BAB IV
HASIL DAN PEMBAHASAN
4.1 Alat Bantu Penekan Ban Luar Sepeda Motor
4.1.1. Gambar Alat Bantu Penekan Ban Luar Sepeda Motor
Hasil yang telah dicapai pada pembuatan alat bantu penekan ban luar sepeda motor dapat dilihat pada gambar 4.1
Gambar 4.1 Alat Bantu Penekan Ban Luar Sepeda Motor Sumber. Penulis (2015)
4.1.2 Prinsip Kerja
Alat bantu penekan ban luar sepeda motor memiliki beberapa prinsip kerja diantaranya adalah sebagai berikut:
1. Alat bantu penekan ban luar sepeda motor ini menggunakan sistem pneumatik .
2. Tekanan udara yang dibutuhkan untuk menggerakkan piston minimal 8 bar dan maksimal 10 bar.
3. Udara bertekanan dari kompressor masuk kedalam silinder pneumatik melalui katup.
4. Hanya satu katup yang digunakan sebagai tempat masuk dan keluarnya udara bertekanan.
5. Piston menerima tekanan dari udara dan meneruskan ke plat penekan melalui batang piston.
6. Plat penekan yang akan menekan ban seped motor sehingga ban akan terpisah dari kerekatannya terhadap velg.
7. Untuk membalikkan plat penekan harus memanfaatkan elastisitas ban dan tenaga operotor
8. Fungsi plat penahan (rangka) hanya menahan ban saja (tidak bergerak).
9. Alat bantu penekan ban luar sepeda motor ini hanya dapat bekerja pada ban dengan spesifikasi yang telah ditentukan .
4.1.3 Spesifikasi Alat
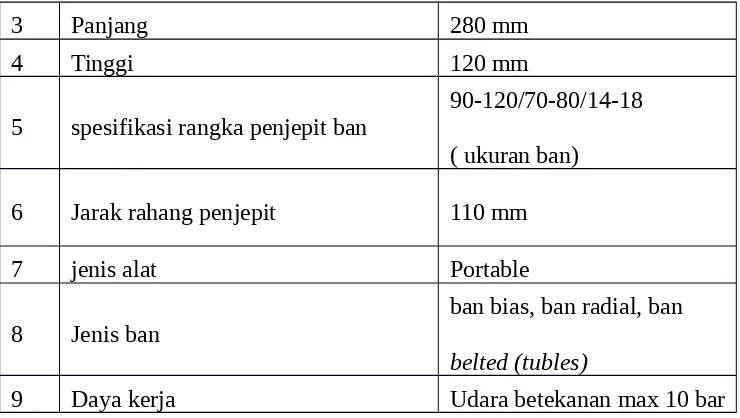
Spesifikasi alat bantu penekan ban luar sepeda motor dapat memberikan informasi yang berguna sebagai bahan pertimbangan untuk dijadikan acuan oleh konsumen. Adapun spesifikasi alat dapat dilihat pada tabel 4.1.
Tabel 4.1 Spesifikasi Alat Bantu Penekan Ban Luar Sepeda Motor
NO SPESIFIKASI DIMENSI
1 Berat total ± 2.2 Kg
3 Panjang 280 mm
4 Tinggi 120 mm
5 spesifikasi rangka penjepit ban
90-120/70-80/14-18 ( ukuran ban)
6 Jarak rahang penjepit 110 mm
7 jenis alat Portable
8 Jenis ban
ban bias, ban radial, ban belted (tubles)
9 Daya kerja Udara betekanan max 10 bar
4.2 Pembuatan Komponen
4.2.1 Pembuatan Piston pneumatik
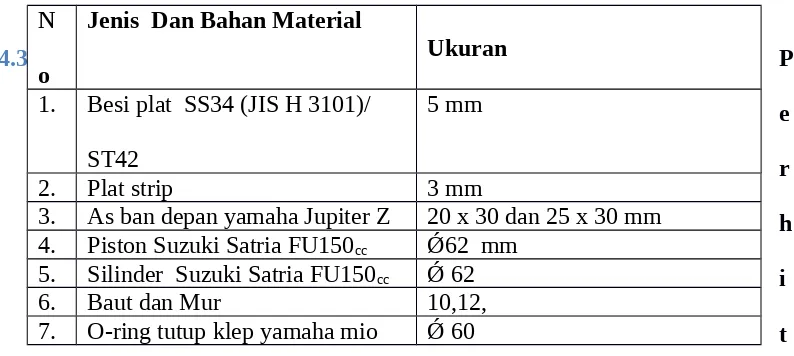
Piston yang dipakai adalah piton Suzuki Satria FU 150cc dengan Ǿ 62 mm.
Untuk mendapatkan keseuaian perencanaan dengan bentuk dudukan seal pada ring piston akan dilakukan proses pemesinan dengan mesin bubut yaitu memperluas dan memperdalaman dudukan ring piston sesuai dengan ukuran dan dimensi piston.
Gambar 4.2 dimensi dan ukuran piston
Gambar 4.3 Hasil pengerjaan piston pneumatik 4.2.2 Pembuatan Plat Penahan (Rangka)
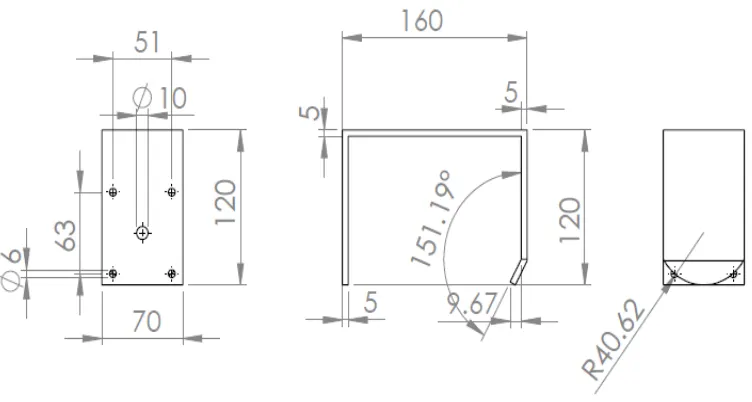
1. Pemotongan pelat sesuai ukuran yaitu 150 x 70 x 5 mm untuk plat atas dan plat samping yaitu 120 x 70 x 5
2. Pengeboran pelat dengan mesin bor sesuai dengan dimensi yang telah ditentukan, dengan memakai mata bor Ø 6 dan Ø 10
3. Kemudian Proses penyambungan dengan las listrik SMAW 4. Penggerindaan permukaan pelat yang tajam
5. Finishing
Gambar 4.5 Hasil pengerjaan rangka penahan
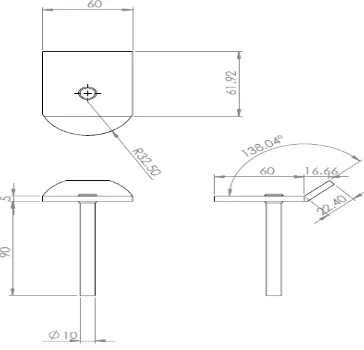
4.2.3 Pembuatan Plat Penekan
Plat penekan digunakan bahan dari besi pelat ST42 (SS34/ JIS H 3101) dengan ketebalan 5 mm dipotong menggunakan mesin gerinda sesuai dengan kebutuhan yaitu 60 x 70 x 5. Untuk menyambung plat dengan batang piston maka Plat ini dilas pada batang piston menggunakan las listrik. Adapun dimensinya dapat dilihat pada gambar 4.6.
Gambar 4.7 Hasil pengerjaan plat penekan
4.2.4 Pembuatan Rangka Penahan Silinder
Plat rangka penahan silinder terbuat dari besi pelat strip dengan ketebalan 3 mm dipotong menggunakan gerinda sesuai dengan kebutuhan. Plat ini dilas membentuk rangka penahan silinder menggunakan las listrik. Adapun dimensinya dapat dilihat pada gambar 4.8.
Adapun langkah pengerjaannya adalah sebagai berikut:
1. Potong plat strip dengan ukuran 3mm x 19 mm x 100 mm sebanyak 4 plat dan 3 mm x 19 mm x 70 mm sebanyak 2 plat
2. Lakukan pembengkokan sebesar 900 pada plat ukuran 100 mm menjadi
96mm
3. Plat yang telah dibengkok lalu lakukan pengeboran di ke empat sisi plat tersebut sebagai tempat lubang baut (lihat gambar 4.8 )
5. Lakukan penggerindaan apabila terdapat kampuh las dan plat yang tajam untuk proses akhir.
Gambar 4.8 Dimensi Dan Ukuran Rangka Penahan Silinder
4.2.5 Bahan/ Material Yang Digunakan
Adapun bahan atau material yang digunakan untuk membuat alat bantu penekan ban luar sepeda motor dapat dilihat pada tabel 4.2.
Tabel 4.2 Bahan Atau Material Yang Digunakan
4.3 P
4.3.1 Perhitungan Pengeboran Lubang Masuk Udara Pada Silinder
Dalam pengeboran lubang masuk dan keluar udara pada silinder , material/ bahan yang digunakan adalah baja karbon tinggi ( kadar karbon > 2% ) dan pahat yang digunakan adalah dari jenis HSS (Hight Speed Steel).
Dimana:
V = 20 mm/menit Berdasarkan tabel kondisi pemotongan f = 0,1 mm/menit proses gurdi (Drilling), pada lampiran I
- Menghitung putaran spindel : n = 1000.V
π . d N
o
Jenis Dan Bahan Material
Ukuran 4. Piston Suzuki Satria FU150cc Ǿ62 mm
5. Silinder Suzuki Satria FU150cc Ǿ 62
6. Baut dan Mur 10,12,
= 1000.20 3,14.7 = 909,919 rpm
Dipilih n = 900 rpm, sesuai dengan tingkatan putaran pada mesin bor (drilling)
- Kecepatan makan : v f = f . n
= 0,1 . 900 = 90 mm/menit - Kecepatan penghasilan geram
=0,178 menit
4.3.2 Proses Pengeboran lubang pada rangka
Dalam pengeboran lubang dudukan baut pada rangka utama(plat penahan), bahan/ material untuk plat adalah SS34/ ST 42 dan pahat yang digunakan adalah dari jenis HSS (Hight Speed Steel).
Dimana:
V = 20 mm/menit Berdasarkan tabel kondisi pemotongan f = 0,1 mm/menit proses gurdi (Drilling), pada lampiran I
- Menghitung putaran spindel : n = 1000.V
- Kecepatan makan : v f = f . n
= 0,1 . 1000 = 100 mm/menit - Kecepatan penghasilan geram
lv = jarak ujung mata terhadap benda kerja
2 sudut ujung (point angle) ln =
Karena lubang yang harus dib bor pada rangka ada 4 , maka 4 x 0,128 menit adalah 0,512 menit
4.4Proses Penyambungan Dan Assembly
4.3.1 Proses Assembly
Gambar 4.10 Proses Perakitan Alat Bantu Penekan Ban Luar Sepeda Motor
Urutan pelaksanaan proses perakitan alat bantu penekan ban luar sepeda motor adalah sebagai berikut:
1. Rangka merupakan tempat dudukan komponen komponen pendukung, proses pembuatan rangka dilas menggunakan las listrik pada setiap sambungannya dan dibor untuk melubangi dudukan baut dan batang piston sebagai mana terlihat pada gambar 4.5
2. Plat penekan merupakan komponen bergerak yang befunsi untuk menekan ban, plat penekan ini disambung dengan batang piston menggunakan las sebagai media sambungan.
4. Silinder merupakan tempat dudukan piston, tempat dudukan silinder pada rangka utam yang ditahan oleh rangka silinder dan di ikat (disambung) dengan menggunakan baut dan mur.
4.5 Pengujian Alat
4.5.1 Pengujian Fungsional
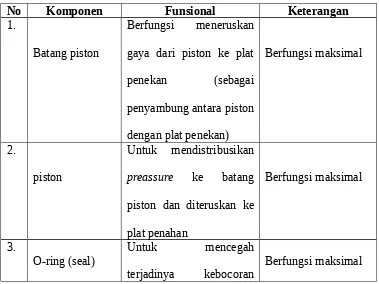
Pengujian fungsional yang dilakukan adalah untuk melihat dan menguji fungsi dari komponen – komponen mesin yang di rancang atau dibuat, apakah berfungsi atau tidak, pengujian fitur dan perilaku operasioanal produk untuk memastikan sesuai dengan spesifikasinya. Hasil pengujian ini dapat dilihat pada tabel 4.3
Tabel 4.3 Hasil Pengujian Fungsional
No Komponen Funsional Keterangan
1.
Batang piston
Berfungsi meneruskan gaya dari piston ke plat
penekan (sebagai
penyambung antara piston dengan plat penekan)
Berfungsi maksimal
2.
piston
Untuk mendistribusikan preassure ke batang
terjadinya kebocoran
tekanan udara 4.
Plat penekan Merupakan komponen yang bergerak untuk
Rangka penahan silinder
Sebagai penghubung dan penahan silinder dengan rangka
Berfungsi maksimal
4.5.2 Pengujian Struktural
Pengujian struktural dilakukan pada alat bantu penekan ban luar sepeda motor untuk mengetahui keandalan kinerja alat ketika beroperasi dalam keadaan dibebani. Adapun hasil pengujian dapat dilihat pada tabel 4.4.
Tabel 4.4 Hasil Pengujian Struktural Alat No
. Komponen Pencapaian
1. Rangka utama (palt penahan) Baik
2. Piston pneumatik Baik
3. Silinder pneumatik Baik
4. Batang piston Baik
5. Plat penekan Baik
6. Rangka penahan silinder Baik
7 O-Ring (seal) Baik
yang digunakan dari kompresor sebesar 10 bar ≈ 0.1019 kg/mm2, maka gaya
yang dapat dihasilkan alat adalah sebesar :
F = P . A A = .π
4
d
2= 0,785 . (62)
2 = 3215 mm2= 0.1019 kg/mm2 . 3215 mm2 = 327,6 kg
Sedangkan gaya yang dibutuhkan untuk melepaskan kerekatan ban antara velg sebesar F = 256.72 kg (hasil pengujian), jadi gaya yang direncanakan lebih
besar dari gaya yang dibutuhkan alat yaitu 327,6 kg . maka , alat tersebut dapat bekerja sesuai dengan perencanaan untuk menekan ban dengan spesifikasi yang telah ditentukan.
4.6 Waktu Dan Biaya
4.6.1 Waktu Untuk Proses Pengelasan
- Luas daerah pengelasan A = a.t
Dimana : A = luas daerah pengelasan a = Jarak antara bagian
t = Tebal
Total Banyaknya pengelasan rangka dan dudukan komponen adalah 9 sambungan yang dilas luar dan dalam, yaitu pada rangka utama,
2 x 2 = 4 , 4 kali pengelasan x 120mm = 480 mm
1 x 2 = 2 , 2 kali pengelasan x 80mm = 160 mm
Pada rangka penahan silinder,
6 x 2 = 12 , 12 kali pengelasan x 3 mm = 36 mm, sehingga didapat
480 + 160 + 36 = 676 . Jadi, panjang keseluruhan pengalasan = 676 mm.
- Menghitung Volume Sambungan Las Vs = A . L
Dimana: Vs = Volume sambungan las A = Luas daerah pengelasan L = panjang pengelasan
Vs = 6 mm3 x 676 mm3
Vs = 4056 mm3
- Menghitung Volume Elektroda - Kode elektroda RB – 2.6 - Diameter elektroda 2.6 mm - Panjang elektroda 350 mm
Maka: VE=π
4d
Dimana:
VE = Volume elektroda
d2 = Diameter elektroda
L = Panjang elektroda
VE=3,14
4 (2,6)
2
.350
VE=1857mm 3
- Menghitung Banyaknya Elektroda Yang Dibutuhkan
BE=Vs
VE
Dimana:
BE = Banyaknya elektroda
Vs = Volume sambungan las
VE = Volume elektroda
BE= 4056 1857
BE=2,18463 (2,2 batang)
Jadi jumlah elektroda yang dibutuhkan untuk pengelasan adalah sebanyak 2,2 batang.
T= L
Km Km = Koefisien elektroda ( 40 – 60 )
Dimana:
T = Waktu pengelasan L = Panjang pengelasan Km = Koefisien elektroda
T=676
50
¿13,52 menit
Maka total waktu produktif dan nonproduktif untuk proses pembuatan alat bantu penekan ban luar sepeda motor dapat dilihat pada tabel 4.
Tabel 4.5 Waktu Pembuatan Alat
No Langkah Pengerjaan Waktu (menit)
Produktif Nonproduktif Total 1 Proses Pemesinan
Proses bor 0.69 10 10.69
proses gerinda 5 15 20
2 Proses Non Pemesinan
Proses las 13.52 15 28.52
Proses pengamplasan 15 10 25
Proses pengecatan 15 15 30
3 Proses perakitan 25 5 30
4.6.2 Biaya Pembelian Bahan
Pembelian bahan jadi dan bahan setengah jadi merupakan bahan yang standart yang bisa digunakan pada pembutan alat bantu penekan ban luar sepeda motor ini, untuk lebih jelasnya pembelian komponen – komponen standar yang dibeli dipasaran dapat dilihat pada tabel 4.7 .
Tabel 4.7 Harga Pembelian Bahan
N
5. Piston
standar 1 buah 25.000 25.000
6.
Baut, mur
dan ring Standar M10, M12,
5
buah 1.000 5.000
7. Sill (o-ring) standar - 2 buah 1.500 3.000
8 Elektroda standar RB26
3 batang
2000 6000
9 Cat minyak Standar 0.5 liter
1
standar Kecil 2 buah 5.000 10.000
Jumlah harga keseluruhan (Rp) 145.500
Catatan * barang second
Maka biaya total pembelian bahan secara keseluruhan setelah dijumlahkan adalah Rp.145.500,- (seratus empat puluh lima ribu lima rastu rupiah).
Biaya operator adalah biaya yang dikeluarkan untuk kerja dalam pembuatan komponen – komponen dari pada alat yang menggunaka mesin hingga selesai. Dalam satu hari operator bekerja 8 jam, gaji operator dalam satu hari adalah Rp. 50.000,- (sumber bengkel Kesayangan Teknik Peunteut) alat ini selesai dikerjakan dalam waktu 6 jam, maka total upah operator adalah Rp. 37.500,- (tiga puluh tujuh ribu lima ratus rupiah)
4.6.4 Biaya Total Pembuatan Alat
Biaya total adalah jumlah daripada seluruh biaya yang dikeluarkan produsen untuk membuat satu unit alat bantu penekan ban luar sepeda motor. Biaya yang dikeluarkan selama proses pembuatan komponen sampai dengan proses perakitan dan juga biaya operator maka total harga keseluruhan alat penekan ban luar sepeda motor ini adalah :
Biaya total keseluruhan = Bpembelian bahan + B operator Rp = 145.500,- + 37.500,- Rp =
183.000,-Jadi, total keseluruhan biaya untuk proses pembuatan alat bantu penenkan ban luar sepeda motor adalah sebesar Rp. 183.000,- (seratus delapan puluh tiga ribu rupiah)
Apabila produsen menginginkan keuntungan dari penjualan produk adalah 15 % per produk tanpa tambahan pajak, maka harga jual produksi adalah sebesar :
Keutungan = B total keseluruhan x 15%
Rp = 183.000,- x 15%8
Rp = 27.450
Harga Jual = B total keseluruhan + keuntungan
Rp = 183.000,-+
27.000,-Rp =