanah tawas dengan kriolit ini elektrolisis dapat berlangsung pada ± 1000oC.
Alumunium dari semua oven dikumpulkan dalam oven pencampur. Dalam dapur pencampur alumunium di campur dan dipadu. Pencampuran mempunyai tujuan, agar dapat menghasilkan satu produk yang sama. Perpaduan dilaksanakan dengan silisium, magnesium, tembaga, dan sebagainya. Dari oven pencampur alumunium menuju ke oven tuang dimana hasil dimurnikan. Setelah pemurnian, alumunium diangkat ke mesin tuang ban, yang mengerjakan blok tuang yang diperlukan untuk pengolahan selanjutnya dalam bengkel tuang atau mesin tuang vertical, dimana pelat dan batang yang diperlukan guna pengolahan lebih lanjut dalam bengkel canai.
2.6. Proses Pengecoran Alumunium
Pendinginan pada proses pengecoran alumunium.
Pendinginan cepat, pada pendinginan cepat ini butiran yang terbentuk pada material cor masih besar-besar dan terpisah-pisah sedangkan pada pendinginan lambat butiran yang terbentuk lebih rapat dibandingkan dengan pendinginan cepat sehingga mempengaruhi terhadap sifat-safat fisis dan mekanisnya, pada butiran yang rapat akan didapatkan sifat-sifat mekanis yang lebih baik dibandingkan dengan pendinginan cepat.
Tabel 2.2. Konduktivitas Termal Berbagai bahan pada 0oC
Konduktivitas termal (k)
Bahan W/m.oC Btu/h.ft.oF
Logam
Perak (murni) 410 237
Tembaga (murni) 385 223
Alumunium (murni) 202 117
Nikel (murni) 93 54
Baja karbon 43 25
Timbale (murni) 35 20.3
Baja,krom-nikel 16.3 9.4
Bukan logam
Kuarsa 41.6 24
Magnesit 4.15 2.4
Marmar 2.08 - 2.94 1.2 – 1.7
Batu pasir 1.83 1.06
Kaca, jendela 0.78 0.45
Kayu maple atau ek 0.17 0.096
Serbuk gergaji 0.059 0.034
Wol kaca 0.038 0.022
Laju pendinginan cetakan pasir dan cetakan logam
Untuk mengetahui laju pendinginan pada cetakan pasir dan cetakan logam yaitu dengan cara menggunakan rumus perpindahan panas sebagai berikut :
q = -kA x T ∂ ∂
• laju pendinginan pada cetakan pasir
q = -1.83
m C o 1 . 0 360
q = -6588 W/m3
• laju pendinginan cetakan logam
q = -43
m C o 02 . 0 380
Dari hasil tersebut dapat kita tetapkan bahwa laju perpindahan panas logam lebih tinggi dibandingkan dengan laju perpindahan panas pasir. Maka semakin tinggi nilai q(-) maka semakin cepat laju pendinginannya.
Dalam pembuatan coran, langkah-langkah dan persiapan yang harus dilakuakn yaitu :
1. Membuat cetakan 2. Pencairan logam
3. Menuang logam cair dalam cetakan
4. Membongkar dan membersihkan hasil coran dari cetakan 5. Pemeriksaan coran
2.6.1. Macam – Macam Cetakan
Jenis bahan cetakan yang dipergunakan untuk industri pengecoran logam biasanya adalah :
a. Cetakan Pasir
b. Cetakan Logam
Untuk cetakan dengan bahan logam sebaiknya dipilih jenis logam yang memiliki titik lebur yang lebih tinggi daripada logam coran yang akan dituang kedalamnya. Pada umumnya logam cair dituangkan dengan pengaruh gaa berat dan kadang-kadang dipergunakan tekanan pada logam cair selama penuangan. Dalam proses pembuatan cetakan dapat dilakuakn dengan 2 cara, yaitu :
1. Pembuatan cetakan dengan tangan
Pembuatan cetakan dengan tangan dilaksanakan apabila terdapat bentuk cetakan, yang sulit dibuat dengan mesin pembuat cetakan. Bahan yang dipakai biasanya berupa pasir cetak dan tanah lempung sebagai pengikat. Sehingga pembuatan cetakan dengan tangan ini sangat cocok untuk industri pengecoran logam berskala kecil.
2. Pembuatan cetakan dengan mesin
2.6.2. Pencairan Logam
Untuk mencairkan logam, dapat dilakukan bermacam-macam tanur diantaranya yaitu : kupola atau tanur induksi frekuensi rendah untuk penggunaan besi cor, tanur busur listrik atau tanur frekuensi tinggi untuk penggunaan baja cor dan tanur krus untuk paduan tenbaga atau coran paduan mangan. Karena bahan dasar paduan alumunium termasuk paduan ringan, tanur krus merupakan jenis tanur induksi frekuensi rendah tak berinti. Dimana ruangan tanur tempat logam cair berbentuk krus.
2.6.3. Penuangan
Setelah mengalami peleburan, langkah selanjutnya yaitu penuangan. Buruknya lingkungan kerja dalam proses penuangan, yang disebabkan oleh panas, debu dan asap mengakibatkan sulitnya melakukan proses penuangan dengan tenaga manusia. Oleh sebab itu penuangan kadang-kadang dilakukan secara otomatis.
2.6.4. Pembongkaran dan Pembersihan Coran
dan kemudian dilakukan pembersihan. Langkah selanjutnya setelah dilakukan pembongkaran dan pembersihan coran yaitu proses penyelesaian akhir. Proses penyelesaian akhir ini, dapat dilakukan secara mekanik. Terutama untuk cara paduan alumunium atau coran paduan ringan. Cara ini memiliki beberapa keuntungan diantaranya yaitu :
1. Pemotongan halus dan teliti, sehingga proses penyelesaian dengan jalan ini menjadi lebih sedikit.
2. Tidak mengakibatkan terjadinya panas yang mempengaruhi perubahan bentuk dan mengakibatkan retak.
3. Memungkinkan lebar pemotongan yang sempit dan serpih dapat dikumpulkan, sehingga untuk logam yang mahal keuntungan akan lebih besar.
Adapun peralatan yang digunakan untuk proses penyelesaian akhir ini adalah dengan menggunakangerind. Setelah proses penyelesaian akhir selesai, maka hasil coran tesebut diberikan perlakuan panas yang bertujuan untuk memperbaiki sifat-safat logam.
2.6.5. Pemeriksaan dan Pengujian Hasil Coran
Untuk tahap pemeriksaan yang dapat dilakukan pada hasil coran yaitu:
1. Pemeriksaan rupa
2. Pemeriksaan cacat dalam
Pemeriksaan ini bertujuan untuk mengetahui ada tidaknya cacat dalam pada hasil coran. Pemeriksaan ini bisa dilakukan dengan jalan : ketukan, supersonic, sinar radioaktif, dan lain-lain.
3. Pemeriksaan bahan
Dalam pemeriksaan ini sifat-sifat mekanik bahan diuji, selain itu komponen dan struktur mikro bahan juga diuji. Pengujian sifat-sifat bahan dilakukan sesuai dengan cara pengujian ditetapkan.
4. Pemeriksaan dan merusak
Pemeriksaan dengan merusak dilakukan dengan cara mematahkan atau memotong bahan bertujuan untuk memastikan keadaan dan kualitas bahan.
2.7. Perlakuan Panas pada Paduan Alumunium
Perlakuan panas berkaitan dengan operasi pemanasan pendinginan, dilakukan dengan tujuan untuk merubah sifat-sifat suatu material baik sifat mekanis maupun sifat fisis.
Paduan alumunium dapat di kelompokkan menjadi paduan yang tidak bisa diberi perlakuan panas (non heat treable alloy) dan paduan yang dapat diberi perlakuan panas (heat treable alloy). Pada umumnya golongan
Annealing dilakukan dengan cara memanaskan logam di bawah temperature rekristalisasi yang kemudian didinginkan dengan tetap membiarkannya berada di dalam tungku. Proses pemanasan yang melebihi temperature rekristalisasi akan mengakibatkan terjadinya pertumbuhan batas butir (grain) dari logam, pertumbuhan batas butir yang berlebihan tersebut akan mengurangi sifat mekanik dari logam dan akan menimbulkan efek
orange pell pada permukaan material ketika mengalami proses pengerjaan berikutnya.
Peningkatan kekuatan pada paduan alumunium sehubungan dengan proses perlakuan panas dapat dicapai dengan beberapa cara, yaitu :
a. Perlakuan Pelarutan (Solution Treatment)
Yaitu proses dimana suatu paduan hasil tempa atau cor dipanaskan sampai temperature tertentu dan ditahan sampai berbentuk larutan padat yang homogen. Ada dua factor penting yang berpengaruh terhadap proses perlakuan panas pelarutan, yaitu temperatu dan waktu.
• Temperatur Perlakuan Panas Pelarutan
diizinkan. Penentuan temperaturnya dapat dilihat pada diagram fasa masing-masing paduan.
Nilai nominal dari temperatur perlakuan panas pelarutan komersil untuk suatu paduan ditentukan oleh batas komposisi paduan. Pada paduan komersil dimana elemen-elemen paduannya membentuk system ternary dan quartenary, fasa-fasa yang berbeda akan menyebabkan temperatur solvus yang berbeda-beda sehingga akan menyebabkan besarnya temperatur perlakuan panas pelarutan yang berbeda,yang mana hal tersebut tergantungdari fasa-fasa yang ada paduan tersebut.
Jika temperatur perlakuan panasnya terlalu tinggi maka akan menurunkan sifat-sifatnya seperti kekuatan, duktilitas, fracture, dan lain-lain karena terjadinya eutectic melting akibat dari pemanasan berlebih. Sementara itu jika terlalu rendah maka larutan padat yang diperoleh tidak lengkap, sehingga akan menurunkan kekuatan yang diharapkan.
• Waktu Perlakuan Panas Pelarutan
b.Quenching (pencelupan)
Adalah proses pendinginan yang dilakukan secara cepat pada paduan setelah mengalami laku panas. Proses ini bertujuan untuk
mempertahankan kondisi larutan padat yang telah terbentuk. Lamanya pencelupan dilakukan sampai suhu paduan sama dengan suhu media celup.
Melalui pendinginan cepat maka pemisahan fasa kedua dari larutan padatnya akan dapat dicegah pada temperature yang jauh lebih rendah, paduan berada dalam keadaan larutan padat jenuh yang tidak stabil. Selain itu atom-atom yang terlarut jadi perangkap dan tidak memiliki kesempatan untuk berdifusi.
Hal lain yang terjadi adalah dengan terperangkapnya atom-atom terlarut maka akan terbentuk daerah-daerah kosong yang didorong untuk mempronosikan terjadinya difusi temperatur rendah yang diperlukan nuntuk pembentukan zona.
c. Pengerasan Penuaan (aging)
Pada tahap penuaan, larutan padat lewat jenuh yang tidak stabil untuk jangka waktu tertentu akan mengendap kembali membentuk endapan fasa kedua. Atom-atom yang ada akan bergerakdan mulai membentuk susunan yang lebih stabil setelah sebelumnya membentuk endapan fasa transisi terlebih dahulu. Pembentukan endapan fasa kedua ini mulai proses
nukleasidan pertumbuhan fluktasi. Berdasarkan laju pembentukan endapan tersebut dikendalikan oleh migrasi atom sehingga endapan akan meningkat dengan naiknya temperatur penuaan. Endapan yang terjadi akan semakin halus jika temperature penuaan menurun dan peningkatan kekerasan paduan yang berarti akan terjadi jika adadispersekritis dari endapan tersebut.
Bila pada suatu temperatur tertentu, penuaan berlangsung terlalu lama maka akan terjadi pengerasan endapan (endapan yang halus larut kembali sementara yang kasar bertambah besar), sehingga jumlah halus yang terdispersi dalam jumlah banyak secara berangsur-angsur akan digantikan oleh partikel kasar yang lebih besar. Kejadian ini membuat paduan bertambah lunak dan dalam hal ini dikatakan bahwa paduan berada dalam kondisiover aging (penuaan berlebih).
endapan lebih cepat. Sedangkan penuaan alami, yaitu proses penuaan dimana dilakukan pada temperatur kamar.
Berikut adalah contoh gambar prosesaging :
T
450 oC
150oC
[image:30.595.125.544.208.466.2]1 3
Gambar 2.13. ProsesAgingdalamHeat
Solution Treatment
Quenching
Aging